Juotosvirta kupariputkille

Harvat ihmiset tietävät, mitä juottovirtaus tarkoittaa. Flux on kemiallisista alkuaineista koostuva aine, joka auttaa juotetta täyttämään paremmin liitostilan. Lisäksi yksi virtauksen tehtävistä on poistaa lika ja tuotteet hapetusprosessista, kuten boori- ja suolahapot. Kaiken lisäksi se muodostaa suojakerroksen ilman happea vastaan... Nämä ominaisuudet huomioon ottaen on tarpeen valita liitettävien metallituotteiden tyypit ja aineet, jotka täyttävät liitosraon, sekä pitää lämpötilanlämmittimen osoittimet hallinnassa.
Vuon tyypit
- Ensimmäiseen kemiallisen avustajan tyyppiin kuuluu aineita, jotka tekevät erinomaisen työn korroosion estämisessä. Tämä sideaine koostuu pääasiassa aineista, jotka liuottavat nestettä, ja elementistä, kuten fosforista. Keskinäisen työn tuloksena muodostuu kiinteä yhdistävä aine. Tätä tyyppiä käytettäessä tarve käyttää aineita, jotka on suunniteltu puhdistettavaksi juotosprosessin jälkeen, katoaa. Se on erittäin kannattava eikä ollenkaan hankala.
- Toinen virtauksen tyyppi on aine, joka koostuu salisyylihaposta, joka liukenee täydellisesti orgaanisiin liuottimiin. Tämän yhdisteaineen komponentin lisäksi vaseliini, alkoholi ja kultajohdannaiset voivat toimia myös perustana. Jos käytät tämän tyyppistä fluxia käytössä, voit saavuttaa erinomaisen tuloksen saumojen suhteen, puhtauden lisäksi ne saavat siistin ulkonäön.
- Kolmas pehmeän liittimen tyyppi on hartsi ja natriumboorihappo. Natriumsuola alkaa sulaa lämpötiloissa, jotka vaihtelevat 70 celsiusasteesta. On kiinnitettävä erityistä huomiota siihen, että tämä aine ja sen sulamistuotteet eivät ole haitallisia ihmisten elämälle ja terveydelle. Voit luoda yhdistäviä aineita itse sekoittamalla kaikki komponentit yhdeksi kokonaisuudeksi.
Uppokaaren kuparijuotos
Mitä eroa on juottamisen välillä?
Ensin on ymmärrettävä sen erot perinteiseen kaarijuotokseen. Joten verrattuna käsihitsaukseen, juoksuputkisto tulee tehokkaammaksi. Takaiskun taso nousee noin 4-5 kertaa... Ja tämä on ymmärrettävää, koska sähkövirta kulkee elektrodilangan läpi vain sen ulostulossa. Siksi vuon käyttö kuparin hitsausprosessissa mahdollistaa suuremman tiheyden virran käytön. Sinun ei tarvitse edes huolehtia siitä, että elektrodi altistuu pitkäaikaiselle korkeille lämpötiloille, mikä johtaa pinnoitemateriaalin irtoamiseen.

Juotosmateriaalit kupariputkille
Lisäksi suurten virtojen käyttöprosessissa metallituotteen sulamissyvyys nousee riittävän korkeaksi. Jopa tämän vuoksi juotosprosessi voidaan suorittaa leikkaamatta paksunnettua reunaa. On kiitettävä siitä, että metallin korkean suojan tarjoaminen sulassa tilassa kosketukselle ilmavirtausten, metallisaumojen ja liitosten kanssa on korkealaatuista.
Juotos kupari putket omin käsin
Vähimmäismäärä vieraita sulkeumia saavutetaan ilman huokosia metallisaumoissa. Tälle on selitys, metallikiteiden muodostumisnopeus kasvaa, koska kuonamuodostumia on läsnä liitossaumojen päällysteessä.
Pehmeiden liittimien käytön haittana on, että sulasta metallista tulee mahdollisimman nestemäinen ja juokseva.
Ennen kuin ostat kuparituotteiden vuon, kiinnitä huomiota sen erityispiirteisiin. Ensinnäkin oksidikalvon muodostumisen välttämiseksi on tarpeen suorittaa joitain toimenpiteitä:
- Pidä pehmeän liittimen ja juotteen lämpötila-indikaattoreiden rajat jatkuvasti hallinnassa, on varmistettava, että ne ovat samat. Kun valitset vuon, keskity sen suorituskykyyn juotostyypistä riippuen.
- Siinä tapauksessa, että saavutetaan ihanteellinen lämpötilaindikaattoreiden sattuma, on mahdollista käyttää sitä laitteena lämpötilamuutosten mittaamiseen juotosprosessin aikana. Siksi elementtien ylikuumeneminen juottamisen aikana on mahdotonta.
Nykyään myynnissä on kuivia, tahnaisia ja nestemäisiä suluja. Useimmissa tapauksissa nestemäisessä tilassa olevat liittimet löytävät käytön nestemäisessä juotosprosessissa. Kuivavirtaus on hankalaa käyttää. Kuparituotteiden tahnamainen juoksutus on melko kätevää, koska se ei vaadi viivytystä sen soveltamisessa. Erityistä huomiota olisi kiinnitettävä vuon laatuun saadaksemme korkealaatuisen tuloksen tehdystä työstä.

