

Potrubí z polyethylenových prvků postupně nahrazují obvyklé kovové trubky. Plast má oproti kovu mnoho významných výhod. Svařování polyetylénových trubek je spolehlivý způsob spojování jednotlivých dílů. Hotový šev vydrží velká zatížení, je odolný a odolný proti vlhkosti.
Svařování polyetylénových trubek
Instalační funkce
Při pájení HDPE trubek je třeba mít na paměti, že svařovací spoj je jednodílný. Pro výrobu trvanlivého svařovacího spoje je nutné použít speciální vybavení. Zpočátku je nejlepší pokusit se pracovat na drsných dílech.
Při vytváření spojení na tlakových tvarovkách je nutné zvolit možnost oddělení jednotlivých prvků. Spoj vyrobený na armaturách vydrží zatížení individuálním ohřevem teplé vody, ale není určen pro vodní kladivo nebo průmyslový tlak. Svar je vhodný pro spojování dílů s velkým průměrem.
Svářečka
Zařízení pro svařování HDPE trubek se skládá z několika prvků. Každý prvek plní svou vlastní funkci. Například k upínání a centrování trubek se používá centralizátor. Je vybaven dvěma nebo čtyřmi svorkami. Rovina se používá k dokončení konců. A svařovací zrcadlo ohřívá trubky na teplotu tání.
Zařízení je navíc vybaveno zařízením, které umožňuje vytvářet potřebnou sílu pro přitlačování trubky proti svařovacímu zrcátku a také pro lisování dvou částí trubky během lisování. Řídicí jednotka zařízení umožňuje dodávat požadované napětí a udržovat parametry zařízení v určitém intervalu.

Metody svařování
Technologie svařování polyetylénových trubek se provádí několika způsoby. Každý z nich má určité funkce, vyžaduje použití různých typů nástrojů, spotřebního materiálu.
Vzplanul
Pro svařování PE trubek objímkovou metodou je nutné použít speciální tvarovky. Kromě toho budete potřebovat následující nástroje:
- kalibrátor;
- řezačka trubek;
- svařovací stroj na polymerní materiály;
- nástroj na srážení hran;
- sada trysek pro ohřev.
Podrobné pokyny pro provádění práce:
- Vyřízněte trubky na požadovanou velikost.
- Pomocí hranovacího nástroje odřízněte spojovanou hranu.
- Kalibrujte otvor, abyste získali dokonalý kruh.
- Dosedací plochy otřete od prachu, odmastěte.
- Nastavte teplotu ohřevu svářečky na 210 stupňů Celsia. Po zahřátí na tuto teplotu se na zařízení rozsvítí indikátor.
- Namontujte připravenou trubku a spojku na dvě trysky upevněné na svařovacím stroji.
- Po zahřátí vyjměte obě části a spojte je dohromady.
Počkejte, až kloub vychladne.
Zadek
Tato metoda se používá pro svařování výrobků o tloušťce stěny větší než 5 mm. Potřebné vybavení, nářadí:
- Mechanismus pro zpracování řezů je facer.
- Zařízení pro koaxiální vyrovnání dvou částí vůči sobě navzájem - centralizátor.
- Řídicí systém pro automatizované procesy.
- Svařovací stroj používaný pro koncové připojení.
- Pohon pro připojení jednotlivých prvků.
- Redukční vložky.
Pracovní postup:
- Upevněte dva konce potrubí ke středovému stojanu.
- Vyčistěte a zkoste spojované spoje.
- Svařovací zrcadlo ohřívá dvě části potrubí současně.
- Pod tlakem jsou obě části drženy, dokud nevychladnou.
Chcete-li vytvořit silný šev, musíte se seznámit se stolem pro svařování na tupo pro polyethylenové trubky.

Svařovací stroj na polyetylénové trubky
Extruder
Pájení HDPE trubek s extruderem se používá při výrobě při výrobě potrubí složitých tvarů. Podrobné pokyny k provádění práce:
- Vyřízněte díly na požadovanou velikost a očistěte je od otřepů.
- Očistěte řezané body od nečistot, odmaštěte je.
- Bodové svařování k upevnění dílů k sobě.
- Svařte spoj extruderem.
Abyste šev dostali do přijatelného vzhledu, musíte počkat, až plast vychladne, obrousit brusným papírem.
Elektrofúzní armatury
Svařování HDPE trubek elektrofúzními spojkami je považováno za nákladnou metodu, která vyžaduje nákup určitého spotřebního materiálu a nástrojů. Elektrofúzní armatury jsou plastové díly, které mají uvnitř namontováno více topných prvků. Při použití armatur musíte použít speciální svařovací stroj, který nemá topný segment.





