
Při výběru profilové trubky pro vlastní nosné konstrukce zákazník chápe důležitost přesných výpočtů parametrů a zatížení. V tomto článku se pokusíme zjistit, zda stojí za to ušetřit na výpočtech.
S příchodem léta začíná stavební sezóna pro firmy, majitele chat, letních chat. Někdo staví altán, skleník nebo plot, jiní blokují střechu nebo staví lázeňský dům. A když se před zákazníkem objeví otázka ohledně nosných konstrukcí, často se volí profilová trubka kvůli nízké ceně a pevnosti v ohybu s nízkou hmotností.
Jaké je zatížení profilové trubky
Další otázkou je, jak vypočítat rozměry profilové trubky tak, aby bylo možné obejít se s „malou krví“, koupit trubku vhodnou pro zatížení. Pro výrobu zábradlí, plotů, skleníků se můžete obejít bez výpočtů. Ale pokud stavíte baldachýn, střechu, hledí, nemůžete to udělat bez vážných výpočtů zatížení.
Důležité! Každý materiál odolává vnějšímu namáhání a ocel není výjimkou. Když zatížení profilové trubky nepřekročí přípustné hodnoty, konstrukce se ohne, ale vydrží zatížení. Pokud je hmotnost nákladu odstraněna, profil se vrátí do původní polohy. Při překročení přípustných hodnot zatížení se potrubí deformuje a zůstane tak navždy, nebo se zlomí v ohybu.
Chcete-li vyloučit negativní důsledky, při výpočtu profilové trubky zvažte:
- rozměry a průřez (čtvercový nebo obdélníkový);
- strukturální napětí;
- pevnost oceli;
- typy možných zatížení.
Klasifikace zatížení profilové trubky
Podle SP 20.13330.2011 se podle doby akce rozlišují následující typy zátěží:
- konstanty, jejichž hmotnost a tlak se v průběhu času nemění (hmotnost částí budovy, zeminy atd.);
- dočasné dlouhodobé (váha schodů, kotle na chatě, sádrokartonové příčky);
- krátkodobé (sníh a vítr, hmotnost lidí, nábytek, doprava atd.);
- speciální (zemětřesení, výbuchy, rány autem atd.).
Na poznámku!
Například stavíte baldachýn na dvoře pozemku a jako nosnou konstrukci používáte tvarovanou trubku. Při výpočtu potrubí pak vezměte v úvahu možná zatížení:
- materiál vrchlíku;
- hmotnost sněhu;
- silný vítr;
- možná kolize vozu s podpěrou při neúspěšném parkování ve dvoře.
K tomu použijte SP 20.13330.2011 „Zatížení a dopady“. Obsahuje mapy a pravidla nezbytná pro správný výpočet zatížení profilu.
Návrhová schémata zatížení profilové trubky
Kromě typů a typů zatížení profilů se při výpočtu potrubí berou v úvahu typy podpěr a povaha rozložení zatížení. Kalkulačka vypočítává pouze pomocí 6 typů schémat výpočtu.
Maximální zatížení profilové trubky
Někteří čtenáři si kladou otázku: „Proč tak složité výpočty, když potřebuji svařit zábradlí pro verandu.“ V takových případech není nutné provádět složité výpočty s ohledem na nuance, protože se můžete uchýlit k hotovým řešením (tab. 1, 2).
| Tabulka 1. Zatížení pro trubku čtvercového tvaru | ||||||
| Rozměry potrubí, mm | ||||||
| 1 metr | 2 metry | 3 metry | 4 metry | 5 metrů | 6 metrů | |
| 40x40x2 | 709 | 173 | 72 | 35 | 16 | 5 |
| 40x40x3 | 949 | 231 | 96 | 46 | 21 | 6 |
| 50x50x2 | 1165 | 286 | 120 | 61 | 31 | 14 |
| 50x50x3 | 1615 | 396 | 167 | 84 | 43 | 19 |
| 60x60x2 | 1714 | 422 | 180 | 93 | 50 | 26 |
| 60x60x3 | 2393 | 589 | 250 | 129 | 69 | 35 |
| 80x80x3 | 4492 | 1110 | 478 | 252 | 144 | 82 |
| 100x100x3 | 7473 | 1851 | 803 | 430 | 253 | 152 |
| 100x100x4 | 9217 | 2283 | 990 | 529 | 310 | 185 |
| 120x120x4 | 13726 | 3339 | 1484 | 801 | 478 | 296 |
| 140x140x4 | 19062 | 4736 | 2069 | 1125 | 679 | 429 |
| Tabulka 2. Zatížení pro trubku obdélníkového tvaru (počítáno pro větší stranu) | ||||||
| Rozměry potrubí, mm | ||||||
| 1 metr | 2 metry | 3 metry | 4 metry | 5 metrů | 6 metrů | |
| 50x25x2 | 684 | 167 | 69 | 34 | 16 | 6 |
| 60x40x3 | 1255 | 308 | 130 | 66 | 35 | 17 |
| 80x40x2 | 1911 | 471 | 202 | 105 | 58 | 31 |
| 80x40x3 | 2672 | 658 | 281 | 146 | 81 | 43 |
| 80x60x3 | 3583 | 884 | 380 | 199 | 112 | 62 |
| 100x50x4 | 5489 | 1357 | 585 | 309 | 176 | 101 |
| 120x80x3 | 7854 | 1947 | 846 | 455 | 269 | 164 |

To je zajímavé!
Pomocí hotových výpočtů nezapomeňte, že tabulky 2 a 3 označují maximální zatížení, od kterého se potrubí ohne, ale nerozlomí. Po odstranění zátěže (silný vítr se zastaví) se profil vrátí do původního stavu. Překročení maximálního zatížení i o 1 kg vede k deformaci nebo zničení konstrukce, proto si kupte trubku s bezpečnostní rezervou, která je 2–3krát vyšší než mezní hodnota.




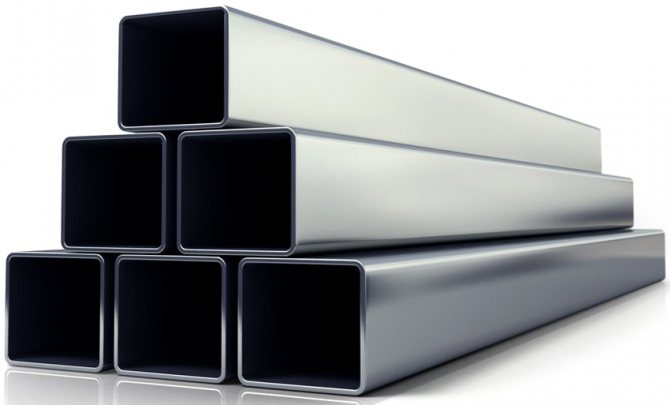




Profilové trubky: velikosti a ceny, účel a funkčnost
Čtvercové trubky se používají v různých průmyslových odvětvích, včetně výroby a montáže kovových konstrukcí pro venkovní i vnitřní použití. Neexistují žádné zvláštní požadavky na kvalitu povrchu. Univerzální profil se vyrábí na bázi ocelových pásů válcovaných za tepla, tloušťka se pohybuje v rozmezí 1,5-5 mm. Podle funkčních vlastností nebo podmínek použití se výrobky klasifikují do následujících typů:
- kovové profily pro všeobecné a speciální účely;
- produkty pro těžbu ropy, přepravu plynu a geologický průzkum;
- vrtací a krycí zařízení;
- kompresorové a čerpací zařízení;
- vodovodní potrubí;
- žáruvzdorné výrobky z oceli pro kotelny;
- chemická zařízení;
- velké dálnice;
- ocelové podpěry s výztuhami pro stavbu;
- trvanlivé výrobky pro víceúčelové účely.
