تدفق لحام لأنابيب النحاس

قلة من الناس يعرفون معنى تدفق اللحام. التدفق هو مادة تتكون من عناصر كيميائية تساعد اللحام على ملء مساحة المفصل بشكل أفضل. بالإضافة إلى ذلك ، تتمثل إحدى وظائف التدفق في إزالة الأوساخ والمنتجات من عملية الأكسدة ، مثل أحماض البوريك والهيدروكلوريك. بصرف النظر عن كل شيء ، يشكل طبقة من الفيلم الواقي ضد الأكسجين الجوي... مع الأخذ في الاعتبار هذه الميزات ، من الضروري اختيار أنواع المنتجات المعدنية التي يجب توصيلها بشكل صحيح والمواد التي تملأ فجوة التوصيل ، وكذلك الحفاظ على مؤشرات سخان درجة الحرارة تحت السيطرة.
أنواع التدفق
- النوع الأول من المواد المساعدة الكيميائية يشمل المواد التي تقوم بعمل ممتاز في منع التكوينات المسببة للتآكل. تتكون هذه المادة الضامة بشكل أساسي من مواد تذوب السائل وعنصرًا مثل الفوسفور. نتيجة لعملهم المشترك ، يتم تكوين مادة ربط متكاملة. عند استخدام هذا النوع ، تختفي الحاجة إلى استخدام المواد المصممة للتنظيف بعد عملية اللحام. إنه مربح للغاية وليس مزعجًا على الإطلاق.
- النوع الثاني من التدفق هو مادة تتكون من حمض الساليسيليك ، وهو قابل للذوبان تمامًا في المذيبات العضوية. بالإضافة إلى هذا المكون من المادة الرابطة ، يمكن أيضًا استخدام الفازلين والكحول ومشتقات الذهب كأساس. إذا كنت تستخدم هذا النوع من التدفق أثناء الاستخدام ، فيمكنك تحقيق نتيجة ممتازة فيما يتعلق بالدرزات ، بالإضافة إلى النظافة ، فإنها ستكتسب مظهرًا أنيقًا.
- النوع الثالث من الموصلات اللينة هو الصنوبري وحمض بوريك الصوديوم. يبدأ ملح الصوديوم في الذوبان عند درجات حرارة تتراوح من 70 درجة مئوية. من الضروري إيلاء اهتمام خاص لحقيقة أن هذه المادة ومنتجاتها المذابة ليست ضارة على الإطلاق بحياة الإنسان وصحته. يمكنك إنشاء مواد متصلة بنفسك عن طريق خلط جميع المكونات في كل واحد.
لحام النحاس المغمور القوس
ما هو الفرق بين لحام التدفق؟
تحتاج أولاً إلى فهم اختلافاته عن لحام القوس التقليدي. لذلك ، بالمقارنة مع اللحام اليدوي ، تصبح عملية لحام التدفق أكثر كفاءة. يزيد مستوى الارتداد بحوالي 4-5 مرات... وهذا أمر مفهوم ، لأن التيار الكهربائي يمر عبر سلك القطب فقط عند خروجه. لذلك ، فإن استخدام التدفق في عملية لحام النحاس يجعل من الممكن استخدام تيار بكثافة متزايدة. لا داعي للقلق بشأن حقيقة أن القطب الكهربي سيتعرض لفترة طويلة لدرجات حرارة عالية ، مما سيؤدي إلى انفصال مادة الطلاء.

مواد لحام للأنابيب النحاسية
بالإضافة إلى ذلك ، في عملية استخدام التيارات العالية ، يرتفع عمق انصهار المنتج المعدني إلى مستوى عالٍ بدرجة كافية. حتى لهذا السبب ، يمكن إجراء عملية اللحام دون قطع الحافة السميكة. من الضروري إعطاء الفضل لحقيقة أن توفير حماية عالية للمعدن في الحالة المنصهرة من ملامسة التيارات الهوائية والدرزات المعدنية والمفاصل ذات جودة عالية.
لحام الأنابيب النحاسية بيديك
يتم تحقيق الحد الأدنى من الشوائب الأجنبية من خلال عدم وجود مسام في طبقات المعدن. هناك تفسير لذلك ، يزداد معدل تكوين البلورات المعدنية ، حيث توجد تكوينات الخبث على طلاء طبقات التوصيل.
عيب استخدام الموصلات اللينة هو أن المعدن المنصهر يصبح سائلاً وسائلاً قدر الإمكان.
قبل شراء تدفق للمنتجات النحاسية ، انتبه لميزاتها الخاصة. بادئ ذي بدء ، من أجل تجنب تكوين طبقة من الأكاسيد ، من الضروري القيام ببعض الإجراءات:
- استمر في التحكم في حدود مؤشرات درجة الحرارة للموصل الناعم واللحام ، فأنت بحاجة إلى التأكد من أنها متطابقة. عند اختيار التدفق ، ركز على أدائه ، اعتمادًا على نوع اللحام.
- في حالة تحقيق تطابق مثالي لمؤشرات درجة الحرارة ، يصبح من الممكن استخدامه كجهاز لقياس التغيرات في درجات الحرارة أثناء عملية اللحام. لذلك ، من المستحيل ارتفاع درجة حرارة العناصر أثناء اللحام.
اليوم ، هناك تدفقات جافة وعجينة وسائلة للبيع. في معظم الحالات ، تجد الموصلات في الحالة السائلة استخدامها في عملية اللحام السائل. التدفق الجاف غير مريح للاستخدام. يعتبر تدفق المعجنات للمنتجات النحاسية مناسبًا تمامًا ، لأنه لا يتطلب تأخيرًا في تطبيقه. يجب إيلاء اهتمام خاص لجودة التدفق من أجل الحصول على نتيجة عالية الجودة للعمل المنجز.