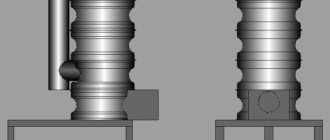
Zásuvkové svařování HDPE trubek

Zásuvkové svařování
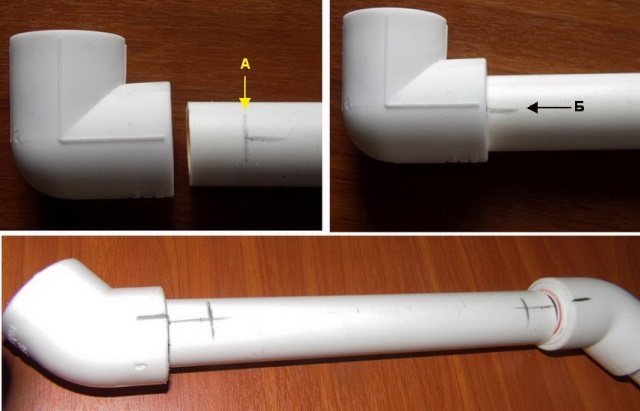
Zásuvkové svařování má jiný postup a jinou sadu materiálů. K provedení práce budete určitě potřebovat páječku na HDPE trubky a také sadu trysek. V takových spojeních se často používá další zařízení, jako jsou rohy a výstředníky. Spojení konců výrobků se provádí po připojení kování.
Práce využívá páječku na polypropylenové trubky, která obsahuje několik kovových dílů. Tyto části ohřívají plastové agregáty. Jedním z nich je trn - speciální prvek, který je vložen do vnitřku tvarovky. Druhý, rukáv, slouží k ohřevu samotného místa.
Spojovací svařování vyžaduje speciální přípravu. Chcete-li zlepšit kvalitu připojení, musíte provést řadu akcí:
- Obrobky musí být oříznuty a umístěny přesně proti sobě.
- Okraje musí být očištěny od nečistot a zbytků plastů.
- Ty trubky, které se momentálně nepoužívají, musí být ucpané, aby nedošlo k ucpání.
- Je nutné zkontrolovat pájecí zařízení na nečistoty nebo zbytky plastů z minulých prací. V případě potřeby vyčistěte.
Po provedení všech přípravných prací se můžete bez obav pustit do provádění této metody svařování. Objednávka implementace:
- Díly, které se mají spojit, se zahřívají páječkou na určitou teplotu. Zařízení obvykle monitoruje tuto teplotu, což ve správný čas dá signál k zastavení ohřevu.
- Trubka je násilně zasunuta do objímky a tvarovka je nasunuta na trn. K provedení těchto operací je často zapotřebí značné úsilí. Je nutné zasunout díly až na doraz.
- Přebytečný plast bude vytlačen a vytvoří prstencový korálek.
- Poté musí být obě části z nástroje odstraněny a pevně spojeny dohromady.
- Po úplném ochlazení můžete pokračovat v práci na připojení potrubí.
Důležité! Během chlazení je nutné zajistit úplný zbytek připojení. Jakýkoli dopad v této fázi může ohrozit těsnost spojení.
Pájecí dobu najdete ve standardech, ve kterých je tato doba uvedena v závislosti na průměru dílů.
Připojení armatury
Je třeba také pamatovat na to, že při připojování potrubí a tvarovky je nutné vyvinout sílu pouze do té doby, než části odpočívají. Pokud budete i nadále ovlivňovat, můžete narušit integritu připojení, což v budoucnu způsobí negativní důsledky.
Nástroje a vybavení
Zařízení a nástroje pro práci se vybírají podle toho, která metoda svařování bude použita. Ujistěte se, že potřebujete řezačku trubek, srážení hran.Například pro elektrofúzní svařování polyetylénových trubek je zapotřebí speciální svařovací stroj a topné díly.
Termistorové svařování polyetylénových trubek vyžaduje použití zabudovaných elektrických topných částí. Pro zadkovou metodu budete potřebovat centralizátor, hydraulický pohon a čelní nástroj.
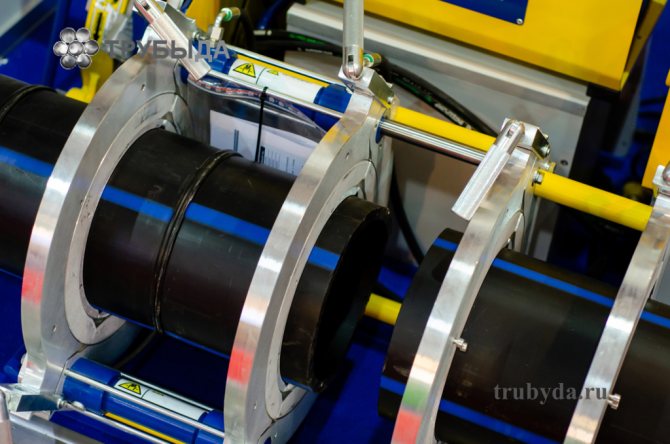
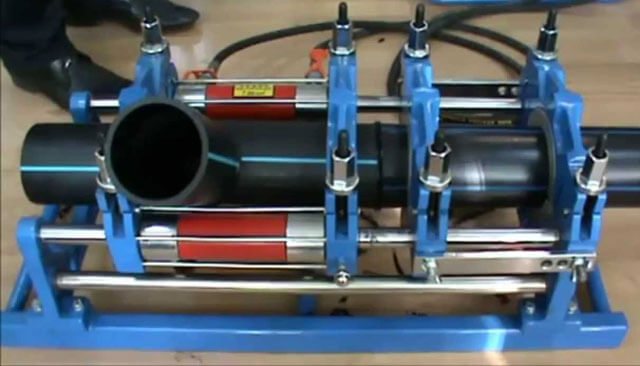
Tupé svařování polyetylénových trubek
Pro tupé svařování polyetylénových trubek je zapotřebí speciální svařovací zařízení. Tato metoda připojení je účinná pouze pro pájení HDPE trubek. Jeho univerzálnost spočívá ve skutečnosti, že vám umožňuje zachovat pružnost struktury po celé její délce. Tuto metodu lze použít jak s výkopem, tak s otevřenou metodou pokládání trubek.

