Kuinka tehdä putki tinasta - tee se itse tinaputkista
Kodinrakentajat yrittävät löytää eniten budjettivaihtoehtoja ongelmien ratkaisemiseksi. Siksi kysymys siitä, kuinka tehdä putki tinasta omin käsin, on merkityksellinen monille amatööri-käsityöläisille. Loppujen lopuksi kotitekoinen tinasta valmistettu putkituote voi olla melko verrattavissa kouruihin tai koteloihin, jotka makaavat hyllyissä erikoisliikkeissä.

Siksi sinun on opittava lisää tinaputken valmistusprosessista, jolla on ominaisuuksia, kuten tehtaan tuotteet.
Lähdemateriaalin ominaisuudet
Ennen kuin jatkat putken valmistamista metallilevystä, sinun on tarkasteltava tarkemmin materiaalia, josta putki tehdään, ja sen ominaisuuksia. Aluksi on sanottava, että nämä ovat valssattuja tuotteita, toisin sanoen tina on teräslevy, joka on kulkenut valssaamon telojen läpi ja jonka paksuus on 0,1-0,7 mm.
Tina-levyjen valmistustekniikka tarkoittaa valssaustoiminnan lisäksi valmiiden valssattujen tuotteiden käsittelyä syövyttävien prosessien muodostumisesta. Tätä varten teräksen päälle levitetään valssauksen jälkeen materiaalikerros, joka ei ole korroosiota.

Suoritettujen toimien tuloksena on teräslevy, jonka leveys voi vaihdella välillä 512 - 1000 mm, kromi- tai sinkkipinnoitteella. Lopputuote on muovia, joten tinaa voidaan helposti käsitellä. Tässä tapauksessa valssattuja jäykisteitä voidaan verrata lujuuteen terästuotteisiin. Tämä sallii metallilevyn käytön monimutkaisten tuotteiden valmistuksessa.
Tyypit tees
On parempi luokitella tuotteet sen materiaalityypin mukaan, josta ne on valmistettu. Jopa vaihtoehtoinen vaihtoehto - asennustapa, ylivoimaisissa tapauksissa, perustuu tähän.

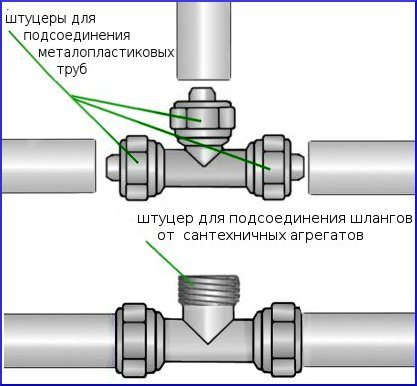
Metallinen tee vahvistetuille muoviputkille
Voit myös yhdistää kaksi lajittelutapaa saadaksesi yleiskuvan näiden liittimien alueesta:
| Metallinen | Näihin kuuluvat seuraavat varusteet:
T-paidat valmistetaan useimmiten valulla, jota varten he käyttävät:
Hyvin harvoin nämä voidaan hitsata elementteinä. Voidaan sanoa, että metallituotteiden suurin etu on niiden suuri lujuus. |
| Muovi | Kaikki tuotteet, mukaan lukien holkit ja hitsattavat liittimet, on valmistettu PVC: stä ja polyeteenistä. Mutta erikseen on tarkasteltava muovista valmistettuja PVC-viemäriputkia, jotka on asennettu pistorasiaan tai liimaan. Jäteveden polymeeriliittimien tärkein etu on täydellinen inerttiys ympäristöön ja pumpattuihin aineisiin, mikä antaa heille mahdollisuuden toimia jopa puolen vuosisadan ajan. |
| Komposiitti | Näitä ovat putkenosat, jotka on valmistettu matalapaineisesta polyeteenistä ja varustettu pronssi- tai teräsholkilla. Tällaiset liittimet auttavat yhdistämään metallista ja polymeereistä valmistettuja putkistoja.Teessä on kierre metalliholkin puolella, polymeeripuristimen tai hitsatun kokoonpanon puolella. Tämä mahdollistaa instrumentoinnin, kuten painemittareiden, sisällyttämisen järjestelmään. |
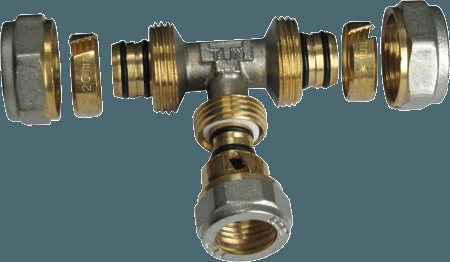
Se näyttää kokoontaitettavalta teeltä metallipolymeeriputkille
Lisätapa
On myös toinen suosittu luokitusmenetelmä, jossa otetaan huomioon tien työskentelymitat:
- tarkastuspisteet;
- kierteitetyt;
- keskimääräinen halkaisija.
Mutta se riippuu putkilinjan halkaisijoista ja vastaavista standardeista.Aihe on melko laaja, joten sitä ei käsitellä artikkelissamme.

T-paine PVC-putkelle
Asennus
Seuraavassa tarkastellaan prosessin yleisiä suosituksia asennettaessa liittimiä paine- tai ei-paineputkiin, joilla on tietyt säännöt. Muuten työsi tulos on tuhoisa paitsi sinulle, myös alakerran naapureillesi.
Käytä siksi seuraavia ohjeita:
- Paineviemärijärjestelmissä on sallittua käyttää suorakulmaisia liittimiä, paineettomissa on parempi rajoittaa taivutukset 45 asteen verran.
- Kun vapaavirtausverkko asennetaan pistorasioihin, ohjeessa neuvotaan suuntaamaan liitoselementit oikein... Tässä tapauksessa pistorasian tulee olla suunnattu nesteen poistoaukkoon, ts. virtauksen on ensin kohdattava se ja sitten sileä putki, muuten liitokset voivat vuotaa. Jos puhumme viemäreistä, se on hyvin epämiellyttävää.

Kuva osoittaa, miten tee tee putkesta itse
- Kun kiinnität teetä liima-aineeseen, valitse putkiston sijainti suhteessa liittimeen kahden ensimmäisen sekunnin kuluessa niiden kohdistamisen jälkeen... Älä siirrä tai kierrä kokoonpanoa tämän jälkeen, ja jos et ole varma kyvyistäsi, käytä oppaita.
Vinkki: Kun liität polymeeripolymeerin polymeeriputkeen omin käsin, merkitse sen upotussyvyys viimeiseen. Muussa tapauksessa voit estää nesteen pääsyn kokoonpanoon.
- Valmistellessasi metalliputkistoa esivalmistele materiaali vetolastoja ja kierteitettyjä päitä varten... Tässä tapauksessa ei ole suositeltavaa säästää höyrynauhaa, jonka hinta on merkityksetön, ja käytä aina lukkomutteria sen jälkeen, kun olet kierrä useita kierroksia tiivistettä sen ja liittimen pään väliin ennen kiristämistä.
- Asenna irrotettavat liitännät, mukaan lukien holkki ja kierteitetyt, helposti saavutettavissa oleviin paikkoihin.
Vinkki: Kun asennat muovi- tai metalliputkia vaikeasti tavoitettaville alueille, käytä hitsaus- tai puristusliittimiä (viimeisenä keinona).
