Forrasztás réz csövek
A réz drága fém, de a rézcsövek versenyelőnnyel rendelkeznek a rézrendszerek csúcsigényben tartása érdekében. A hozzáértő rézből hosszú és problémamentes élettartamot biztosít a vízellátó rendszer a ház teljes élettartama alatt, meghaladva a fél évszázadot. Az ilyen termékek feldolgozásának praktikussága a forrasztási folyamat egyszerűségében rejlik - alacsony hőmérsékletű, könnyen megvalósítható háztartási környezetben gázégő vagy elektromos forrasztópáka jelenlétében.
Szerszámkészlet
A forrasztási eljárás során használt szerszámok, szerelvények és anyagok teljes sora a következő:
- eszközök a csövek kibővítésére, vágására és leválasztására: expander, csővágó vagy daráló a legvékonyabb tárcsával, ferde, csiszolópapír, fémkefe;
- szerszám fémmelegítéshez és forrasztás megolvasztásához: gázlámpa vagy elektromos forrasztópáka 250 W;
- anyagok, amelyekkel a kapcsolat létrejön: fluxus és forrasztás ónötvözet rézből, antimonból, ezüstből vagy más adalékokból;
- segédanyagok - szalvéták a felesleges fluxus eltávolítására, állványok, kesztyűk, mérő és jelölő eszközök.
A rézcsöveket szerelvények nélkül fogják összekötni - az egyik szélét csőbővítővel tágítjuk, egy másik darabot helyezünk bele. Az illesztés felmelegszik, és a varratot olvadt ónforrasztóval öntik - megbízható, lezárt kötést kapunk, amely ellenáll a kellően nagy nyomásnak és magas hőmérsékletnek. A folyamat alapelveinek megértésével helyesen forraszthatja a rézcsöveket:
- miután a forrasztás előtt levágta a csöveket, a végeit alaposan megtisztítják - az összes sorját eltávolítják, és az élét élénk sárga színre csiszolják. Ezt úgy kell megtenni, hogy eltávolítsák a réz oxidjait, amelyek megakadályozzák a forrasztást;
- a sztrippelés után egy speciális vegyülettel fedik le - fluxussal, amely eltávolítja az oxigént, megakadályozva az oxidációt a hegesztés során, elősegíti az olvadt forrasztás mély behatolását az ízületbe;
- a fluxussal bevont részeket egymás tetejére csúsztatjuk, és fáklyával vagy forrasztópáccal melegítjük. Ebben az esetben a forrasztópáka forrasztási technológiája csak nyílt láng hiányában különbözik az égővel való munkától;
- a forrasztót a láng alatt a fűtött felületre hozzák - az ónt megolvasztják, behúzzák az illesztésbe, egyenletesen eloszlatva az ízület körét;
- lehűlés után az ónfelesleg önmagában leesik, és a varrat hermetikusan lezárul.
Ha nincsenek speciális képességei az ilyen forrasztásban, akkor jobb, ha szakemberekre bízza.
Tanács. A mindennapi életben szükségessé válik az alumínium csövek csatlakoztatása, amelyeket nehezebb feldolgozni, mint a rézet. Ehhez alumínium forrasztásra és alumínium keményforrasztó berendezésre lesz szükség - egy fáklya, amely képes a fémet 400 ° C-ra hevíteni. Az eljárás sajátossága, hogy a fluxust nem használják, és a forrasztást nem a lángba injektálják, hanem az ízületre viszik fel: megolvad a forró fémmel való érintkezésből.




Polipropilén PVC csövek forrasztása (műanyag)
A polimer termékeket alacsonyabb hőmérsékleten forrasztják, mint a fémet. Félnek a nyílt lángtól, ezért a hegesztéshez speciális elektromos forrasztópákákat hívnak, hegesztőgépeknek.
Polipropilén termékek hegesztési technológiája (PP) alapvetően különbözik a rézzel való munkától.
A fémszakaszok összekapcsolása magában foglalja az egyik szegmens behelyezését a másikba, majd a varrat lezárását egy lágyabb fémből készült varrat segítségével.A polipropilén esetében mindkét szegmens megolvad, keveredik, teljesen behatol a másikba, és megszilárdulása esetén integrál homogén kapcsolat lép fel. Az ilyen hegesztést diffúznak nevezik a latin diffúzió szóból, ami keverést jelent. A propilén csövek forrasztása három dolgot jelent:
- a szegmensek végeit puhára olvasztjuk;
- felesleges fordulatok nélkül csatlakoztassa egyiket a másikhoz;
- várja meg, amíg lehűl - ennek eredményeként homogén, egy darabból álló rész képződik.
Forrasztócsövek otthoni fűtéshez és vízvezetékhez
A „csináld magad” eljárás egyszerűsége miatt otthon végzik. Ehhez meg kell vásárolnia:
- elektromos hegesztőgép polipropilén hegesztéséhez;
- mellékletek az eszközhöz (a készülék készletében vannak);
- trimmer;
- szerelvény;
- kiegészítők: jelölő, kés, mérőszalag.
A polipropilén forrasztása sokkal könnyebb, mint a réz
A propilén csövek saját készítésű forrasztása a következő műveletek egymás utáni elvégzéséből áll:
- Vágja le a csöveket előre meghatározott méretekre, szükség esetén készítse elő a szerelvényeket.
- Vágja le a végeket - távolítsa el a védőréteget 1–1,5 mm-rel fentről. Ez történhet trimmerrel vagy csiszolópapírral.