Použití válcovaných výrobků je rozšířené ve strojírenství a stavebnictví, zemědělství, komunikačních systémech a rafinaci ropy. Všechny parametry, včetně délky potrubí a tloušťky stěny, jsou regulovány normou GOST 13663-86.

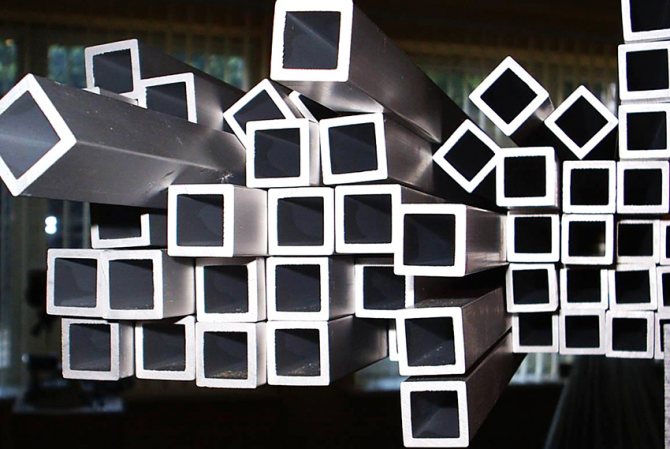
Řezy profilovaných trubek

Metody výpočtu zatížení profilové trubky
Pro výpočet zatížení profilů se používají následující metody:
- výpočet zatížení pomocí referenčních tabulek;
- použití vzorce ohybového napětí;
- stanovení zatížení pomocí speciální kalkulačky.
Jak vypočítat zatížení pomocí referenčních tabulek
Tato metoda je přesná a bere v úvahu typy podpěr, upevnění profilu k podpěrám a povahu zatížení. Pro výpočet průhybu profilové trubky pomocí vyhledávacích tabulek jsou vyžadována následující data:
- hodnota momentu setrvačnosti potrubí (I) z tabulek GOST 8639-82 (pro čtvercové trubky) a GOST 8645-68 (pro obdélníkové trubky);
- hodnota délky rozpětí (L);
- hodnota zatížení potrubí (Q);
- hodnota modulu pružnosti ze současného SNiP.
Tyto hodnoty jsou dosazeny do požadovaného vzorce, který závisí na ukotvení na podpěrách a rozložení zatížení. Pro každý návrhový model zatížení se změní průhybové vzorce.
Výpočet podle vzorce pro maximální napětí v ohybu profilové trubky
Výpočet napětí v ohybu se vypočítá podle vzorce:
kde M je ohybový moment síly a W je odpor.
Podle Hookeova zákona je elastická síla přímo úměrná velikosti deformace. Nyní jsou hodnoty pro požadovaný profil nahrazeny. Dále je vzorec vylepšen a doplněn na základě charakteristik oceli pro profilové potrubí, zatížení atd.
Bude vás zajímat:
- vyrábí kovové konstrukce: Hangáry a prefabrikované konstrukce Přístřešky z polykarbonátu a vlnité lepenky Klasické a kované rošty, posuvné rošty jako ...
- Kožich pro letní sídlo Ekologická tepelná izolace Uspořádání Starý kamenný dům příliš neudržoval teplo a potřeboval izolaci. Majitelé se rozhodli ...
- vyrábí posuvné mříže ...
- Blahobyt budovy na ní postavené závisí na správné volbě a kvalitě základu. Základ musí být stabilní, odolný, čehož je dosaženo ...
Profilové trubky se stávají stále oblíbenějším stavebním materiálem. Používá se pro konstrukci takových stavebních prvků, jako je podlaha, nosný rám, nosník.
Toto rozšířené použití je spojeno především s jednoduchostí konstrukce, provozu, údržby konstrukcí a nízkou hmotností samotných výrobků. Je však důležité si uvědomit, že profilové potrubí musí mít zvýšenou pevnost v ohybu a jak jej vypočítat, bude popsáno dále v článku.
Profilové trubky jsou trubky, které mají jiný průřez než kruhový průřez. Nejběžnějšími možnostmi jsou obdélníkové a čtvercové produkty. Jak již bylo zmíněno, zvláštní popularita tohoto typu je spojena s jednou z jeho klíčových výhod - design bude mít nízkou hmotnost.
Specifický tvar navíc výrazně zjednodušuje vzájemné připevňování k jiným povrchům. Tento typ stavebních výrobků je podle GOST vyroben z široké škály kovů a slitin. Nejčastěji se však používají profilové trubky z uhlíkové oceli a nízkolegované oceli.
Každý kov má důležitou přirozenou kvalitu - bod odporu. Může být minimální nebo maximální. Ten druhý je například příčinou deformace vztyčených konstrukcí, vede k ohybům a v důsledku toho ke zlomeninám.
Při provádění ohybu je důležité vyhodnotit vlastnosti, jako je velikost, průřez, typ produktu, jeho hustota, stejně jako tuhost materiálu a jeho pružnost. Při znalosti všech těchto obecných vlastností kovu lze pochopit, jak se bude konstrukce chovat během provozu.
Je důležité si uvědomit, že při ohýbání produktu jsou vnitřní části konstrukce stlačeny, jejich hustota se zvyšuje a samy se zmenšují. Vnější vrstva se tedy stává delší, méně hustá, ale více se táhne.
Současně si střední oblasti zachovávají své původní vlastnosti i po dokončení procesu. Proto by se mělo vždy pamatovat na to během ohýbání nutně vznikne napětí i v oblastech co nejdále od neutrální zóny
... Maximální tlak bude v těch vrstvách, které jsou velmi blízko této velmi neutrální ose.


Elektromechanické ohýbačky trubek
Tato zařízení se používají, když mají potrubí různé průřezy. Od svých protějšků se liší velmi vysokou přesností poloměru ohybu a zbytečným využitím lidské fyzické síly. Tato zařízení se také vyznačují velmi vysokou cenou, která naznačuje jejich profesionální účel.
Elektromechanické ohýbačky trubek mohou ohýbat výrobky velkých průměrů a tento indikátor je omezen pouze velikostí samotného zařízení, silou, která se vytváří při ohýbání. Poloměr ohybu ocelových trubek musí plně odpovídat normám. Lze je pozorovat pomocí speciálních šablon, které lze během procesu ohýbání snadno vyměnit.