Laatu voidaan määrittää seuraavilla ominaisuuksilla:
- juottamisen jälkeen pinta on täysin peitetty sillä;
- sillä on viskoosi pohja ja suuri tiheys, mikä varmistaa juotteen saatavuuden määränpäähän;
- suojaa kalvon muodostumiselta, puhdistaa sen laadullisesti siitä;
- sillä on homogeeninen kemikaalien koostumus;
- sen avulla kaikki saumat näkyvät juottamisen aikana;
- sitä käytettäessä mahdollisuus työskennellä pystyasennossa vapautuu;
- hyvin irrotettava lika.
Laadukkaan tuotteen saavuttamiseksi on välttämätöntä päästä eroon juotosprosessin jälkeen tähän tarkoitettujen liuottimien avulla.
Erilaisia yhteyksiä
Matalan lämpötilan osien juottaminen
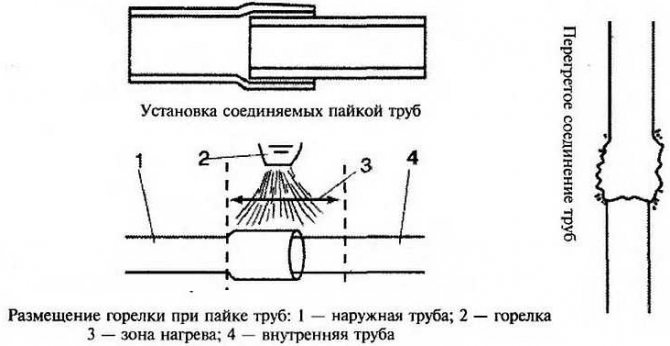
Tätä kupariputkien juotostekniikkaa käytetään lämmitys-, vesihuolto- ja muiden vastaavien järjestelmien käyttöverkkojen asennuksessa, joissa kuljetettavan nesteen lämpötila ei ylitä + 130 astetta. Tällöin kaasupolttimen liekki lämmittää tuotetta korkeintaan + 450 astetta ja osan koko on 6-108 mm (katso myös artikkeli "Polypropeeniputkien liitososat: tyypit ja niiden tekninen kuvaus") .
Juotteena matalalämpötilassa juottamiseen käytetään erilaisia pehmeitä metalleja: lyijy, tina ja niin edelleen. Siitä lähtien tätä menetelmää kutsutaan "pehmeäksi juotokseksi". Sauman leveys voi liittimien koosta riippuen olla 7-50 mm.
Kyseinen liitäntä on hyvin yleinen asennettaessa erilaisia LVI-järjestelmiä.
Tämä johtuu seuraavista tekijöistä:
- matalalämpötilassa juottamalla kupari ei hehkuta (mikä vaikuttaa putkilinjan lujuuteen);
- työn suorittaminen on vähemmän työlästä ja turvallisempaa;
- koskee vain vesiliikennejärjestelmien valmistusta;
- ei voida käyttää kaasuputkien liittämiseen.
Alhaisessa lämpötilassa juottaminen käyttää tinaa tai lyijyä juotteena
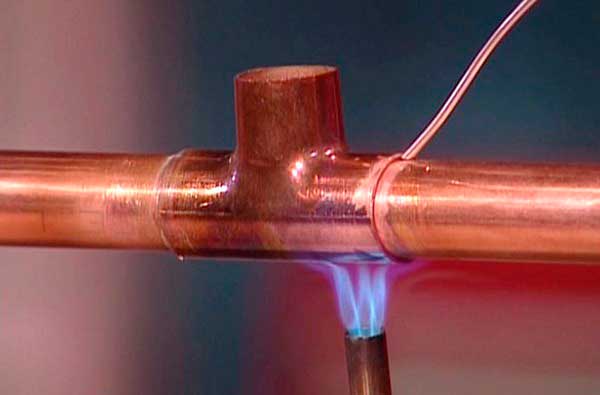
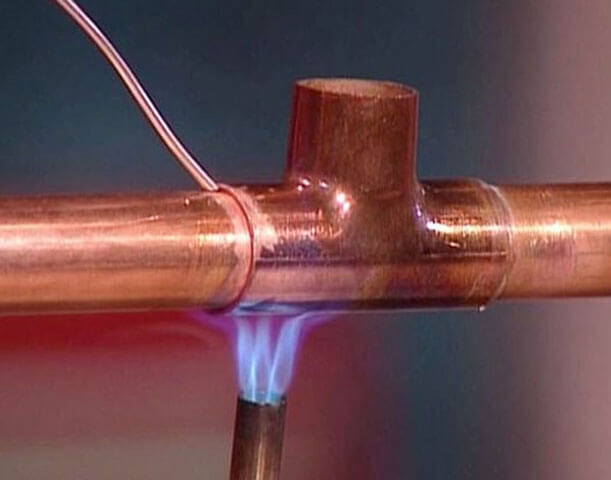
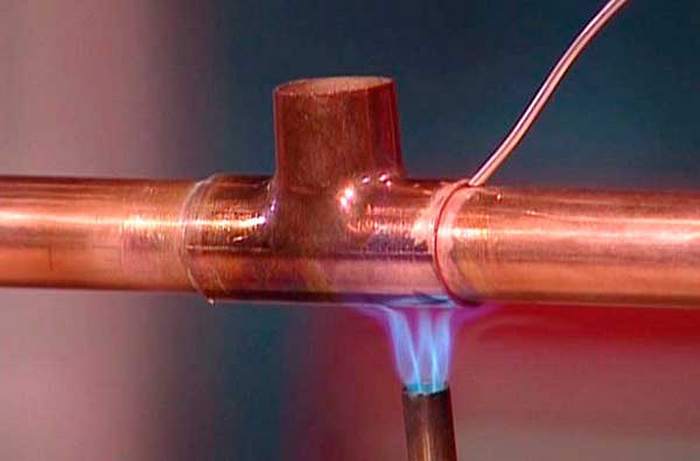
Osien korkeassa lämpötilassa juottaminen
Tässä tapauksessa kupariputkien juotto suoritetaan liekin lämpötilassa, joka ylittää + 450 astetta.
Tässä käytetään juotetta, joka perustuu seuraaviin metalleihin:
- kupari;
- hopea;
- muut seokset kovempia kuin tinaa.
Tämän tekniikan käyttö mahdollistaa pysyvän yhteyden muodostamisen lisääntyneellä lujuudella ja kestää paljon korkeamman kuljetettavan väliaineen lämpötilan.
Toinen yhteyden nimi on "kova juotto".