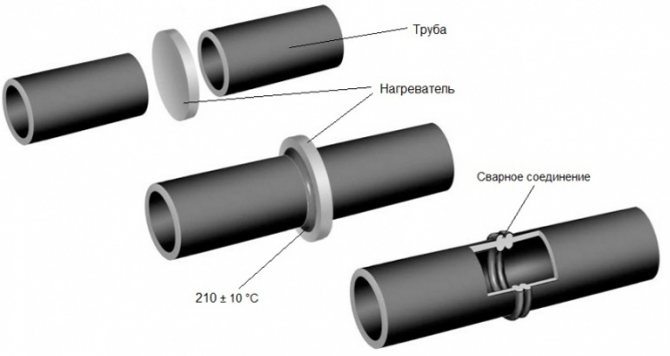
- Készítse elő a hegesztőgépet - szerelje fel a csövek átmérőjének megfelelő fúvókákkal és csatlakoztassa a hálózathoz. A polipropilén 250 ° C-on olvad. A készülék hőmérséklet-kapcsolóval és fűtésjelzővel rendelkezik. A kívánt hőmérséklet elérésekor a készülék hang- vagy fényjelzést ad, hogy készen áll a hegesztési folyamatra.
- Helyezze be a csövet és a csatlakozót a megfelelő fúvókákba, és tartsa az időt szigorúan az utasításoknak megfelelően, elkerülve a túlmelegedést vagy az alhevülést.
- Távolítsa el a fűtött részeket a fúvókákból, majd forrasztja úgy, hogy az egyik elemet beilleszti a másikba. Ebben a szakaszban a cselekvéseknek magabiztosnak és egyértelműnek kell lenniük - tilos az elemeket előre-hátra mozgatni vagy a tengely mentén forgatni.
- Hagyja lehűlni a polipropilént - hagyja a szerkezetet egy ideig mechanikai igénybevétel nélkül.
- Vizuálisan ellenőrizze a csatlakozást, hogy nincs-e benne hiba: ha követik a technológiát, a varrat egyenletes és erős lesz.
HDPE csövek forrasztása polipropilén szerelvényekkel.
Őszintén szólva ellenzem ezt a módszert. Most elmagyarázom, miért:
- A polipropilén és a polietilén olvadáspontja eltérő. A HDPE alig több mint 100 Celsius-fokon olvad, míg a polipropilén 260 fokon olvad. A hegesztés rossz minőségűnek bizonyul.
- Még akkor is, ha kiderül, hogy létrejön ilyen kapcsolat, még mindig nem világos, hogy milyen nyomásra tervezték és meddig bírja.
Olvassa el még: Csatlakozó gyűjtősínek a vezetékekhez
Ezért azt tanácsolom, hogy ne pazarolja az időt és pénzt az ilyen kísérletek során.
A nagy HDPE csövek helyes forrasztása normál hőmérsékleten
Kétféle típusúak:
- alacsony szilárdságú - nagy nyomás alatt készülnek és alacsony sűrűségűek;
- nagy szilárdságú (HDPE) - alacsony nyomás alatt készülnek, de nagy sűrűségűek.
A nagy szilárdságú polietilén csövek másik neve - a HDPE az alacsony nyomású polietilént jelenti. Az elnevezésben az "alacsony nyomás" szavak azt a körülményt jelentik, amelyben a termékeket gyártották, és nem kapcsolódnak az alkalmazási körhöz. Az alacsony nyomású polietilént (HDPE) magas nyomású és hőmérsékleti körülmények között használják - a fő gáz- vagy vízvezetékekben. A polipropilén csövek megfelelő forrasztása nem könnyű feladat.
Mivel a HDPE termékeket sokféle átmérőben (20 mm-től 1 m 20 cm-ig) és falvastagságban gyártják, többféle módszer is van összekapcsolásukhoz, és sokféle berendezés van a polietilén csövek forrasztásához. A polietilén csövek hegesztését a következő módszerek egyikével végzik:
- fenék (vagy fenék);
- harang alakú;
- elektrofúzió.
Az ilyen forrasztáshoz speciális forrasztógépre van szükség.
A PE csövek hegesztését ipari körülmények között drága és terjedelmes gép hajtja végre mechanikus vagy hidraulikus meghajtással. A készülék készlet tartalmaz vezetőket a központosításhoz, egy trimert az egymás melletti élek sima vágásához, egy fűtőelemet, meghajtókat és időzítőket. Maga a végpontok közötti technológia egyszerű, de a használt felszerelés nem olcsó: a HDPE csövek hegesztőgépének ára átlagosan 250 ezer rubel, egy külön fűtőelem pedig körülbelül 50 ezerbe kerül.
Forrasztási séma polietilén csövekhez forrasztópáka nehezen hozzáférhető helyeken
A polietilén csövek forrasztása a következő séma szerint történik:
- a csatlakoztatandó termékeket a csőhegesztő gépbe illesztik, középre vannak állítva;
- egy automatikus fordítóeszközt helyeznek közéjük, amely egyenletesen vágja le a HDPE-t, eltávolítva a chipeket;
- az ellenkező végek össze vannak kötve, az élek igazítását és feszességét vizuálisan ellenőrizzük;
- a hegesztendő végeket zsírtalanítják, fűtőelemet telepítenek közéjük;
- a végeket egy bizonyos ideig adott hőmérsékleten felmelegítik és megolvasztják;
- a fűtőelemet eltávolítják, és a csatlakozás az időzítő által beállított időtartamra lehűl;
- erős kapcsolat jön létre anélkül, hogy befolyásolná a csővezeték rugalmasságát.
Otthon ugyanezen elv szerint történik, de egyszerűbb eszközöket használnak - forrasztópáka a polietilén csövekhez. 30 ezer rubelbe kerül, ez egy teflonnal borított hegesztő tükör, amely ellenáll a magas hőmérsékletnek - akár 300 ° C-ig.
