Lämmitysputkien hitsaus on tärkein menetelmä kotitalous- ja teollisuusviestinnän kokoamiseen. Tämän tyyppiset liitännät eivät vaadi huoltoa, kuten liimatut tai kierteitetyt liitokset, mutta niihin kohdistuu jatkuvaa lämpö- ja mekaanista rasitusta. Tämän perusteella sinun on valittava huolellisesti työkalut, materiaalit ja tarkkailtava huolellisesti hitsaustekniikkaa. Metallin liittämissääntöjen rikkominen johtaa halkeamien ilmaantumiseen ja korroosion kehittymiseen. Jos aiot tehdä tämän menettelyn itse, sinun tulee selvittää, mitä menetelmiä käytetään lämmityksen hitsaamiseen, sekä ammattimaiset tekniikat korkealaatuisen ja kestävän tuloksen saavuttamiseksi.
Työkalujen ja laitteiden sarja

Valmistele työkalut ja suojavaatteet hitsausta varten
Lämmitysputkien hitsaus sähköhitsauksella alkaa valmisteluvaiheesta:
- Päällikön valmistelu. Työpaikka on varustettava asianmukaisesti, varmistettava, että turvatoimenpiteitä noudatetaan, lue tarvittaessa laitteiden ja materiaalien käsittelyohjeet. Putkien hitsaamiseksi sähköhitsauksella tarvitaan suojalaitteita. Näitä ovat erityinen tulenkestävä puku (housut, takki, hattu, jossa on väri), naamio, kengät ja säärystimet. Sinun on huolehdittava hyvästä ilmanvaihdosta.
- Työkalujen ja materiaalien valmistelu. Huomiota tulisi kiinnittää kaikkiin pieniin yksityiskohtiin, koska työn mukavuus ja lopputuloksen laatu riippuvat siitä.
Lämmityksen hitsaamiseen tarvitaan seuraavat työkalut ja laitteet:
- hitsauskone varaosalla;
- hiomakone leikkaus- ja hiomalaikoilla;
- metalliharja;
- erikokoisten hiekkapaperien;
- vasara;
- elektrodien varastot;
- varapuheenjohtaja;
- kiinnittimet;
- teräs- tai asbestisementtilevyt seinien suojaamiseksi metallipisaroilta ja nokelta;
- väli lattian peittämiseksi.
Ennen putkien hitsaamista sähköhitsauksella on tarpeen tarkistaa, että suojakotelossa olevat kaapelit, pistorasiat ja koneet vastaavat valmistetun laitteen osoittimia. Niiden on oltava riittävän voimakkaita kestämään raskaita kuormituksia, joita jopa kodinkoneet aiheuttavat.



Työn järjestys pattereita vaihdettaessa
Lämmityspatterien asennus kaasuhitsauksella on suoritettava pätevälle hitsaajalle, jolla on asianmukainen koulutus ja kokemus monen vuoden työstä. Edellytyksenä on myös korkealaatuisten laitteiden käyttö, jonka avulla hitsattu sauma voidaan valmistaa vaaditulla luotettavuudella ja lujuudella ja joka täyttää turvallisuusvaatimukset.
Merkintä! Jos sen on tarkoitus käyttää kaasuhitsausta paristojen vaihtamiseen asunnossa, on välttämätöntä hankkia tarvittavat luvat ennen työn aloittamista. Ottaen huomioon nykyinen asuinrakennusten hitsauskielto ilman asianmukaista hyväksyntää, voit saada vaikuttavia sakkoja uusilta lämpöpattereilta lämmön ja mukavuuden sijasta.
Kaikki mitä tarvitset työskennellessäsi
- Jäähdytysnesteen tyhjentäminen järjestelmästä. Jos sitä ei tehdä määrätyllä tavalla, tyhjennys tapahtuu vanhan jäähdyttimen purkamisen yhteydessä suoraan huoneessa, jossa työtä tehdään. Yksityisessä talossa vesi on yleensä helppo poistaa lämmitysjärjestelmästä erillisellä hanalla.
- Vanhojen paristojen purkaminen. Toimet ovat melko yksinkertaisia - putket leikataan tavallisella hiomakoneella. Tämä on tehtävä mahdollisimman huolellisesti, jotta uusien lämmityslaitteiden asentaminen ei aiheuta vaikeuksia ja menee nopeasti.
- Uuden akun pakkaaminen. Voit tehdä tämän itse. Tarvitaan vain muutama materiaali - investointipasta, säädettävä jakoavain, pellava, joukko putkimuttereita järjestelmässä. Pellavalla suljetut ja tahnalla päällystetyt mutterit ruuvataan jäähdyttimestä ulkoneviin putkiin. Sitten järjestelmän putkien liitännän puolelta asennetaan amerikkalainen (palloventtiili vetolastalla) ja Mayevsky-nosturi.