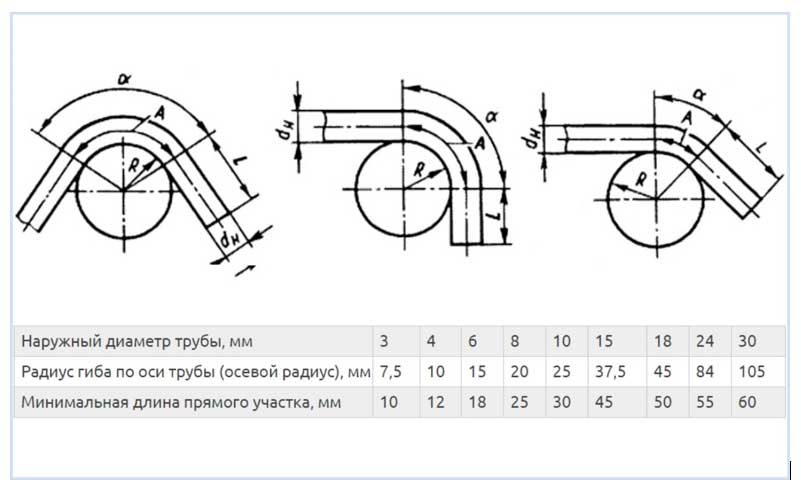
Přípustné poloměry ohybu na základě pevnosti materiálu
GOST velmi podrobně regulují vlastnosti a vlastnosti prvků a postup transformace. To zahrnuje minimální poloměr ohybu profilové trubky. Stanoví se v závislosti na podmínkách, za kterých se ohyb provádí. Při ohýbání pomocí písku, kterým je balen, nebo ohřevem, by měl vnější průměr začínat od 3,5 DN.
Pokud má hlavní aplikace schopnost použít, což umožňuje provádět nezbytné operace bez zahřívání nebo jiných dalších akcí, pak by v tomto případě měl být průměr alespoň 4DN.
Chcete-li vytvořit ohyb, který by byl dostatečně strmý, například pro ohnutou kanalizaci nebo potrubí, měl by být průměr nejméně 1 DN, protože ohyb bude jiným způsobem, zejména při vysokých teplotách.
Hodnoty stanovené státními normami lze samozřejmě mírně snížit, pak musíte velmi pečlivě vypočítat pevnost v ohybu trubky. Pokud způsob ohýbání umožňuje ujistit se, že tloušťka stěny se sníží o 15% od původní, pak jsou v tomto případě možné odchylky od GOST a samotné ohýbání může být provedeno méně než uvedené hodnoty, což bude nebude mít významný vliv na sílu v budoucnu.
Odolnost materiálu
Každý materiál má bod odporu. To se vyučuje v technických vzdělávacích institucích. Po dosažení stanoveného bodu může materiál prasknout a struktura se podle toho rozpadne.Při výpočtu spolehlivosti jakékoli stavební konstrukce se tedy bere v úvahu nejen to, jaké jsou rozměry konstrukčních prvků, ale také to, z jakého materiálu jsou vyrobeny, jaké jsou vlastnosti tohoto materiálu, jaký druh ohybového zatížení vydrží. Zohledněny jsou také podmínky prostředí, ve kterých bude stavba umístěna.
Pevnostní výpočet se provádí podle normálového napětí. To je způsobeno skutečností, že napětí se nerovnoměrně šíří po povrchu obdélníkové trubky.
Bude se lišit v místě tlaku a na okrajích potrubí. To je třeba pochopit a vzít v úvahu.
Je třeba dodat, že profilové trubky mohou být testovány na ohyb a v praxi. K tomu je speciální vybavení. V něm se potrubí ohýbá, zaznamenává se jeho napětí. Zaznamená se napětí, při kterém se potrubí zlomí.
Potřeba praktického experimentování souvisí s následujícím:
- v praxi mohou existovat odchylky od GOST. Pokud je budova rozsáhlá, neměli byste číslům důvěřovat. Všechno je třeba zkontrolovat empiricky;
- pokud trubky nejsou vyráběny v továrně, například svařeny z kovového rohu, pak na základě teoretických výpočtů není možné pochopit, jaké ohybové napětí trubka vydrží.
Použité vzorce a tabulky
Chcete-li úspěšně, bez nepředvídaných komplikací, provést výpočet potrubí pro průhyb, musíte vypočítat velikost dílu na délku. Tato hodnota se počítá pomocí jednoduchého vzorce, který vypadá takto:
L = 0,0175 × r × α + I
V tomto výrazu jsou hlavní indikátory reprezentovány následujícími písmennými výrazy:
- r je poloměr ohybu profilové trubky (mm);
- α - odpovídá úhlu, který chcete nakonec získat;
- I je vzdálenost 100/300 používaná při práci se speciálním vybavením pro uchycení obrobku.
Při výpočtu průhybu trubky je důležitou fází práce výpočet ohybného prvku.
Podívejte se na video
Při hodnocení musíme odhadnout velikost oblasti, kterou je třeba ohnout. Vzorec je extrémně jednoduchý, vypadá takto:
U = π × α / 180 (r + DH / 2)
Zde lze prvky obsažené ve vzorci reprezentovat takto:
- π v tomto případě se rovná 3,14;
- α - je úhel ohybu vyjádřený ve stupních;
- r - poloměr ohybu (mm);
- DH je vnější průměr.
Pro pohodlí velitele a pro maximální bezpečnost při práci, jakož i při provozu postavených konstrukcí z mědi a mosazi obsahují GOST nejnižší ukazatele hlavních charakteristik použitých k výpočtu pevnosti v ohybu profilové trubky. Tyto informace jsou obsaženy v GOST č. 494/90, č. 617/90.
Pro vaše pohodlí jsou v tabulce uvedeny hlavní charakteristiky potřebné k určení pevnosti v ohybu profilové trubky.
Stůl 1.
Zatímco předchozí tabulka obsahovala hlavně pevné hodnoty pro měděné a mosazné prvky, další bude obsahovat údaje pro ocelové prvky. Tato tabulka umožňuje odhadnout ohybové zatížení tvarované trubky (GOST č. 3262/75).
Tabulka 2.
Jak již bylo zmíněno, tloušťka stěny hraje důležitou roli při výpočtu pevnosti v ohybu čtvercové trubky (stejně jako kulaté). Proto následující tabulka umožňuje ve výpočtech současně zohlednit jak tloušťku stěny, tak průměr.
Tabulka 3.
Technologický proces ohýbání
Jak již bylo správně uvedeno, jakákoli deformace kovové konstrukce způsobuje další namáhání stěn konstrukce. Na vnitřní vrstvě je to kvůli zvýšení hustoty kovu v důsledku stlačení, a ne na vnější části, příčinou se naopak stává napětí, které snižuje hustotu kovu.
Během ohýbání se tvar průřezu mění podle očekávání. To platí pro kulaté, obdélníkové a čtvercové trubky.U posledních dvou nejsou tyto změny příliš výrazné, což nelze říci o kulatých.
Takto se kruhový profil stane oválným. Je pozoruhodné, že největší změnu tvaru lze pozorovat přímo v místě záhybu a čím dále od ní, tím blíže zůstane část k původnímu tvaru.
Podívejte se na video
Je však důležité správně posoudit sílu nárazu, stupeň deformace trubky, aby se předešlo zbytečným zlomům a ohybům. U dílu s průměrem do 20 mm by stupeň oválné deformace neměl překročit 15%.