A polietilén csövek fenékhegesztésének paraméterei: hőmérséklet, fűtési és hűtési idő - az átmérőtől és a falvastagságtól függenek, ezeket a hegesztők egy speciális táblázat szerint állítják be. A sok eszköz hibájának kiküszöbölése érdekében a paramétereket automatikusan beállítja.
A HDPE csövek elektrofúziós hegesztése az ipari kategóriába tartozik, és abból áll, hogy megolvasztják a csővezeték csatlakozó alatti szakaszát, amelyhez az elektromos áramot táplálják, és a hőmérséklet emelkedik. A polietilén csövek elektrofúziós tengelykapcsolói üzem közben nagy mennyiségű áramot fogyasztanak, és drágábbnak tekinthetők, de segítenek azokban az esetekben, amikor lehetetlen nagy méretű készüléket használni. Otthon használhatók.
A polietilén csövek alkalmazási köre
A polietilén termékeket széles körben használják a modern építkezésben
Vízvezetékek, csatornarendszerek, gázvezetékek építésénél használják őket. A PE csövek nyomás- és gravitációs csatornákban találhatók, védőburkolatokként szolgálnak az elektromos és telefonhuzalok számára.
A régi hálózatokat polietilén csövek segítségével rekonstruálják. A pótlás elvégezhető az elhasználódott kommunikációk megsemmisítésével, de lehetséges a régiekkel párhuzamosan újak lefektetése, ami nem igényli a lakosság vízellátásának leállítását és a szennyvízelvezetés leállítását. A kutak, valamint egyéb kommunikációs és egészségügyi létesítmények rekonstrukciója romlásuk mértékétől függ. Az egyes alkatrészeket (nyakakat, elzárószelepeket stb.) Részlegesen ki lehet cserélni; szükség esetén a csővezetékek teljes cseréjével nagyjavítást hajtanak végre.
DESIGN PRESTIGE LLC
Keményforrasz megerősített polivinil-klorid csövek
A forrasztás ugyanazzal a géppel végezhető, amelyet a polipropilén analógok hegesztésére használnak. A PVC-termékek falai vastagabbak és merevebbek, ezért ezek összekapcsolásához szerelvényekre van szükség. Olvadáspontjuk alacsonyabb, ezért ezt a típust nem melegvíz-ellátásra használják - a csővezeték falai magas hőmérséklet hatására deformálódnak. A forrasztást fúvókákkal ellátott elektromos hegesztőgéppel hajtják végre, amelyen az összekapcsolandó termékek végei megolvadnak. A PVC-csövek megfelelő forrasztásához több lépést kell végrehajtania:
- tisztítsa meg a széleket;
- távolítsa el az erősítést, ha van ilyen;
- állítsa az olvadás hőmérsékletét legfeljebb 200 ° C-ra.
Az eszközök, felszerelések és a műveletek sorrendje megegyezik a polipropilén mintákkal végzett munkával.
NÉZD MEG A VIDEÓT
A mindennapi életben a polipropilén-, polietilén- vagy PVC-csöveket gyakran egy általános szóval műanyagnak nevezik, és összekapcsolásuk elveiben sok a közös. Nem mindenki tudja megfelelően forrasztani a csöveket, de mindenki tanulhat.
Napjainkban a polimer termékeket életünk és iparunk számos területén használják. De a HDPE - alacsony nyomású polietilén - különösen népszerű. Ez az anyag erős, tartós, könnyen felszerelhető az alacsony fajsúly miatt. A különféle célú csővezetékeket gyakran polietilén csövekből készítik. Az egyes munkadarabok csatlakoztatásához a HDPE termékeket hegesztik. Cikkünkben a HDPE csövek hegesztésének fajtáiról és jellemzőiről fogunk beszélni.
A kapcsolatok változatai
A polietilén csövek csatlakoztatásához a következő módszereket használhatja:
- Levehető. A HDPE vakok ilyen összekötésének elvégzéséhez acélperemekre lesz szükség. Ennek a dokkolási elvnek a fő jellemzője, hogy a csővezeték üzem közben szétszerelhető.
- Nem leválasztható. Ebben az esetben nem működik a kommunikáció szétszerelése. Ilyen kapcsolat létrehozásához a munkadarabokat hegeszteni kell. Ehhez a következő módszerek egyikét lehet használni:
- polietilén nyersanyagok hegesztése;
- HDPE termékek hegesztése tengelykapcsolókkal.
A csővezetékek nagy átmérőjű elemekből történő összeszereléséhez termikusan ellenálló szerelvényeket vagy fenékhegesztést használnak. Mindkét módszer alkalmazásakor megbízható monolitikus kapcsolat jön létre.
Gyors polietilén csövek
A polietilén termékekkel kapcsolatos problémák összefüggenek az összes viszkoelasztikus hőre lágyuló műanyag jellemzőivel. Erősségük nagymértékben függ a hajlítás és összenyomás mértékétől, és általában viszonylag kicsi. A polietilén érzékeny az ultraibolya fényre, amelyet színező adalékokkal (általában korommal) és védőfestékkel kell kompenzálni. A polietilén hőtágulása meglehetősen nagy, és ezt egy konstruktív L- vagy U-alakú csőhajlítással kell kompenzálni.
Ma a hazai földalatti csővezetékek körülbelül 2 millió kilométer hosszúak. Ezek elsősorban acélvezetékek. Például a polietilén csövek a gázvezetékek teljes hosszának körülbelül 10% -át teszik ki. Más hálózatok szintén nem túl nagy teljesítményűek ebben a paraméterben. Azonban továbbra is fennáll az a tendencia, hogy a modern csővezetékek százalékos arányban változnak a polietilén csövek javára.