- Uuden akun asentaminen. Yleensä se asennetaan vanhan tilalle. Liitäntä tehdään kiertämällä venttiili putkeen, sitten liittämällä amerikkalaiseen ja asentamalla hitsattava lämmitysjärjestelmän putki nousuputkeen. Sitten seuraa itse hitsausprosessi, ja siihen asennetaan hyppääjä ja nosturi. Laippa luo lisää veden kiertoa, ja hana voidaan asentaa siihen haluttaessa.
- suurin mahdollinen lämmönsiirto;
- vastustuskyky painehäviöille;
- vaikuttava työelämä;
- teknologinen mukauttaminen käyttöolosuhteisiin;
- loukkaantumisturvallisuus, joka saadaan jäähdyttimen säleikön tasoitetuista kulmista ja optimaalisesta lämpötilansuojasta;
- siro ulkonäkö.
Käytämme putken taivutinta
Pätevät asiantuntijat
Laadukkaat tarvikkeet
Lämmityspatterin vaihto 5000r: stä.
5 tai useamman saken korvaaminen - 5000 ₽ / kpl *
4 patterin vaihtaminen - 5500 ₽ / kpl * 3 patterin vaihto - 5800 ₽ / kpl * Kahden patterin vaihto - 6000 ₽ / kpl *
1. jäähdyttimen vaihto - 6300 ₽ / kpl *
* Täysi rakenne;
- Työ (purkaminen - asennus)
- kulutustarvikkeet (putki, Unipak-tahna ja terveysliinat)
* Taattu vuotoja vastaan - 5 vuotta
* Kiinteä hinta (ei muutu työn päätyttyä)
* Laskemme työn kustannukset 10 minuutissa valokuvalla
Halpa ei tarkoita korkeaa laatua - paina!
Lopulliset asennuskustannukset lasketaan erikseen kuvan mukaan tai sen jälkeen, kun päällikkö on lähtenyt esineeseen, ja riippuu myös suoritetun työn monimutkaisuudesta!
Jäähdyttimen johtimien hitsaus nostureiden asennuksella alkaen 4000r.
Vanhojen lämmityslaitteiden purkamiseksi jäähdytysneste on tyhjennettävä lämmitysjärjestelmästä. Helpoin tapa suorittaa tämä menettely on yksityinen talo, jossa on nosturi, jonka läsnäolo tarjotaan jopa autonomisen lämmitysjärjestelmän suunnitteluvaiheessa. Kerrostalossa sinun on soitettava huolto-organisaation tai rahastoyhtiön edustajalle.
Vanhan lämmityslaitteen purkaminen hiomakoneen avulla, joka on jokaisen itse tekemisen korjaustöiden ystävän käytettävissä. Tässä tapauksessa päällikkö toimii ilman suojavarusteita - tätä ei voida tehdä
Jäähdytysnesteen tyhjentämisen jälkeen he alkavat purkaa eliniään palvelleet paristot. Putkien leikkaamiseen käytetään tavallista hiomakonetta. Leikkauksen on oltava siisti ja suora, jotta uudet lämmityslaitteet voidaan asentaa ilman tarpeettomia vaikeuksia.
Sitten uusi paristo pakataan, ja tämän toimenpiteen voi suorittaa asunnon omistaja itse. Tässä tapauksessa on välttämätöntä varastoida joitain materiaaleja: investointipasta, pellava, sarja muttereita putkille, säädettävä jakoavain. Mutterit suljetaan pellavalla, päällystetään tahnalla ja ruuvataan sitten jäähdyttimestä ulkoneviin putkiin. Sitten lämmitysjärjestelmän putkilla olevan kiinnityksen sivulta asennetaan palloventtiili, jossa on vetolasta, jota kutsutaan amerikkalaiseksi, sekä Mayevsky-nosturi.
Uuden bimetallisen lämpöpatterin kokoaminen erillisistä osista käyttäen tiivisteisiä nännejä
Seuraavaksi he alkavat asentaa uuden akun, asentamalla sen vanhan jäähdyttimen tilalle. He alkavat hitsata paristoon kierrettyä vetolastaa lämmitysjärjestelmään. Jäähdytysnesteen parempaan kiertoon putkien välillä (tulossa akkuun ja takaisin) hitsataan hyppyputki.