Pájení HDPE trubek na tupo se provádí v následujícím pořadí:
- Instalace konců svařovaných výrobků do centralizátoru svařovacího zařízení.
- Zarovnání a pevné upevnění dílů.
- Čištění koncových částí od nečistot, prachu, mastnoty, jiných ucpání a vrstev (provádí se pomocí bavlněného hadříku namočeného v alkoholu).
- Zpracování koncových fragmentů pomocí lícního zařízení (ořezávání). Proces se provádí, dokud se neobjeví rovnoměrné třísky, jejichž tloušťka nepřesahuje 0,5 milimetru.
- Odstranění obrobků a ruční kontrola konců rovnoběžností. Pokud je zjištěna významná mezera mezi povrchy, proveďte nové ořezávání, dokud nenajdete potřebnou shodu.
- Ohřev konců slepých trubek topným tělesem, jehož povrch je pokryt nepřilnavou vrstvou.
- Po dosažení určitého roztavení obrobků, odstranění topného prvku a uzavření konců svařovaných trubek. Kontaktní tlak se zvyšuje, dokud není dosaženo úplného a pevného uzavření. Výrobky by měly být uchovávány po určitou dobu (obvykle 5–10 minut), dokud spoj zcela neztvrdne.
- Kontrola kvality svařované konstrukce. Vyhodnocuje se vzhled svařovaných konců, jejich vzájemná korespondence a síla pájení.
Kromě samotného procesu svařování je důležité věnovat zvláštní pozornost přípravným pracím uvedeným v počátečních bodech. Měly by být pečlivě provedeny před pájením HDPE trubek, protože spolehlivost a pevnost vyrobeného spoje do značné míry závisí na tom.
Předpokladem vysoké účinnosti svařování na tupo je jeho provedení s jedním švem. Pouze v tomto případě se dosáhne maximální pevnosti svařovaného spoje, jinak se může ukázat jako nedostatečná.
Fáze práce
Chcete-li svařovat HDPE trubky vlastními rukama doma, použijte metodu spojování dílů do spoje. Fáze práce:
- Ořízněte prvky na požadované rozměry.
- Zkosení, vycentrujte obě části.
- Odstraňte otřepy a nečistoty ze spojovaných dílů. Odmastěte je alkoholem.
- Zahřejte obě části plastovou svářečkou.
- Stiskněte obě části rukama.
Počkejte, až se šev ochladí. Korálky z plastu obruste jemným smirkovým papírem. Metoda tupého spoje poskytuje flexibilitu potrubí po celé jeho délce, což je považováno za plus. Pokud potřebujete vytvořit šev na těžko přístupném místě, je vhodné zvolit způsob spojování. Dělené spoje jsou vhodné pro výrobu dočasných potrubí.
Svařování polyetylénových trubek je považováno za spolehlivou metodu výroby plastových potrubí. Rozlišuje se několik metod práce, které se navzájem liší použitým vybavením ve fázích svařování. Můžete vytvořit silné spojení sami.
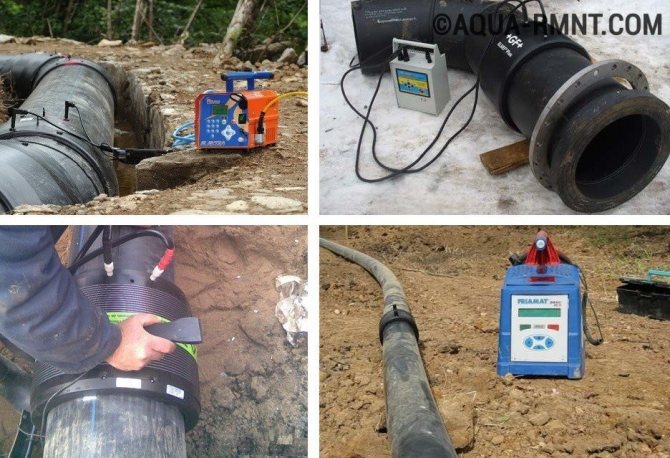
Elektrofúzní svařování