Viemäröinti
Nykyaikaisten materiaalien ansiosta viemäröintijärjestelmien asentamisesta on tullut paljon helpompaa ja helpompaa.Muovista valmistettujen viemäriputkien t-paidat yksinkertaistavat mahdollisimman paljon tehtävää tehdä mikä tahansa projekti erilaisten kerrostalojen omakotitaloissa. Samanaikaisesti sinun ei tarvitse käyttää monimutkaisia laitteita tai erikoistyökaluja.

Viemärien muoviputket
Tässä tapauksessa käytetään 3 erilaista teetä, jotka suorittavat erityistoiminnot:
- Pystysuorien nousuputkien liittämiseksi vaakasuoriin putkistoihin käytetään vaihtoehtoja, joiden kulmat ovat 87 ° tai 90 °.
- Vaakasuuntaisten haarojen luomisessa käytetään tuotteita, joiden kulma on 45 °.
- Kytkintä, jossa on lisäreikä korjaustöitä varten, kutsutaan tarkistukseksi. Kolmas reikä ruuvataan päälle erityisellä kannella, joka antaa pääsyn putkistoon.
Kokemus on osoittanut, että tämä riittää luomaan kaiken monimutkaisia viemäriverkkoja omakotitaloon. Siksi sinun tulisi aina luottaa tällaiseen yhteyteen.
Vaaditut työkalut
Luettelo galvanoitujen savupiippuputkien valmistamiseksi omin käsin tarvittavista työkaluista ja laitteista johtuu tinan ominaisuuksista, erityisesti pehmeydestä ja plastisuudesta. Tämän tyyppisen materiaalin käsittely ei vaadi erityisiä ponnisteluja, jotka ovat välttämättömiä arkimateriaalien käsittelyssä.
Siksi savupiipun tinaputkien valmistuksessa vaaditaan seuraavia työkaluja:
- Sakset metallin leikkaamiseen. Tämä työkalu auttaa leikkaamaan arkkimateriaalin helposti haluttuihin paloihin, koska suurin levyn paksuus on 0,7 mm.
- Vasara, jossa on pehmeä pää. Voit käyttää myös puista vasaraa, vasaraa tai terästyökalua, jolla on pehmeä kumikahva.Jälkimmäistä vaihtoehtoa käytetään kuitenkin hyvin varovasti tai sitä ei käytetä lainkaan, koska se voi aiheuttaa ohuen tinalevyn muodonmuutoksen ja pilata koko työn.
- Pihdit. Tämän työkalun avulla he ratkaisevat kysymyksen tina-putken taivuttamisesta, koska se on terästä, vaikka se on ohut, joten sitä on mahdotonta taivuttaa käsillä.
- Työpöytä. Tämä laite on välttämätön materiaalia leikattaessa ja merkintöjä käytettäessä.
- Kalibroiva elementti. Se voi olla putkimainen tuote, jonka halkaisija on yli 10 senttimetriä, sekä kulma, jonka reunat ovat 7,5 senttimetriä. Näiden elementtien on oltava hyvin kiinnittyneitä, koska niiden pintaan tehdään peränivelen niittaus.
Näiden työkalujen lisäksi sinun tulee valmistaa viiva tai mittanauha ja merkki, joka on terävä terässauva.
Valmisteluvaihe
Ensin tina-arkille kiinnitetään merkinnät, joita pitkin puolivalmis tuote leikataan. Toisin sanoen tarvittava osa leikataan tietystä metallilevystä, josta tulevan putken muoto muodostetaan. Merkintä suoritetaan seuraavasti: arkki asetetaan työpöydälle ja putken pituutta vastaava segmentti mitataan yläreunasta. Tässä merkki tehdään merkinnällä.

Sitten neliön avulla piirretään viiva tätä merkkiä pitkin kohtisuoraan sivureunaan nähden. Nyt pitkin tätä linjaa putken ympärysmitta, sama tehdään yläreunaa pitkin. Samanaikaisesti molempia reunoja pitkin lisätään noin 1,5 cm liitosreunojen muodostamiseksi. Ylempi ja alempi merkki yhdistetään ja työkappale leikataan.
Voit määrittää ympärysmitan käyttämällä mittanauhaa tai muistaa koulun geometriakurssin.
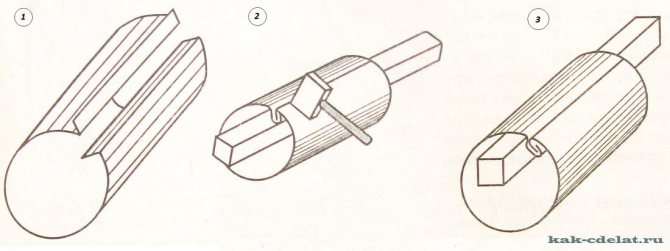
Kuinka tehdä putken runko tinasta
Tämän vaiheen tarkoituksena on muotoilla putkiprofiili. Työkappaleen alareunaan ja yläosaan piirretään viiva, jota pitkin taitokset taipuvat. Tässä tapauksessa mitataan 5 mm toiselta puolelta ja 10 mm toiselta puolelta. Taitosten on oltava taipuneet 90 0: n kulmassa. Tätä varten työkappale asetetaan teräkulmaan kohdistaen taittoviivan kulman reunan kanssa. Iskee reunaa vasaralla, taivuta se kulman kohtisuoraan reunaan.
Tuotetta on suositeltavaa taivuttaa vähitellen vasaralla koko pituudeltaan. Tässä tapauksessa voit aloittaa taivuttamisen pihdeillä.

Nyt taitteessa, jonka koko on 10 mm, tehdään vielä yksi taitto eräänlaisen kirjaimen G. muodostamiseksi. Taittoa taitettaessa on varmistettava, että ylempi taite on yhdensuuntainen työkappaleen kanssa sen pituus on 5 millimetriä. Siksi, kun piirrät taittotaitoviivaa, mittaa toisella puolella 0,5 cm kerran ja toisella puolella kaksi kertaa 0,5 cm kukin.
Vaihe VII. Sinkitty kouru suojaa naarmuilta ja korroosiolta
Sinkittyjen vesikourujen ja viemäreiden tärkein vihollinen on oksat ja roskat, jotka putoavat katolle tuulen kanssa ja jotka sade pesee kattoon. Sellaiset kykenevät naarmuttamaan jopa vastustuskykyisimmän polymeeripinnoitteen (ja paljon pahempaa ilman sitä ollenkaan), ja siksi on parempi suojata koko järjestelmä niin paljon kuin mahdollista.
Yksinkertaisin menetelmä on ritilät, jotka valmistetaan nykyään vakioparametreilla: uritettu, rei'itetty, ruostumaton teräs, muovi, sinkitty, messinki ja valurauta. Ne on kiinnitettävä salvalla tai ruuveilla ja muttereilla. On tärkeää, että ritilän yläpinta pysyy 25 mm kattokerroksen pinnan alapuolella, jotta sadevesi pääsee valumaan kouruun.
Kori puolestaan auttaa myös selviytymään ongelmasta. Vesi virtaa räystäskourujen läpi ja kori pitää suurimman lian, kuten lehdet ja oksat. Tämä kori on helppo poistaa ja puhdistaa, mikä on sen etu. Myös tällainen viemäröintijärjestelmän moderni elementti, kuten hiekanloukku, on suunniteltu samalle kuin myrskyveden sisääntulo, mutta samalla se pitää hienompaa likaa ja hiekkaa.