Kuvassa näkyy korkean lämpötilan juotto
Juotoskupariputkia käytetään seuraavissa tapauksissa:
- yli 28 mm: n osien liitäntä;
- nesteiden kuljetukseen tarkoitettujen osien telakointi, joiden lämpötila on yli 130 astetta;
- lämmitysjärjestelmien valmistus (tämän liitäntätavan avulla voit haarautua olemassa olevasta tekniikan verkosta heikentämättä jälkimmäisen teknisiä ominaisuuksia).
- kiinteän juotoksen käyttö annetaan kaasuputkijärjestelmien asennusohjeissa.
Merkintä! Korkean lämpötilan juottamisen aikana kupari hehkutetaan, minkä seurauksena putki menettää lujuutensa. Tämän ilmiön minimoimiseksi on välttämätöntä, että liitos jäähtyy luonnollisesti, ja lämmityksen tulisi olla mahdollisimman vähän juottamisen aikana.
Osien kylmäliitos
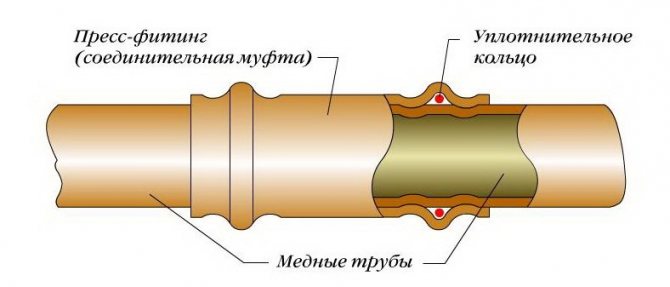
On myös juotettava kupariputkiliitäntä. Tätä varten käytetään erityisiä puristuskytkimiä, joiden rakenne on samanlainen kuin samanlaiset tuotteet, joita käytetään työskenneltäessä polymeeriosien kanssa.
Ulkopuolella kylmäliitos on samanlainen kuin juotosliitin. Entinen on kuitenkin varustettu erityisistä polymeereistä valmistetuilla kumitiivisteillä.
Lisäksi on irrotettava kupariputkien liitäntä. Tätä varten käytetään holkkiliitosta.
Ne on jaettu kahteen tyyppiin:
- kovien ja keskikovien osien liittämiseen;
- pehmeiden ja puolikovien tuotteiden liittämiseen.

Puristusliittimiä voidaan käyttää kylmiin liitäntöihin.
Liimat kupariputkien pehmeään juottamiseen Moskovassa
"Online-konsultti" on saatavana myyjän verkkosivustolla. Siirry sivustolle napsauttamalla "Kauppaan"
Yhden napsautuksen tilaus on saatavana myyjän verkkosivustolta. Siirry sivustolle napsauttamalla "Kauppaan"
"Online-konsultti" on saatavana myyjän verkkosivustolla. Siirry sivustolle napsauttamalla "Kauppaan"
Yhden napsautuksen tilaus on saatavana myyjän verkkosivustolta. Siirry sivustolle napsauttamalla "Kauppaan"
Ilmainen numero 8-800 on saatavana myyjän verkkosivustolla. Siirry sivustolle napsauttamalla "Kauppaan"
"Online-konsultti" on saatavana myyjän verkkosivustolla. Siirry sivustolle napsauttamalla "Kauppaan"
Millainen juote kupariputkien juottamiseen on parempi käyttää, materiaalien tyypit ja ominaisuudet
Kupariputkituotteita käytetään monilla teollisuudenaloilla. Siitä valmistettujen putkistojen kautta kuljetetaan kaasua, öljytuotteita, vettä ja muita väliaineita. Linjojen asennuksessa juotetta käytetään kupariputkien hitsaamiseen.

Tällaisten putkilinjojen käyttöolosuhteet voivat olla erilaiset - ne vaikuttavat juotetyypin valintaan rakenteellisten elementtien liittämistä varten.
Mitä on juotto ja juotto?
Juote on seosta tai metallia, jota käytetään yksittäisten metalliosien liittämiseen yhden järjestelmän varustamiseksi. Tekniikkaa kahden osan liittämisestä yksiosaiseksi rakenteeksi kutsutaan yleensä juottamiseksi.
Koska juotteita käytetään monilla teollisuudenaloilla, niitä valmistetaan eri muodoissa - tämä voi olla lanka, tangot, folio jne. Kupariputkien juottamisen juotteen kemiallinen koostumus riippuu suoraan sulamislämpötilasta, käytettyjen elementtien tyypistä, niiden parametreista ja muista vivahteista.

Juotteen perustana ovat seuraavat kemialliset alkuaineet:
Juotteen sulamislämpötilan tulisi olla matalampi kuin niiden metallien kohdalla, joista valmistetaan päistetyt osat, jotka ovat hieman lämmitettyjä juotosprosessin aikana eivätkä voi deformoitua. Juottamista pidetään kannattavampana liitäntämenetelmänä hitsaukseen verrattuna.

