Acélcsövek leírása
A fő előnyök, amelyek miatt a horganyzott acélcsöveket előnyben részesítik a fűtéshez:
- ellenáll a magas hőmérsékletnek és nyomásnak (különösen ez a fajta - varrat nélküli vastag falú);
- mechanikailag erős, ellenáll a stressznek;
- alkalmazási területek széles skálája: a fűtött gőz átvitele esetén sem ellenállna a polimer cső;
- lehetővé teszi bármilyen feldolgozás elvégzését: hegesztés, vágás, fúrás, eszterga.
Sajnos a horganyzott acélcsövek negatív tulajdonságokkal rendelkeznek:
- korrózió - bár vannak módszerek az acéltermékek korrózióra való hajlamának csökkentésére, százszázalékosan nem képesek megvédeni a fűtési rendszert;
- belül idegen anyagokat raknak le a falakra, különösen centralizált fűtéssel - hosszú távú működés nem lehetséges (csak 15-20 év, majd a csöveket cserélik);

Horganyzott acélcsövek
Az acélcsövek jellemzői
Klasszikus
A hagyományos vasfém csöveket nagyon sokáig használták különféle épületek és építmények építésénél. Népszerűségük annak köszönhető, hogy képesek ellenállni a megnövekedett terheléseknek, és nem is omlanak össze negatív külső tényezők hatására.
Az ár a népszerűségre is jelentős hatással van. A szénacél csövek magas műszaki jellemzőkkel meglehetősen megfizethetőek.
A szóban forgó anyagokat egyszerűen a fűtési hálózatok tervezéséhez készítik:
- felhasználhatók + 100 Celsius-fok feletti hőmérsékletre melegített hűtőfolyadék szállítására;
- ha a folyadék a hideg évszakban megfagy (például kazán meghibásodása esetén), a csővezetékeket nyílt lánggal lehet felmelegíteni.
Az acél erős és megbízható, de maró hatású
De nem hagyhatjuk figyelmen kívül a jelentős hátrányokat:
- A fűtési hálózat acélcsövekből történő kiépítésének folyamata meglehetősen fáradságos, és speciális képességeket és kifinomult berendezéseket igényel.
- Az acélcsövek nehezen formálhatók, különösen akkor, ha több helyen, különböző szögekben kell őket meghajlítani.
- A fém jól vezeti a hőt, ezért a fűtési hálózat telepítésekor (különösen nyitott területeken) az acélcsöveket gondosan védeni kell hőszigetelő héjakkal, üveggyapottal vagy ásványi rostokkal.
- A fémtermékek rendkívül érzékenyek a korrózióra, ezért átlagos élettartamuk nem haladja meg a 10-15 évet.
Mint már említettük, ez az utolsó tényező, amely korlátozza a leírt anyagok felhasználását a csővezetékek építéséhez.
Kétféle módon lehet kezelni a problémát:
- Használjon polimer alkatrészeket... Vannak különféle műanyagból készült csövek, amelyek közül sokat sikeresen alkalmaznak a házak és lakások fűtési rendszereinek tervezésében. Azonban nem képesek ellenállni a belső nyomásnak és a hűtőfolyadék nagyon magas hőmérsékletének.

A műanyag csövek nem korrodálódnak, de kevéssé erősek
A műanyag csövek másik hátránya az alacsony szilárdság, különösen az ütközés szempontjából.
- Fedje le az acélcsövet védő cinkréteggel... Ebben az esetben a korrózió elkerülhető, de csak akkor, ha vizet használnak hőátadó folyadékként. Mivel a fagyálló kémiailag aktív, a cinkezés minden előnyét nullára csökkenti.
Ennek ellenére a horganyzott csövekből álló fűtési rendszer megbízhatóbb, ezért van értelme részletesebben foglalkozni ezen alkatrészek leírásával.
Galvanizált
A cső galvanizálása segít megbízhatóan megvédeni a korróziós gócoktól, és több évvel meghosszabbítja élettartamát.
Jegyzet! Nem csak az acéltermékek vannak bevonva védő cinkréteggel. Lehet öntöttvas cső, valamint egyéb folyadék szállítására szolgáló termék.
A horganyzott csövek gyártására vonatkozó utasítások két fő módszert írnak elő a védőréteg felvitelére:
- Forró. A kész acél alkatrészt folyékony cinkkel töltött tartályba merítik + 450 Celsius-fokos hőmérsékleten.