Tässä on hyvä esimerkki siitä, miten galvanoitu kouru voidaan suojata roskilta:

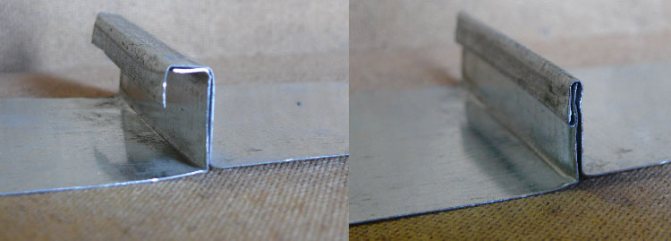
Saumaliitoksen käsittely
Viimeinen vaihe käsittää takapuolen sauman, eli puristamisen. Tätä varten L-muotoisen taitoksen yläosa taitetaan alas, kiedoten toisen taitteen reunan. Tuloksen tulisi olla eräänlainen voileipä kohtisuorassa putkeen nähden. Pistohitsauksen saamiseksi sinun on painettava voileipä tuotteeseen.

Luotettavuuden lisäämiseksi takasauma on vahvistettu niiteillä. Tätä liitostapaa käyttäen tinasta tehdyt tee-se-itse-putket eivät kuitenkaan tarvitse lisävahvistuksia.
Kuinka tehdä putki tinasta - tee se itse tinaputkista
Kodinrakentajat yrittävät löytää eniten budjettivaihtoehtoja ongelmien ratkaisemiseksi. Siksi kysymys siitä, kuinka tehdä putki tinasta omin käsin, on merkityksellinen monille amatööri-käsityöläisille. Loppujen lopuksi kotitekoinen tinasta valmistettu putkituote voi olla melko verrattavissa kouruihin tai koteloihin, jotka makaavat hyllyissä erikoisliikkeissä.
Siksi sinun on opittava lisää tinaputken valmistusprosessista, jolla on ominaisuuksia, kuten tehtaan tuotteet.
Ohjeet tinaputken valmistamiseksi ilmanvaihtoa varten kannella omin käsin
Putken tekeminen rautalevystä tarkoittaa toimintosarjan seuraamista. Teos koostuu yksinkertaisista vaiheista. Ensinnäkin tapahtuu valmistelu, joka koostuu osien merkinnöistä ja aihioiden leikkaamisesta.
Rakenteen rungon muodostusvaiheessa luodaan pyöreä leikkauselementti. Liitettäessä elementit on kiinnitettävä yhteen tuotteeseen.
Adapterit metallilevystä valmistettujen putkien liittämistä varten
Voit tehdä merkinnän ja aihion useissa vaiheissa:
- Levy asetetaan pinnalle ilman saumoja. Tähän sopii lattiapäällyste tai työpöytä.
- Yläreunasta on merkitty segmentti, joka on kooltaan yhtä suuri kuin tuleva moottoritie. Merkintä tapahtuu merkintälaitteella. Valmistus tapahtuu myös.
- Viiva vedetään merkin läpi. Tässä tapauksessa käytetään neliötä.
- Viivasta segmentin leveys on merkitty, mikä on yhtä suuri kuin putken osa. Lisää saatuun arvoon 15 mm saumaa kohti.
- Tuloksena olevat merkinnät yhdistetään ja työkappale leikataan.
Merkintää tehtäessä on syytä ottaa huomioon tuotteen mitat. Leveys on halkaisijan koko ja puolitoista ylimääräistä senttimetriä. Työkappaleen pituuden on oltava suurempi kuin rakenteen suora osa.
Tee-se-itse-peltityöt tehdään seuraavasti:
- Taitokset taivutetaan levyn pintaan suorassa kulmassa. Alustavasti heille tehdään viivamerkintä. nuija. Levy asetetaan pöydän reunalle laskeutumalla haluttuun pituuteen ja taivutus tehdään kumivasaralla. Työ tehdään tuotteen koko pituudelta.
- Oman käsin tinasta valmistettu putki viittaa toiseen taivutukseen taitteessa. Tässä tapauksessa merkintä suoritetaan.
- Putken rakentamiseen käytetään pyöreää elementtiä. Sen päällä on sinkitty pelti, jolle annetaan pyöristetty muoto. Tässä tapauksessa taivutetut putken päät on kytketty.
Taivutukset tehdään siten, että malletti sopii tarkalleen kulman pinnalle. Iskut tehdään tarkkoja ja selkeitä, mutta eivät vahvoja, muuten sauma litistyy.
Tinatuotteiden valmistus saadaan päätökseen liittymällä. Tässä tapauksessa reunat yhdistetään ja
sauma on kiinnitetty. Tässä tapauksessa vaakasuora osa taipuu alas ja peittää reunan. Ulkoneva sauma taivutetaan pinnalle vasaralla. Taitto tehdään L-muotoisen taitoksen sivulle. Jos teet toisin, vesi tunkeutuu sisälle.
Tee-se-itse-tinatuotteet on liitettävä toisiinsa. Reunat kiinnitetään alumiini- tai teräsniiteillä.
- Niittireikiä tehdään kolmen senttimetrin välein.
- Reunat on taitettu toisiaan kohti.
- Työkappale taitetaan taaksepäin siten, että reunat ovat rakenteen ulkopuolella.
- Reunat on asennettu niiteillä.
Rakenteen liitännän helpottamiseksi leveällä sivulla oleva elementti tulisi olla hieman soihdutettu. Tuotteen reunojen jäykkyyden varmistamiseksi. Oikea merkintä helpottaa telakointia muihin elementteihin, jopa tehtaan tuotantoon.
Vastaavia tuotteita käytetään vesikouruissa, ilmanvaihtojärjestelmissä ja savupiippurakenteissa.
Lähdemateriaalin ominaisuudet
Ennen kuin jatkat putken valmistamista metallilevystä, sinun on tarkasteltava tarkemmin materiaalia, josta putki tehdään, ja sen ominaisuuksia. Aluksi on sanottava, että nämä ovat valssattuja tuotteita, toisin sanoen tina on teräslevy, joka on kulkenut valssaamon telojen läpi ja jonka paksuus on 0,1-0,7 mm.
Tina-levyjen valmistustekniikka tarkoittaa valssaustoiminnan lisäksi valmiiden valssattujen tuotteiden käsittelyä syövyttävien prosessien muodostumisesta. Tätä varten teräksen päälle levitetään valssauksen jälkeen materiaalikerros, joka ei ole korroosiota.
Suoritettujen toimien tuloksena on teräslevy, jonka leveys voi vaihdella välillä 512 - 1000 mm, kromi- tai sinkkipinnoitteella. Lopputuote on muovia, joten tinaa voidaan helposti käsitellä. Tässä tapauksessa valssattuja jäykisteitä voidaan verrata lujuuteen terästuotteisiin. Tämä sallii metallilevyn käytön monimutkaisten tuotteiden valmistuksessa.
Materiaalin ominaisuudet
Galvanoidut rakenteet on valmistettu metallilevystä. Materiaali on valssattu teräslevy, jonka paksuus on 0,1 - 0,7 mm.