يمكن تحديد الجودة من خلال الميزات التالية:
- السطح بعد اللحام مغطى بالكامل به ؛
- لها قاعدة لزجة وكثافة عالية ، مما يضمن توفر اللحام إلى الوجهة ؛
- يحمي من تكوين الفيلم ، وينظفه نوعيًا ؛
- له تركيبة متجانسة من المواد الكيميائية ؛
- بمساعدتها ، تكون جميع اللحامات مرئية أثناء عملية اللحام ؛
- باستخدامه ، تأتي إمكانية العمل في وضع رأسي ؛
- جيد الأوساخ القابلة للإزالة.
لتحقيق منتج عالي الجودة ، من الضروري التخلص منه بعد عملية اللحام بمساعدة المذيبات المعدة لهذا الغرض.
مجموعة متنوعة من الاتصالات
درجة حرارة منخفضة لحام الأجزاء
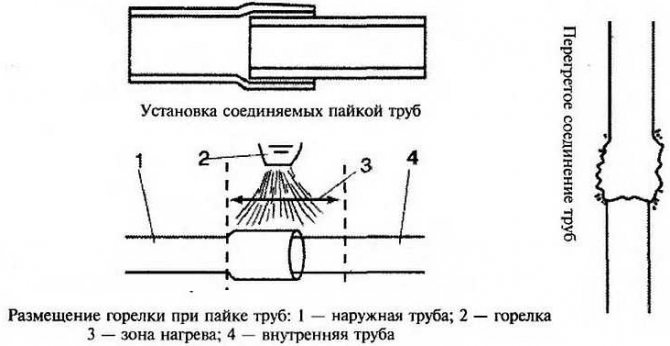
تُستخدم هذه التقنية للأنابيب النحاسية النحاسية لتركيب شبكات المرافق للتدفئة وإمدادات المياه وأنظمة أخرى مماثلة ، حيث لا تتجاوز درجة حرارة السائل المنقول + 130 درجة مئوية. في هذه الحالة ، يقوم اللهب المنبعث من موقد غاز بتسخين المنتج بما لا يزيد عن + 450 درجة مئوية ، وحجم الجزء هو 6-108 مم (انظر أيضًا مقالة "تركيبات أنابيب البولي بروبلين: الأنواع ووصفها التقني") .
يتم استخدام العديد من المعادن اللينة كجندى في اللحام بالحرارة المنخفضة: الرصاص والقصدير وما إلى ذلك. ومن هنا تسمى هذه الطريقة "اللحام الناعم". يمكن أن يكون عرض المفصل ، اعتمادًا على حجم التركيبات ، 7-50 مم.
الاتصال المعني شائع جدًا عند تثبيت أنظمة السباكة المختلفة.
هذا يرجع إلى العوامل التالية:
- مع اللحام بالنحاس منخفض الحرارة ، لا يصلب النحاس (مما يؤثر على قوة خط الأنابيب) ؛
- عملية تنفيذ العمل أقل شاقة وأكثر أمانًا ؛
- ينطبق فقط على تصنيع أنظمة النقل المائي ؛
- لا يمكن استخدامها لتوصيل خطوط أنابيب الغاز.
يستخدم اللحام بالحرارة المنخفضة القصدير أو الرصاص كجندى
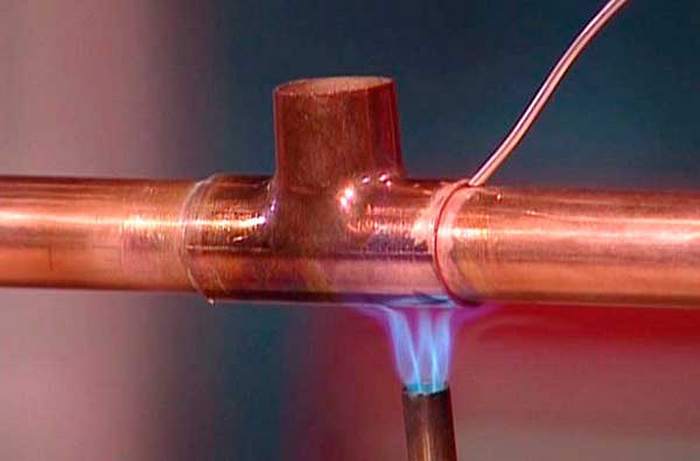
لحام الأجزاء بدرجة حرارة عالية
في هذه الحالة ، يتم إجراء اللحام بالنحاس للأنابيب النحاسية عند درجة حرارة اللهب التي تزيد عن 450 درجة مئوية.
في هذه الحالة ، يتم استخدام اللحام بناءً على المعادن التالية:
- نحاس؛
- فضة؛
- سبائك أخرى أصلب من القصدير.
يتيح استخدام هذه التقنية الحصول على اتصال دائم بقوة متزايدة وتحمل درجة حرارة أعلى بكثير من الوسيط المنقول.
اسم آخر للاتصال هو "مختلط بشدة".

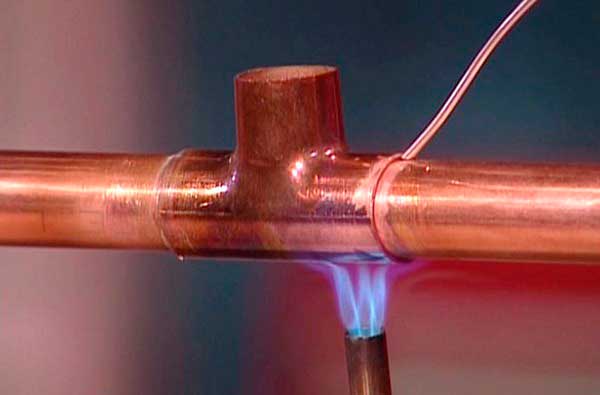
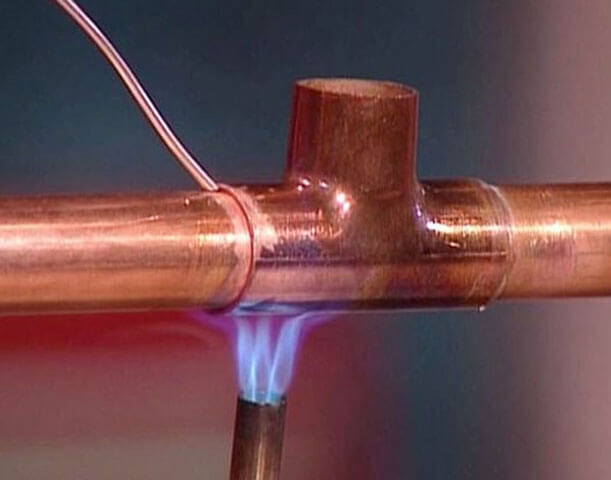
تُظهر الصورة عملية اللحام بالحرارة العالية
تستخدم الأنابيب النحاسية النحاسية في الحالات التالية:
- توصيل الأجزاء الأكبر من 28 مم ؛
- إرساء الأجزاء المخصصة لنقل السوائل التي تزيد درجة حرارتها عن 130 درجة مئوية ؛
- تصنيع أنظمة التدفئة (تسمح لك طريقة الاتصال هذه بالانفصال عن شبكة هندسية قائمة دون تدهور الخصائص التقنية للأخيرة).
- يتم توفير استخدام اللحام الصلب من خلال تعليمات لتركيب أنظمة خطوط أنابيب الغاز.
ملحوظة! أثناء اللحام بالنحاس عالي الحرارة ، يتم تلدين النحاس ، ونتيجة لذلك يفقد الأنبوب قوته. لتقليل هذه الظاهرة ، من الضروري أن يبرد المفصل بشكل طبيعي ، ويكون التسخين أثناء اللحام منخفضًا قدر الإمكان.
الربط البارد للأجزاء
يوجد أيضًا وصلة أنابيب نحاسية غير ملحومة. لهذا الغرض ، يتم استخدام وصلات تجعيد خاصة ، يشبه تصميمها المنتجات المماثلة المستخدمة عند العمل مع أجزاء البوليمر.
خارجيًا ، المفصل البارد مشابه لتركيبات اللحام. ومع ذلك ، فإن الأول مجهز بالإضافة إلى ذلك بأختام مطاطية مصنوعة من بوليمرات خاصة.
بالإضافة إلى ذلك ، هناك أيضًا وصلة قابلة للفصل لخطوط الأنابيب النحاسية. لهذا ، يتم استخدام كوليت المناسب.
وهي مقسمة إلى نوعين:
- للانضمام إلى الأجزاء الصلبة والمتوسطة الصلابة ؛
- للانضمام إلى المنتجات اللينة وشبه الصلبة.