A fotón - az acél alkatrészek tűzihorganyzásának folyamata
- Diffúzió Ebben az esetben a cink nem csak védőréteget hoz létre. Egy speciális technológiának köszönhetően a két anyag atomjai kölcsönösen behatolnak egymásba, erős bevonatot képezve, amely ellenáll az oxidációnak.
A diffúziós feldolgozáshoz folyékony helyett cinkport használnak. A csöveket speciális tartályokba helyezik, ahol speciális reakciók zajlanak le, amelyek nemcsak a mechanikai, hanem az elektrokémiai szilárdságot is biztosítják.
Jegyzet! A diffúziós bevonatot csak az acélcsőre alkalmazzák, mivel más anyagok nem képesek ilyen módon kölcsönhatásba lépni a cinkkel.
A diffúziós horganyzás megbízhatóbb védőréteggel borítja a csöveket
Megelőzési intézkedések
A fentiek kapcsán érdemes továbblépni a korrózió, a fagyás és a károk megelőzésének kérdésére. Fejlesztették a fűtési rendszerek létrehozásának technológiáját, és ma már számos módszert ismerünk az acélcsövek hiányosságainak csökkentésére, a rendszer hatékonyságának növelésére és élettartamának meghosszabbítására.
- Annak megakadályozása érdekében, hogy a csövekben lerakódások képződjenek, ezeket egy energiahordozó folyadékkal impregnálják. Ezeket a vegyszereket is megtisztítják, amelyeket vízzel együtt szállítanak.
- A hőszigetelő bélés lehetővé teszi a fagyás és a hőveszteség problémájának megoldását. Fűtőkábel, speciális anyagok (polietilén) - bármi felhasználható. Ezek a megelőző intézkedések a korróziót is kiküszöbölik, azaz csökkentse az acél expozícióját.
- A rozsda megjelenését el lehet kerülni szintetikus bevonatok segítségével, olyan fémekkel történő kezeléssel, amelyek nem annyira érzékenyek a korrózióra - erre cinkréteget kezdtek felhordani. Az ilyen bevonattal ellátott csövek alacsony költségük miatt nagyon gyorsan a legnagyobb keresletnek örvendenek. Más rozsdaellenes módszerekhez képest: rozsdamentes acél vagy polietilénnel bevont acélcsövek. Nagyon gyorsan a módszer elterjedt a termelés más területeire is (fémprofilokban, csempékben a cinket más ötvözetekben, például öntöttvasban kezdték használni). Emellett az élettartam 10, sőt 15 évvel meghosszabbodott. Bár a drágább módszerek akár 25 évre is meghosszabbítják a csövek élettartamát.

Fémcsövek fűtési rendszerhez
Horganyzott cső: fő előnyei
Mindent összehasonlítással tanulnak meg, és a horganyzott acélcső sem kivétel ebben a tekintetben. A legfontosabb az, hogy tudjuk, mihez lehetne hasonlítani - ezt mind a modern polimer csövek, mind az ilyen típusú fémtermékek vonatkozásában meg fogjuk tenni. Kezdjük sorrendben.
- Nagyon nagy szilárdság - természetesen a műanyag csövekhez képest. Itt nincsenek versenyben - ha a műanyagot elég könnyű baltával vágni, vagy akár késsel is vágni, akkor ez a szám nem fog működni horganyzott fémcsővel. Ezeknek a csöveknek gyakorlatilag nincs szükségük mechanikai sérülések elleni védelemre.
- Méretstabilitás. A horganyzott csövek, mint általában, és minden más ilyen típusú fémtermék a műanyaghoz képest alacsonyabb hőtágulási együtthatóval rendelkezik.
- Hatalmas üzemi hőmérséklet-tartomány - minden fémcső képes ellenállni a túlhevített gőznek is.
- A csöveken keresztül szállított folyadék magas üzemi nyomása.