S nárůstem profilu hodnota klesá ještě více a je pouze 12,5%. Dalším důležitým prvkem je přítomnost záhybů (na to jsou obzvláště náchylné výrobky s tenkými stěnami). Tento faktor je velmi důležitý, pokud ohýbací struktura bude sloužit jako potrubí.
Vytvořené záhyby snižují propustnost, zvyšují odpor procházející tekutiny a zvyšují stupeň ucpání. Pokud tedy používáte ohnutou trubku právě pro tento účel, je nutné pečlivě přistoupit k výběru tloušťky stěny výrobku.
Jaké je zatížení profilové trubky
Výpočet pevnosti v ohybu trubky se redukuje na jednoduché stanovení maximálního napětí v konkrétním bodě konstrukce. Je důležité pochopit, z jakého materiálu je profil vyroben, protože každý z nich má svůj vlastní indikátor stresu.
Pro správné výpočty musíte použít správný vzorec. V tomto případě platí ustanovení Hookeova zákona, která stanoví, že pružná síla je přímo úměrná deformaci. Výraz pro výpočty je následující:
NAPĚTÍ = M / W, kde:
- M je hodnota stupně ohybu podél osy, na kterou působí síla;
- W je hodnota odporu v ohybu podél stejné osy.
Jak zjistíte, zda jsou výpočty správné?
Jak již bylo uvedeno, každý kov nebo slitina má své vlastní normální hodnoty napětí. Právě určení těchto hodnot je jedním z hlavních úkolů, kterým čelíte, když se rozhodnete postavit budovu z profilu.
Abyste si byli jisti správností výsledků, musíte znát několik důležitých pravidel a samozřejmě je dodržovat.
- Proveďte všechny výpočty přesně, přesně a bez spěchu. V každé fázi by se člověk měl řídit příslušnými vzorci, nesnažit se upravovat hodnoty tak, aby vyhovovaly těm, které jsou pro sebe vhodné.
- Po výpočtu pevnosti v ohybu profilové trubky byste měli zajistit, aby získané indikátory nepřekročily stanovené maximální hodnoty.
- Vezměte v úvahu materiál, ze kterého je profil vyroben, tloušťku stěn, aby se zabránilo jeho zničení nebo deformaci, která v budoucnu znemožňuje fungování konstrukce.
- Před provedením výpočtů je nutné schematicky znázornit budoucí prvek. Na základě tohoto technického výkresu lze provést přesnější výpočty, které budou pojištěny proti chybám spojeným s nepochopením tvaru konstrukce.
Podívejte se na video
Dodržováním všech nezbytných pravidel a bezpečnostních opatření si může být i neprofesionál jistý, že všechny jeho výsledky výpočtu pevnosti v ohybu potrubí budou správné a výsledek bude úspěšný. Neustálá kontrola vašich výpočtů a kontrola v každé fázi práce je klíčem k úspěšnému dokončení případu.
Přidat do záložek
Roman Gennadievich, Omsk si klade otázku:
Dobrý den! Vyvstala následující otázka: jak vypočítat průhyb profilové trubky? To znamená, že bych chtěl vědět, jaké maximální zatížení může profilové potrubí jedné nebo jiné velikosti odolat, aby bylo možné tuto velikost určit. Sám tomu nerozumím, proto vás žádám, abyste mluvili srozumitelnými výrazy a vysvětlili všechna označení ve vzorcích.Závěrem je, že mám nějaké nápady na uspořádání letní boudy, chtěl bych to udělat z ocelového profilu, takže musíte přesně vědět, jakou velikost si ji koupíte, abyste ji později nemuseli předělat. Předem děkujeme za vaše odpovědi.
Odborník odpovídá:
Dobrý den! Výpočet profilových trubek pro průhyb se provádí pomocí jednoduchého vzorce: M / W, kde M je ohybový moment síly a W je odpor. Podstata jeho implementace je jednoduchá. V tomto případě platí Hookeův zákon: pružná síla má přímou proporcionální závislost na deformaci. Proto, když znáte stupeň deformace a maximální hodnotu napětí pro daný materiál, můžete zvolit parametr, který potřebujete.
Obrázek 1. Návrhové odpory základního kovu stavebních konstrukcí.
M = FL, kde F je deformace, vyjádřená v kilogramech, a L je rameno síly, vyjádřené v centimetrech. Rameno je vzdálenost od bodu připojení k bodu, kde je síla aplikována.
Je také nutné určit maximální pevnost (R), například pro ocel St3 se rovná 2100 kg / čtvereční centimetr.
Nyní pro další výpočet transformujeme výraz a dostaneme: R = FL / W, znovu transformujeme a dostaneme: FL = RW, odkud F = RW / L. Jelikož známe parametry, kromě W, zbývá jen najít. K tomu jsou vyžadovány parametry profilové trubky, to znamená, že a je vnější šířka, a1 je vnitřní, b je vnější výška, b1 je vnitřní, a také je správně dosadíme do rovností, abychom našli neznámou hodnotu pro různé osy: Wx = (wa ^ 3 - b1 (a1) ^ 3) / 6a, Wy = (ab ^ 3- a1 (b1) ^ 3) / 6b.
Pokud má produkt čtvercový průřez, pak se vzorec ještě zjednoduší, protože nyní bude index W v obou směrech (horizontální i vertikální) stejný a samotná rovnost bude zjednodušena, protože délka a šířka profilu jsou také to samé.
U těchto rovností lze výpočty provádět pomocí běžné kalkulačky. Hodnoty pro maximální zatížení jsou referenční, takže není obtížné je najít na internetu. Na obr. 1 ukazuje malou takovou tabulku. V něm najdete potřebná čísla pro různé druhy oceli pro průhyb, tah a tlak - může se to hodit.
22. července 2020 Specializace: výzdoba fasády, výzdoba interiérů, stavba letních chat, garáží. Zkušenost amatérského zahradníka a zahradníka. Má také zkušenosti s opravami automobilů a motocyklů. Koníčky: hra na kytaru a mnoho dalšího, na co není dost času :)
K otočení potrubí se používají speciální tvarovky - úhly a T-kusy. Někdy však existují situace, kdy je nutné potrubí ohnout. Pokud se této práce chopí začátečník, potrubí se v zatáčce rozpadne nebo dokonce zlomí, takže vám dále představím některá tajemství lidových řemeslníků, která vám umožní úspěšně zvládnout tento úkol doma.
Výhody používání tepelně odolných žebrovaných trubek
Pro vytvoření tepelně odolné vrstvy jsou povrchy potaženy oxidem hořečnatým. Po žíhání dostanou:
- zvýšení součinitele prostupu tepla;
- vysoká odolnost proti korozi;
- dlouhá životnost;
- zvýšená odolnost proti teplotním poklesům;
- není třeba zvláštní péče, mohou pracovat za jakýchkoli podmínek;
- možnost použití v agresivním prostředí.
Díky získaným výhodám mají žáruvzdorné žebrované typy následující výhody:
- Vysoká vyrobitelnost výroby. Použité odporové svařování spotřebovává málo energie, nevyžaduje speciální spotřební materiál a drahé vybavení.
- V prostorech mezi žebry se objevují turbulentní vzdušné víry, což zvyšuje intenzitu přenosu tepla ve všech oblastech.