يمكن استخدام تركيبات الضغط للوصلات الباردة.
معاجين لحام الأنابيب النحاسية في موسكو
يتوفر "المستشار عبر الإنترنت" على موقع البائع على الويب. للذهاب إلى الموقع ، انقر فوق "إلى المتجر"
طلب نقرة واحدة متاح على موقع البائع. للذهاب إلى الموقع ، انقر فوق "لتخزين"
يتوفر "المستشار عبر الإنترنت" على موقع البائع على الويب. للذهاب إلى الموقع ، انقر فوق "لتخزين"
طلب نقرة واحدة متاح على موقع البائع. للذهاب إلى الموقع ، انقر فوق "إلى المتجر"
يتوفر رقم مجاني 8-800 على موقع البائع. للذهاب إلى الموقع ، انقر فوق "إلى المتجر"
يتوفر "المستشار عبر الإنترنت" على موقع البائع على الويب. للذهاب إلى الموقع ، انقر فوق "إلى المتجر"
أي نوع من اللحام لأنابيب النحاس من الأفضل استخدام وأنواع وخصائص المواد
تستخدم المنتجات الأنبوبية النحاسية في مجموعة متنوعة من الصناعات. يتم نقل الغاز والمنتجات النفطية والماء والوسائط الأخرى عبر خطوط الأنابيب المصنوعة منها. لتركيب الخطوط ، يتم استخدام اللحام في لحام الأنابيب النحاسية.

يمكن أن تكون الظروف التي يتم فيها تشغيل خطوط الأنابيب مختلفة - فهي تؤثر على اختيار نوع اللحام لتوصيل العناصر الهيكلية.
ما هو اللحام واللحام؟
اللحام عبارة عن سبيكة أو معدن يتم استخدامه لربط الأجزاء المعدنية المنفصلة لتجهيز نظام واحد. عادةً ما تسمى تقنية ربط جزأين في هيكل من قطعة واحدة باللحام.
نظرًا لاستخدام الجنود في العديد من الصناعات ، يتم إنتاجهم في مجموعة متنوعة من الأشكال - يمكن أن يكون ذلك من الأسلاك والقضبان والرقائق وما إلى ذلك. يعتمد التركيب الكيميائي لحام الأنابيب النحاسية بشكل مباشر على درجة حرارة الانصهار ونوع العناصر المستخدمة ومعاييرها والفروق الدقيقة الأخرى.

أساس اللحام هو العناصر الكيميائية التالية:
بالنسبة للحام ، يجب أن تكون درجة حرارة الانصهار أقل من درجة حرارة المعادن التي تصنع منها الأجزاء المربوطة ، والتي يتم تسخينها قليلاً أثناء عملية اللحام ولا يمكن تشويهها. يعتبر اللحام طريقة اتصال أكثر ربحية مقارنة باللحام.