Todellinen aluksen mestari asentaa uuden tällaisen akun huolellisesti. Omistajien on vain maalattava vaihdetut putkiosat, minkä jälkeen kukaan ei edes arvaa asennustöitä
Kuten näette, lämmityslaitteiden vaihtoprosessi on vakava ja erittäin vastuullinen liiketoiminta. Siksi työn suorittamiseksi kannattaa ottaa yhteyttä asuntotoimistoon kirjallisesti.Asunnon omistaja kirjoittaa pyynnön, jossa hän kuvaa ongelmaa ja tarvetta sulkea kerrostalon lämmitysjärjestelmä.
Asuntotoimiston työntekijät tarkastelevat hakemusta, antavat luvan ja sopivat hakijan kanssa asennustöiden päivämäärästä. Seuraavaksi sinun on odotettava putkimies, jonka asuntotoimisto lähettää hakemuksessa ilmoitettuun osoitteeseen. Putkimies sammuttaa lämmitysjärjestelmän ja suorittaa kaikki tarvittavat työt. Jäähdyttimen vaihtomenettelyn päätyttyä asiantuntija testaa järjestelmän välttämättä testitilassa varmistaakseen hakijalle tarjotun palvelun laadun.
Joissakin asuntotoimistoissa ne saattavat vaatia asiakirjoja, joista voit selvittää asennettujen lämmityselementtien tekniset ominaisuudet. Tällaisiin asiakirjoihin voi sisältyä tekninen passi sekä kuvaus putkista ja paristoista.
Nykyään yrityksemme työskentelee bimetallipatterien kanssa, joita lämmityslaitteiden markkinoiden menestyneimmät innovaatiot esittävät. Näitä tuotteita pidetään oikeutetusti nykyaikaisten lämmitysjärjestelmien johtajina, jotka pystyvät tarjoamaan optimaalisen mikroilmaston erittäin tehokkaasti monien vuosien ajan. Bimetallipatterien tärkeimmät painopisteet:
Lue lisää: Integroitavat astianpesukoneet Electrolux 45 cm: kumpi on parempi valita
Kaikki tämäntyyppiset lämpöpatterit valmistetaan automaattisissa laadunvalvontaolosuhteissa, joten käyttäjän käytettävissä ovat luotettavat, testatut lämmitysmoduulit.
Yritetään selvittää, miten ne eroavat toisistaan, mitkä ovat niiden edut ja haitat. Näiden tietojen avulla voit valita tarpeisiisi sopivan jäähdyttimen, joka soveltuu käytettäväksi tietyissä olosuhteissa.
Muoviputkien hitsaustekniikka

Polypropeeniputkien hitsaamiseen käytetään erityistä laitetta
Polypropeeni korvaa asteittain terästä, koska sillä on useita positiivisia ominaisuuksia suhteellisen alhaisin kustannuksin. Muoviputket on suunniteltu korkeapaineisille, kevyille, sileille sisäseinille ja erinomaiselle ulkonäölle. Mutta putki suorittaa tehtävänsä tehokkaasti, jos kaikki liitokset ovat vahvoja ja tiukkoja. On pidettävä mielessä, että kun kuumaa vettä johdetaan yli 110 asteen lämpötilassa, polymeeri muuttuu pehmeäksi ja alkaa kasvaa. Siksi lämmityksen asennuksessa käytetään vain lasikuitulla tai alumiinifoliolla vahvistettuja tuotteita.
Linkkien liittämiseen käytetään erityistä juotinta. Laite on kaksipuolinen, toisella reunalla on suuttimet ulkoa varten ja toisella - liitettyjen osien sisäiseen lämmitykseen.
Niiden liittämiseen käytetään seuraavia liittimiä:
- kytkimet;
- adapterit;
- kulmat;
- tees;
- ristit;
- kierteiset laipat liitettäväksi lämmityspatteriin.
Juotettaessa polypropeeniviestintää käytetään diffuusion periaatetta lämmön vaikutuksesta. Viereisten linkkien reunat sulavat, aine sekoittuu ja muodostaa monoliittisen yhdisteen.
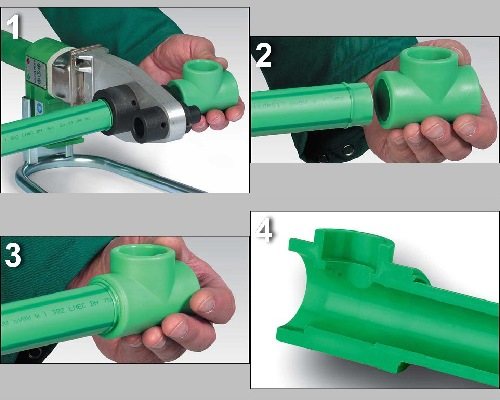
Hitsausprosessin aikana liitos muuttuu monoliittiseksi
Polymeeriosien hitsausprosessi suoritetaan seuraavan menetelmän mukaisesti:
- Lämmitysjärjestelmän putkikaavion laatiminen.