HDPE termékek tompahegesztése
A HDPE csövek fenékhegesztéséhez hegesztőberendezések használata szükséges. Mivel a hegesztés során nem használnak további alkatrészeket, a telepítési folyamat jelentősen leegyszerűsödik. Ily módon csak HDPE-nyersanyagok hegeszthetők.
Figyelem: a HDPE termékek kiváló minőségű fenékhegesztése csak akkor működik, ha egy varrat segítségével hajtják végre. Emiatt az összekapcsolandó alkatrészek összekapcsolásának ereje maximális lesz.
A polietilén csövek fenékhegesztése a leghatékonyabb és legsokoldalúbb technológia, mivel fenntartja az anyag rugalmasságát az egész csővezetéken. Ez a módszer függetlenül alkalmazható a csővezeték telepítésének típusától (árok, árok nélküli vagy nyitott).
A polietilén csövek forrasztását a következő sorrendben végezzük:
- Először az összekapcsolandó munkadarabok végeit be kell szerelni a hegesztőberendezés központosítójába.
- Miután az alkatrészeket összehangolták és rögzítették, pamut szalvéta és alkohol használatával meg kell tisztítani a por, a szennyeződés és a zsír végeit.
- Ezután a hegesztendő végeket egy elülső eszköz segítségével dolgozzák fel. A vágás leáll, ha egyenletes, legfeljebb 0,5 mm vastagságú forgácsok kezdenek kialakulni. A munkadarab most eltávolítható, és a végek párhuzamossága kézzel ellenőrizhető.
- Ha elfogadhatatlan rést találnak a hegesztendő felületek között, meg kell ismételni a vágási műveletet.
- Ezt követően forrasztják a csöveket. Ehhez tapadásgátló bevonattal ellátott fűtőelem segítségével a munkadarabok végeit a kívánt hőmérsékletre melegítik.
- Ha a végek kellően megolvadtak, szétválasztjuk a hegesztendő termékeket, és a hegesztési zónából eltávolítjuk a fűtésre szolgáló elemet is.
- Ezt követően a hegesztendő végek bezárhatók és a szorító nyomás addig növelhető, amíg el nem éri a kívánt értéket.
- A hegesztést meghatározott ideig nyomás alatt kell tartani.
- Ezt követően ellenőrizzük a hegesztés minőségét. Ehhez értékelik a sorja megjelenését, szélességét és magasságát.



HDPE nyersdarabok hegesztése
A HDPE csövek összekapcsolási módszerrel történő hegesztését egy speciális hegesztőegységgel, forrasztópáka, valamint speciális fúvókák együttesével végzik, amelyek átmérője eltérhet. A fúvóka méretét a hegesztett polietilén csövek átmérője alapján választják meg.
A HDPE csővezetékek párosított forrasztását szerelvények segítségével hajtják végre. Ezeknek a termékeknek a konfigurációja változhat. Szögek, pólók vagy tengelykapcsolók formájában érkeznek. Ezzel a forrasztási módszerrel a munkadarabok és a szerelvények végeit hegesztik.
Fontos: a foglalatos hegesztés legfőbb előnye, hogy nehezen elérhető helyeken hajtható végre, ahol a munkadarabok tengelyirányú elmozdulása nehéz.
A polietilén alkatrészek melegítését a munkadarabnak a hegesztőegység fűtött fém részével való érintkezésén keresztül végezzük. Két gördülő részből áll:
- a tüske felmelegíti a szerelvény belső felületét;
- a fűtőcsövet behelyezik a hüvelybe.
Ennek a fúvókának a forrasztóegység furatába történő behelyezéséhez a hüvelyt és a tüskét össze kell csavarni.
A polietilén csövek forrasztása a kapcsolási módszerrel a következő előkészítő intézkedéseket foglalja magában:
- A munkadarabokat speciális ollóval kell a kívánt méretre vágni. Ebben az esetben biztosítani kell, hogy a vágás szigorúan merőleges legyen a termék hossztengelyére.
- A forrasztás elvégzése előtt meg kell tisztítani az összekapcsolandó munkadarabok végeit.
- A hegesztés során bekövetkező nem kívánt hűtés elkerülése érdekében a jelenleg nem csatlakoztatott csővégeket dugókkal kell lezárni.
- Ezt követően meg kell tisztítania a hegesztőfúvóka felületét olyan anyagrészecskéktől, amelyek az előző munka után esetleg megmaradtak.
Most elindíthatja magát a hegesztési folyamatot, amelyet a következő sorrendben hajtanak végre:
- Először a fúvókát fel kell melegíteni a hegesztési hőmérsékletre. Amikor az érték eléri a kívánt szintet, a forrasztópáka testén lévő jelző jelet ad.
- Ezt követően a HDPE csövet ütközésig be kell helyezni a hüvelybe. Viszont a szerelvényt is addig tolják a tüskén, amíg meg nem áll. Mivel az átmérők kissé eltérnek, némi erőfeszítést kell tenni az eljárás befejezéséhez.
- A csövek hegesztési idejét speciális táblázatok szerint választjuk meg, ahol ez az indikátor a különböző átmérőjű termékek esetében van feltüntetve.
- A cső alakú elem behelyezése és a szerelvényre történő csúszás során a munkadarabok felületéről felesleges anyag megolvad és kinyomódik. Ennek eredményeként egy gyűrű alakú gyöngy képződik a hegesztendő elemek pereme mentén - egy gart.
- Az alkatrészek behelyezésekor a nyomást abba kell hagyni, amikor a munkadarab és a szerelvény eléri az ütközőt.Nagyon fontos betartani ezt a feltételt, mivel különben a kapcsolat nem lesz elég erős. Mivel nehéz pontosan meghatározni a munkadarab merülési mélységét, először meg kell mérni ezt az értéket, és jelölést kell tenni a csövön.