الجنود وفقًا لنقطة الانصهار من عدة أنواع:
- منصهر - من 150 إلى 450 درجة.
- ذوبان متوسط - لا يزيد عن 1100 درجة.
- نقطة انصهار عالية - تصل إلى 1850 درجة.
يستخدم النوع الأول من الجنود في اللحام الناعم ، ويستخدم النوع الثاني والثالث للحام الصلب.
ماذا تحتاج لحام الأنابيب النحاسية؟ عند الانضمام إلى المنتجات ، بالإضافة إلى اللحام ، يلزم التدفق. من الضروري حماية الأسطح المستعبدة من الأكسدة.لجعل الاتصال قويًا ، يجب عليك اختيار اللحام والتدفق المناسبين. الغرض من استخدام الجنود هو الحصول على خط موثوق. غالبًا ما يكون من المستحيل الاستغناء عنه عند توصيل الأنابيب لأغراض مختلفة ، بما في ذلك المنتجات النحاسية.
ما تحتاجه لحام النحاس
ليست هناك حاجة إلى معدات لحام نحاسية باهظة الثمن أو مواد استهلاكية خاصة ، كل شيء بسيط للغاية.
ستحتاج إلى ما يلي لحام الأنابيب النحاسية للاستخدام المنزلي:
- عنصر تسخين على شكل موقد غاز للتسخين وصهر اللحام. غاز البروبان الأكثر استخدامًا هو الضغط المنظم. يمكنك استخدام مكواة لحام أكثر قوة أو مجفف شعر بقوة مناسبة.
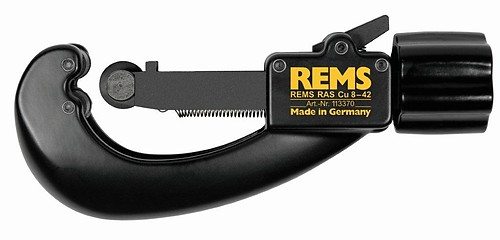
- قاطع خاص للمنتجات النحاسية. النحاس معدن ناعم للغاية ، لذلك تحتاج إلى قطعه برفق بسبب خطر تكسير الجدران. تسمى هذه القواطع قواطع الأنابيب ، فهي متنوعة للغاية - لكل ذوق. هناك مجموعة متنوعة من الموديلات في السوق ، بما في ذلك أجهزة القطع في الأماكن التي يصعب الوصول إليها.
- تركيبات اللحام إذا كان من المتوقع حدوث انحناءات للأنابيب غير المقواة.
- موسع الأنبوب هو أيضًا جهاز خاص لتكبير قطر الأنبوب النحاسي قبل التسخين ، إذا لزم الأمر. هذا الاحتمال مهم للغاية عند ضم منتجات ذات أبعاد مختلفة قليلاً في الحجم.
- ما يسمى ب "جهاز الشطف" هو جهاز يتحدث فيه الاسم عن نفسه. يتعلق الأمر بالشطف من الجوانب النهائية للأنابيب. الحقيقة هي أنه بعد القطع ، يمكن أن تتشكل نتوءات معدنية في النهايات. إنها ليست ضارة على الإطلاق ، ولكن على العكس من ذلك ، لن تسمح بتكوين مفصل قوي وجميل. الشموع من نوعين: على شكل قلم رصاص أو مستديرة الشكل. الدائرية هي الأفضل والأكثر ملاءمة للاستخدام: يمكن استخدامها لإزالة النتوءات من المنتجات النحاسية الناعمة التي يصل قطرها إلى 36 مم.
- فرش وفرش ذات شعيرات فولاذية لتحضير الأجزاء النحاسية: إزالة الأوساخ وغشاء الأكسيد.
- المواد المستهلكة للحام نفسه. يمكن أن يكون جنود لحام الأنابيب النحاسية من نوعين من الأسلاك: أسلاك نحاسية ذات نقطة انصهار عالية ، والتي تحتوي على نسبة صغيرة من الفوسفور 6٪ الخيار الثاني هو سلك القصدير ، الذي تكون نقطة انصهاره أقل بكثير - حوالي 350 درجة مئوية.
- المعاجين ومخاليط التدفق الخاصة لحماية المعدن من تكوين عيوب على شكل فقاعات هواء ولصق أفضل بين قطع النحاس واللحام.

ستكون الأشياء الإضافية للأدوات الأساسية لحام الأنابيب النحاسية أدوات غير محددة:
- شريط قياس أو شريط قياس ؛
- مستوى البناء
- علامة وفرشاة
- شاكوش.
قبل البدء في لحام الأنابيب ، من الضروري حل سؤال تكنولوجي أساسي: ما هو نوع اللحام الذي سيتم لحامه؟ لحام صلب من الأسلاك النحاسية ، وهو الأكثر استخدامًا في مكيفات الهواء والثلاجات؟
أو استخدام سلك من الصفيح يعمل بشكل رائع مع أنابيب التدفئة أو السباكة؟
لحام مواسير نحاسية
نظرًا لحقيقة أن النحاس ضعيف التأثر بعمليات التآكل ، فمن السهل لحامه. القصدير والفضة والسبائك والمعادن الأخرى هي الأفضل اتصالاً بها أثناء عملية الالتحام.
يستخدم اللحام الشعري لتوصيل المنتجات النحاسية. يعتمد على قدرة السائل ، بسبب الالتصاق ، على التحرك على طول القنوات الضيقة ، بما في ذلك عكس اتجاه الجاذبية. نظرًا لظاهرة الشعيرات الدموية ، فإن اللحام قادر على ملء الفجوات بشكل موحد ، بغض النظر عن كيفية وضع الأنابيب.
في هذه الحالة ، يمكن أن تتم عملية اللحام باستخدام سبائك خفيفة ومتوسطة وعالية الانصهار. بسبب النوع الأول ، يتم إجراء لحام مختلط بدرجة حرارة منخفضة ، والنوعان الآخران - درجة حرارة عالية.يعتمد اختيار اللحام على الظروف التي سيتم فيها استخدام خط الأنابيب النهائي.
يشمل النوع منخفض الانصهار ، الذي يُطلق عليه أيضًا اللحام الناعم لأنابيب النحاس بالنحاس ، القصدير وسبائكه: القصدير والنحاس والقصدير والفضة والقصدير والنحاس والفضة. ينتمي الجنود ، المكون الرئيسي لهم الرصاص ، إلى نفس النوع ، لكنهم سامون ، ولهذا السبب لا يمكن استخدامهم عند مد خطوط أنابيب لتزويد مياه الشرب.
تقنية اللحام بالنحاس لأنابيب النحاس
تستخدم الأنابيب النحاسية لتركيب الاتصالات المختلفة: أنابيب المياه وأنظمة التدفئة وأنابيب الغاز. لديهم عدد من المزايا ، مثل:
- تقاوم الآثار المدمرة للتآكل ؛
- سطح الأنابيب النحاسية أملس إلى حد ما ؛
- مقاومة للأشعة فوق البنفسجية.
- لديها معامل توصيل حراري عالي ؛
- قادرة على تحمل درجات الحرارة العالية ؛
- لديك قوة جيدة
- يصل العمر التشغيلي لخط الأنابيب النحاسي إلى 50 عامًا.
ملحوظة! العيب الرئيسي لخط الأنابيب هذا هو تكلفته المرتفعة نسبيًا ، ومع ذلك ، تظل المواد النحاسية شائعة نظرًا لأنها موثوقة ومتينة للغاية.
يستخدم اللحام لتوصيل العناصر الفردية للهيكل النحاسي. أصنافها كالتالي:
- لحام درجة حرارة عالية
- لحام درجة حرارة منخفضة.
يتم استخدام خيار اللحام بالنحاس عالي الحرارة للحصول على مفصل بقوة متزايدة. يتم استخدام اللحام بالحرارة المنخفضة في جميع الحالات الأخرى.
كيفية اختيار جندى
على الرغم من حقيقة أن الجنود اللين لا يعتبرون أقوياء بدرجة كافية ، عند استخدام اللحام الشعري ، يمكن الحصول على هيكل صحي عالي الجودة. يتم استخدام الجنود منخفض الذوبان للانضمام إلى منتجات الأنابيب النحاسية التي يبلغ قطرها 6-180 ملم. هم مفضلون لأنهم يعملون في درجات حرارة منخفضة. الحقيقة هي أن النحاس في درجات حرارة عالية قادر على فقدان القوة.
جميع الجنود الذين ينتمون إلى نوع الانصهار المتوسط والعالي هم من النوع الصلب. للنحاس عالي الحرارة للمنتجات النحاسية ، يتم استخدام الجنود على أساس النحاس والفضة والمعادن الأخرى. بفضل استخدامها ، يتم الحصول على خط متين ومقاوم للضغط العالي ودرجات الحرارة المرتفعة.

