Ennen kuin putken halkaisijaa pienennetään, sinun on tutkittava teoriaa hyvin.Putken halkaisijan pienentäminen kotona voi olla hyödyllistä kaikille, jotka tekevät korjauksia eri laitteisiin omin käsin. Tietenkin, jos joudut vähentämään jotakin järjestelmän osaa, on parasta käyttää erityistä sovitinta ja yksinkertaisesti liittää kaksi halkaisijaltaan erilaista putkea. Jos kuitenkin haluat hankkia kapenevan tai taivutetun putken jo olemassa olevasta, voit turvautua liikkumiseen. Vierintä on tuotteen plastinen muodonmuutos haluttuun muotoon.
Valssauksen ja taivutuksen tyypit
Valssilla voidaan valmistaa putkista tarvittava muotoinen tuote. Tämän menetelmän avulla voit paitsi taivuttaa mistä tahansa metallista valmistettua tuotetta, myös pienentää halkaisijaa.
Putken halkaisijaa on mahdollista pienentää erityislaitteilla.
Putken taipumista ja muodon muuttamista kutsutaan rullaksi. Tämä prosessi sai tämän nimen, koska tähän käytetty työkalu on rullat.
Vierintää käytetään eri tarkoituksiin:
- Eri materiaaleista valmistettujen putkien halkaisijan vähentämiseksi. Joten voit deformoida ohutseinäisiä tuotteita, jotka on valmistettu ruostumattomasta teräksestä, valuraudasta, teräksestä jne.
- Valssaamalla voit taivuttaa tuotetta. Tässä tapauksessa sinun täytyy taivuttaa erityisen mallin mukaan.
- Pidennys ja suoristus. Tätä ei kuitenkaan suositella, koska tuote menettää voimansa.
- Halkaisijan kasvu. Tätä prosessia pidetään kuitenkin eniten aikaa vievänä.
- Erityisen putken taivuttimen avulla voit taivuttaa tuotteen kelaksi omin käsin.
Kaikkia kuvattuja prosesseja käytetään putkituotteiden valmistuksessa ja korjauksessa. Niiden avulla voit jopa tehdä renkaaksi taivutettuja elementtejä koristamaan takorautaportteja.
Putkien luokittelu ehdollisen osan mukaan
Putken nimellishalkaisija on yksi parametreista, joka riippuu suurelta osin terästuotteiden valmistustyypistä.
Yleensä erotellaan neljä putketyyppiä tuotantotekniikasta riippuen:
- 20-500 mm - tällaiset tuotteet valmistetaan kuumavalssaamalla standardin GOST 8732-78 mukaisesti;
- 5-250 mm - samanlaiset arvot määrittelee GOST 8734-75 kylmävalssausmenetelmälle;
- 10-1400 mm - tämä valssattujen putkien ryhmä viittaa hitsattuihin tuotteisiin, joissa on pitkittäisaumat, ja niiden parametrit on määritelty standardissa GOST 10704-91;
- 160–2400 mm ovat hitsattujen teräsputkien, joissa on kierre saumat, kokorajat, jotka on annettu standardissa GOST 8696-74.

Tässä tapauksessa teräsputkirullat ovat 38 vakiokokoa, nimellishalkaisijat vaihtelevat välillä DN 5 - DN 2400. Näihin kuuluu neljä erikoisryhmää, jotka on tarkoitettu hydraulisiin ja pneumaattisiin järjestelmiin.
On huomattava, että putkien nimellishalkaisijan parametrit ilmoitetaan paitsi GOST: ssa standardiluokituksen ja valikoiman ominaisuuksien lisäksi myös viitekirjallisuudessa, erityisissä taulukoissa. Sieltä löydät myös tietoja järjestelmän käyttöpaineen maksimiarvoista, pituus- ja poikittaiskuormituksista sekä muita tietoja, jotka voivat liittyä putkirullan nimellishalkaisijaan ja sen osaan. Katso myös: "Mikä on putkien nimellishalkaisija - standardit ja normit."
Kuvaus prosessin olemuksesta
Vierintä on melko monimutkainen prosessi. Joissakin tapauksissa on kuitenkin täysin mahdollista tehdä se itse. Ohutseinämäistä ruostumatonta terästä ja galvanoituja putkia on erityisen helppo taivuttaa.