- Ezután távolítsa el a hegesztendő munkadarabokat a fúvókáról. Ezt követően helyezze be a csövet a szerelvénybe úgy, hogy szorosan a gyűrű alakú gyöngyhöz támaszkodjon. Hagyja kihűlni a csatlakoztatott elemeket. Ebben az esetben nem szabad csavarni őket, és különféle mechanikai hatásoknak kitenni őket.
Elektrofúziós hegesztés
Egy ilyen kapcsolat létrehozásához speciális elektromágnesre van szükség, amelybe beágyazott fűtőelemek vannak felszerelve. Ha összehasonlítjuk ezt a hegesztést a fenékhegesztéssel, akkor többe kerül, mivel drága elektromos tengelykapcsolókat kell vásárolni.
Ennek a technikának azonban megvannak a maga előnyei:
- Mivel a csövek belső felületén nem alakul ki sorja, a csővezeték áteresztőképessége nem csökken.
- Ez a hegesztési módszer kényelmesen használható zárt térben, ahol lehetetlen teljes hegesztett egységet telepíteni.
Két munkadarab összekapcsolásához a csővezeték egyenes szakaszához hagyományos elektrofúziós tengelykapcsolókat használnak. Bizonyos esetekben azonban elektrofúziós pólókra és nyeregágakra lehet szükség. A munka befejezéséhez szüksége lesz egy elektrofúziós hegesztő egységre.
A hegesztési eljárást polietilén hegesztett szerelvény segítségével hajtják végre. Ez egy speciális termék, amely beépített spirálokkal rendelkezik, amelyek fűtőelemként működnek. Ebben az esetben a szerelvény anyagának egy része, amely a felmelegített spirál miatt megolvad, a munkadarab polimer anyagához kapcsolódik, folyamatos monolit csővezetéket képezve. A spirál egyébként örökké megmarad a keletkező varratban.
Fontos: az elektrofúziós technológia lehetővé teszi nagy szilárdságú kapcsolat létrehozását. Ennek a módszernek a magas költségei miatt azonban nyomáskommunikáció telepítésekor használják gáz- és olajtermékek szállítására.
Az elektrofúzióval történő hegesztést a következő sorrendben hajtjuk végre:
- Speciális vágóberendezések segítségével a csöveket a kívánt méretű darabokra vágják.
- Ezután a munkadarabokat meg kell tisztítani a szennyeződéstől és zsírtalanítani kell a hegesztési ponton. Az elektrofúziót ugyanannak a kezelésnek kell alávetni.
- Ezután a cső alakú elemeken jelöléseket tesznek, amelyek lehetővé teszik a cső behelyezésének mélységének szabályozását a hüvelybe.
- A hegesztés során az elemek nem kívánt lehűlésének megakadályozása érdekében a szabad csővégeket bedugják.
- Speciális huzalok segítségével a hegesztőegység csatlakozik az elektromos tengelykapcsolóhoz, megnyomják az indító gombot.
- Bizonyos idő elteltével az egység magától kikapcsol, ami a hegesztés befejezését jelenti.
- Az így kapott kapcsolatokat csak egy óra múlva lehet működtetni.
Figyelem: a kiváló minőségű varrat megszerzésének fő feltétele az alkatrészek mozdulatlansága a hegesztési és hűtési folyamat során.
A kapott hegesztett kötésekre a következő követelmények vonatkoznak:
- A hegesztés gyűrű alakú gyöngyének át kell fednie a hegesztés előtt a munkadarabon készült jelölést.
- A csőszakaszok egymáshoz viszonyított megengedett elmozdulása nem haladja meg a HDPE elem falvastagságának 10% -át.
- Ha a hegesztendő munkadarab falvastagsága nem haladja meg az 5 mm-t, akkor a jó minőségű hegesztett varrat peremmagasságának körülbelül 2,5 mm-nek kell lennie. 6-20 mm falvastagságú csövek hegesztése esetén a gyöngymagasságnak 5 mm-nél nagyobbnak kell lennie.
A HDPE-vakok hegesztési módjának kiválasztásakor érdemes figyelembe venni a telepített közművek működési feltételeit. Csak ennek a tényezőnek a figyelembevételével lehet megbízható és jó minőségű csővezetéket építeni, amely a neki kijelölt teljes időszakban hatékonyan fog működni.
Hozzáadás könyvjelzőkhöz
Amikor szükségessé válik a csővezeték cseréje a házban, felmerül a kérdés, hogy saját maga végezze-e el, vagy hívjon egy mestert. Nemrégiben egy vízvezeték-szerelő hívása vízvezeték-javításra megszokott és természetes dolog volt. De most, amikor megjelentek olyan műanyag csövek (fém-műanyag, polipropilén, műanyag, HDPE termékek), amelyek alacsony költséggel, meglehetősen jó szilárdsággal és könnyű telepítési módszerrel rendelkeznek, az önszerelés esetei egyre gyakoribbak. A polietilén csövek forrasztása jelentősen megmenti a vízellátó rendszer telepítésének folyamatát.
Műanyag csövek típusai: polietilén, polipropilén, fém-műanyag.
De hogyan kell forrasztani magad, és mi szükséges ehhez?