Monimutkaiset tuotteet muodostuvat pehmeästä materiaalista
Levyjen valmistus tapahtuu valssauskoneilla, mutta tällä tavalla saadut tuotteet tarvitsevat lisäsuojaa. Siksi se on peitetty korroosiota kestävällä materiaalilla. Viime kädessä kuluttajat saavat teräslevyn, jonka leveys on 512-1000 mm ja jossa on mikronipinnoite kromilla, tinalla tai sinkillä.
Tuotteelle on ominaista plastisuus, joka mahdollistaa metallilevyn manuaalisen käsittelyn. Lisäksi, jos jäykisteitä valssataan materiaalin päälle, se ei ole lujuudeltaan huonompi kuin teräsvastaavat. Näistä syistä tinaa käytetään monimutkaisten tuotteiden valmistuksessa.
Vaaditut työkalut
Luettelo galvanoitujen savupiippuputkien valmistamiseksi omin käsin tarvittavista työkaluista ja laitteista johtuu tinan ominaisuuksista, erityisesti pehmeydestä ja plastisuudesta. Tämän tyyppisen materiaalin käsittely ei vaadi erityisiä ponnisteluja, jotka ovat välttämättömiä arkimateriaalien käsittelyssä.
Siksi savupiipun tinaputkien valmistuksessa vaaditaan seuraavia työkaluja:
- Sakset metallin leikkaamiseen. Tämä työkalu auttaa leikkaamaan arkkimateriaalin helposti haluttuihin paloihin, koska suurin levyn paksuus on 0,7 mm.
- Vasara, jossa on pehmeä pää. Voit käyttää myös puista vasaraa, vasaraa tai terästyökalua, jolla on pehmeä kumikahva. Jälkimmäistä vaihtoehtoa käytetään kuitenkin hyvin varovasti tai sitä ei käytetä lainkaan, koska se voi aiheuttaa ohuen tinalevyn muodonmuutoksen ja pilata koko työn.
- Pihdit. Tämän työkalun avulla he ratkaisevat kysymyksen tina-putken taivuttamisesta, koska se on terästä, vaikka se on ohut, joten sitä on mahdotonta taivuttaa käsillä.
- Työpöytä. Tämä laite on välttämätön materiaalia leikattaessa ja merkintöjä käytettäessä.
- Kalibroiva elementti. Se voi olla putkimainen tuote, jonka halkaisija on yli 10 senttimetriä, sekä kulma, jonka reunat ovat 7,5 senttimetriä. Näiden elementtien on oltava hyvin kiinnittyneitä, koska niiden pintaan tehdään peränivelen niittaus.
Näiden työkalujen lisäksi sinun tulee valmistaa viiva tai mittanauha ja merkki, joka on terävä terässauva.
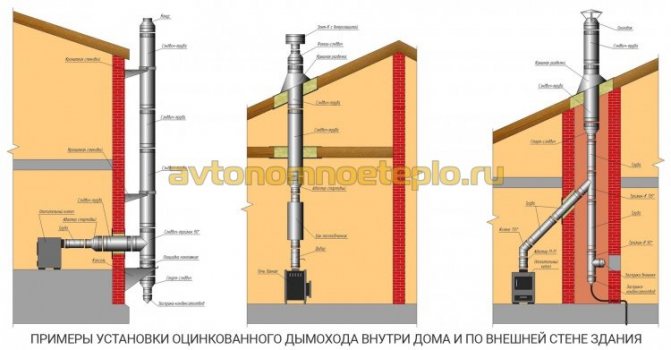
Sinkittyjen savukaasuputkien asennus
Useimmat valmistajat, myydessään savukaasujärjestelmän sarjaa, liittävät yksityiskohtaiset asennusohjeet omin käsin. Rakenteen asentaminen itse ei ole vaikeaa, riittää, että otat huomioon joitain ammattilaisille hyvin tunnettuja ominaisuuksia:
- Savupiippuelementit on liitettävä putki-putkimenetelmällä alkaen rakenteen alaosasta.
- Sinkittyjen savupiippujen puhdistaminen edellyttää useita tarkastuskaivoja.
- Puolen metrin välein tuulen kuormituksen maksimaalisen kestävyyden varmistamiseksi kiinnitetään seinätelineet asennusta varten.
- Lattialaattojen ja kattojen ohi asennetaan savupiipun käytävä.
Asennus suoritetaan voimassa olevien palomääräysten ja SNiP: n mukaisesti.
Ulko- ja sisäputkien järjestämistä koskevat säännöt
Kuinka ja mitä eristää galvanoitu savupiippu
Jos eristät itsenäisesti galvanoidusta teräksestä valmistetun savupiipun kondensaatista, voit alentaa rakenteen kustannuksia 1,5-2 kertaa. Työn suorittamiseen tarvitaan seuraavat:
- Lämmöneristys - käytetään mineraalia, palamatonta eristystä, jolla on alhainen kosteuden imeytymisaste. Materiaalin paksuus on vähintään 5 mm.
- Suojakerros - mineraalieristeen yläosa on peitetty kalvomateriaalilla. Kerrokset kiinnitetään neulalangalla tai kiinnikkeillä.
Valmisteluvaihe
Ensin tina-arkille kiinnitetään merkinnät, joita pitkin puolivalmis tuote leikataan. Toisin sanoen tarvittava osa leikataan tietystä metallilevystä, josta tulevan putken muoto muodostetaan. Merkintä suoritetaan seuraavasti: arkki asetetaan työpöydälle ja putken pituutta vastaava segmentti mitataan yläreunasta. Tässä merkki tehdään merkinnällä.
Sitten neliön avulla piirretään viiva tätä merkkiä pitkin kohtisuoraan sivureunaan nähden. Nyt pitkin tätä linjaa putken ympärysmitta, sama tehdään yläreunaa pitkin. Samanaikaisesti molempia reunoja pitkin lisätään noin 1,5 cm liitosreunojen muodostamiseksi. Ylempi ja alempi merkki yhdistetään ja työkappale leikataan.
Kuinka tehdä putken runko tinasta
Tämän vaiheen tarkoituksena on muotoilla putkiprofiili. Työkappaleen alareunaan ja yläosaan piirretään viiva, jota pitkin taitokset taipuvat. Tässä tapauksessa mitataan 5 mm toiselta puolelta ja 10 mm toiselta puolelta. Taitosten on oltava taipuneet 90 0: n kulmassa. Tätä varten työkappale asetetaan teräkulmaan kohdistaen taittoviivan kulman reunan kanssa. Iskee reunaa vasaralla, taivuta se kulman kohtisuoraan reunaan.
Tuotetta on suositeltavaa taivuttaa vähitellen vasaralla koko pituudeltaan. Tässä tapauksessa voit aloittaa taivuttamisen pihdeillä.
Nyt taitteessa, jonka koko on 10 mm, tehdään vielä yksi taitto eräänlaisen kirjaimen G. muodostamiseksi. Taittoa taitettaessa on varmistettava, että ylempi taite on yhdensuuntainen työkappaleen kanssa sen pituus on 5 millimetriä. Siksi, kun piirrät taittotaitoviivaa, mittaa toisella puolella 0,5 cm kerran ja toisella puolella kaksi kertaa 0,5 cm kukin.