من بينها ، الأكثر طلبًا:
- النحاس والفوسفور.
- النحاس والفضة والفوسفور.
- فضة.
في الحالة الأخيرة ، لا يلزم اللحام فحسب ، بل يتطلب أيضًا معجون تدفق لحام الأنابيب النحاسية.
جوهر العملية
يتميز خط الأنابيب ، الذي تم إنشاؤه بهذه الطريقة ، بسبب استخدام الأنابيب النحاسية أثناء التثبيت ، بالموثوقية العالية والمتانة الاستثنائية. بالطبع ، مثل هذا النظام له تكلفة عالية إلى حد ما ، ولكن له ما يبرره تمامًا من خلال الخصائص الفريدة التي يمتلكها. ما هو مهم ، يمكن استخدام الأنابيب النحاسية في أنظمة السباكة والتدفئة. وفي الواقع ، وفي حالة أخرى ، تظهر أعلى موثوقية ومتانة.
الطريقة الأبسط والأكثر موثوقية لتثبيت مثل هذه الأنظمة هي لحام الأنابيب النحاسية. تم استخدام تقنية الاتصال هذه لفترة طويلة ، وهي مدروسة جيدًا ولا تسبب أي مشاكل خاصة في التنفيذ العملي. جوهر هذه الطريقة هو أن المفصل بين الأجزاء المراد ربطها مملوء بمركب خاص يسمى اللحام. من أجل لحام أنابيب النحاس بالنحاس للدخول وملء المفصل بين الأجزاء ، يتم صهرها تحت تأثير درجات الحرارة المرتفعة. بعد توقف تسخين اللحام ، وقد ملأ بالفعل خط اللحام المستقبلي بالكامل ، فإنه يتصلب ، ويشكل اتصالًا موثوقًا ومختومًا ودائمًا.
يعتبر النحاس النحاسي مناسبًا أيضًا لأنه ، إذا لزم الأمر ، يمكن دائمًا فصل العناصر المتصلة بخط الأنابيب بسهولة.للقيام بذلك ، يكفي تسخين المفصل لجعل اللحام ناعمًا ومرنًا.

عملية لحام الأنابيب النحاسية
إيجابيات وسلبيات أنواع مختلفة من الجنود
من المزايا المهمة التي تتمتع بها سبائك اللحام ارتباطًا مباشرًا بقوة اللحامات الناتجة ومقاومتها لدرجات الحرارة المرتفعة. باستخدام اللحام بالنحاس عالي الحرارة ، يتم ربط الأنابيب النحاسية التي يبلغ قطرها من 6 إلى 159 ملم. عند وضع خطوط إمداد المياه ، لا يمكن أن يكون المقطع العرضي لمنتجات الأنابيب المتصلة بهذا النوع من اللحام أقل من 28 ملم.

كما تبين الممارسة ، من بين الجنود الناعمين للانضمام إلى الأنابيب النحاسية ، يعتبر القصدير والنحاس هو الأكثر شيوعًا ، وغالبًا ما يستخدم النحاس والفوسفور بين الجنود الصلبين. الشركات المختلفة لديها تكنولوجيا تصنيع مختلفة ونسبة المكونات.
قبل البدء في إنشاء خط أنابيب نحاسي ، يجب التأكد من عدم وجود عيوب على السطح ، والتي يمكن العثور عليها غالبًا عند قطع الأنابيب. تعتمد موثوقية اللحامات إلى حد كبير على نظافة المنتجات المستخدمة في عملية العمل. بالنسبة للمنتجات التي يبلغ قطرها 6-108 ملم ، يمكن أن يكون عرض المفصل 7-50 ملم.
موقد غاز

من أجل لحام أنابيب المياه النحاسية بشكل صحيح ، تحتاج إلى إعداد النوع المناسب من الموقد. وهي مقسمة إلى عدة أنواع:
- جهاز مزود بأسطوانة يمكن التخلص منها للاستخدام المنزلي ؛
- الموقد مع أسطوانة ثابتة مثبتة ؛
- شعلة أوكسي أسيتيلين مناسبة لحام الأنابيب النحاسية. هي التي يجب العثور عليها لأداء العمل.
في المقابل ، قد تختلف قوة شعلة صهر اللحام والنحاس. تحتاج إلى الاختيار اعتمادًا على نوع اللحام الذي ستعمل معه (ناعم أو صلب).
- من أجل اللحام الناعم ، يمكنك أن تأخذ شعلة شبه احترافية منخفضة الطاقة بمسدس هواء ساخن. تعمل هذه الأداة على تطوير درجات حرارة تصل إلى 650 درجة أثناء حرق اللهب. السمة المميزة لمثل هذا الجهاز هي أنه من الممكن هنا تنظيم درجة حرارة إمداد اللهب ، وفي نفس الوقت سيبقى ثابتًا.
- لا يمكن إجراء لحام الأنابيب النحاسية لنظام إمداد المياه إلا باستخدام مواقد احترافية.
تدفق لحام النحاس
يُعرف النحاس بأنه المنتج المعدني الأكثر موثوقية ويستخدم في العديد من الصناعات. في الوقت نفسه ، هناك عيوب واضحة لتشغيل النحاس ، على الرغم من الخصائص الميكانيكية والتقنية العالية وسيساعد تدفق النحاس بالنحاس في القضاء على مشاكل الأعطال في نفس نظام السباكة النحاسية. تتمثل المهمة الرئيسية لاستخدام معجون لحام النحاس في تكوين طبقة واقية ضد التأثيرات البيئية ، وخاصة الأكسجين.