Elektrofúzní svařování
Speciální typ svařování zásuvek, který spočívá v použití speciálního vybavení.Toto spojení pomáhá dosáhnout vysoké pevnosti a trvanlivosti hotové konstrukce. Metoda je realizována pomocí elektrických spojek, které již uvnitř mají topné články.
Lze použít armatury s vnitřními topnými tělesy. Spirály materiál zahřívají, takže je poddajný. Poté jsou obě části spojeny dohromady a je zajištěno spolehlivé monolitické spojení.
Nástroje pro tento druh svařování jsou mnohem dražší, ale jsou funkčně mnohem lepší. Použití elektrofúzních návleků zajišťuje, že ve vnitřní části nejsou žádné prstencové kuličky a zajišťuje dobrý průchod vody. Další výhodou je, že tato metoda nevyžaduje přímé použití svařovacího zařízení. To pomáhá provádět práci ve stísněných podmínkách.
Postup elektrofúzního svařování:
- Díly, které mají být spojeny, jsou vyříznuty na správných místech.
- Konce produktů i elektrická spojka jsou očištěny od znečištění.
- Na povrchu jsou ponechány příslušné značky, které pomáhají určit hloubku zasunutí spojky.
- Pomocí drátů je elektromagnet připojen ke svařovacímu zařízení.
- Na zařízení hlavní stiskne tlačítko pro zahájení svařování, které začne ohřívat prvky.
- Jakmile proces skončí. Zařízení samo vypne topení.
- Asi po hodině se spojení úplně ochladí a může být uvedeno do provozu.

Koncové uzávěry
Nejlépe nepoužívané trubky před zahájením svařování zakryjte speciálními zátkami, aby nedošlo k ochlazení.
Během svařování je důležité udržovat součásti v pevné poloze. To lze provést pomocí speciálních držáků nebo stojanů. Konečný svar by neměl být tlustší než 0,5 tloušťky stěny.
Příprava na práci
Před přímým svařováním je třeba provést předběžnou přípravu. Jeho fáze jsou stejné bez ohledu na to, která metoda je použita.
Nejprve musíte připravit dostatečně velký pracovní prostor, do kterého se vejde veškeré potřebné vybavení, samotné potrubí a tvarovky (pokud existují). Před zahájením prací a připojením svářečky k síti zkontrolujte neporušenost elektrických kabelů. Rovněž stojí za to zajistit, aby byly svorky a elektronické snímače v dobrém provozním stavu, ostří nože zastřihovače a připravené vložky odpovídaly průměru trubek. Části vystavené tření během provozu jsou namazány a ohřívač, čelní nástroj a škrabka jsou vyčištěny a odmaštěny.
Zpracovávají se také samotné trubky: v místech navrhovaných spojů je povrch vyčištěn. Je tedy možné se zbavit různých znečišťujících látek, které budou narušovat vytvoření spolehlivého spojení.
Ruční svařování na tupo
Tato metoda se provádí pomocí speciálního stroje na svařování potrubí. Samotný proces je následující. Konce prvků jsou očištěny od nečistot a otřeny odmašťovací směsí. Poté se zahřejí pomocí speciálního topného tělesa na viskózní stav a spojí se pod tlakem. Poté musí šev přirozeně vychladnout a teprve potom může být potrubí provozováno.
Při provádění svařování na tupo byste však měli sledovat takové parametry, jako jsou:
- Doba ohřevu;
- Výška přetékání konců;
- Tlak na spojované povrchy;
- Teplota.
Pokud jsou dodrženy všechny doporučené parametry, měl by se šev po celé ploše ukázat jako rovnoměrný se stejným výstupkem. Tupý svarový spoj je považován za hlavní metodu vytváření potrubí z polyetylenových komponent.
Druhy připojení potrubí
K propojení jakýchkoli trubek se používají hlavně:
- Mechanické připojení
... Nejjednodušší způsob připojení potrubí je použití tvarovek.Dodatečné spojovací prvky různých konfigurací umožňují montáž různých systémů. - Svařování
... Trubky lze instalovat jak bezvýkopovou metodou, tak pokládáním do výkopů po montáži na povrch. Odporové svařování se používá k udržení pružnosti (bez ztráty pevnosti) vodovodního systému z polyethylenových trubek. V praxi se používají následující:
- svařování na tupo;
- elektrofúzní svařování.