Kun taitokset on muodostettu, voit edetä putken rungon muodostamiseen. Tätä varten tyhjä arkki asetetaan kalibrointielementille ja taputetaan vasaralla tai muulla sopivalla työkalulla tietyn muotoisen profiilin saamiseksi. Työkappale saa ensin U-muodon ja muuttuu sitten pyöreäksi. Tässä tapauksessa taitokset on liitettävä toisiinsa.
Kuinka tehdä galvanoitu putki omin käsin: vaiheittaiset ohjeet, laskenta kaavion mukaan ja piirustus
Hyvä päivä, rakas vieras!
Ensimmäinen sinkitty levy valssasi erään brittiläisen tehtaan kokoonpanolinjalta vuonna 1867. Totta, tuohon aikaan metalli oli peitetty yksinomaan kullalla ja hopealla. Mutta ennen ensimmäistä maailmansotaa tuotettiin osia, joissa oli suojaava sinkkikerros, ja siitä lähtien ne ovat olleet uskomattoman suosittuja.
Tämä ei ole yllättävää - sinkki pidentää raudan käyttöikää 20-30 kertaa. Sinkitystä teräksestä valmistetut tuotteet ovat kestäviä, eivät anna periksi ruosteelle ja käyttäytyvät jokapäiväisessä elämässään huonommin kuin ruostumaton teräs, vaikka ne ovat paljon halvempia.
Ehdotan tämän päivän artikkelissa kiinnittää enemmän huomiota tähän vaatimattomaan materiaaliin ja kertoa, miten galvanoitu putki tehdään omin käsin.
Tällaisen putken edut ja haitat
Sinkitys on pääasiassa terästä, materiaalia, jolla on monia kiistattomia etuja.
Nämä sisältävät:
- Vahvuus;
- Kyky kestää korkeita lämpötiloja;
- Erinomainen lämmönjohtavuus;
- Alhaiset kustannukset verrattuna muihin materiaaleihin.
Mutta ilman suojapinnoitetta rautametalli on korroosiota, ruostuu nopeasti ja muuttuu käyttökelvottomaksi. Sinkitys pääsi onnistuneesti ratkaisemaan tämän ongelman. Ja vaikka sinkityt ja teräsputket ovat muodoltaan samanlaisia, galvanoidulla tuotteella on useita etuja.
Sinkitty tuotteen lisäetuja:
- Korroosionkestävyys, kyky kestää negatiivisia ympäristövaikutuksia;
- Pidennetty käyttöikä;
- Lisääntynyt lujuus;
- Laaja käyttölämpötila-alue;
- Korkea mekaanisen rasituksen kestävyys;
- Sinkitty putki kestää korkeaa sisäistä ja ulkoista painetta;
- Yksinkertaisuus ja helppo asennus;
- Korkea palonkestävyys;
- Sinkki tappaa kaikki patogeeniset mikro-organismit;
- Sinkitys ei ole käytännössä huonolaatuista huonommin seostettua ruostumatonta terästä, mutta se maksaa suuruusluokkaa halvempaa.
Mutta kuten mikä tahansa tekninen ratkaisu, sinkitty rautaputkisto ei ole ihanteellinen.
Tuotteen haitat:
- Ei kovin houkutteleva muotoilu;
- Kallis verrattuna perinteiseen teräkseen;
- Sinkki vaikeuttaa hitsausprosessia;
- Toisin kuin muovi, seinissä olevien ulkonemien läsnä ollessa on melkein mahdotonta varmistaa sujuva siirtyminen sinkittyjen putkien rakenteessa.
Tee se itse tai tilaa
Mikä on parempi, osta vaaditun paksuus sinkittyä levyä ja taivuta putki itse, tai mene kauppaan ja osta lopputuote?
Valintavinkit
Aloitetaan tavalliseen tapaan hinnasta. Valmis putki, jonka halkaisija on 100 mm ja pituus 3 metriä, maksaa meille noin 500 ruplaa. Materiaalin hinta on tässä tapauksessa 150 ruplaa, loput ovat työvoimakustannukset ja myyjän marginaali.
Ja jos aiot järjestää koko viemäröintijärjestelmän? Voit itse nähdä, että joudut maksamaan 2,5-3 kertaa yli lopputuotteista. Itsetehdyt putket helpottavat merkittävästi taloudellista taakkaa.
Lisäksi tehdasvalmisteilla on tiukasti määritellyt mitat, ja joskus on vaikea löytää oikea järjestelmääsi. Ja valmiin putken paksuus ei yleensä ylitä 1 mm.
On ehdottomasti muistettava, että kaikilla tehdasvalmisteilla, toisin kuin kotitekoisilla, tehdään tiukka laadunvalvonta, niiden pinta on täysin pyöreä ja hitsin tarkkuus.
Se, pystyykö kodin käsityöläisillä varmistamaan, että kaikki nämä ehdot täyttyvät, ei ole tosiasia.
Mikä materiaali valita
Jos päätettiin tehdä osa itse, sinun on ensin valittava materiaali, meidän tapauksessamme vaaditun paksuuden sinkitty levy.
Materiaalin ominaisuudet
Tehtaan sinkittyjen teräslevyjen on oltava standardin GOST 14918-80 mukaisia. Tärkeimmät ominaisuudet, joihin sinun on kiinnitettävä huomiota valittaessa:
Yleisin sinkitty paksuus vaihtelee välillä 0,35 - 3 mm. Mitä ohuempi arkki, sitä helpompi se on käsitellä, mikä on tärkeää tuotteiden valmistuksessa kotona. Mutta älä unohda - vähemmän paksuutta - vähemmän voimaa.
- Sinkkipinnoitteen paksuus
Materiaaliluokkia on 3 sinkkikerroksen paksuuden mukaan. Tiivistetään tiedot taulukkoon mukavuuden vuoksi.
| Teräsluokka sinkkikerroksen paksuuden mukaan | Molemmilta puolilta saatavan suojakerroksen massa (g) | Pinnoitteen paksuus (μm) |
| P (lisääntynyt) | 570 — 855 | 40-60 |
| Minä | 258-570 | 18-40 |
| II | 142.5-258 | 10-18 |
GOST sallii joitain paksuuspoikkeamia ja joitain vikoja
Merkintä:
- НР - normaali paksuusero;
- UR - pienempi paksuuden vaihtelu.
Arkin ulkonäkövaihtoehdot:
- KR - kiteytymismalleilla (joitain halkeamia ja tummumista);
- MT - ei kuvioita.
Tärkeä piirre putkien valmistuksessa on metallilevyn kyky vetää:
- H - normaali huppu;
- G - syvä piirustus;
- VG - erittäin syvä piirustus.
Teräsmerkinnällä VG on korkein sitkeys, H - vastaavasti pienin.
Mitä sinun täytyy työskennellä
Kun olet ostanut arkin, jolla on tarvittavat ominaisuudet, sinun on varastoitava tarvittava luettelo.