Sulamispisteen mukaiset kiinnikkeet ovat monenlaisia:
- Sulava - 150-450 astetta.
- Keskitasoinen sulaminen - korkeintaan 1100 astetta.
- Korkea sulamispiste - jopa 1850 astetta.
Ensimmäistä juotostyyppiä käytetään pehmeään juottamiseen ja toista ja kolmatta kovaan juottamiseen.
Mitä sinun on juotettava kupariputket? Tuotteita liitettäessä tarvitaan juottamisen lisäksi juoksutus. Liimatut pinnat on suojattava hapettumiselta.Jotta yhteys olisi vahva, sinun on valittava oikea juote ja juoksutus. Juotteiden käytön tarkoituksena on saada luotettava sauma. Usein on mahdotonta tehdä ilman sitä liitettäessä putkia eri tarkoituksiin, mukaan lukien kuparituotteet.
Mitä sinun on juotettava kupari
Mitään kalliita kuparijuotoslaitteita tai erityisiä tarvikkeita ei tarvita, kaikki on hyvin yksinkertaista.
Juottaaksesi kupariputket kotikäyttöön, tarvitset seuraavaa:
- Lämmityselementti kaasupolttimen muodossa juotteen lämmittämiseksi ja sulattamiseksi. Yleisimmin käytetty propaanikaasu on säännelty paine. Voit käyttää tehokkaampaa juotinta tai hiustenkuivaajaa, jolla on kohtuullinen teho.
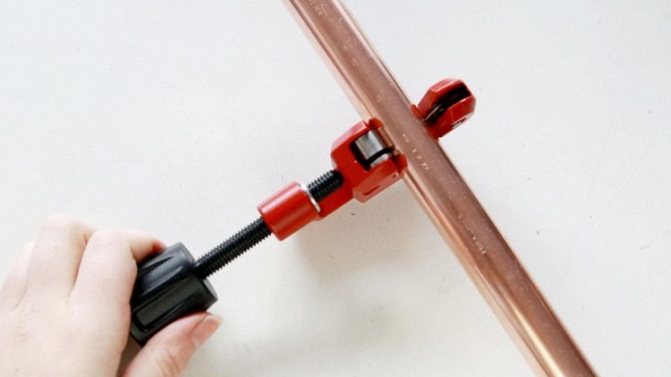
- Erityinen leikkuri kuparituotteille. Kupari on erittäin pehmeää metallia, joten sinun on leikattava se hellästi seinien murskaamisen vaaran vuoksi. Tällaisia leikkureita kutsutaan putkileikkureiksi, ne ovat valtavasti erilaisia - jokaiseen makuun. Markkinoilla on laaja valikoima malleja, mukaan lukien laitteet leikkaamiseen kaikkein esteettömimmissä paikoissa.
- Juotosliittimet, jos odottamattomien letkujen taipumia odotetaan.
- Putkilaajennin on myös erityinen laite kupariputken halkaisijan suurentamiseksi ennen lämmitystä tarvittaessa. Tämä mahdollisuus on erittäin tärkeä, kun yhdistetään tuotteita, joiden mitat ovat kooltaan hieman erilaiset.
- Ns. "Viisto laite" on laite, jossa nimi puhuu puolestaan. Kyse on viistämisestä putkien päädystä. Tosiasia on, että leikkaamisen jälkeen päihin voi muodostua metallisia purseita. Ne eivät ole ollenkaan vaarattomia, mutta päinvastoin, ne eivät salli muodostaa vahvaa ja kaunista takapuolen liitosta. Bevellerit ovat kahta tyyppiä: kynän muotoiset tai pyöreät. Pyöreät ovat edullisia ja helpompia käyttää: niitä voidaan käyttää purseiden poistamiseen pehmeistä kuparituotteista, joiden halkaisija on enintään 36 mm.
- Teräsharjaksiset harjat ja harjat kupariosien valmistamiseksi: lian ja oksidikalvon poistamiseksi.
- Kulutusmateriaali itse juotteelle. Kupariputkien juotinkannattimet voivat olla kahdentyyppisiä lankoja: kuparilanka, jolla on korkea sulamispiste ja joka sisältää pienen osan 6% fosforia. Toinen vaihtoehto on tinalanka, jonka sulamispiste on paljon alhaisempi - noin 350 ° C.
- Tahnat ja erityiset juoksuseokset metallin suojaamiseksi ilmakuplien muodossa olevien vikojen muodostumiselta ja paremmalta tarttuvuudelta osien kuparin ja juotteen välillä.

Muita asioita kupariputkien juotostyökaluissa ovat epäspesifiset työkalut:
- mittanauha tai mittanauha;
- rakennuksen taso;
- merkki ja harja;
- vasara.
Ennen putken juottamisen aloittamista on tarpeen ratkaista perusteknologinen kysymys: millainen juote juotetaan? Kuparilankainen kova juote, jota käytetään yleisemmin ilmastointilaitteissa ja jääkaapeissa?
Tai käytä tinajohtoa, joka toimii hyvin lämmitysputkien tai putkistojen kanssa?
Juotoskupariputket
Koska kupari on heikosti altis syövyttäville prosesseille, se on helppo juottaa. Tina, hopea, muut seokset ja metallit ovat parhaiten kosketuksissa sen kanssa telakointiprosessin aikana.
Kapillaarijuotinta käytetään kuparituotteiden liittämiseen. Se perustuu tartunnan takia olevan nesteen kykyyn liikkua kapeita kanavia pitkin, myös painovoiman suuntaa vasten. Kapillaarisuusilmiöstä johtuen juote pystyy täyttämään aukot tasaisesti putkien sijainnista riippumatta.
Tässä tapauksessa juotosprosessi voi tapahtua käyttämällä kevyitä, keskipitkällä ja korkealla sulavia seoksia. Ensimmäisestä tyypistä johtuen suoritetaan matalalämpötilainen juotto ja kaksi muuta - korkeassa lämpötilassa.Juotoksen valinta perustuu olosuhteisiin, joissa loppuputkea käytetään.
Matalasti sulava tyyppi, jota kutsutaan myös pehmeäksi juotokseksi kupariputkien juottamiseen, sisältää tinan ja sen seokset: tina-kupari, tina-hopea, tina-kupari-hopea. Alustat, joiden pääkomponentti on lyijy, kuuluvat samaan tyyppiin, mutta ne ovat myrkyllisiä, eikä niitä siksi voida käyttää putkistojen asennuksessa juomaveden toimittamiseen.
Juotostekniikka kupariputkille
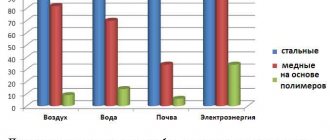
Kupariputkia käytetään erilaisten viestintöjen asentamiseen: vesiputket, lämmitysjärjestelmät ja kaasuputket. Niillä on useita etuja, kuten:
- ovat kestäviä korroosion tuhoisille vaikutuksille;
- kupariputkien pinta on melko sileä;
- vastustuskykyinen ultraviolettisäteilylle;
- on korkea lämmönjohtavuuskerroin;
- pystyy kestämään korkeita lämpötiloja;
- on hyvä voima;
- kupariputken käyttöikä on jopa 50 vuotta.
Merkintä! Tällaisen putkilinjan suurin haittapuoli on sen suhteellisen korkea hinta, mutta kuparimateriaali on edelleen suosittua, koska se on erittäin luotettava ja kestävä.
Juotos käytetään kuparirakenteen yksittäisten osien liittämiseen. Sen lajikkeet ovat seuraavat:
- korkean lämpötilan juotto;
- matalan lämpötilan juotto.
Korkean lämpötilan juottovaihtoehtoa käytetään lisäämään lujuuden omaavaa liitosta. Matalalämpötilajuotosta käytetään kaikissa muissa tapauksissa.
Kuinka valita juote
Huolimatta siitä, että pehmeitä juotoksia ei pidetä riittävän vahvina, kapillaarihitsausta käytettäessä voidaan saada korkealaatuinen saniteettirakenne. Matalasti sulavia juotoksia käytetään kupariputkituotteiden liittämiseen halkaisijaltaan 6-180 millimetriä. Ne ovat edullisia, koska ne toimivat matalissa lämpötiloissa. Tosiasia on, että kupari voi menettää voimaa korkeissa lämpötiloissa.
Kaikki juotokset, jotka kuuluvat keskitason ja korkean sulamisen tyyppiin, ovat kiinteitä. Kuparituotteiden korkeassa lämpötilassa juottamiseen käytetään kupariin, hopeaan ja muihin metalleihin perustuvia juotteita. Niiden ansiosta saadaan sauma, joka on kestävä ja kestää korkeita paineita ja korkeita lämpötiloja.