ملامح لحام النحاس مع التدفق
في العديد من دول أوروبا الغربية ، لطالما استخدمت الأنابيب النحاسية كمكونات رئيسية لإمدادات المياه وأنظمة التدفئة. يعد تلف الأنبوب النحاسي أمرًا بسيطًا غير سار ، لكن تدفق لحام الأسلاك النحاسية سيساعد في التخلص من السبب الجذري للخلل. دعنا نحاول معرفة أنواع التدفق المتوفرة عمليًا:
- تشمل الفئة الأولى والرئيسية لمجموعة تدفق لحام النحاس تلك المكونات التي تتعامل تمامًا مع مظهر التآكل. تشمل هذه المجموعة جميع المكونات التي تذوب في السائل وكذلك في الفوسفور. نتيجة لذلك ، يتم تكوين مادة كاملة ، والتي تنص في النهاية على استثناء لقواعد تنظيف سطح المنتج بعد عملية اللحام. في معظم الحالات ، يكون تدفق اللحام النحاسي هذا هو الخيار الأقل تكلفة والأكثر فعالية من حيث التكلفة.
- يتم تقديم المجموعة الثانية من مكونات التدفق للنحاس النحاسي كمادة حيث يتم استخدام حمض الساليسيليك في التركيب ، والذي يذوب في المركبات العضوية.بالإضافة إلى ذلك ، تشمل هذه المجموعة المواد والمواد التي هي مكونات أو مشتقات من الفازلين والكحول وحتى مادة الذهب. باستخدام هذا النوع من التدفق من أجل لحام النحاس بأيدينا ، يمكننا تحقيق مؤشر مثالي لحالة اللحامات ، فضلاً عن النظافة والمظهر الأنيق للسطح المعالج.
- المجموعة الثالثة وربما الأكثر شعبية تحتوي على الصنوبري أو حمض بوريك الصوديوم. يبدأ المكون الكيميائي الأخير في الذوبان ، بدءًا من درجة حرارة +70 درجة مئوية ، وفي هذه الحالة ، لا يشكل كل من الصنوبري وحمض البوريك تهديدًا محددًا لحياة الإنسان وصحته.
ملاحظة
بعض النصائح لأولئك الذين يقررون استخدام التدفق عند لحام (لحام) أنابيب النحاس:
- اشترِ عدة تركيبات من أنواع وأشكال مختلفة وجربها لتحديد الأفضل لنشاطك.
- لا تسعى للحصول على سعر منخفض واختر المنتجات من هؤلاء المصنّعين الذين تثق بهم.
- يمكنك سؤال الخبراء ذوي الخبرة للحصول على المشورة (على سبيل المثال ، في التعليقات الموجودة أسفل هذا المنشور).
نتمنى لك التوفيق في اختيار واستخدام التدفق للنحاس لأنابيب النحاس!
كيف يجب أن يبدو تدفق لحام الأنابيب النحاسية؟
كما ترون مما سبق ، من أجل اختيار تدفق للنحاس بالنحاس ، من الضروري دراسة مواصفات كل مكون بالتفصيل ، وفي نفس الوقت ، سيكون من الضروري مراعاة بعض الاحتياطات والقواعد العامة للتطبيق :
- يجب أن يضمن معجون التدفق الخاص بنحاس اللحام توحيد مساحة السطح المعالج للمنتج.
- يجب أن يكون مؤشر اللزوجة لأي مكون من مكونات التدفق أقل بكثير من مؤشر اللحام ، أي أن التحضير يجب أن يذوب قبل اللحام ويضمن ملء موحد للمساحة الكاملة لقطعة العمل. الاستبدال الكامل هو المعيار الرئيسي لمؤشر تفاعل التدفق واللحام.
- يجب أن يذوب فيلم الأكسيد تمامًا ويحمي المعدن من عملية الأكسدة الثانوية.
- يجب أن يكون التماس الذي تتم معالجته بمعجون اللحام للنحاس مظهرًا أنيقًا ولا يسبب أي إزعاج لإجراء مزيد من العمليات.
- الاستقرار الكيميائي للمادة. أثناء عملية التسخين ، يجب ألا يتحلل التدفق بأي شكل من الأشكال.
- في نهاية العمل التكنولوجي ، يجب إزالة بقايا الحمأة.
- يُسمح باستخدام عجينة لحام الأنابيب النحاسية في الوضع الرأسي.
خيارات التدفق للمواد النحاسية
تنتج الصناعة اليوم عدة خيارات للتدفقات المستخدمة في عمليات صناعية محددة. كقاعدة عامة ، هذه ثلاث مجموعات رئيسية:
- فئة السائل. يتم استخدامه في أنابيب خاصة ، يتم دمجها مع الجنود الناعمين.
- فئة المسحوق. يتم تخزينها في حاويات خاصة ، تُستخدم مع جنود المجموعة المتوسطة والمعززة.
- Gumboil على شكل مادة فطيرة. هذه نسخة جاهزة من التدفق يتم استخدامها كجندى وكوسيلة لمعالجة وتطبيق اللحام على السطح.