- Použitím odporového svařování je vytvořeno spojení mezi okvětními lístky a základnou s nízkoteplotním odporem.
- Snížení tloušťky filmu kondenzátu. To je způsobeno použitím tepelně odolného povlaku.V důsledku toho dochází ke snížení úrovně kondenzace par nosiče.
Metody ohýbání trubek
Potřeba ohýbání potrubí může nastat v mnoha případech, například během instalace potrubí, pokud potřebujete „obejít“ jakoukoli překážku. Často je také nutné uchýlit se k této operaci v procesu výroby různých kovových konstrukcí, jako jsou přístřešky, skleníky, altány atd.
Je třeba poznamenat, že pokud jde o ohýbání trubek, máme na mysli následující typy:
Kulatý kov
Proces ohýbání kovových obrobků kruhového průřezu je poměrně komplikovaný, protože se snadno deformují a někdy dokonce trhají. Proto, když se ohýbání provádí v průmyslovém prostředí, zejména pokud je vyžadován malý poloměr, je před provedením této operace proveden návrh ohýbání potrubí.
Doma samozřejmě nebudete potřebovat přesný vzorec pro výpočet trubky pro ohýbání. Jedinou věcí, kterou musíte určit, je minimální povolený poloměr. Jeho význam do značné míry závisí na způsobu, jakým se tato operace provádí:
- při ohřevu části naplněné pískem
- R = 3,5 x DH; - pomocí ohýbačky trubek
(ohýbání za studena) - R = 4xDH; - ohýbáním, abyste získali vlnité záhyby
(ohýbání za tepla) - R = 2,5хDH.
Minimálním poloměrem rovným dvěma průměrům můžete dosáhnout horkým tažením nebo razítkem. Je však nemožné udělat takový ohyb doma.
Tyto vzorce používají následující hodnoty:
Musím říci, že existuje univerzálnější výpočet - poloměr by měl být alespoň pět průměrů potrubí.
Teorii jsme tedy trochu vymysleli, pojďme nyní procvičovat. Jak bylo uvedeno výše, existuje několik způsobů, jak tento problém vyřešit. Nejjednodušší z nich je použití speciálního stroje - ohýbačky trubek.
Je pravda, že cena takového nástroje je poměrně vysoká - cena hydraulického stroje, který umožňuje ohýbání obrobků o průměru až čtyř palců, začíná na 15 000 - 16 000 rublů. Náklady na ruční ohýbačku trubek, která vám umožní pracovat s částmi do průměru jednoho palce, jsou 4 700–5 000 rublů.
Pokud takovou operaci často musíte řešit, ale nechcete za ohýbačku trubek platit velké peníze, můžete to udělat sami. Na našem portálu najdete podrobné informace o tom, jak vyrobit stroj na ohýbání profilových trubek vlastními rukama.
Ohýbačka trubek však není vždy po ruce, navíc, pokud potřebujete tuto operaci provést jednou, rozhodně nemá smysl si k tomu kupovat nástroj. V tomto případě můžete ohnout kolíky.
To se děje následovně:
- nejprve musíte nakreslit poloměr ohybu na vhodném místě;
- poté jsou podél obrysu vyryty kovové tyče. Je žádoucí je umístit co nejblíže k sobě. Pro spolehlivost lze tyče betonovat.
Vedle extrémní tyče je třeba vložit další, aby se mezi ně ohnutá část vešla. To je nutné k opravě;
- pak musíte do ohnuté trubky nalít sůl nebo písek. V takovém případě by měly být hmoždinky zatlučeny do otvorů na obou stranách;
- poté je část upevněna mezi prvními dvěma tyčemi a poté se ohne kolem ostatních tyčí, jak je znázorněno na obrázku výše.
Alternativou k této možnosti je použít háčky, které jsou připevněny k kusu překližky a tvoří požadovaný poloměr, jako na fotografii výše. Pokud chcete získat menší průměr, měli byste jako šablonu použít široký kotouč nebo válec.
Musím říci, že obě metody jsou vhodné pro díly s průměrem nejvýše 16-20 mm. Pokud chcete ohýbat obrobek s větším průměrem, měl by být ohyb dobře zahřátý.
Pokud potřebujete tvarovat polotovary z neželezných kovů, které mají výrazně nižší pevnost v ohybu než ocelové protějšky, můžete použít pružinu. Ten musí přísně odpovídat vnitřnímu průměru, protože je zasunut do trubice. Samozřejmě můžete dát pružinu zvenčí, ale v tomto případě je nepohodlné ohýbat se.
Poté, co byla trubka chráněna pružinou, ohýbá se vlastními rukama. Práce by měla být prováděna opatrně, aby se dosáhlo požadovaného poloměru, aniž by došlo k poškození součásti.
Profil
Profilové trubky se mnohem obtížněji ohýbají, protože díky svému tvaru mají zvýšenou pevnost. Výrobky s malou sekcí lze ohýbat výše popsanými způsoby.
Existuje také další způsob ohýbání profilové trubky, který umožňuje práci s obrobky dostatečně velkého průřezu. Jeho princip je následující:
- do obrobku je třeba nalít písek nebo sůl a poté konce spolehlivě zastrčit zátkami;
- dále musí být součást bezpečně upnuta ve svěráku;
- pak by měla být oblast skládání zahřátá do červena;
- poté musí být obrobek ořezán paličkou, dokud není dosaženo požadovaného poloměru.
Pokud máte svařovací stroj a brusku, můžete bez velké námahy ohýbat obrobky i největšího průměru. To se děje následovně:
- nejprve je na obrobku vyznačen poloměr ohybu;
- dále po celém poloměru musíte označit pruhy na třech stranách polotovaru profilu. Čím menší je poloměr, tím menší by měl být krok mezi pruhy;
- pak bruska provede řezy na třech stranách dílu podle provedeného značení;
- nyní je obrobek bez problémů ohnutý;
- po získání požadovaného úhlu by měly být řezy svařeny;
- na konci práce musíte vyčistit švy a brousit.
Tímto způsobem lze vyrobit díly i složitých tvarů, přičemž přesnost ohybu je velmi vysoká. Jsou však nutné zkušenosti s bruskou a svařovacím strojem.
Vyztužený plast
Na jedné straně se kovoplastové trubky ohýbají velmi snadno, ale na druhé straně se snadno lámou. Proto musí být práce prováděna velmi opatrně. Je třeba si uvědomit, že minimální poloměr ohybu kovoplastové trubky je podobný poloměru kovových polotovarů, tj. musí mít alespoň pět průměrů.
Pokud je průměr trubky 16 mm, lze ji ohýbat bez speciálních zařízení. To se děje následovně:
- vezměte část oběma rukama shora. V takovém případě umístěte palce pod trubku rovnoběžně s ní a blízko u sebe, jak je znázorněno na fotografii výše;
- potom ohněte trubku oběma rukama a ujistěte se, že vám poskytuje podporu palci;
- ohněte trubku na požadovaný poloměr, posuňte ji v dlaních doleva nebo doprava a poté postup opakujte;
- tímto způsobem ohýbejte obrobek a pohybujte jím, dokud nedosáhnete požadovaného úhlu.