Niistä kysytyimmät:
- kupari-fosfori;
- kupari-hopea-fosfori;
- hopea.
Jälkimmäisessä tapauksessa ei tarvita vain juotetta, vaan myös juoksutahnaa kupariputkien juottamiseen.
Prosessin ydin
Tällä tavalla luotu putkilinja, joka johtuu kupariputkien käytöstä asennuksen aikana, erottuu suuresta luotettavuudesta ja poikkeuksellisesta kestävyydestä. Tietysti tällaisella järjestelmällä on melko korkeat kustannukset, mutta se on täysin perusteltu sen ainutlaatuisilla ominaisuuksilla. Mikä on tärkeää, kupariputkia voidaan käyttää sekä vesi- että lämmitysjärjestelmissä. Ja itse asiassa, ja toisessa tapauksessa, ne osoittavat korkeimman luotettavuuden ja kestävyyden.
Yksinkertaisin ja luotettavin tapa asentaa tällaiset järjestelmät on kupariputkien hauduttaminen. Tätä liitäntätekniikkaa on käytetty pitkään, se on hyvin tutkittu eikä aiheuta erityisiä ongelmia käytännön toteutuksessa. Tämän menetelmän ydin on, että liitettävien osien välinen liitos täytetään erityisellä yhdisteellä, jota kutsutaan juotteeksi. Jotta kupariputkien juottamiseen tarkoitettu juote pääsee osien väliseen liitokseen ja täyttää sen, se sulatetaan korkean lämpötilan vaikutuksesta. Sen jälkeen kun juotoksen lämmitys on loppunut ja se on jo täyttänyt tulevan sauman, se jähmettyy muodostaen luotettavan, suljetun ja kestävän yhteyden.
Kuparin juottaminen on kätevää myös siinä, että tarvittaessa putkilinjan liitetyt elementit voidaan aina irrottaa helposti.Tätä varten riittää lämmittää liitos, jotta juote olisi pehmeä ja taipuisa.

Kupariputkien juotto
Eri tyyppisten juotteiden hyvät ja huonot puolet
Juotosmetalliseosten tärkeä etu liittyy suoraan saatujen saumojen lujuuteen ja niiden kestävyyteen korkeita lämpötiloja vastaan. Korkea lämpötilassa juottamalla kupariputket, joiden halkaisija on 6-159 millimetriä, liitetään. Veden syöttöjohtoja asennettaessa tämän tyyppisen juotoksen yhdistämien putkituotteiden poikkileikkaus ei saa olla pienempi kuin 28 millimetriä.

Kuten käytäntö osoittaa, kupariputkien liittämiseen tarkoitetuista pehmeistä juotoksista tina-kupari on suosituin, ja kovien juotteiden joukossa käytetään usein kuparifosforia. Eri yrityksillä on erilainen valmistustekniikka ja komponenttien prosenttiosuus.
Ennen kuin aloitat kupariputken rakentamisen, varmista, että pinnalla ei ole vikoja, joita voi usein esiintyä putkia leikattaessa. Saumojen luotettavuus riippuu suurelta osin työprosessissa käytettyjen tuotteiden puhtaudesta. Tuotteille, joiden halkaisija on 6-108 millimetriä, liitoksen leveys voi olla 7-50 millimetriä.
Kaasuliesi

Kupariputkien juotostamiseksi sinun on valmisteltava sopiva polttimen tyyppi. Ne on jaettu useisiin tyyppeihin:
- Kertakäyttöisellä sylinterillä varustettu laite kotitalouskäyttöön;
- Poltin asennetulla kiinteällä sylinterillä;
- Oksiasetyleenipoltin, joka soveltuu kupariputkien juottamiseen. Hän on löydettävä työn suorittamiseksi.
Puolestaan juotteen sulattamiseen ja kuparin juottamiseen tarkoitettu poltin voi vaihdella teholla. Sinun on valittava sen mukaan, millaista juotetta työskentelet (pehmeä tai kova).
- Pehmeä juottaminen, voit ottaa pienitehoisen puoliammattilaisen polttimen kuumailmapuhaltimella. Tällainen työkalu kehittää lämpötiloja jopa 650 astetta liekin polttamisen aikana. Tällaisen laitteen erottuva piirre on, että tässä on mahdollista säätää liekinsyötön lämpötilaa, ja samalla se pysyy ennalta vakaana.
- Vesijohtojärjestelmän kupariputkien juotto voidaan suorittaa vain ammattimaisilla polttimilla.
Kuparin juottovirta
Kupari on tunnustettu luotettavimmaksi metallituotteeksi ja sitä käytetään monilla teollisuudenaloilla. Samalla kuparin toiminnalla on ilmeisiä haittoja huolimatta korkeista mekaanisista ja teknisistä ominaisuuksista ja kuparin juottamisvirta auttaa poistamaan saman kuparisen LVI-järjestelmän toimintahäiriöongelmat. Pastan käyttäminen kuparin juottamiseen on suojakalvon muodostaminen ympäristövaikutuksia, erityisesti happea vastaan.