Vaaditut työkalut:
- Sakset metallille. Valitse kätevä työkalu leveän metallilevyn leikkaamiseen;
- Kumi- tai puukärjellä varustettu vasara. Malletin tulee olla tukeva, raskas, mutta ilman teräviä reunoja;
- Teräsputken aihio putken rungon muodostamiseksi ("ase"). Sen pituus on vähintään 1 metri, sen halkaisija riippuu lopputuotteen vaaditusta halkaisijasta;
- Viivotin;
- Galvanointityökalu (terävä metallitanko);
- Työpöytä. Työpöydän kulmassa on oltava vähintään 1 m pitkä metallikulma. Sitä käytetään putken reunojen taivuttamiseen, joten se on kiinnitettävä erittäin tukevasti;
- Pihdit.
Kokolaskenta
Tavallinen sinkitty pelti on joko 1000 × 2000 mm tai 1250 × 2500 mm, vaikka muita leikkauksia löytyy.
Työkappaleen leveys lasketaan kaavalla:
L (kehä, se on työkappaleen leveys) = 2 * 3,14 * R (R on vaadittu putken säde, mm).
Siten 100 mm: n halkaisijan omaavan putken valmistamiseksi työkappale, jonka leveys on
2 × 3,14 × 50 mm = 314 mm.
Lisää 15 mm taivutus lopputulokseen ja hanki vaadittu koko leikkaamiseen -300 mm.
Tärkeä kohta - työkappaleen leveys - arvo ei ole vakio. Yhtäältä se on 330 mm, toisaalta 340 (putkelle, jonka halkaisija on 100 mm). Tämä tehdään putkien myöhemmän asennuksen helpottamiseksi toistensa tai järjestelmän muiden osien kanssa.
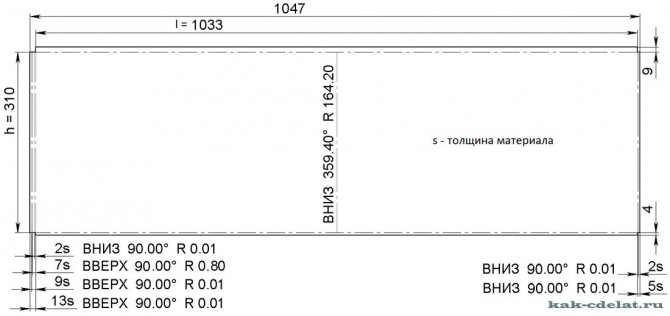
Piirustus ja kaavio
Kuva. 1. Levyn kuvio putkelle, jonka halkaisija on 100 mm.
Taittomuodostus on seuraava:
Kuva. 2
Työkappaleen leikkaaminen
Vaadittujen mittojen laskemisen jälkeen tulevan tuotteen aihio leikataan. Tätä varten:
- Tina-arkki asetetaan vaakasuoralle pinnalle, merkinnät tehdään suorina, tiukasti puolivalmisteen koon mukaan.
Halkaisijaltaan 100 mm: n putkelle mitataan levyn yhtä reunaa pitkin 340 ja 330 mm: n segmentit peräkkäin (katso kuva 1). Samat segmentit, mutta päinvastaisessa järjestyksessä, on merkitty vastakkaiselle puolelle. Kaikki kohtisuorat viivat tulisi piirtää neliön avulla.
Älä unohda lisätä 15-20 mm tuotteen leveydelle taitosta varten!
- Tina leikataan suorakulmioiksi piirustuksen mukaan.
Profiilin muodostuminen
Tuloksena olevat suorakulmaiset aihiot on "muutettava" putkeksi. Tätä varten muodostetaan sen profiili.
Profiilin muodostamisen vaiheet:
- Kaksi viivaa piirretään työkappaleen koko pituudelta siten, että sisennys on 5 mm yhdestä reunasta ja 10 mm toisesta reunasta. Nämä viivat ovat taittokerran rajoja.
Meidän tapauksessamme sauma tai saumalukko tarkoittaa putken reunojen liitostyyppiä;
- Taivuta reunat merkittyä viivaa pitkin tarkasti 900: n kulmassa. Käytä tähän metallikulmaa ja kohdista taittoviiva kulman reunan kanssa. Aloitamme pihdeillä, jatkamme vasaralla;
- Ohitamme vasaralla koko pituuden muodostaen vähitellen tulevan sauman;
- 10 mm leveässä taitteessa teemme toisen taiton kirjaimen G muodossa. Yläpalkin leveys on 5 mm, sijainti on tiukasti yhdensuuntainen työkappaleen kanssa;
- Kun olet muodostanut taitokset, siirry putken runkoon. Laitamme aihion tykille ja annamme vasaralla pyöreän muodon.
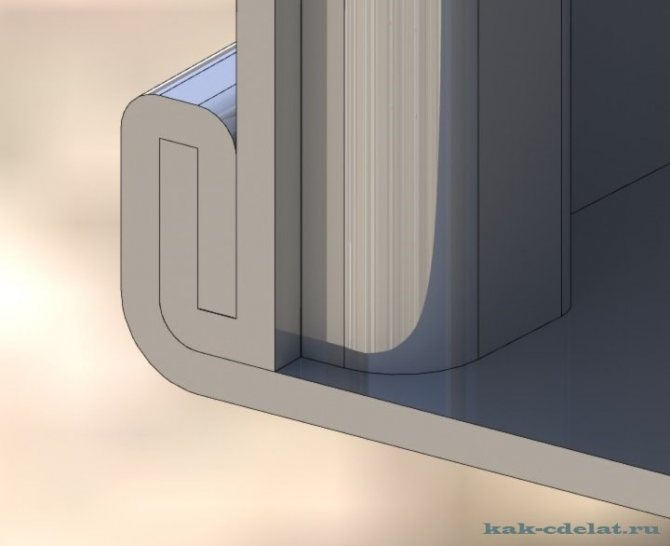
Butt hitsin käsittely
Viimeinen vaihe on takasauman käsittely (puristus).Tee tämä taivuttamalla L-muotoisen taitoksen yläosa alaspäin kiertämällä vastakkainen reuna sen ympärille. Tuloksena on useita metallikerroksia, jotka on painettava putkea vasten koko pituudeltaan.
Tehtaalla saumaa lisätään erityisillä metalliniiteillä.
Käsityönä valmistetuille tuotteille ei tarvita lisäkäsittelyä.
tehdä
Katso hyödyllisiä aiheeseen liittyviä videoita.
Putkien valmistus:
Putken tasohalkaisu:
Asiantuntijaneuvoja
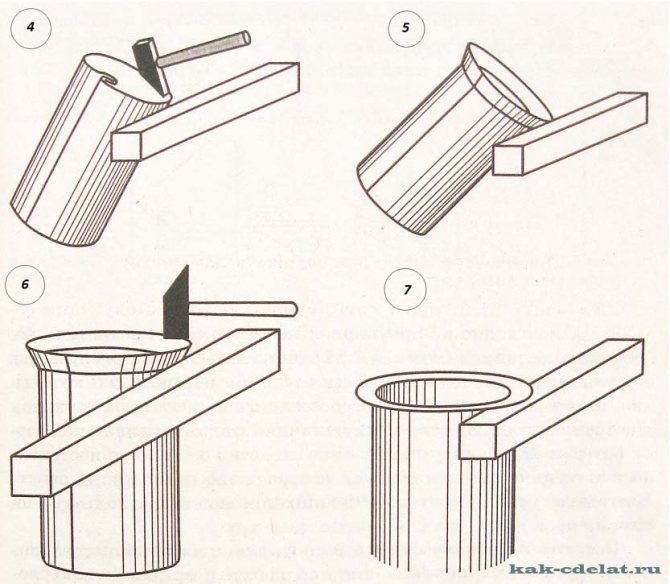
Valmiiden putkien liittämisen helpottamiseksi järjestelmän muihin osiin on tarpeen tehdä pistorasia tuotteen päähän.