Kapenemista voidaan tarvita myös metalliputken rakentamisen aikana. Tätä menetelmää käytetään, kun sinun on kiinnitettävä putki, jonka halkaisija on suurempi, pienempään tuotteeseen.
Itsensä supistumiseen liittyy joitain riskejä. Tosiasia on, että tällaisessa prosessissa putkeen vaikuttaa kaksi vastakkaiseen suuntaan suuntautunutta voimaa. Siksi toimintoja, jotka voidaan suorittaa tällaisilla elementeillä, rajoittavat useat tekijät.

Putken halkaisijaa pienennettäessä on noudatettava turvallisuusmääräyksiä
Mikä on käytetyn paineen rajoitus:
- Ensinnäkin otetaan huomioon materiaalin plastisuus. Mitä enemmän muovia se on, sitä suurempi säde voidaan taivuttaa.
- Sinun on kiinnitettävä huomiota siihen, kuinka paljon ohuempi putken seinä voidaan tehdä tietylle tuotteelle.
- On tarpeen tarkistaa tietyn metallin vetolujuus taivutusta varten. Mitä enemmän muovia materiaali on, sitä korkeampi tämä indikaattori on.
- Säteen rajoittavalla parametrilla, siirtymällä sivuseinästä päähän, on myös merkitystä.
- Sinun on myös kiinnitettävä huomiota itse tuotteen pinnan laatuun.
Jokainen näistä parametreista on otettava huomioon. Jokaiselle seinämän paksuudelle ja jokaiselle erityiselle halkaisijalle se on erilainen.
Kun pienennät putkea kotona, sinun on tarkasteltava sitä, että metalliin ei muodostu suuri määrä taitoksia. Ne vähentävät voimaa.
Pienennä PVC-putken halkaisijaa
Lämmitysjärjestelmää suunniteltaessa ja asennettaessa syntyy aina kysymys - mikä putken halkaisija valita. Halkaisijan ja siten putkien läpäisykyvyn valinta on tärkeää, koska on tarpeen varmistaa jäähdytysnesteen nopeus alueella 0,4 - 0,6 metriä sekunnissa, jota asiantuntijat suosittelevat. Tässä tapauksessa tarvittava määrä energiaa (jäähdytysnesteen määrä) on syötettävä pattereihin.
Tiedetään, että jos nopeus on alle 0,2 m / s, ilman ruuhka pysähtyy. Yli 0,7 m / s nopeutta ei pidä tehdä energiansäästön vuoksi, koska nesteen liikkumisen vastus muuttuu merkittäväksi (se on suoraan verrannollinen nopeuden neliöön), lisäksi tämä on melun syntymisen alaraja putkijohdoissa, joiden halkaisija on pieni.
Minkä tyyppinen putkisto valitaan
Nykyään polypropyleeniputkistoja valitaan yhä enemmän lämmitykseen, ja vaikka niillä on haittoja, koska niillä on vaikeuksia varmistaa liitosten laatu ja huomattava lämpölaajeneminen, mutta ne ovat erittäin halpoja ja helppo asentaa, ja nämä ovat usein ratkaisevia tekijöitä.
Mitä putkia tulisi käyttää lämmitysjärjestelmässä? Polypropeeniputket on jaettu useisiin tyyppeihin, joilla on omat tekniset ominaisuutensa, ja ne on suunniteltu erilaisiin olosuhteisiin. Sopii PN25 (PN30) -luokkiin, jotka kestävät 2,5 atm: n käyttöpaineen jopa 120 asteen nesteen lämpötilassa. KANSSA.
Seinämän paksuudet ilmoitetaan taulukoissa. Lämmitykseen käytetään nyt polypropeenista valmistettuja putkia, jotka on vahvistettu alumiinikalvolla tai lasikuitulla. Vahvistus estää materiaalin merkittävän laajenemisen kuumennettaessa.
Monet asiantuntijat suosivat putkia, joissa on sisäinen lasikuituvahviste. Tällaisesta putkilinjasta on viime aikoina tullut eniten käytetty yksityisissä lämmitysjärjestelmissä.
Lämmitysputken halkaisijan valinta
Putkia on saatavana halkaisijaltaan vakiona, josta sinun on tehtävä valinta. Talon lämmitykseen käytettävien putken halkaisijoiden valinnalle on kehitetty tyypillisiä ratkaisuja, joiden avulla 99%: ssa tapauksista voit valita optimaalisen oikean halkaisijan ilman hydraulista laskentaa.