- Tietyn pituisten työkappaleiden sahaaminen. Korjaus tehdään putkien upottamisen määrään liittimien reikiin ja itse liitososien mittoihin.
- Lämmitä juotin, kunnes vihreä merkkivalo syttyy. Tämä on osoitus siitä, että kokoonpano voi alkaa.
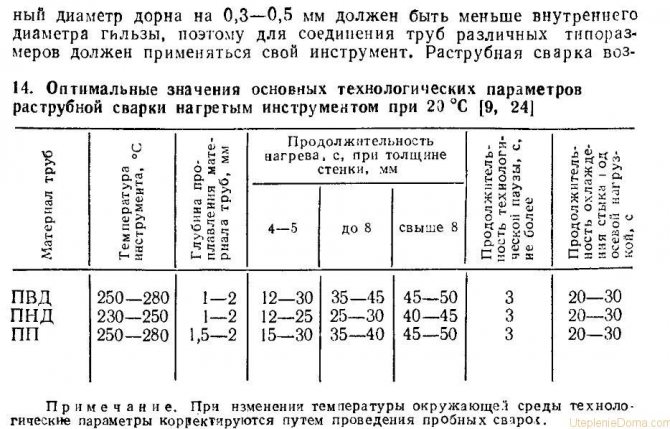
- Osien kiinnitys laitteeseen vastaavan halkaisijan haaraputkiin. Ne on lämmitettävä sen taulukon ohjeiden mukaisesti, jolla laite on valmis.
- Putkiliitäntä. Tämä tehdään tiukasti yhteen suuntaan, kunnes sisäosa lepää liittimen lukituskielekettä vasten. Et voi kiertää tuotteita, siirtää niitä edestakaisin. Nivelkulman korjaus on sallittu.
- Jäähdytys. Liitos on pidettävä staattisessa asennossa niin kauan kuin laitteen ohjeissa määrätään. Vasta sitten kokoonpano voi jatkua.
Toisin kuin metalliputket, polymeeriputket tarvitsevat tukea pysty- ja vaakasuuntaisille urille. 100-150 cm välein ne kiinnitetään seiniin muovisilla kiinnikkeillä. Kokoonpanon jälkeen polypropeeniviestintä ei tarvitse ylimääräistä viimeistelyä ja myöhempää huoltoa.


Mitä tarvitaan hitsaukseen
Hitsausprosessin loppuun saattamiseksi tarvitset erikoislaitteita ja joitain taitoja:
- Hitsauksessa käytetään seuraavan muotoilun koneita:
- elektrodeilla metalliputkien liittämistä varten;
- juotinta muistuttava laite muoviosien liittämistä varten.
- Ammattitaitovaatimukset:
- metalliputkien sähköhitsaus vaatii kokemusta melko monimutkaisista hitsauslaitteista;
- jopa ei-ammattilainen voi suorittaa prosessin polypropeeniputkien liittämisestä sähköfuusiolla laadukkaalla tavalla.
Metalliputkien hitsaustekniikka

Kupariputkissa käytetään kaasuhitsaustekniikkaa
Jotta liitäntä olisi vahva ja tiukka, järjestelmän osat on valmisteltava ennen asennusta. Reunojen tasaisuus on tarkistettava, viistettävä ja jauhettava metalli 10 mm: n etäisyydellä leikkauksesta. Sen jälkeen sinun on käsiteltävä puhdistetut paikat liuottimella niiden rasvan poistamiseksi.
Putkien hitsaamiseen eri tarkoituksiin käytetään elektrodeja, joilla on seuraava pinnoitekoostumus:
- rutiilihappo (RA) - kylmän ja kuuman veden jakeluun julkisella sektorilla;
- rutiili (RR) - korkeassa paineessa toimivien lämmitysjärjestelmien kokoonpanoon;
- rutiiliselluloosa (RC) - käytetään rakenteissa, jotka edellyttävät nivelten suurta luotettavuutta;
- universaali (B) - kaikenlaisten putkistojen kokoonpanoon asuinrakennuksessa ja tuotannossa.

Kylmähitsausta voidaan käyttää putkien väliaikaiseen liittämiseen
Voit valmistaa metalliputkia seuraavilla tekniikoilla:
- Sähköhitsaus. Se suoritetaan manuaalisesti tai koneella. Toimintaperiaate perustuu oikosulun aikana syntyvän elektronisen kaaren luomiseen. Tähän prosessiin liittyy suuren määrän lämmön vapautuminen, mikä saa metallin sulamaan. Sauman luomiseen käytetään kuluvia tai ei-kuluvia elektrodeja.