Kuparin juottamisen ominaisuudet virtauksella
Monissa Länsi-Euroopan maissa kupariputkia on pitkään käytetty vesihuolto- ja lämmitysjärjestelmien pääkomponenteina. Kupariputken vaurioituminen on epämiellyttävä asia, mutta kuparijohtimien juottaminen voi auttaa pääsemään eroon toimintahäiriön perimmäisestä syystä. Yritetään selvittää, minkä tyyppisiä vuoja käytännössä on saatavilla:
- Kuparin juotosvirtausryhmän ensimmäinen ja pääluokka sisältää komponentit, jotka selviävät täydellisesti korroosion ilmenemisestä. Tähän ryhmään kuuluvat kaikki komponentit, jotka liukenevat nesteeseen sekä fosforiin. Tämän seurauksena muodostuu kokonainen aine, joka viime kädessä tarjoaa poikkeuksen tuotteen pinnan puhdistamista koskeviin sääntöihin juotosprosessin jälkeen. Useimmissa tapauksissa tämä kuparijuotevuo on halvempi ja kustannustehokkain vaihtoehto.
- Toinen kupariputkien juotostuotteiden komponenttiryhmä on esitetty aineena, jossa koostumuksessa käytetään salisyylihappoa, joka on liuotettu orgaanisiin yhdisteisiin.Lisäksi tähän ryhmään kuuluvat aineet ja materiaalit, jotka ovat vaseliinin, alkoholin ja jopa kultamateriaalin komponentteja tai johdannaisia. Käyttämällä tämän tyyppistä virtausta kuparin juottamiseen omin käsin, voimme saavuttaa ihanteellisen indikaattorin saumojen kunnosta sekä käsitellyn pinnan puhtaudesta ja siististä ulkonäöstä.
- Kolmas ja ehkä suosituin ryhmä sisältää hartsia tai natriumboorihappoa. Viimeinen kemiallinen komponentti alkaa sulaa, alkaen lämpötilasta +70 ° C. Tässä tapauksessa sekä hartsi että boorihappo eivät muodosta erityistä uhkaa ihmisten elämälle ja terveydelle.
P.S
Muutama vinkki niille, jotka päättävät käyttää juoksutetta hitsattaessa (juotettaessa) kupariputkia:
- Osta useita erityyppisiä ja -muotoisia formulaatioita ja yritä selvittää, mikä niistä sopii parhaiten aktiviteettisi kannalta.
- Älä tavoita halpaa hintaa ja valitse sellaisten valmistajien tuotteet, joihin luotat.
- Voit pyytää neuvoja asiantuntijoilta, joilla on kokemusta (esimerkiksi tämän viestin alla olevissa kommenteissa).
Toivotamme teille onnea kupariputkien juottamiseen valittaessa ja käytettäessä!
Miltä kupariputken juotosvirtauksen pitäisi näyttää?
Kuten yllä olevasta nähdään, kuparin juottamiseen tarvittavan juoksevuuden valitsemiseksi on tarpeen tutkia yksityiskohtaisesti kunkin komponentin eritelmät, ja samalla on noudatettava joitain varotoimia ja yleisiä soveltamissääntöjä :
- Kuparin juottamisen yhteydessä käytettävän täytepastan on varmistettava tuotteen jalostetun pinnan pinta-alan tasaisuus.
- Kaikkien virtauksen komponenttien viskositeetti-indeksin tulisi olla paljon pienempi kuin juotteen, toisin sanoen valmisteen tulisi sulaa aikaisemmin kuin juote ja varmistaa työkappaleen koko tilan tasainen täyttyminen. Täydellinen vaihdettavuus on tärkein kriteeri vuon ja juotteen vuorovaikutuksen indikaattorille.
- Oksidikalvon on liuennuttava kokonaan ja suojattava metalli toissijaiselta hapetusprosessilta.
- Kuparin juotospastalla käsitellyn sauman on oltava ulkonäöltään edustava, eikä se saa aiheuttaa haittaa jatkokäytölle.
- Aineen kemiallinen stabiilisuus. Lämmitysprosessin aikana vuon ei tulisi hajota millään tavalla.
- Teknologisen työn lopussa lietejäämät on poistettava.
- Kupariputkien juottamiseen pystysuorassa asennossa on sallittua käyttää tahnaa.
Kuparimateriaalien juoksuvaihtoehdot
Teollisuus valmistaa nykyään useita vaihtoehtoja vuille, joita käytetään erityisiin teollisiin toimintoihin. Nämä ovat pääsääntöisesti 3 pääryhmää:
- Nesteluokka. Sitä käytetään erityisissä putkissa, ne menevät yhdessä pehmeiden juotosten kanssa.
- Jauheluokka. Ne varastoidaan erityisissä astioissa, joita käytetään yhdessä keskipitkän ja vahvistetun ryhmän juotteiden kanssa.
- Gumboil pastamainen aine. Tämä on valmis versio vuosta, jota käytetään juotteena ja keinona käsitellä ja juottaa pintaa.