Az árok visszatöltése
A kezdeti feltöltéshez az árokból eltávolított talajt, amelyben nincsenek 20 mm-es kövek. A cső teljes hosszában, a tetejétől kb. 15 cm magasan állítják elő. Ha szükséges a feltöltést tömöríteni, a talajnak meg kell felelnie bizonyos követelményeknek. Használhat finom kavicsot (20-20 mm) vagy zúzott követ (4-44 mm). A talajt nem szabad közvetlenül a csővezetékre dobni. Az árok aljára fektetett betemetett vezetéket tömöríteni kell. A kitöltött talajt 20 cm-es rétegekben döngölték a cső mindkét oldalán, hogy ne mozduljon el. A talaj nem döngölődik közvetlenül a cső felett.
A visszatöltést tömörítés után hajtjuk végre, és a cső felett körülbelül 30 cm-es tömörített réteget kapunk. Az árok feltöltött talajjal visszatölthető, a legnagyobb kövek mérete legfeljebb 300 mm. Még ha kb. 30 cm vastag védőréteg is van, a visszatöltéshez használt talajban a kövek mérete nem haladhatja meg a 60 mm-t.
DESIGN PRESTIGE LLC
Milyen típusú terméket válasszon?
Nem is olyan régen a fémcsövek voltak a legelterjedtebbek és megfizethetőbbek a vízellátás területén, mára azonban különféle műanyag rendszerek jelentek meg. Minden típusnak megvannak a maga előnyei és hátrányai. A műanyag szerkezetek fő általános előnyei a kényelem és a könnyű telepítés, a korrózióval szembeni ellenállás, a jó teljesítmény (például nincs folyóvíz hangja, hosszú élettartam stb.).
Vessünk egy pillantást néhányukra:
- Az erősített műanyag csövek jó hővezető képességgel rendelkeznek, de nem túl ellenállóak a mechanikai igénybevételekkel szemben.
- A fém-műanyaghoz szerelvényekre és krimpelő szerszámra van szükség, speciális hegesztő eszközre nincs szükség. Bármilyen típusú vízhez használható.
- A polipropilén termékek speciális alkatrészeket igényelnek az alkatrészek hegesztéséhez, sokféle alkalmazásuk van, különféle variációk lehetségesek: többrétegű, üvegszálas, egyrétegű, szénszálas.
- A térhálósított polietilénből készült csövek jobb teljesítményjellemzőkkel rendelkeznek, a telepítés során csak hideg csatlakozási módszereket alkalmaznak, az ilyen elemeket nem kell forrasztani, fűtésre és vízellátásra használják.
- A PVC-szerkezetek a legolcsóbb lehetőség. Az ilyen elemek merev szerkezetűek, lehetővé teszik a csővezeték rejtett és nyitott lefektetését, a telepítéshez nincs szükség speciális eszközökre.
- A polietilén csövek vagy a HDPE (alacsony nyomású polietilén rendszerek) jó teljesítményt nyújtanak.
Nemrégiben különböző vállalatok kézművesei kezdték használni őket. Az ilyen típusú jellemzők a csekély tömeg, a csővezeték szakaszok és elemek egyszerű és gyors telepítése, a vízzel való kölcsönhatás és a korrózió iránti érzékenység, alacsony költségek és tartósság. Technikai és ivóvíz elhelyezésére szolgálnak. Az elemek telepítéséhez speciális szerelvényeket használnak, és a polietilén csövek forrasztását kétféle módon lehet elvégezni (csuklós csatlakozás vagy aljzat).Ha a HDPE rendszerek egyes részeit helyesen forrasztja, akkor a csővezeték tartóssággal, megbízhatósággal és szilárdsággal örvendeztet meg.
Csőszerelés építési folyamata
Érdemes megjegyezni, hogy a kérdést (mind a műanyagot, mind a HDPE-t) inkább fel lehet egyenlíteni egy kérdéssel, mint ezt megtenni, mivel maga a folyamat nagyon egyszerű. Minden szakasz szerelvények segítségével van felszerelve, és forrasztással csatlakozik a csővezetékhez, ezért a legfontosabb a megfelelő eszköz kiválasztása. De nézzük meg a toldási módszer általános sorrendjét.
Szerszámok és alkatrészek:
- Vas és forrasztópáka. Bármely szakosított eszköz boltjában megvásárolható, miközben nem szabad olcsó lehetőségeket kergetnie, mert ez hatással lesz a munka minőségére. Kérjen tanácsot a boltban lévő szakértőktől vagy tanácsadóktól, akik segítenek megtalálni az alkalmazásához legmegfelelőbb forrasztópákát. Minden forrasztópáka hasonló eszközzel rendelkezik, az egyetlen különbség a háztartási vagy a professzionális típusban, valamint az átmérőben van, amelyhez a külső és belső felületekhez / alkatrészekhez a szükséges bitpárot választják ki. A jól megválasztott eszköznek köszönhetően , mint egy forrasztópáka, lehetővé válik a cső felmelegítése és a végek szoros összekapcsolása, ezáltal két csőszakasz "ragasztása" és megbízható és erős kapcsolat kialakítása hosszú évekig.
- Tengelykapcsolók, szerelvények, sarkok, dugók, pólók, kapcsok falra szereléshez, fűtőberendezések. Ne felejtsen el egy egyszerű építőceruzát, mérőszalagot és műanyag ollót.
Gondosan mérlegelje a helyet, és rajzoljon rajzot a jövőbeni csővezetékről
Ellenőrizze az összes alkatrészt, vágja le az anyagokat minimális veszteséggel és pontatlansággal. Ha lehetséges, keressen magának egy asszisztenst, aki segít minden munkában, és lehetővé teszi a telepítés pontosabb elvégzését, de ha ez nem lehetséges, akkor egyedül is megteheti.
Széles körben elterjedt módszer a gyors telepítés, amelynek során az alkatrészeket 180 ° C feletti hőmérséklet-tartományban kell forrasztani. A polietilén csövek forrasztásának ez a módja lehetővé teszi a csővezeték elég gyors összeszerelését.