Kuinka tehdä pistorasia galvanoidulle metalliputkelle
Soittokello on tekninen laajennus, joka on suunniteltu helpottamaan viestintäelementtien asentamista toisiinsa ja tasaiseen asennukseen. Valmiiden putkien pistorasiat tehdään leveää reunaa pitkin levittämällä reuna 15-20 mm: n syvyyteen. Tehtaalla soihdutukseen käytetään erityistä työkalua - soihtuvaa kartiota.
Kotona voit laajentaa putken reunaa itse pihdeillä. Ihannetapauksessa - asenna erikoisrenkaat työkappaleen - jäykisteiden päihin.
Kuva 3. Soihdutuskuvio:
Tinan kanssa työskentelyn ominaisuudet
Sinkitty levy on edullinen ja luotettava materiaali. Sen pääominaisuus on sen pieni paksuus (kotona käytetään yleensä levyä, jonka paksuus on 0,3 - 1 mm) ja plastisuus. Pehmeydestään johtuen on kätevää työskennellä galvanoinnilla, eikä edes aloittelijan peltisepän ole vaikea valmistaa haluttua tuotetta itse.
Samalla teräksen pehmeydestä huolimatta saatu saumasauma on erittäin luotettava ja kestää huomattavaa mekaanista rasitusta.
Johtopäätös
Sinkittyjen putkien soveltamisala on laaja. Niitä käytetään viemäriin, savupiippuihin, ilmanvaihtojärjestelmiin, joten kyky tehdä osia itsenäisesti ei varmasti ole tarpeetonta.
Henkilökohtaisesti olen sitä mieltä, että mikä tahansa oppimaasi taito on aina hyödyllinen. Siksi odotan sinua ryhmässämme ja yhteisöissämme. Oppitunnit, koulutusvideot, asiantuntijoiden neuvot - kaikki on olemassa. Liity meihin!
(2 5,00 / 5) Ladataan ...
Lähde: https://vseotrube.ru/materialy/metallicheskie/kak-sdelat-trubu-iz-otsinkovki
Saumaliitoksen käsittely
Viimeinen vaihe käsittää takapuolen sauman, eli puristamisen. Tätä varten L-muotoisen taitoksen yläosa taitetaan alas, kiedoten toisen taitteen reunan. Tuloksen tulisi olla eräänlainen voileipä kohtisuorassa putkeen nähden. Pistohitsauksen saamiseksi sinun on painettava voileipä tuotteeseen.
Luotettavuuden lisäämiseksi takasauma on vahvistettu niiteillä. Tätä liitostapaa käyttäen tinasta tehdyt tee-se-itse-putket eivät kuitenkaan tarvitse lisävahvistuksia.
Kuinka tehdä galvanoitu putki omin käsin?
Voit vapaasti ostaa sinkittyjä putkia, mutta tällaisten tuotteiden hinta on melko korkea, joten halu tehdä sinkitty putki omin käsin sanelee ennen kaikkea taloudellisuuden näkökulmasta.
Samanaikaisesti galvanoitujen putkien valmistus ei vaadi erityisiä ponnisteluja, erityisiä kalliita kalusteita ja työkaluja sekä jonkinlaista ammattitaitoa, joten kuka tahansa käsityöläinen voi selviytyä tästä, jonka arsenaalissa on joukko tavallisia puusepäntyöt työkalut.
Rungon kokoonpanoprosessi
Valmisteltuamme kaikki veneen osat jatkamme veneen suoraa asennusta galvanoidusta teräksestä ja levyistä omin käsin. Voit tehdä tämän seuraavasti:
Suositeltava lukeminen: Kumiveneiden hyvät ja huonot puolet, joiden pohja on kova moottorin alla
- Keulassa on välttämätöntä yhdistää kaksi sivua ja kolmiomainen aihio keulaa varten. Nauloja tai itsekierteittäviä ruuveja voidaan käyttää liitoselementteinä.Jos lohko ulkonee sivujen yläpuolelle, se on leikattava yhdeksi tasoksi.
- Seuraava vaihe on väliaikaisen välilevyn asentaminen. Tätä prosessia on lähestyttävä huolellisesti. Välilevy viilataan siten, ettei se ole liian suuressa kulmassa, kun sivut eivät taivu.
- Välilevyn asentamisen jälkeen on tarpeen taivuttaa sivuja edelleen. Köysi tai avustajaparit tekevät työn.
- Korvataan takaosa, säädetään, poistetaan tarvittava viiste. Sinun on istuttava hyvin, jotta et jätä aukkoja. Kaikkien pitäisi sopia tiukasti.
- Kun sovitus on valmis, me vasaroitamme sivut ja sahaamme kaikki ulkonemat.
- Kun sivut on koottu, asennamme pysyvät tuet poistamalla väliaikaiset. Kuinka paljon yksityiskohtia asetetaan, riippuu omistajan mieltymyksistä.
Ennen puuosien kiinnittämistä nauloilla tai itsekierteittävillä ruuveilla on syytä porata reiät esiporalla. Tämä menetelmä estää levyjen halkeilua.
Puurakenteen kokoonpanon viimeinen vaihe on viistäminen sivujen alaosissa, välikkeet ja suojaavan antiseptisen kerroksen päällystys.
Sinkittyjen putkien ominaisuudet
Savupiippujen varustamiseen käytetään galvanoituja metalliputkia; ne ovat suosittuja keveytensä ja vastaavasti asennuksensa helppouden vuoksi. Sinkityt savupiiput eivät vaadi perustuksen rakentamista, ja tämä vähentää merkittävästi savupiipun laitteiden kustannuksia.

Tällaiset putket täyttävät paloturvallisuusstandardit, kestävät 900 ° C: n lämpötiloja, joten niitä voidaan käyttää jopa savunpoistoon kiinteiden polttoaineiden lämmityskattiloista ja uuneista.
Myös kennojen galvanoituja putkia käytetään kourujen varustamiseen. Tällaiset putket ovat jo melko edullisia kustannuksiltaan, mutta samalla prosessi voidaan tehdä vieläkin halvemmaksi käyttämällä käsintehtyjä tuotteita.
Voidaanko galvanoituja putkia käyttää savupiippuun
Sinkkipäällysteisiä savupiippuja käytetään tietyissä olosuhteissa.
Kun sinkki kuumennetaan 419 °: seen, se alkaa vapauttaa ihmisille haitallisia aineita. Siksi on suositeltavaa asentaa tästä materiaalista tehdyt mutkat savukaasujärjestelmiin, joissa lämpötila on enintään 350 ° C.

Hätäministeriön vuoden 2009 sääntöjen mukaan metallisten savunpoistoaineiden käyttö hiilikattiloissa on kielletty.
Lisäksi yksiseinämäinen sinkitty ulostulo palaa yhden tai kahden vuoden kuluttua. Käytännössä sitä käytetään ulkovaippana kaksiseinäisissä rakenteissa, joissa on eristys.