Abyste si „naplnili ruku“, procvičte si tento postup na trubkách, protože je pravděpodobné, že se obrobky nejdříve zlomí.
Je mnohem obtížnější ohýbat trubku o průměru 20 mm kolem prstů. Proto může být jako zarážka použit jakýkoli jiný vhodný povrch. Nejvhodnější je však provádět tuto práci pomocí pružinového přípravku, který může být vnější i vnitřní, tj. který je vložen dovnitř obrobku.
Chcete-li vytvořit ohyb s vnitřním přípravkem uprostřed dlouhého obrobku, připevněte jej k lanu a poté jej zatlačte do požadované hloubky. Po dokončení zatáčky vytáhněte pružinu zatažením za lano.
Ruční ohýbačky trubek
Ruční ohýbačka trubek se používá při ohýbání materiálů malého průměru. Toto zařízení lze snadno vyrobit z barevných kovů a nerezové oceli. Princip činnosti tohoto zařízení je, že zasunutím jednoho konce do speciální svorky musíte začít otáčet rukojetí. Tímto postupem projde trubka mezi válečky, a tím je vytvořen požadovaný obrat.Při provádění tohoto postupu se doporučuje dodržovat GOST, což naznačuje, že minimální poloměry čistých neželezných kovů a nerezové oceli musí být:
- pokud je průměr menší než 20 mm - ne menší než 2,5 D;
- pokud je průměr větší než 20 mm - 3,5 D a více.
D je indikátor venkovní.
Výstup
Jak jsme zjistili, existuje několik populárních způsobů ohýbání trubek. S trochou praxe můžete dosáhnout dobrých výsledků. Mělo by se však pamatovat na to, že kvalita ohybu prováděného na profesionálním vybavení bude vždy vyšší.
Video v tomto článku poskytuje další informace o tom, jak ohýbat vyztužené plastové trubky. Pokud máte při provádění této operace nějaké potíže, položte otázky v komentářích a určitě se vám pokusím pomoci.
22. července 2020
Pokud chcete vyjádřit vděčnost, přidat vysvětlení nebo námitku, zeptejte se autora na něco - přidejte komentář nebo poděkujte!
V průmyslové a soukromé výstavbě jsou tvarované trubky běžné. Používají se ke stavbě hospodářských budov, garáží, skleníků, altánů. Designy jsou klasicky obdélníkové i zdobené. Proto je důležité správně vypočítat ohyb trubky. To udrží tvar a dodá struktuře pevnost a odolnost.
Výpočet nosníků pro průhyb. Pracovní algoritmus
Ve skutečnosti je algoritmus, pomocí kterého se takový výpočet provádí, docela jednoduchý. Jako příklad zvažte poněkud zjednodušené schéma výpočtu, přičemž vynecháme některé konkrétní výrazy a vzorce. Pro výpočet průhybu paprsků je nutné provést řadu akcí v určitém pořadí. Algoritmus výpočtu je následující:
- Vypracuje se výpočetní schéma.
- Stanoví se geometrické charakteristiky paprsku.
- Vypočítá se maximální zatížení tohoto prvku.
- V případě potřeby se zkontroluje pevnost ohybového momentu nosníku.
- Vypočítá se maximální průhyb.
Jak vidíte, všechny akce jsou poměrně jednoduché a docela proveditelné.
Vlastnosti ohybného kovu
Metal má svůj vlastní bod odporu, maximální i minimální.
Maximální zatížení konstrukce vede k deformacím, zbytečným ohybům a dokonce k zalomení. Při výpočtu věnujeme pozornost typu potrubí, průřezu, rozměrům, hustotě, obecným charakteristikám. Díky těmto údajům je známo, jak se materiál bude chovat pod vlivem faktorů prostředí.
Bereme v úvahu, že pod tlakem na příčnou část potrubí vzniká napětí i v bodech vzdálených od neutrální osy. Zóna nejvíce tangenciálního napětí bude ta, která se nachází v blízkosti neutrální osy.
Během ohýbání se vnitřní vrstvy v ohnutých rozích smršťují, zmenšují se a vnější vrstvy se táhnou, prodlužují, ale střední vrstvy si po skončení procesu zachovají své původní rozměry.
Ohybové trubky jsou široce používány v každodenním životě
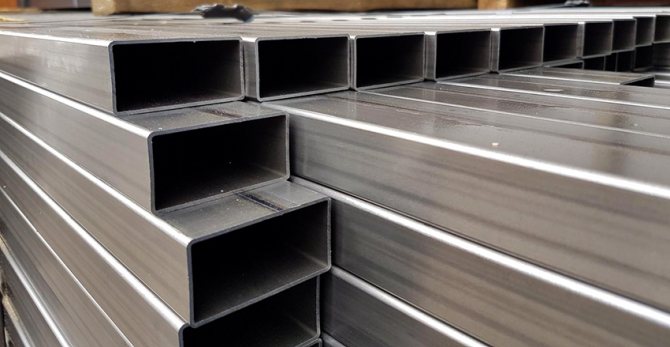
Co je to obdélníková trubka?
Obdélníková kovová trubka je kovový výrobek dlouhý několik metrů. Obdélníková trubka má odpovídající průřez. Jeho oblast může být velmi odlišná. Všechny parametry těchto trubek jsou regulovány speciálními GOST - dokumenty vycházejícími ze státu. Požadavek, aby všechny rozměry odpovídaly GOST, je spojen s tímto:
- potrubí vyrobené podle GOST splňuje bezpečnostní požadavky. Pokud je trubka vyrobena v řemeslných podmínkách, existuje možnost, že její rozměry nesplňují bezpečnostní požadavky. Existuje nebezpečí, že výrobek nevydrží zatížení a způsobí zborcení konstrukce;
- Při výpočtu zatížení potrubí není nutné měřit každý konkrétní produkt. Jeho parametry nastavuje GOST, proto můžete z tohoto dokumentu převzít data.
Výrobky jsou vyráběny z různých druhů oceli.Některé druhy oceli nevyžadují další zpracování. Jedná se například o takzvanou nerezovou ocel. Ocel, která se bojí koroze, musí být ošetřena speciálními roztoky nebo barvami.
Jak provádět správné výpočty
Výpočet profilové trubky pro průhyb je stanovení stupně maximálního napětí v konkrétním bodě trubky.
Každý materiál má normální hodnocení napětí. Nemají vliv na samotný produkt. Pro správné provedení výpočtů je třeba použít speciální vzorec. Je nutné zajistit, aby ukazatele nepřekračovaly maximální přípustné hodnoty. Podle Hookeova zákona je výsledná pružná síla přímo úměrná deformaci.
Při výpočtu ohybu je také nutné použít vzorec napětí, který vypadá jako M / W, kde M je indikátor ohybu podél osy, na kterou síla dopadá, ale W je indikátor ohybového odporu podél stejné osy.