Két bitet kell venni: egy forrasztópáka és egy nagyobb átmérőjű bitek segítségével melegítse fel a csőszegmens külső szélét, és egy kicsit kisebb átmérővel használja a belső él felmelegítését, amely után az elemeket felmelegítik. Ezután össze kell kötni a két részt, és szorosan, szorosan össze kell szorítani őket, gondosan össze kell kötni a széleket. Ezután feltétlenül várni kell egy ideig az összes elem rögzítésére és lehűlésére.
Minden elég egyszerű. A lényeg egy jó forrasztópáka és anyag.
A HDPE polietilénből készült csöveket szinte minden modern kommunikációs rendszerben használják, a vízellátástól kezdve a gázvezetékeken és a kábelcsatornákig. Erősek, rugalmasak és tartósak. A polietilén csővezetékrendszer megfelelő telepítése biztosítja a megbízhatóságát még a csőszakaszok illesztésekor is, és ha ismeri, hogyan kell saját kezével csatlakoztatni a HDPE csöveket, pénzt fog megtakarítani a telepítésükön.
Árok nélküli csővezeték fektetése
A polietilén csövek árok nélküli fektetésének rajza
Bizonyos esetekben, amikor a csővezeték-vonalak keresztezik a vasutat, a forgalmas forgalmi artériát, a folyót vagy más akadályt, nyílt árkot nem lehet lefektetni. Ennek oka lehet az is, hogy a lehető legkisebbre kell csökkenteni az árokásási költségeket. Ez az alapja a polietilén csővezetékek árok nélküli fektetésének alkalmazásának. A vízszintes irányú fúrás árok nélküli fektetésének módja (HDD módszer) elterjedt.
A vízszintes fúrás a kommunikáció kiépítésének speciális módja a talaj megnyitása nélkül. A munka ott kezdődik, ahol a csövet felszínre hozzák. A technológia garantálja a vetőgép nagy pontosságát a felszínre való kilépés tervezett helyén.A módszer lehetővé teszi a 100 m-nél hosszabb és legfeljebb 630 mm-es átmérőjű földalatti csövek lefektetését. A vízszintes fúrásnak két fő módja van: vezetett és nem irányított.
A vezetett vízszintes fúrást alagútgépekkel, öblítéssel és kísérleti fúrással hajtják végre.
Az ellenőrizetlen vízszintes fúrást kétféle módon végezzük: 1) burkolat nélkül (kosárrakéta, elmozdítófúrás, csigafúrás) és 2) házzal (injektálófúrás, lyukfúrás, ütőfúrás, kosfúrás).
A vízszintes fúrást és az árok nélküli polietilén csöveket tartják a legmodernebb technológiának. A kút bővítéséhez speciális fúrási hosszabbítót használnak. Az elhelyezés javítása érdekében a kutat fúróiszappal kezelik, amely maga a csatornát képezi és keni.
Így a polietilén termékek jellemzői lehetővé teszik telepítésüket és lefektetésüket bármely jelenleg ismert módszer alkalmazásával, figyelembe véve a minimális megengedett hajlítási sugár által előírt korlátozásokat.
A kihúzott vagy tolott polietilén cső képes megismételni egy régi útvonal konfigurációját, amelynek görbületi sugara meghaladja a cső 120 átmérőjét. A fémtermékek gyakorlatilag nem rendelkeznek ilyen hajlítási sugárral.
DESIGN PRESTIGE LLC
A cső beépítése a rendszerbe
A HDPE csöveket szabványos hosszúságú mért hosszúságban - egyenként 6 és 12 méterben -, valamint tekercsekben vagy hosszú tekercsekben - egyenként 100-500 méteres - gyártják. Egy adott helyiség rendszerbe történő telepítése során a következő műveletekre lesz szükség:
- Polietilén csövek vágása (vágása) forrasztáshoz vagy illesztési csatlakozáshoz. Ezt a műveletet nagyon körültekintően kell végrehajtani, hogy a vágás a cső felületére merőlegesen a lehető legegyenletesebb legyen, repedések és sorja nélkül. Egy ilyen bemetszést a következő módszerekkel lehet végrehajtani:
- Kézi vagy elektromos csővágó, amely 15-30 mm átmérőjű csöveket képes kezelni,
- Körvágó 15-160 mm átmérőjű háztartási csövekhez,
- Az úgynevezett "cső guillotine", amelyet egy 63-350 mm átmérőjű cső kiváló minőségű vágásának létrehozására használnak,
- Egy szalagfűrész, amely a legdrágább professzionális eszköz, és tiszta és egyenletes vágásokat képes létrehozni akár 1600 mm átmérőjű csövekben.
- A tekercsgyűrűk egyenes szegmensekre való kiegyenesítése nagy csőfelvétel vásárlásakor szükséges. A nehézség abban rejlik, hogy a cső kiegyenesítése során véletlenül károsíthatja azt. Itt emlékeznie kell arra, hogy a cső anyaga HDPE, amely egy hőre lágyuló polimer. Ezért enyhe alakváltozáshoz elegendő rövid ideig meleg helyen (fűtött helyiségben, napsütésben) tartani a termékeket, vagy forró vízzel öblíteni. Ezt követően könnyen meghajlanak.
- Szög kialakítása egyenes szakaszok hajlításával. Ebben az esetben egy adott terület több fűtésére lesz szükség, mint az ív kiegyenesítésénél. Ehhez ugyanazzal a forró vízzel, épület hajszárítóval vagy egyszerű gázégővel fűtjen.
FIGYELEM! A HDPE cső hajlításához nagyon óvatosan kell melegíteni, mivel alacsony fűtés esetén a kanyarban eltörhet, és a túl magas hőmérséklet károsíthatja.