- Kaasuhitsaus. Putkiliitokset sulavat palavan kaasun vaikutuksesta samanaikaisesti metallin levittämisen kanssa, joka toimii kytkimenä. Muodostuu monoliittinen liitos, jolla on homogeeninen rakenne vierekkäisten osien kanssa.
- Kylmähitsaus. Tätä menetelmää käytetään asennettaessa matalapaineputkia tai korjaamalla niitä vaikeasti saavutettavissa oleviin paikkoihin. Menetelmän ydin koostuu nopeasti kovettuvalla liimalla kyllästetyn siteen käärimisestä koputuksen ympärille.
Vaihtoehdon valinta on oikea, jos se vastaa järjestelmän ominaisuuksia ja jäähdytysnesteen ominaisuuksia.
PVC putki
| PVC-putki 160х3,6х1 000m | PC | 264,37 |
| PVC-putki 160х3,6х2 000m | PC | 503,75 |
| PVC-putki 160х3,6х3 000m | PC | 775,41 |
| PVC-putki 50х3,2х0,500m | PC | 42,30 |
| PVC-putki 50х3,2х1,000m | PC | 70,68 |
| PVC-putki 50х3,2х2 000m | wt | 131,85 |
| PVC-putki 110х2,7х1,000m | PC | 104,87 |
| PVC-putki 110х2,7000m | PC | 195,12 |
| PVC-putki 110х2,7000m | PC | 298,25 |
Lämmityskustannusten laskeminen
Lämmitysjärjestelmän korjauskustannukset
Vesihuollon asennuskustannukset
Suunnittelujärjestelmät: lämmitysvesihuolto:
- Putkien hitsaus Tällaisen monimutkaisen yhteyden onnistuminen riippuu pitkälti putkien hitsausmenetelmän oikeasta valinnasta, joka valitaan tietylle metallityypille. Yleensä sähkökaarihitsaus tunnustetaan parhaaksi vaihtoehdoksi putkien liittämiseen. Mutta tämän voi tehdä vain hitsaaja, jolla on vähintään vähintään ...
- Teräsputkien hitsaus Teräsputkien hitsaus on edelleen suosituin - sekä tuotannossa että jokapäiväisessä elämässä. Hitsaajan pätevyydellä on tässä tärkeä rooli. Hitsauslaitteiden osalta käytetään sähköhitsausta, kaasuhitsausta ja puoliautomaattisia laitteita. Ennen hitsauksen aloittamista reunat puhdistetaan alustavasti perusteellisesti likaantumiselta ...
- Pystysuorien putkien hitsaus Joissakin tapauksissa hitsaus voi olla hyvin vaikeaa. Joten esimerkiksi pystyssä olevien putkien valmistaminen on vaikeaa. Tällainen hitsaus voidaan rinnastaa vaakasuorien putkien hitsaukseen, mutta sinun on muutettava jatkuvasti elektrodin kaltevuuskulmaa putkeen nähden kiertämällä sitä kehän ympäri ...
- Sinkittyjen putkien hitsaus Sinkittyjen putkien erityinen hitsaustekniikka mahdollistaa niiden liittämisen vahingoittamatta sinkkipinnoitetta. Liitoskohtaan kohdistetaan juoksutus, joka suojaa pinnoitteen palamiselta. Vuotokerroksen alla sinkki muuttuu ensin viskoosiksi nesteenä lämmön vaikutuksesta, sitten se sulaa, mutta ei pala ...
- Muotoiltujen putkien hitsaus Tärkein menetelmä hitsattujen putkien hitsaamiseksi on tavallinen päittäisliitos. Se suoritetaan kaari- tai kaasumenetelmällä, mutta yksinkertaisuutensa ja korkealaatuisen saumansa vuoksi ensimmäinen niistä on yleisempi. Muotoillun putken sähköhitsaus vaatii kuitenkin ainakin vähän hitsaajan kokemusta. Paljon riippuu ...
- Kaasuputkien hitsaus Todellinen ammattitaito edellyttää kaasuputkien hitsaamista, mikä on melko vaarallista. Sinun on työskenneltävä nopeasti ja tehokkaasti. Ennen liitännän aloittamista putkien reunat käsitellään: ne puhdistetaan epäpuhtauksista. Jos putki on paksuseinäinen - yli 4 mm, reunat ovat viistot, jotta metallin lämpeneminen paikallaan ...