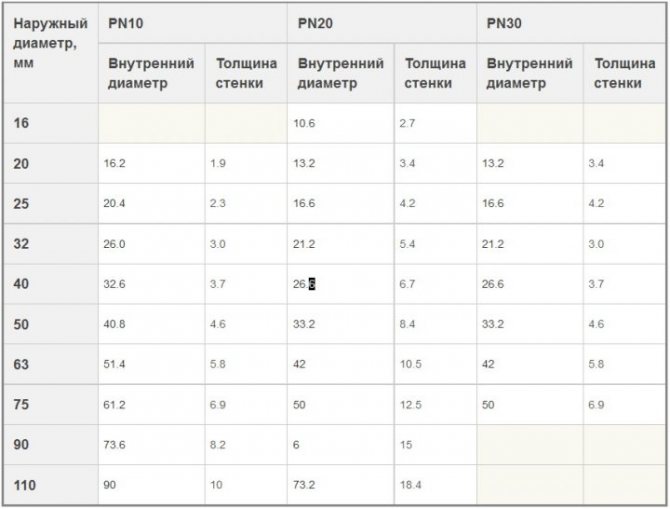
Polypropeeniputkien ulkohalkaisijat ovat vakiona 16, 20, 25, 32, 40 mm. Näitä arvoja vastaavan luokan РN25 putkien sisähalkaisija on vastaavasti 10,6, 13,2, 16,6, 21,2, 26,6 mm.
Yksityiskohtaisemmat tiedot polypropeeniputkien ulkohalkaisijoista, sisähalkaisijoista ja seinämän paksuudesta annetaan taulukossa.
Mitkä halkaisijat liitetään
Meidän on varmistettava tarvittavan lämpötehon syöttö, joka riippuu suoraan syötetyn jäähdytysnesteen määrästä, mutta nesteen liikkumisnopeuden tulisi pysyä määritellyissä rajoissa 0,3 - 0,7 m / s
Sitten on tällainen liitosten vastaavuus (polypropeeniputkille on ilmoitettu ulkohalkaisija):
- 16 mm - yhden tai kahden patterin liittämiseen;
- 20 mm - yhden patterin tai pienen patteriryhmän liittämiseen ("normaalin" tehon lämpöpatterit 1-2 kW, suurin kytketty teho - 7 kW, patterien lukumäärä enintään 5 kpl);
- 25 mm - yhden siiven patteriryhmän (yleensä enintään 8 kpl, teho jopa 11 kW) liittämiseen (umpikujaan kytketyn kaavion varsi);
- 32 mm - yhden kerroksen tai koko talon liittämiseen lämpötehosta riippuen (yleensä jopa 12 patteria, vastaavasti lämpöteho on enintään 19 kW);
- 40 mm - yhden talon päälinjalle, jos sellainen on (20 patteria - enintään 30 kW).
Manuaalinen taivutus ruostumatonta terästä
Joten nyt voit puhua suoraan kapenemisprosessista. Tämä voidaan tehdä joko tehtaalla erikoistyökalulla tai kotona improvisoiduilla keinoilla.
Voit käyttää vasaraa. Tätä menetelmää ei kuitenkaan voida pitää optimaalisena, koska tässä tapauksessa putki voi vääntyä voimakkaasti. Lisäksi pienennetty osa osoittautuu epätasaiseksi, mikä vaikuttaa negatiivisesti lujuuteen.
Paras tapa on käyttää erikoispihtejä. Niitä voi ostaa erikoisliikkeestä, mutta ne eivät ole halpoja. Voit tehdä työkalun omin käsin. Tätä varten sinun on otettava putkiavain, voit käyttää jopa vanhaa kulunutta tuotetta. Sieltä sinun on poistettava sieni liikkuvasta varresta ja tämän sienen sijasta sinun on asennettava insertti puolirenkaan alle. Seuraavaksi tehdään vaaditun säteen puolirengas, joka asennetaan liikkuvaan varteen. Jos haluat jatkaa putkien kiinnittämistä, voit tehdä useita halkaisijaltaan erilaisia renkaita. Tämä lisää tuotteiden monipuolisuutta.
Erikoispihtien käyttö:
- Ota pihdit, joiden leuka on vähintään puolet holkin halkaisijasta. Tartu ulkohalkaisijaan kurkulla.
- Tuo pihtien mutteri lähelle laitteen talutushihnaa.