Ohyb trubky musí být správný a přesný
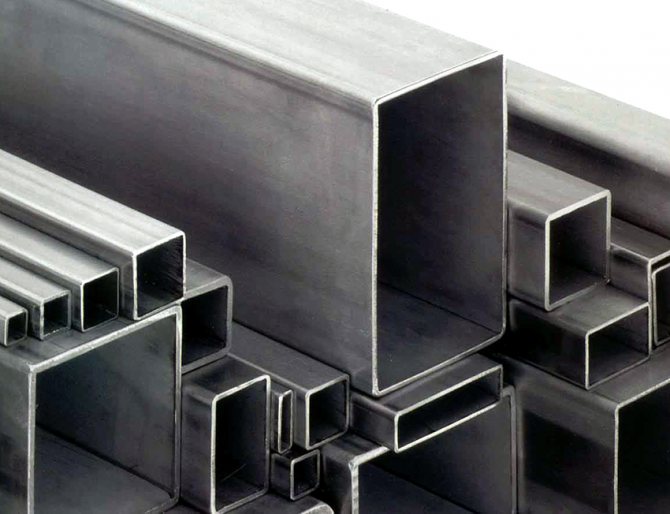
Vlastnosti výroby tvarovaných kovových trubek
Podle způsobu výroby jsou profilové trubky deformovány za tepla a za studena. Kvůli tažnosti kovů je k dispozici profilování jakéhokoli ocelového polotovaru pod vlivem vysokých teplot. Na řezu (v řezu) mají trubky tvar:
- náměstí;
- obdélník;
- ovál.
Plochý oválný klenutý profil (nebo oválné trubky) není o nic méně žádaný a jeho produkce roste. Technologie jejich tváření se prakticky neliší od válcování standardních profesionálních trubek. Jedná se o přechodnou možnost mezi kulatými a obdélníkovými strukturami a jejich ukazatele kvality a odolnosti jsou řádově vyšší než u těchto produktů. Technologie pro výrobu standardní velikosti potrubí předpokládá:

V průřezu mají trubky tvar oválu, čtverce nebo obdélníku.
- způsob tváření zaoblených výrobků za studena lisem;
- svařování obdélníkových ocelových plechů.
Důležité! Náklady na válcované výrobky se svařovaným švem jsou nižší než cena plných trubek. O jejich kvalitě není třeba pochybovat: spoj je před přijetím certifikátu a přejímacího certifikátu zkontrolován defektoskopem.
V souladu s GOST jsou trubky jakékoli velikosti (v palcích a mm) formovány pomocí dvou technologií, které se od sebe výrazně liší:
- Svařením plechového nebo pásového profilu (šev může snížit kvalitu produktu pouze při značném zatížení a produkt má nižší cenu).
- Zaoblené tyče procházejí lisováním obrobků stejného tvaru na válcovací stolici (technologie je dražší, bezešvé výrobky snášejí maximální zatížení ve svislých rámech).

Trubky se vyrábějí tvářením zaoblených výrobků za studena lisem a svařováním obdélníkových plechů
Technologický proces ohýbání
Ohýbání vytváří určitý stupeň napětí v kovových stěnách. Ve vnější části se získá napětí v tahu a ve vnitřní části v tlaku. Kvůli těmto vlivům se mění náklon osy.
V procesu ohýbání na ohnutém místě se mění tvar průřezu. Ve výsledku se prstencový profil stane oválným. Uprostřed průhybu je vidět jasnější oválný tvar, ale ke konci a na začátku se deformace zmenšuje.
U trubek s průřezem do 20 mm by ovalita na deformovaném místě neměla překročit 15%. Pro trubky s průřezem 20 a více - 12,5%.
Věnujte pozornost skutečnosti, že v konkávní oblasti tenkostěnných výrobků mohou nastat záhyby. Na druhé straně negativně ovlivňují fungování systému (snižují propustnost pracovního média, zvyšují úroveň hydraulického odporu, stupeň ucpávání).
Zakřivené trubky se používají v průmyslu a soukromém stavitelství
Přípustné poloměry ohybu trubky
Trubky mají podle vládních standardů minimální poloměr ohybu.
Pokud se ohýbání provádí ohřevem a broušením, je vnější průměr trubky nejméně 3,5 DN.
Tváření trubek na ohýbačce trubek (bez ohřevu) - minimálně 4DN.
Ohýbání při ohřevu plynovým hořákem nebo v peci za účelem dosažení polodrážkovaných záhybů je možné s indexem 2,5 DN.
Pokud je ohyb zajištěn pro strmý (pro ohnuté kanalizační ohyby vytvořené protahováním za tepla nebo ražením) - ne méně než 1 DN.
Ohyb trubky může být menší než zadané hodnoty. To je však možné, pokud výrobní metoda zaručuje, že stěny potrubí jsou ztenčeny o 15% z celkové tloušťky.
Odpovědně vypočítáme pevnost v ohybu trubky.
Ohýbání trubek různých průměrů
Vzorce a tabulky
Pro výpočet průhybu trubky určíme délku dílu. Vypočítává se pomocí tohoto vzorce:
L = 0,0175 ∙ R ∙ α + l
R je poloměr ohybu v mm;
α je hodnota úhlu;
I - rovná část 100/300, nutná k uchopení produktu (při práci s nástrojem).
Při výpočtu ohybu profilové trubky bereme v úvahu velikost ohnutého prvku. Je určena následujícím vzorcem:
A = π ∙ α / 180 (R + DH / 2)
Hodnota čísla π = 3,14;
α je úhel ohybu ve stupních;
R - hodnota poloměru (hodnota se bere v úvahu v mm);
DH je průměr na vnější straně trubky.
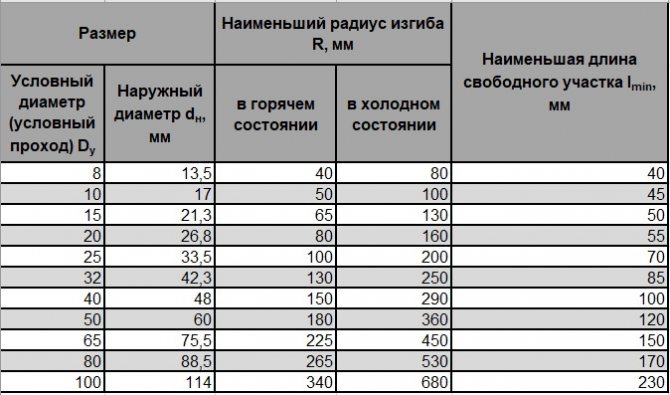
Minimální poloměry ohybu pro měděné a mosazné výrobky jsou uvedeny v tabulce. Údaje odpovídají normám GOST č. 494/90 a č. 617/90. Kromě toho jsou zde uvedeny také hodnoty pro vnější průměr, minimální délku statické volné části.
Ohýbání tvarovaných trubek lze provádět na speciálních strojích
Schéma ohybu potrubí
Následující tabulka pomůže vypočítat kulatou trubku pro ohýbání. Zahrnuje údaje týkající se analogů oceli (indikátory odpovídají GOST č. 3262/75).
| Rozměry potrubí | Minimální poloměr ohybu | Minimální volná délka | ||
| Podmíněný pas | Externí | Horký | Studený | |
| 8 | 13,5 | 40 | 80 | 40 |
| 10 | 17 | 50 | 100 | 45 |
| 15 | 21.3 | 65 | 130 | 50 |
| 20 | 26.8 | 80 | 160 | 55 |
| 25 | 33.5 | 100 | 200 | 70 |
| 32 | 42.3 | 130 | 250 | 85 |
| 40 | 48 | 150 | 290 | 100 |
| 50 | 60 | 180 | 360 | 120 |
| 65 | 75.5 | 225 | 450 | 150 |
| 80 | 88.5 | 265 | 530 | 170 |
| 100 | 114 | 340 | 680 | 230 |
Aby nedošlo k chybě ve výpočtech, je třeba vzít v úvahu také průměr a tloušťku stěny trubek.