- Putkien hitsaus manuaalisella kaarihitsauksella Ammattilaiset suosittelevat kolminkertaisen sauman muodostamista putkia hitsattaessa manuaalisella kaarihitsauksella - se on luotettavampi kuin yksi. Hitsaajalle on kätevintä työskennellä kääntöputken kanssa. Ns. Pyörivien liitosten hitsaus suoritetaan seuraavasti: ensin liitetään yksi neljäsosa putken halkaisijasta, sitten putki käännetään ...
- Automaattinen putkihitsaus ja hitsauksen valmistelu Nykyaikaiset hitsaustekniikat ovat edistyneet hyvin. Yksi suunta on automaattinen putkihitsaus. Automaattisen hitsauksen avulla voitiin poistaa merkittävä määrä haittoja, jotka manuaalinen kaarihitsaus sallii (sauman heterogeenisuus, suoritetun työn heikko luotettavuus). Laadukas manuaalinen kaarihitsaus on mahdollista vain ...
- Pystysuorien putkien hitsaus Toinen ja kolmas sauma suoritetaan hitaasti. Sauman alku ja loppu kompensoidaan 3 senttimetrillä. Viimeinen sauma tehdään suoraan ja lopussa menee itse putkeen - puhtaaseen metalliin. Jos pystysuorat putket hitsataan useisiin kerroksiin, on välttämätöntä ...
- Kiinteän putken hitsauksessa Jäykästi kiinnitetyn putken hitsauksessa käytetään erilaista tekniikkaa: ensimmäinen sauma johdetaan alhaalta puoleen putken halkaisijasta ja menee sitten alas, takaisin alkuun, toisen levittäminen sauma alkaa myös alhaalta, mutta johtaa toiselta puolelta ja vastakkaiseen suuntaan. Muut ...
- Hitsausprosessi Lämmitysputket tulisi hitsata nastoilla. Tämä on takimmainen liitostekniikka. Ne ovat osa saumaa. Niiden toteuttamiseen käytetään samantyyppisiä elektrodeja, joita käytetään päähitsauksessa. Jos tuotteiden halkaisija on enintään 30 cm, voit tehdä neljä ...
- Kokoonpanojen ja osien hitsaus Sauma hitsataan tämän vaiheen jälkeen, kun olet varmistanut saumojen oikean kohdistuksen. Ennen ensimmäistä käyttökertaa käytä pienemmän halkaisijan omaavia elektrodeja, esimerkiksi 3 mm.Tällöin viiste täytetään hitsausmateriaalilla 2/3 syvyyteen viisteen korkeudesta. Kun prosessi on valmis, hitsattu pinta on puhdistettava ...
- Putkistojen hitsaus Putkilinjojen valokaarihitsausta käytetään usein teknisten johtojen asennuksessa tai valmistuksessa. Ne tuotetaan tasa- tai vaihtovirralla. Taloudellinen ja siten kannattavampi hitsaus vaihtovirralla, koska vähemmän energiaa kuluu. Ja laitteita tarvitaan lisää ...
- Manuaalisen kaarihitsauksen ominaisuudet Se suoritetaan useilla kierroksilla, jokaisen jälkeen on tarpeen poistaa kuona. Jokainen seuraava sauma tehdään päällekkäin edellisen kanssa. Tämän menetelmän avulla voit saavuttaa maksimaalisen tiiviyden ja vähentää fistuloiden todennäköisyyttä. Työskentelemme ympäri vuorokauden DESIGN PRESTIGE LLC +7495 ...
- Hitsauksen valmistelu Sinun on ensin aloitettava putkien valmistelu. Hitsattavat pinnat on puhdistettava ja rasvanpoisto suoritettava. Tämä on ainoa tapa välttää saumaviat. Tuotteilla on oltava asianmukainen reunan avautumiskulma; kohtisuoruutta tuotteen akselin päätypinnan tasoon on noudatettava. Lämpöputkien valmistelu suurille ...
- Vesiputkien ja liittimien hitsaus Sisältö: [piilota] Putkistojen hitsaus: luokittelu Putkien hitsausprosessi Putkien hitsaus: reunojen valmistelu Esilämmitys putkia hitsattaessa Putkien hitsaus: manuaalinen kaari Putkityötuotteiden hitsaus Hitsaus on suosituin tapa asentaa putkenosat, mikä on ymmärrettävää. Tämä on luotettavin ...
- Metalliputkien korroosiosuojaus Metalliputkien suojaus korroosiolta Metallinen vesiputkien onnistunut suojaus ... ...