Seuraavaksi otetaan huomioon komponentin käyttötarkoitus tietylle tuotantotyypille, erityisesti:
- Valmisteet, joilla on korroosionesto-ominaisuuksia. Lääkkeen komponentti sisältää liuottimia sekä fosforin koostumuksen. Kuumennuksen aikana tapahtuu eräänlainen yhteys, jossa muodostuu orgaanisia komponentteja. Teknologisen työn lopussa on tarpeen poistaa liete käyttämättä erityistä tekniikkaa, toisin sanoen tavalliseen tapaan.
- Lääkkeet, joilla on korkeataajuiset ominaisuudet. Komponenttina käytetään kultaa tai muita jaloja ryhmän materiaaleja - etanolia, vaseliinia ja salisyylihappoa. Tämän seurauksena muodostuu sileä ja täydellinen sauma, joka ei vaadi lisäkäsittelyä.
- Aktivoidut ryhmävirrat. Tähän luokkaan kuuluvat suosituimpien ryhmien aineet - booraksi sekä hartsi.Borax jo +70 C lämpötilassa alkaa sulaa aiheuttamatta vaarallisia eritteitä.
Jälkimmäiselle ryhmälle se asettaa yksinkertaiset vaatimukset, erityisesti on suositeltavaa valmistaa valmistelut suoraan teknisen toiminnan kohdalla. Joten hartsi on sekoitettava erissä salisyylihapon tai anhydridin kanssa (dietyyliamidin ja aniliinin käyttö on sallittua).
Juotoprosessi mitä sinun tarvitsee tietää
Juotettaessa sinun on muistettava seuraava.
Toimitettu virta liikkuu vasta lähtöön, jolloin työn tuottavuus paranee vähintään viisi kertaa manuaaliseen kaarihitsaukseen verrattuna. "
Hitsausvirtojen käyttö tässä tapauksessa, joilla on suuri tiheys, ei aiheuta pinnoitteen ns. Kuoriutumista ja siten työelektrodien ylikuumenemista lopullisessa lähtöprosessissa. Jos käytämme paksuja metalliaihioita, ei ole tarpeen suorittaa olemassa olevien reunojen osaa, koska tunkeutuminen tapahtuu täysin syvyyteen.
Kupariputkille on noudatettava seuraavia vaatimuksia juottamisen aikana:
- On toivottavaa, että virtaus oli alun perin juotteen johdannainen. Tässä tapauksessa on mahdollista saavuttaa kaikkien vuon ja juotteen komponenttien sulamisen suurin tasaisuus. Tämän tekijän avulla asiantuntija voi täysin hallita lämmityksen työnkulkua ja säätää siten hitsauksen tuotantosykliä.
- Jos käytät juotetta ja sulatetta, jotka vastaavat sulamislämpötilaa, viimeistä parametria käytetään juotosprosessin lämpötilan säätämiseen. Täällä pystymme minimoimaan juottoprosessin häviön sekä työkappaleiden ja muiden komponenttien mahdolliset vauriot.
Optimaalisin vaihtoehto, vaikkakin kallis, on juoksutahnan käyttö, joka on samalla propoemi ja materiaali tuotteen pinnan alustavan juottamisen käsittelemiseksi.
On vielä yksi tärkeä kohta, kuonan muodostuminen, joka seuraa tätä prosessia. Tässä tapauksessa hitsin pinta lisää kiteytymistä, mikä puolestaan vähentää merkittävästi näkyvien onteloiden määrää sekä kerrostuneiden hiukkasten ulkonäköä kerrostuneessa aineessa. Tämän prosessin haittana on lisääntynyt juoksevuus. Mutta tästä huolimatta pintakäsittelyn nopeus ja laatu kattavat kaikki kuparin aihioiden juottamisen mahdolliset haitat.
Työprosessi
Kun otetaan huomioon kupariputkien juottamisen korkeat kustannukset (jos vuokraat tähän erikoistuneen putkimiehistön), on mahdollista suositella kaiken työn tekemistä itse, varsinkin kun puoliammattilaisten kaasupolttimien hinta tekee niistä melko edullisia.
Tarkastellaan tarkemmin kutakin niiden yhteyttä.
Yleistä
Putken ja juotoksen lämmitys kupariputkien matalalämpötilassa juottamisen yhteydessä tapahtuu kaasupolttimella.
Polttoaineena käytetään erilaisia kaasuseoksia:
- ilma-propaani-butaani;
- ilma-propaani;
- ilma-asetyleeni.
Merkintä! Joissakin työtyypeissä avotulen käyttö ei ole sallittua. Sitten lämmitys tapahtuu sähköllä. Tämä ei vaikuta työn nopeuteen, mutta tällä tavoin vain halkaisijaltaan pienet tuotteet voidaan liittää yhteen.
Kiinteän juotoksen osalta tässä on mahdollista saavuttaa haluttu lämpötila vain käyttämällä avotulta.
Riittävä lämmitys voidaan saavuttaa seuraavilla polttoaineilla:
- ilma-asetyleeni;
- happi-propaani;
- happi-asetyleeni
Viimeksi mainittua yhdistelmää käytetään asetyleeniputkien suoraan hitsaamiseen (ei juotetta). Liekin lämpötilan tulisi tässä tapauksessa saavuttaa kuparin sulamispiste (välillä 1070 - 1080 astetta).
Rautakaupoissa on monia laitteita, joilla voit juottaa kupariputkia.
Ne voidaan jakaa kahteen pääluokkaan:
- kannettavat polttimet kertakäyttöisellä sylinterillä kotikäyttöön;
- monipuoliset kaasupolttimet, jotka on suunniteltu suurelle kapasiteetille ja ammattimaiselle työlle.