Szerelési munkák szervezése
A hegesztési és telepítési munkákat polietilén csövekkel vagy az alapvázlat szerint, vagy az útvonal módszerével hajtják végre. Az alapmódszert azokban az esetekben alkalmazzák, amikor az objektum a hegesztési hely közelében helyezkedik el, ahol a csövek előre vannak csatlakoztatva, majd kész szakaszokban kerülnek a csővezeték nyomvonalába. A szakasz hossza meghaladhatja a 30 m-t. A helyszínen szilárd menetgé hegesztik őket, amelyet ezután gondosan be kell fektetni egy árokba, hogy ne zavarják a hajlítási sugarat.
Az útvonal hegesztése az árok mentén történő csőfektetéssel kezdődik.Ezután a telepítést és a hegesztést mobil hegesztőberendezésekkel hajtják végre. A kis átmérőjű csöveket kézzel lehet az árokba fektetni. Leggyakrabban azonban csővezetékeket vagy darukat használnak. A kész szálat rángások nélkül, egyenletesen le kell engedni, miután előzőleg kender kötelekkel vagy puha hevederekkel rögzítették őket, amelyeket 5-10 méterre kell elhelyezni egymástól. Az egy darabból hegesztett húrt óvatosan le kell engedni az árokba, hogy a beépítés során a kritikus hajlítási sugár ne haladja meg. Az utolsó link hegesztése után először legalább 2 órát kell várnia.
DESIGN PRESTIGE LLC
Csatlakozási módszerek
A polietilén csövek csatlakoztatásának módszerei két fő csoportra oszthatók: felszerelés további alkatrészek (tengelykapcsolók és szerelvények) felhasználásával és az ízületek közvetlen hegesztése.
Hegesztés
A hegesztési varratok biztosítják a legerősebb egyrészes kötést teljes hézagtömítéssel, ellenállnak a szilárd felületekhez hasonló terheléseknek. A keményforrasztást 50 mm-t meghaladó átmérőjű csövekre alkalmazzák, és speciális hegesztőgépre van szükség.
A HDPE csőszakaszok hegesztése elvégezhető:
- Csikk. Ebben az esetben a vágások különleges egyenletességére van szükség, és elmozdulásuk egymáshoz viszonyítva a cső falvastagságának legfeljebb 10% -ával. A munka egymás után zajlik:
- A csőszakaszokat megtisztítják az összes szennyeződéstől és zsírtalanítják (például alkohollal vagy más anyagokkal),
- Mindkét végét a polimer viszkozitására melegítjük,
- A csőszakaszok nyomással vannak összekötve és mozdulatlanul rögzülnek, amíg teljesen kihűlnek. Ebben az esetben meg kell győződnie arról, hogy a varrás egyenletes, mélyedések és kiemelkedések nélkül, megbízhatóságának biztosítása érdekében.
- Elektrofúziós hüvely használatával. Szüksége lesz egy készülékre is az ilyen tengelykapcsolókkal való munkavégzéshez, amelyek beépített spirállal rendelkeznek, és felmelegedve gyorsan megolvadhatnak:
- A megtisztított és zsírtalanított csővégeket rögzítik a hüvelyben,
- A készülék csatlakozói a spirál kimeneteihez vannak csatlakoztatva, mielőtt olvadni kezdenek,
- A csövet addig rögzítik, amíg teljesen kihűl.
Nézze meg a videót, hogyan történik ez.
FONTOS! A hegesztett tengelykapcsolókat általában nehezen hozzáférhető helyeken használják, ahol az egyszerű hegesztés nehezen megy: kötések létrehozásakor vagy a már telepített rendszerek javításakor, kutakban stb.
Telepítés
A közvetlen szerelés leválasztható csatlakozások létrehozását jelenti mindenféle szerelvény segítségével: tengelykapcsolók, sarokhajlatok, pólusok, 4 hosszra állíthatóak stb. Az ilyen csatlakozásokat általában olyan rendszerekben hajtják végre, ahol nincs szükség a szerelt kötések szupererősségére, vagy olyan területeken, ahol szétszerelésre és rekonstrukcióra lehet szükség (például egy magánházban külső öntözőrendszer csatlakoztatásához a nyári időszakra).
A hegesztés nélküli szerelés a következő módszerekkel hajtható végre:
- A csövek összekapcsolása rajtuk elrendezett, O-gyűrűkkel ellátott aljzatok segítségével, amelyekhez elegendő csak a csövek megfelelő elemeit egymáshoz helyezni és jól nyomni.
- A kompressziós elemekkel való illesztés több szakaszban történik: szorítóanyát húznak a csővágás fölé;
- a csövet szorosan rá kell helyezni a szerelvény szerelvényére, amíg meg nem áll;
- a szorítóanyát kulcsokkal meghúzza.
A HDPE csövek alkalmazási köre
A HDPE csővezetékeket különféle csővezetékekhez használják:
- hideg vízellátás;
- gázellátás;
- szennyvízelvezetés;
- csatornázás, ideértve a csapadékvizet is;
- rejtett huzalozáshoz.
A csővezeték céljától függően a csatlakozási módot választják:
- A vízvezeték-szereléshez használhatja a leírt telepítési módszerek bármelyikét. A szerelvények segítségével leválasztható csatlakozások azonban elegendők.
- A szennyvízcsatorna harang alakú módon van felszerelve, csöveket helyezve egymásba. Az ilyen anyagok tömítéséhez van egy speciális tömítő gumigyűrű.
A vezetékeket egyenes vagy hullámos csövekbe vezetik.A megbízhatóság érdekében diffúziós hegesztésű szerelvény használható.