Ruční hydraulická ohýbačka trubek
Ohýbání trubky vlastními rukama
Pokud to uděláte sami, pomůže vám výpočet trubky pro ohýbání, jehož vzorec je jednoduchý a univerzální (jedná se o 5 průměrů potrubí).
Vypočítáme ohyb na částech s průřezem 1,6 cm.
1. krok: musíte jasně pochopit, jaký druh kruhu bude výsledkem (pro správné ohnutí je potřeba jedna čtvrtina kruhu).
2. krok: definujte poloměr - 16 vynásobený 5. Výsledkem je 80 mm.
3. krok: výpočet počátečních bodů pro ohyb. K tomu použijte vzorec C = 2π ∙ R: 4. Hodnota C je délka trubky, která bude použita při práci. Používají se dvě čísla pí a indikátor vnějšího poloměru potrubí.
4. krok: hodnoty jsou nahrazeny známými daty: 2 ∙ 14 ∙ 80: 4. Výsledkem je 125 mm. Bude to délka úseku, kde je minimální poloměr ohybu 80 mm.
Pokud nemůžete pracovat se vzorci, vypočítáme průhyb profilové trubky pomocí kalkulačky (speciální program snadno najdete na internetu).
Existuje několik typů takového nástroje. Zařízení pro ohýbání segmentů umožňuje práci na základě speciálních šablon. Jejich tvar je již vypočítán pro určitý průměr a tvar záhybu. Tento nástroj pomáhá přetvářet trubky až na 180˚.
Podpůrné zařízení má segment, který se pohybuje uvnitř budoucího produktu. Tím se zabrání deformaci, otevře se přístup do několika oblastí najednou.
Ať už se použije jakýkoli typ nástroje, pamatujeme si, že klíčem k úspěšné instalaci jsou přesné, opakovaně ověřené výpočty.
Ohýbání trubek ve stacionárních podmínkách: výkresy a přípravky
V průmyslových podnicích a v soukromých obchodech, kde pracují pouze dva nebo tři lidé, se používá ohýbačka trubek s trnem. Navzdory skutečnosti, že se průmyslové obráběcí stroje a ohýbačky trubek v obchodech liší velikostí a funkčností, je jejich princip fungování podobný. Práce ohýbačky trubek je následující: trubka se vloží do drážky stroje, upevní se svorkou na rovnou část, druhá svorka ji přitlačí k ohýbacímu válci.Když je stroj zapnutý, válec nese za sebou zasunutou část, sklouzne z trnu a vytvoří ohnutý kus trubky požadované velikosti. Trend ve tvaru lžíce pro ohýbání trubek se rozšířil. Je určen k ohýbání tenkostěnných trubek do průměru 75 mm. Kvůli vysokým nákladům není ohýbání trubek trnem k dispozici každému majiteli, proto amatéři používají ohýbačky trubek sestavené samostatně v garáži nebo tesařství.
Třídy provozu trubek PEX, provozní životnost a teplotní režimy provozu.
Když mluvíme o vlastnostech trubek PEX, vždy máme na mysli servisní třídy trubek vyrobených z daného polymerního materiálu. Kromě pevnostních charakteristik, které se liší podle typu výroby potrubí. Existují také třídy provozu potrubí popsané v normě ISO 10508. Téměř všichni výrobci mají stejné materiály, ale vzhledem k široké škále použití materiálů PEX a PERT a použitých katalyzátorů jsou třídy provozu potrubí rozděleny do 6 poddruhů. Všechny tyto třídy nemají vliv na kvalitu potrubí, ale pouze označují provozní režimy potrubí a jeho provozní teplotní podmínky ve vztahu k životnosti materiálu. V následující tabulce vidíte tyto třídy.
Tabulka tříd provozu polymerních potrubí PEX a PERT:
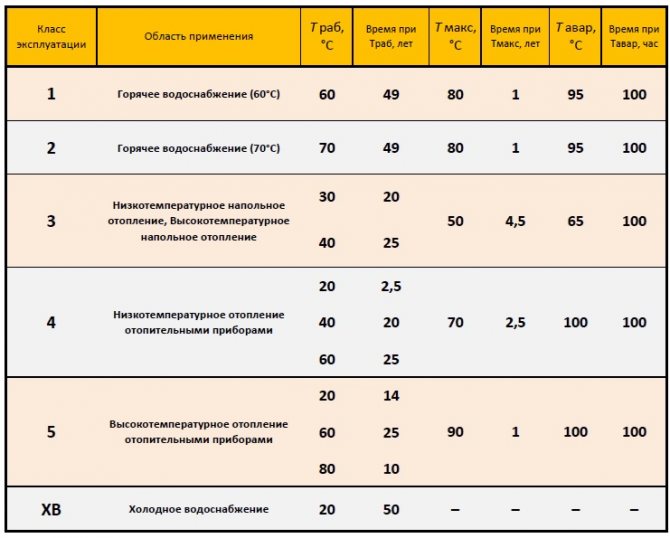

Stručně řečeno, v normě ISO 10508 jsou oblasti použití trubek různých tříd definovány takto:
· Třída 1 [A] *
(Rozvody TUV 60 ° C, životnost 50 let)
· Třída 2 [B] *
(Rozvody teplé vody 70 ° C, životnost 50 let)
· Třída 3 [C] *
(podlahové vytápění pouze 35 ° C, životnost 22 let)
· Třída 4 [D] *
(podlahové vytápění s teplotami do 20 ° C - 2,5 roku a nízkoteplotní radiátory [KERMI] 50 ° C, životnost 22 let) Provoz třídy předpokládá, že při průměrné denní teplotě 40 ° C [20 až 60] topného systému bude potrubí sloužit minimálně 15 let.
· Třída 5 [E] *
(vysokoteplotní radiátory a topné systémy 53 ° C, životnost 16 let)
* Všechny teploty tříd jsou uvažovány na základě průměrné denní teploty chladicí kapaliny v potrubí.
Pro každý materiál a pro každou řadu S se pro konkrétní třídu použití počítá maximální pracovní tlak (4, 6, 8, 10 bar).
například
, pro potrubí PP-RCT-S3,2 budou informace o potrubí uvedeny takto:
Třída 1 / 10bar, 2 / 10bar, 4 / 10bar, 5 / 8bar - to znamená, že lze použít potrubí:
pro rozvody teplé vody s teplotou 60 ° C, provozním tlakem 10 bar a životností až 50 let (třída 1/10); pro rozvody teplé vody s teplotou 70 ° C, provozním tlakem 10 bar a životností až 50 let (třída 2/10); pro podlahové topení a nízkoteplotní radiátory s provozním tlakem 10 bar a životností až 15 let (třída 4/10); pro vysokoteplotní otopná tělesa s provozním tlakem 8 bar a životností až 16 let (třída 5/8)