- Lämmitysputkien hitsaus Palvelut lämmitysveden asentamiseen DESIGN PRESTIGE LLC 8 (495) 744-67-74 Lämpöputkien nopean ja laadukkaan korjauksen lisäksi tarjoamme ammattimaisen avaimet käteen -lämmitysjärjestelmien asennuksen. Lämmityssivullamme> resant.ru/otoplenie-doma.html
- Juotettujen kupariputkien hitsaus Sittemmin juotettu kupari on pysynyt Venäjällä. Moskovassa kaikki organisaatiot eivät harjoita putkistojen tuotantoa kuparijuottamalla, tämä on erittäin vastuullinen prosessi ja vaatii pätevää työvoimaa. Ammattilaisille kupariputken juottaminen ei ole liikaa vaivaa, ...
- Kattilahuoneiden metalliputkien tarkoitus Savupiippu on eräänlainen pystysuunnassa järjestetty laite, jonka tarkoituksena on poistaa syntyvät palamistuotteet ilmakehään. Putkilla on erilainen muoto, erilaiset muotoiluominaisuudet, mutta yleensä ne suorittavat melkein saman tehtävän. Tällaisen suunnitelman rakenteiden päätarkoitus ...
Edellinen viesti YUSTECH-yrityksen kaivutyöt.
Seuraava viesti Valmistautuminen hitsaukseen
Hitsien luokitus

Huonolaatuisella hitsauksella saumavirheet näkyvät ajan myötä
Sauma voidaan hitsata eri tavoin suunnitteluominaisuuksien ja käsiteltävän metallin paksuuden perusteella.
On olemassa sellainen hitsien luokitus:
- Ulkonäöltään ne ovat tasaisia (normaaleja), heikentyneitä (koveria) ja vahvistettuja (kuperia).
- Pituuden mukaan - kiinteä (jatkuva, suljettu), epäjatkuva (pisteet, segmentit). Pituuden suhteen saumat on jaettu lyhyisiin (enintään 25 cm), keskipitkiin (26-100 cm) ja pitkiin (yli 101 cm).
- Suorituskyvyssä - vaakasuora (pystysuorissa osissa), pystysuora (vaakasuorissa palkeissa), katto (kun liitos tehdään alhaalta), pohja (elektrodi sauman päällä).
- Tehokkaan voiman mukaan - kylki (akselin suuntaisesti), etuosa (akselin poikki), vino (poikki), yhdistetty (tyyppien yhdistelmä).
- Kerrosten ja läpikulkujen lukumäärän mukaan - yksikerroksinen (yksi kulku) ja monikerroksinen (useita kulkuja).
Lämmitysjärjestelmän asianmukaisella asennuksella kaikki luetellut saumat voidaan suorittaa. Tarvittaessa hitsataan myös putkien sisäpuolelle.
Kaasuhitsauksen algoritmi
Kaasuhitsaustyöt suoritetaan seuraavan algoritmin mukaisesti:
- ensinnäkin teräsosat valmistetaan hitsattavaksi saumaa leikkaamalla;
- sitten he suorittavat hitsaustyöt ja valitsevat sopivimman hitsaussauman tyypin kolmesta nykyisestä - katto, vaaka tai pystysuora;
- tutki sitten huolellisesti päällekkäinen ja jäähdytetty sauma, jotta voidaan tunnistaa heikot kohdat, jotka on keitettävä uudelleen mikrohalkeamien estämiseksi;
- hitsin pinta puhdistetaan.
Kaasuhitsausta voidaan käyttää metalliosien liittämiseen niiden koosta ja muodosta riippumatta. Kaasuhitsauksessa sulatettavien osien reunat sulatetaan, jolle on kerrostettu erityinen täytelanka. Suorituskyky saavutetaan käyttämällä asetyleeniä ja happea sekä todistettua juotetta.
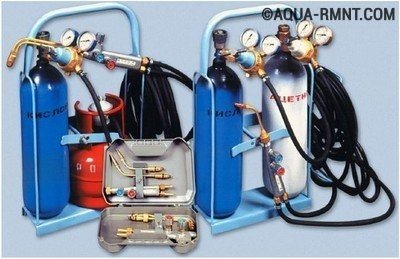
Sarja laitteita ja tarvikkeita kaasuhitsaukseen. Asetyleeni- ja happisylinterit riittävät neljän lämmityspatterin asentamiseen
Sula metalli jäähtyessään luo vahvan ja erittäin luotettavan liitoksen hitsattaviin osiin. Useimmiten kaasuhitsauksella kiinnitetään teräsputket, joiden halkaisija ei ylitä 100 mm. Asiantuntevasti suoritettu lämmityspatterien korvaaminen kaasuhitsauksella vähentää nollaan lämmitysjärjestelmän läpimurron todennäköisyyden hitsatuilla alueilla, koska juotteen fuusiosta johtuva sauma on paljon vahvempi kuin pääputkien materiaali.