بعد ذلك ، نأخذ في الاعتبار الغرض المقصود من المكون لفئة معينة من أعمال الإنتاج ، على وجه الخصوص:
- مستحضرات ذات خصائص مقاومة للتآكل. يشمل مكون الدواء المذيبات ، وكذلك تكوين الفوسفور. أثناء إجراء التسخين ، يحدث نوع من الاتصال ، حيث تتشكل المكونات العضوية. في نهاية العمل التكنولوجي ، من الضروري إزالة الحمأة دون استخدام تقنيات خاصة ، أي بالطريقة المعتادة.
- الأدوية ذات الخصائص عالية التردد. كمكون ، يتم استخدام الذهب أو مواد أخرى من المجموعة النبيلة - الإيثانول ، الفازلين ، وحمض الساليسيليك. نتيجة لذلك ، يتم تشكيل خط التماس سلس ومثالي ، والذي لا يتطلب معالجة إضافية.
- تنشيط تدفقات المجموعة. تشمل هذه الفئة مواد من المجموعات الأكثر شيوعًا - البورق ، وكذلك الصنوبري.يبدأ البوراكس بالفعل عند درجة حرارة +70 درجة مئوية في الذوبان ، دون انبعاث إفرازات خطيرة.
بالنسبة للمجموعة الأخيرة ، فإنه يضع متطلبات بسيطة ، على وجه الخصوص ، يوصى بإعداد الاستعدادات مباشرة في موقع العمليات التكنولوجية. لذلك ، يجب خلط الصنوبري في أجزاء مع حمض الساليسيليك أو أنهيدريد (يُسمح باستخدام ثنائي إيثيل أميد ، وكذلك الأنيلين).
عملية اللحام ما تحتاج إلى معرفته
في عملية اللحام ، عليك أن تتذكر ما يلي.
لن يتحرك التيار الموفر إلا عند المغادرة ، وهذا سيسمح 5 مرات على الأقل بزيادة إنتاجية العمل مقارنةً بلحام القوس اليدوي.
لن يؤدي استخدام تيارات اللحام في هذه الحالة ، ذات الكثافة العالية ، إلى ما يسمى بتقشير الطلاء ، وبالتالي ارتفاع درجة حرارة أقطاب العمل في عملية المغادرة النهائية. إذا استخدمنا فراغات معدنية سميكة ، فلن يكون من الضروري تنفيذ قسم الحواف الموجودة ، حيث سيتم الاختراق بالكامل إلى العمق.
بالنسبة للأنابيب النحاسية ، يجب مراعاة المتطلبات التالية أثناء عملية اللحام بالنحاس الأصفر:
- من المرغوب فيه أن يكون التدفق في الأصل مشتقًا من اللحام. في هذه الحالة ، سيكون من الممكن تحقيق أقصى قدر من التوحيد لذوبان جميع مكونات التدفق واللحام. يسمح هذا العامل للمتخصص بالتحكم الكامل في عملية التسخين ، وبالتالي تنظيم دورة إنتاج اللحام.
- إذا كنت تستخدم اللحام والتدفق المطابقين من حيث درجة حرارة الانصهار ، فسيتم استخدام المعلمة الأخيرة للتحكم في درجة حرارة عملية اللحام. هنا سوف نكون قادرين على تقليل فقدان عملية اللحام ، وكذلك الضرر المحتمل لقطع العمل والمكونات الأخرى.
سيكون الخيار الأمثل ، وإن كان باهظ الثمن ، هو استخدام عجينة التدفق ، والتي هي في نفس الوقت مادة بروبوييم ومادة لمعالجة اللحام الأولي لسطح المنتج.
هناك نقطة أكثر أهمية ، وهي تكوين الخبث الذي يصاحب هذه العملية. في هذه الحالة ، سيزيد سطح اللحام من التبلور ، والذي بدوره سيقلل بشكل كبير من عدد الفراغات المرئية ، وكذلك ظهور الجسيمات المترسبة في المادة المترسبة. عيب هذه العملية هو زيادة السيولة. ولكن على الرغم من ذلك ، فإن سرعة وجودة المعالجة السطحية ستغطي جميع العيوب المحتملة لحام الفراغات النحاسية.
آلية العمل
نظرًا لارتفاع تكلفة لحام الأنابيب النحاسية (في حالة قيامك بتعيين فريق متخصص من السباكين لهذا الغرض) ، فمن الممكن التوصية بالقيام بكل الأعمال بنفسك ، خاصة وأن سعر مواقد الغاز شبه الاحترافية يجعلها ميسورة التكلفة.
دعونا نفكر بمزيد من التفصيل في كل من اتصالاتهم.
نقاط عامة
يتم تسخين الأنبوب واللحام أثناء اللحام بالنحاس بدرجة حرارة منخفضة باستخدام موقد غاز.
تستخدم مخاليط الغاز المختلفة كوقود:
- الهواء البروبان البيوتان.
- الهواء البروبان.
- الهواء الاسيتيلين.
ملحوظة! في بعض أنواع العمل ، لا يُسمح باستخدام اللهب المكشوف. ثم يتم التسخين باستخدام الكهرباء. هذا لا يؤثر على سرعة العمل ، ولكن بهذه الطريقة يمكن فقط ضم المنتجات ذات القطر الصغير.
فيما يتعلق بالنحاس الصلب ، فمن الممكن هنا تحقيق درجة الحرارة المطلوبة فقط باستخدام اللهب المكشوف.
يمكن تحقيق التسخين الكافي باستخدام أنواع الوقود التالية:
- الهواء الأسيتيلين.
- أكسجين البروبان
- أكسجين أسيتيلين
يتم استخدام المجموعة الأخيرة في اللحام المباشر لأنابيب الأسيتيلين (بدون لحام). يجب أن تصل درجة حرارة اللهب في هذه الحالة إلى نقطة انصهار النحاس (من 1070 إلى 1080 درجة مئوية).
في متاجر الأجهزة ، هناك العديد من الأجهزة التي يمكنك من خلالها لحام الأنابيب النحاسية.
يمكن تقسيمها إلى فئتين رئيسيتين:
- شعلات محمولة مع اسطوانة يمكن التخلص منها للاستخدام المنزلي ؛
- شعلات غاز متعددة الاستخدامات مصممة للعمل بسعة كبيرة واحترافية.

موقد غاز مع اسطوانة يمكن التخلص منها
المخطط العام لحام الأنابيب النحاسية كما يلي:
- قطع الأنبوب وتنظيف النهاية من نتوءات ظهرت ؛
- تنظيف اللمعان النحاسي المميز للجزء الداخلي والخارجي من الأنبوب الذي سيتم وضع التركيب عليه ؛
- التحكم في موقع الموصلات والفجوات بينها وبين الأنبوب ؛
- تطبيق التدفق على الجزء الخارجي من الأنبوب (ليس ضروريًا في جميع الحالات) ؛
- تجميع وحدة التوصيل ؛
- تسخين نقطة الإرساء ؛
- ملء فجوة تركيب خاصة باللحام المستخدم ؛
- وقف التسخين
- التبريد التدريجي للدرز.
- إزالة بقايا التدفق واللحام الزائد.
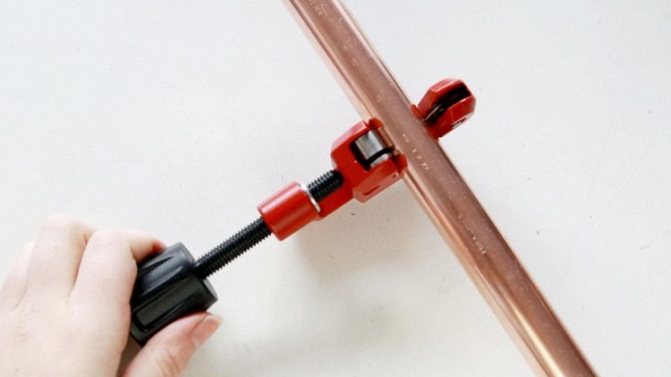
قطع الأنابيب النحاسية
تحضير الأنابيب
يتم قطع الأجزاء النحاسية باستخدام الأدوات التالية:
- قاطع خاص - لا يشكل نتوءات ، لكن يمكن أن يؤدي إلى انخفاض في القطر الداخلي للجزء بسبب الانحناء داخل الحواف ؛
- منشارا للمعادن - لا تشكل منحنى ، ولكن تظهر الكثير من نتوءات عند التقاطع ، والتي يجب التخلص منها قبل اللحام.
ملحوظة! يؤدي تشويش الحافة (عند استخدام القاطع) إلى تقليل القطر الخارجي للأنبوب ، وبالتالي يزيد من فجوة التثبيت. نتيجة لذلك ، بعد اللحام ، لن يكون الاتصال محكم الإغلاق. وفقًا للتعليمات ، يمكن أن يكون حجم فجوة التركيب 0.02-0.4 مم.
يجب أن يكون لنهاية الأنبوب بعد القطع شكل دائري تمامًا. يساعد المعاير اليدوي في تحقيق ذلك. يضمن استخدامه الحجم الصحيح لفجوة التركيب.