Kaasupoltin kertakäyttöisellä sylinterillä
Kupariputkien hitsauksen yleinen kaavio on seuraava:
- putken leikkaaminen ja pään puhdistaminen ilmestyneistä purseista;
- puhdistus putken sisä- ja ulkopinnan tyypilliselle kuparikiiltoon, johon liitos kiinnitetään;
- liittimien sijainnin ja niiden ja putken välisten rakojen hallinta;
- virtauksen levittäminen putken ulkopuolelle (ei välttämätöntä kaikissa tapauksissa);
- liitäntäyksikön kokoaminen;
- telakointipisteen lämmitys;
- erityisen kiinnitysraon täyttäminen käytetyllä juotteella;
- lämmityksen lopettaminen;
- sauman asteittainen jäähdytys;
- juoksutähteiden ja ylimääräisen juotteen poistaminen.
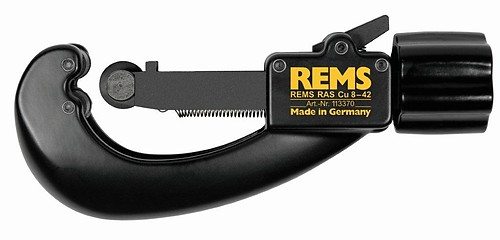
Kupariputkileikkuri
Putkien valmistelu
Kuparin osat leikataan seuraavilla työkaluilla:
- erityinen leikkuri - se ei muodosta purseita, mutta voi johtaa osan sisähalkaisijan pienenemiseen reunojen taivutuksen vuoksi;
- metallisaha - ei muodosta mutkaa, mutta risteyksessä ilmestyy paljon purseita, jotka on hävitettävä ennen juottamista.
Merkintä! Reunan juuttuminen (kun käytetään leikkuria) vähentää putken ulkohalkaisijaa ja lisää siten asennusväliä. Seurauksena on, että juottamisen jälkeen liitäntä ei ole ilmatiivis. Ohjeiden mukaan asennusraon koko voi olla 0,02-0,4 mm.
Leikkauksen jälkeen putken päässä on oltava ehdottomasti pyöreä muoto. Kädessä pidettävä kalibraattori auttaa saavuttamaan tämän. Sen käyttö takaa asennusvälin oikean koon.

Putkikalibraattori
Virtaus tulisi levittää putkeen heti sen poistamisen jälkeen. Liitososien sisäpintojen voitelu on ehdottomasti kielletty tällä aineella.
Heti kun levität tahnaa, osat on liitettävä välittömästi, muuten pölyä tai muita vieraita hiukkasia saattaa päästä märään päähän. Putki on työnnettävä holkkiin, kunnes se pysähtyy, kiertämällä liitintä hiukan akselinsa ympäri, mikä mahdollistaa vuon tasaisemman jakautumisen. Ennen kuumennusta putkesta jäljellä oleva tahna on poistettava.
Juotosvirta kupariputkille
Lämmityksen ominaisuudet matalalämpötilassa juottamalla
Työskentelyyn tarvitaan:
- juoksutus pehmeään juottamiseen;
- propaanipolttimet;
- kaasuseos.
Kupariputkien juottaminen tinajuotoksella voidaan tehdä erityisellä juotosraudalla, joka myös lämmittää liitintä.

Virtaus kohdistetaan vain putken ulkopuolelle
Työ suoritetaan seuraavassa järjestyksessä:
- Polttimen liekkiä on liikutettava jatkuvasti liitoksen ympärillä, jolloin koko osa lämmitetään tasaisesti.
- Koskettamalla juotteen päätä asennusaukkoon, sinun on tarkistettava, onko tina sulaa. Jos ei, lämmitys jatkuu.
- Kun juote on sulanut, lämmitys on lopetettava, jotta tinaa voidaan täyttää liittimen kapillaariväli.

Juotoksen on täytettävä asennusaukko kokonaan
Liitoksen tiiviys varmistetaan sillä, että juote, joka sulaa, täyttää liitoksen ja putken välisen aukon.
Merkintä! Alhaisessa lämpötilassa juottamalla lämmityksen tulisi loppua heti sen jälkeen, kun aine alkaa täyttää asennusrakoa. Jos näin ei tehdä, liitos voi ylikuumentua, mikä vähentää putkilinjan lujuutta.
Kun juote on sulanut, liitoksen on annettava jäähtyä itsestään, koska pehmeä tina on hyvin herkkä aine.
Juottamisen aikana on tärkeää välttää osien ylikuumenemista, muuten virtaus voi heikentyä eikä pysty poistamaan syntyneitä oksideja.
Taskulampun sijasta voit käyttää erityistä sähköjuotinta, joka koostuu sähköpihdistä ja virtalähteestä. Toimintojen järjestys tässä tapauksessa ei poikkea yllä olevista.
Toimintojen järjestys kiinteää juotosta varten
Käytössä on käytettävä polttimia, jotka toimivat propaanilla tai asetyleenillä, johon on sekoitettu happea.
Työn aikana sinun on kiinnitettävä huomiota seuraaviin vivahteisiin:
- Lämmitys on tehtävä nopeasti, mutta tasaisesti... Poltinta on liikutettava jatkuvasti koko liittimen pituudelta.
- Liekin tulee olla kirkkaan sininen... Osat kuumennetaan 750 celsiusasteeseen (ne saavat tyypillisen tumman kirsikkavärin).

Polttimen liekin tulee olla kirkkaan sininen
- Jos lämmitys on tehty oikein, asennusreikään syötettävän juotteen tulisi alkaa sulaa.... Voit esilämmittää sen polttimen liekissä.
- Työn ydin on, että on saavutettava alhaisin mahdollinen lämmityslämpötila, jossa juote alkaa sulaa. On toivottavaa, että juote täyttää välittömästi kapillaarireikän yhdellä kosketuksella liitintä.
Kun liitin on jäähtynyt, poista kaikki virtausjäämät putkesta varovasti. Jos vesijärjestelmä on asennettu, kaikki putket on huuhdeltava perusteellisesti sisäosan virtauksen poistamiseksi. Se on ankara kemikaali, joka voi vahingoittaa ihmisten terveyttä.

Älä unohda puhdistaa risteys perusteellisesti vuosta
Kylmä liittyä
Pehmeiden kupariputkien yhdistämistekniikka puristusliittimillä ei aiheuta vaikeuksia, ja se johtuu muutamista yksinkertaisista vaiheista:
- leikkaamalla putki vaadittuun kokoon;
- takapään purseenpoisto ja pyöreän muodon antaminen;
- työnnetään puristinliitin putkeen;
- putkiliitäntä liukuholkin avulla (käytetään erikoispihtejä).
Liitäntäkaavio puristinosilla