Vain ammattimaiset kaasuhitsaajat, joilla on todistus tämän erikoisalan koulutuksesta, saavat asentaa lämmityspatterit kaasuhitsauksella. Hitsaajalla on lisäksi oltava voimassa oleva paloturvalupa. On toivottavaa, että asiantuntijalla on kokemusta (erinomainen, jos monta vuotta) kaasuhitsauksesta.
Kaasuhitsaustyöt suoritetaan haalareissa, erityisissä suojalaseissa, jotka estävät silmiä tarttumasta "pupuihin", kuten kokeneet hitsaajat sanovat. Emme saa unohtaa käsineitä, jotka suojaavat käsien ihoa negatiivisten tekijöiden vaikutuksilta.

Kaasuhitsaimen pakollisiin varusteisiin kuuluvat suojavarusteet, kuten lasit, visiiri ja työkäsineet. Kaikki nämä tuotteet on tarkoitettu kaasuhitsaukseen.
Huomaa, että tällä hetkellä kerrostaloissa on kielletty kaasuhitsaus ilman valtuutettujen elinten lupaa. Tämän säännöksen rikkojille kohdistuu vaikuttava sakko.
Kaasuhitsaimen pakollisiin varusteisiin kuuluvat suojavarusteet, kuten lasit, visiiri ja työkäsineet. Kaikki nämä tuotteet on tarkoitettu kaasuhitsaukseen.
Hitsaussaumojen päätyypit
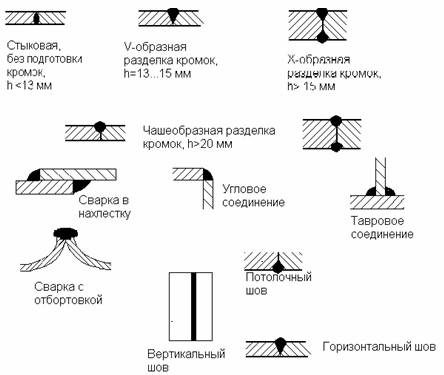
Hitsausliitosten tyypit
Saumat jakautuvat avaruudessa sijainnin mukaan seuraaviin tyyppeihin:
- kulmikas - osat ovat kulmassa;
- T-muotoinen - elementtien pään ja sivun liitäntä;
- pusku - putket on kytketty yhteen tasoon;
- päällekkäin - osat ovat päällekkäin;
- pää - vierekkäin sirpaleiden sivupinnat.
Työn aikana päällikkö valitsee itselleen sopivimman ja osien hitsauksen teknisiä olosuhteita vastaavan menetelmän.
Argonkaarimenetelmä
Kaasuputket on hitsattava TIG (Tungsten Insert Gas) -tekniikalla käyttäen tulenkestäviä volframipohjaisia elektrodeja. Se luo sähkökaaren, jonka vaikutuksesta:
- takaliitoksen reunat ovat sulaneet (työskenneltäessä ohutseinäisten putkien ja valssattujen tuotteiden kohdalla st.10, st.20);
- sula muodostuu kuumentamalla täytelankaa.
Hitsaettaessa pääputkia käytetään tasasuuntaajia tai vaihtosuuntaajia.Suojakaasupilvi muodostuu koko työpinnalle, argoni ionisoidaan päinvastaisessa polaarisuudessa.
Työn ominaisuudet:
- enintään 4 mm: n seinät keitetään ylhäältä alas niin, että sula täyttää tasaisesti liitoksen;
- paksuseinämäiset valssatut tuotteet keitetään parhaiten ala-asennossa tai alhaalta ylöspäin;
- kukin läpivienti alkaa eri pisteestä, jonka päällekkäisyys on enintään 30 mm;
- argonia syötetään ennen kaaren syttymistä, syöttö loppuu, kun yhteyden yläosa on jähmettynyt (vähimmäisaltistus 20 sekuntia);
- korkeaseoksisten ruostumattomien seosten hitsauksessa käytän FP 8-2 -virtausta, suojakaasua syötetään putken sisäpuolelle sauman sisäpinnan suojaamiseksi;
- välirenkaita yli 10 mm seinällä oleville valssatuille tuotteille ei käytetä.
Käyttövirran vahvuus riippuu seoksen kemiallisesta koostumuksesta, valssatun tuotteen paksuudesta. Mahdolliset arvot ovat välillä 150 - 500 A. Virran mukaan valitaan elektrodin halkaisija.