- Liikkuva varsi voidaan nyt kääntää. Tee tämä, kunnes se sulkee kokonaan toisen puoliskon.
- Sitten, yritä puristaa molempia vipuja ja kääntää avainta 30 astetta.
- Kaikki nämä vaiheet on toistettava, kunnes putki saavuttaa halutun halkaisijan.

Ennen kuin taivutat ruostumatonta terästä, sinun on ensin perehdyttävä asiantuntijoiden suosituksiin
Tällä tavalla voit antaa tarvittavan koon. On syytä määrätä etukäteen, että tämä työ vaatii fyysistä voimaa.
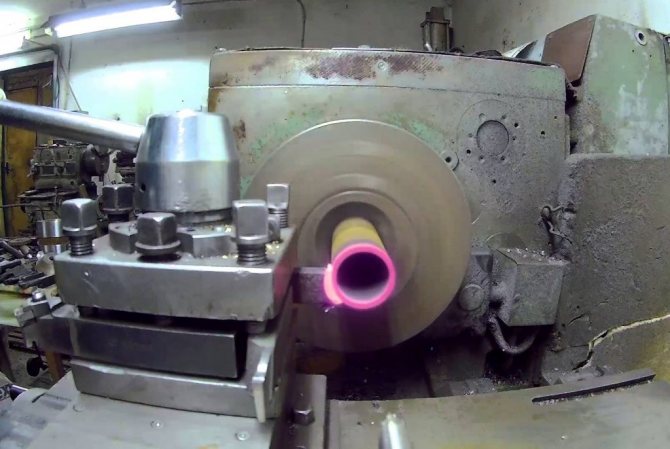
Sorvin käyttäminen
Helpoin tapa kapea putki on erikoiskone. Tämän prosessin voi suorittaa jopa henkilö, jolla ei ole suurta fyysistä voimaa. Todellakin, tässä tapauksessa suurin osa työstä suoritetaan tekniikalla.
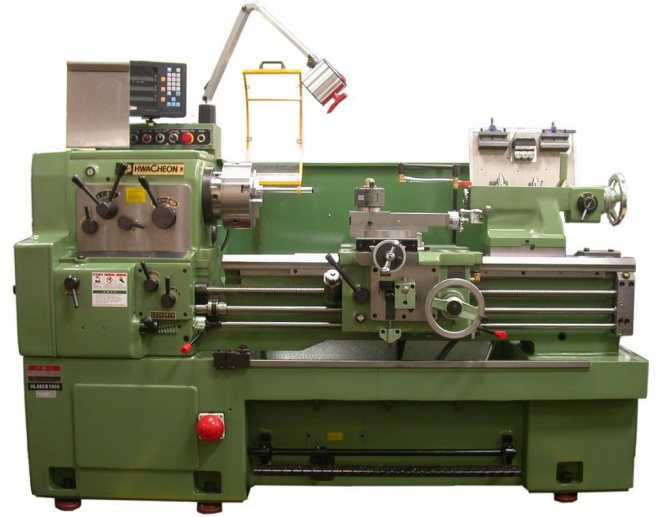
Sorvin käyttämiseksi sinulla on oltava tietyt taidot.
Metalliputkea ei voida taivuttaa mallin mukaan. Tällainen laite on hyödyllinen, kun halutun muodon annetaan paksulle langalle. Lanka voidaan taivuttaa myös manuaalisesti.
Jaksotus:
- Putki on kiinnitettävä instrumentin pidikkeeseen. On tärkeää laskea työkappaleen upotussyvyys. Kahvan iskun on vastattava sokkoaukon paikkaa.
- Kun käynnistät koneen, sinun on tuotava kahva putkeen. Napsauta sitten työkappaletta ja silmukka alkaa.
- Materiaali alkaa lämmetä. Tämä vähentää voimaa, mutta lisää materiaalin sitkeyttä.
- Kahvan on oltava vähintään 180 astetta. Työkalunpitimien tulisi olla suosituimmat reikäkoot.
Prosessin aikana tuote lämpenee ja materiaalista tulee taipuisa. Tämän ansiosta työkappaleen halkaisija voidaan helposti vähentää vaadittuihin arvoihin. Putken puristaminen omin käsin on vaikeaa, mutta mahdollista. Tätä varten sinun on valmistettava erityinen laite ja opittava käyttämään sitä oikein.