Mitä tarvitset galvanoidun putken valmistamiseen
Kotona galvanoidun putken valmistamiseen tarvitaan tina-arkki, materiaali ei vaadi erityisiä ponnisteluja sen pehmeyden ja sitkeyden vuoksi.
Tina on teollisesti valmistettu ohuesta teräslevystä, jonka paksuus on 0,1-0,7 mm valssauskoneissa, minkä jälkeen ne peitetään korroosionestokerroksella kromia, tinaa tai sinkkiä. Lopuksi työkappaleet leikataan vakiokokoisiksi, leveydeltään 512 - 2000 mm.

Tällaisten tuotteiden lujuus ei ole millään tavoin huonompi kuin teräsvastapuolet, varsinkin jos materiaalissa on muita jäykisteitä, mutta samalla se on hyvin muovista ja antaa sinun asentaa monimutkaisia putkistoja manuaalisesti. Korroosionestopinnoite suojaa putkea ulkoiselta ympäristöltä.
Tällaisten putkien ongelma on riittämätön taivutuslujuus, joten avoimien osien valmistamiseksi jäykisteitä lisätään rakenteeseen tuotteen vahvistamiseksi.
- myymälöissä on laaja valikoima erikokoisia putkia: yksipiiri;
- kaksoispiiri (valmistettu voileivän muodossa ja koostuu sisä- ja ulkoputkesta);
- aallotettu, jolle on ominaista lisääntynyt joustavuus.
Merkintä! Kotona on teknisesti mahdollista valmistaa vain yksipiirinen putki.
Levyn paksuutta valittaessa on otettava huomioon putken tarkoitus. Esimerkiksi galvanoidulla putkella savukaasujen poistamiseksi kiinteiden polttoaineiden uuneista ja takoista on oltava lisääntynyt kestävyys korkeita lämpötiloja vastaan ja samalla korkeat korroosionesto-ominaisuudet.
On tärkeää! Mitä korkeampi käyttöaineen lämpötila on, sitä paksumpi putken seinien on oltava.
Työkalut
Työskentelyyn tarvitaan erikoistyökaluja taivutukseen, taivutuskulman mittaamiseen ja putken leikkaamiseen haluttuun pituuteen.
Sinkittyjen rautapaloputkien tyypit
Kuluttajalle tarjotaan yksi- ja kaksiseinäisiä galvanoituja putkia. Asennuksen helpottamiseksi valmistajat tuottavat kaikki tarvittavat komponentit: tees, tarkastuskanavat ja lauhdevedet. Vakio halkaisija-alue on tuettu. On melko ongelmallista tilata putki tai adapterit, joiden koko on epätyypillinen, tehtaalta.
Savupakojärjestelmälle tarvittavan materiaalin valitsemiseksi sinun on otettava huomioon tekniset ominaisuudet, materiaalin kestävyys palamiselle ja happaman ympäristön vaikutukset sekä tärkeimmät toimintamahdollisuudet.
Sinkitty savupiippu sandwich-putki
Kaksoispiirillä eristettyjä savupiippuputkia galvanoidusta levystä on saatavana kahtena versiona:
- Sandwich-putket - rakenne, jossa sisä- ja ulkokerrokset on valmistettu galvanoidusta metallista. Suunnittelu vähentää lauhteen tuotantoa, mutta ei kestä merkittävää lämpöä. Muodonmuutos tapahtuu, kun sisäkerros lämmitetään 500 ° C: seen.
- Haponkestävästä ruostumattomasta teräksestä valmistetut modulaariset savupiiput, joissa on ulkoinen eristys ja galvanoitu kuori. Tällainen laite vähentää merkittävästi rakenteen kustannuksia ja pidentää käyttöikää lähes kaksi kertaa.
Putken sisäkerroksen tulisi olla metallia, jonka paksuus on 1 mm, ulommalle kerrokselle riittää 0,5 mm.
Galvanoidut yksiseinäiset savupiiput
Sinkitty savupiippu palaa nopeasti seuraavissa tapauksissa:
- Eristystä ei ole.
- Väärin valittu putken paksuus.
- Tuotantoprosessin noudattamatta jättäminen tai häiriö. Sinkitys on valmistettu hiiliteräksestä standardin GOST 14918-80 mukaan.
Jos kaikki nämä ehdot täyttyvät, yksikerroksinen galvanoitu putki voi toimia jopa 10 vuotta.
Ohjeet galvanoitujen putkien valmistukseen
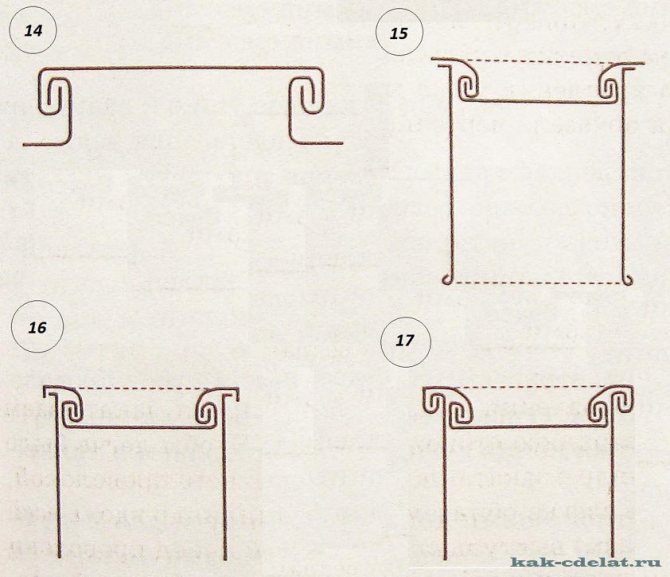
Ensinnäkin sinun on merkittävä rautalevy levittämällä taitetut taittoviivat toisella puolella kooltaan 5 mm, toisella puolella kaksi kertaa 5 mm, toisella puolella olevan taitoksen on oltava leveämpi kuin toinen muodostaakseen vahva sauma tulevaisuudessa. Taivuta arkki 90 ° kulmassa molemmilta puolilta kulmalla ja pihdeillä.

On tärkeää! Taivuta muotoa asteittain siirtymällä reunasta toiseen taittoviivaa pitkin.
Sitten työkappaletta kääntämällä muodostuu taitoksia, kulma säädetään 135-140 °: een napauttamalla tinan reunoja vasaralla tai vasaralla pehmeällä iskulla, jotta tuotteen materiaali ei vahingoitu. Taitosten muodostumisen jälkeen voit edetä itse putken muodostamiseen.
Kiinnitä työkappale mitoitusmalliin sen muotoilemiseksi ja napauta sitä uudelleen, kunnes taitteet tulevat yhteen.
Leveä reuna taivutetaan jälleen yhdensuuntaisesti tuotteen tason kanssa 90 ° kulmassa.
Viimeinen vaihe on liittää päät yhteen tasaisen sauman avulla malletilla.
Kohdista taitokset, taivuta toisen taitteen vaakasuora osa kiedoten ensimmäinen taite sen kanssa ja taivuta sitten tämä sauma painamalla sitä tiukasti putken tasoa vasten.
Voit lisäksi vahvistaa liitoksen metallineiteillä hitsauslaitteella, vaikka useimmiten tasaisella saumalla liitetyt galvanoidut putket eivät tarvitse lisäraudoitusta.