معاير الأنابيب
يجب تطبيق التدفق على الأنبوب فور تجريده. يُمنع منعًا باتًا تشحيم الأسطح الداخلية لوصلات التوصيل بهذه المادة.
بمجرد وضع العجينة ، يجب توصيل الأجزاء على الفور ، وإلا فقد يتراكم الغبار أو الجزيئات الغريبة الأخرى على الطرف الرطب. من الضروري دفع الأنبوب إلى المقبس حتى يتوقف ، مع تدوير الوصلة قليلاً حول محوره ، مما يجعل من الممكن تحقيق توزيع أكثر اتساقًا للتدفق. قبل التسخين ، يجب إزالة المعجون المتبقي على الأنبوب.
تدفق لحام لأنابيب النحاس
ميزات التسخين بالنحاس بدرجة حرارة منخفضة
للعمل سوف تحتاج:
- تدفق لحام لينة.
- موقد البروبان
- خليط الغاز.
يمكن لحام الأنابيب النحاسية باستخدام لحام القصدير باستخدام مكواة لحام خاصة ، والتي تعمل أيضًا على تسخين التركيب.

يتم تطبيق التدفق فقط على الجزء الخارجي من الأنبوب
يتم تنفيذ العمل بالتسلسل التالي:
- يجب تحريك شعلة الموقد باستمرار حول المفصل ، مع إجراء تسخين موحد للجزء بأكمله.
- عند لمس نهاية اللحام بفتحة التثبيت ، تحتاج إلى التحقق مما إذا كان القصدير يبدأ في الذوبان. إذا لم يكن كذلك ، يستمر التسخين.
- بمجرد ذوبان اللحام ، يجب إيقاف التسخين للسماح للقصدير بملء الفجوة الشعرية في التركيب.

يجب أن يملأ اللحام فجوة التركيب بالكامل
يتم ضمان ضيق الاتصال من خلال حقيقة أن اللحام والذوبان يملأ الفجوة بين التركيب والأنبوب.
ملحوظة! عند استخدام اللحام بالنحاس بدرجة حرارة منخفضة ، يجب أن يتوقف التسخين فورًا بعد أن تبدأ المادة في ملء فجوة التركيب. قد يؤدي عدم القيام بذلك إلى ارتفاع درجة حرارة المفصل ، مما يقلل من قوة خط الأنابيب.
بمجرد ذوبان اللحام ، من الضروري السماح للمفصل بالتبريد من تلقاء نفسه ، لأن القصدير الناعم مادة هشة للغاية.
أثناء اللحام ، من المهم تجنب ارتفاع درجة حرارة الأجزاء ، وإلا فقد يتدهور التدفق ولن يكون قادرًا على إزالة الأكاسيد الناتجة.
بدلاً من الشعلة ، يمكنك استخدام مكواة لحام كهربائية خاصة تتكون من ملقط كهربائي ومصدر طاقة. تسلسل العمليات في هذه الحالة لا يختلف عما سبق.
تسلسل عمليات اللحام بالنحاس الصلب
للتشغيل ، يجب استخدام الشعلات التي تعمل بالبروبان أو الأسيتيلين الممزوج بالأكسجين.
أثناء العمل ، يجب الانتباه إلى الفروق الدقيقة التالية:
- يجب أن يتم التسخين بسرعة ولكن بالتساوي... يجب تحريك الموقد باستمرار بطول التركيب بالكامل.
- يجب أن يكون اللهب أزرق فاتح... يتم تسخين الأجزاء إلى درجة حرارة 750 درجة مئوية (تكتسب لون الكرز الداكن المميز).

يجب أن يكون لهب الموقد أزرق فاتح
- إذا تم التسخين بشكل صحيح ، يجب أن يبدأ اللحام الذي يتم تغذيته بفتحة التركيب في الذوبان.... يمكنك تسخينه في لهب الموقد.
- جوهر العمل هو أنه من الضروري تحقيق أدنى درجة حرارة ممكنة للتدفئة التي يبدأ عندها اللحام في الذوبان. من المستحسن أن يملأ اللحام على الفور الفتحة الشعرية بلمسة واحدة من التركيب.
بمجرد أن يبرد الموصل ، قم بإزالة جميع بقايا التدفق بعناية من الأنبوب. إذا تم تركيب نظام إمداد بالمياه ، فيجب شطف جميع الأنابيب جيدًا لإزالة التدفق الداخلي. إنها مادة كيميائية قاسية يمكن أن تضر بصحة الإنسان.

لا تنس تنظيف التقاطع جيدًا من التدفق
الانضمام البارد
لا تتسبب تقنية توصيل الأنابيب النحاسية اللينة باستخدام تركيبات الضغط في حدوث صعوبات وتنحصر في بضع خطوات متتابعة بسيطة:
- قطع الأنبوب إلى الحجم المطلوب ؛
- تجريد نهاية المؤخرة وإعطائها شكل دائري ؛
- إدخال تركيب الصحافة في الأنبوب ؛
- توصيل الأنابيب باستخدام كم منزلق (كماشة خاصة).
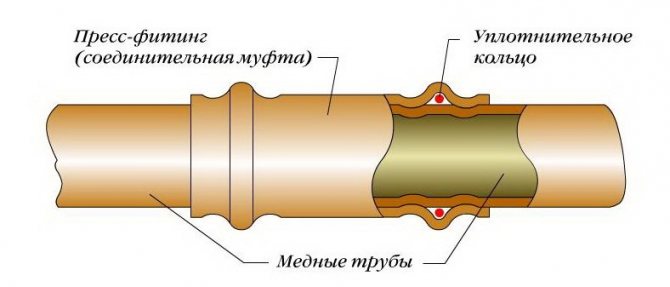
مخطط اتصال مع تركيبات الصحافة