Horganyzott acélcső fotó

És van jó néhány ilyen előny - amiben nem képesek felülmúlni a modern műanyagot, olcsósága, könnyű kezelhetősége és korrózióállósága van. Ezért kezdte a műanyag kiszorítani a fémet, de látja, ezek az okok meglehetősen jelentősek. Ami azokat az előnyöket illeti, amelyekkel egy horganyzott vízcső büszkélkedhet fémtársaival szemben, nincsenek olyan sokan - csak egy pár különböztethető meg.
- Kissé jobb korrózióállóság - nemcsak a cső külső része van bevonva cinkkel, hanem belső furata átmérője is.
- Fertőtlenítő. A cink meglehetősen súlyos fertőtlenítőszer, amely megöli a csapvízben található összes kórokozót.
Ez kiegészíti a horganyzott vascsövek előnyeit. Ennek a paritásos helyzetnek köszönhetõen maradnak talpon.
Fémcsövek fajtái
A csövek osztályozása több kritériumon alapult a típusokba történő felosztáshoz:
- alkalmazási kör szerint;
- anyag szerint;
- a modell főbb jellemzői szerint: kiegészítő bevonat és gyártási módszer (hegesztett, öntött, varrat nélküli).
Mivel egy konkrét alkalmazási területről beszélünk - egy ház fűtési rendszeréről, ezért inkább az utolsó besorolási kritérium érdekel. A csövek:
- galvanizált;
- varrat nélküli vagy hegesztett (hosszanti vagy spirális varrással) vagy öntött;
- víz- és gázvezetékek.
Emellett a gyártók elkezdték kombinálni a fémeket a tulajdonságok javítása érdekében. Így:
- masszív bordázott öntöttvas cinkréteggel. Ideális fűtésre, hőcserélőként (vegyen hőt);
- a hőátadás növelése érdekében fekete acél keresztirányú lemezeit viszik fel a kész csövekre;
- a vékony hullámos falú rozsdamentes acél hajlító, erős, ellenáll a hőmérsékletek és nyomások széles tartományának.
Mindegyiket a fűtési rendszerben használják. Lakóhelyiségek fűtésére a különböző átmérőjű és hosszúságú horganyzott acélcsövek alkalmasabbak. A lényeg az, hogy megfeleljenek a GOST-nak: 3262-75; 10704-91; 10705-80. Egy ilyen modell tonnánkénti ára 35 ezer rubel, kilogrammonként 58 dollár.
Hullámos rozsdamentes acélcsövek telepítése
Részletesebben beszélünk a lista utolsó előtti eleméről és azok felszereléséről, vagyis a hullámosított rozsdamentes acélcsövek felszereléséről. Ez az az anyag, amelyet a közelmúltban rendelkezünk, így talán sokan nem tudják, hogyan kell őket telepíteni. Elvileg nincs semmi természetfölötti, bár van egy árnyalat a részek egymáshoz való kapcsolódásában.

Hullámos rozsdamentes acél a fűtési rendszerben
Ahhoz, hogy az egyik alkatrész "összefogjon" egy másikkal, speciális csőszerelvényeket kell használnia. Figyelem: szerelvény nélkül kell lenniük. Kívül még mindig szükség van egy speciális szilikon tömítésre, amely ellenáll a magas hőmérsékletnek.
Hogyan készülnek a horganyzott termékek
Csak két fő technológia létezik, amely lehetővé teszi a cinkbevonat acélra történő felvitelét.
- Az acélterméket 400-450 C hőmérsékletre melegített cinkoldatba merítik.
- Drágább módszer a diffúziós bevonat. Atomi szinten történik. Amikor az atomok kölcsönhatásba lépnek, és ehhez különleges feltételek jönnek létre (egy por tartályba helyezve), egy anyagból egy másik anyagba hatolnak, kristályrács képződik. Ez erősebb, tartósabb cinkbevonatot hoz létre. Fokozott a védelem a vegyi és elektromos hatások ellen.
A termelés jellemzői
A cinkbevonat többféle módon alkalmazható egy fémfelületen:
- forró, ha az anyagot megolvasztott cinkfürdőbe mártják 450 ° C hőmérsékleten;
- diffúz, ha a cinkkristályok összekapcsolódása a fémfelület kristályszerkezetébe való behatolásuk révén történik;
- termikusan diffúz, amikor a cinkpor behatol a fémfelületbe 290–450 ° C hőmérséklet hatására.
Minden típusú bevonatnak megvannak a maga előnyei. Forró - technológiai szempontból egyszerűbb és olcsóbb, de a cső felületére felvitt festék gyorsabban felaprózódik és ledörzsölődik. A diffúz módszer erős kötést biztosít a cink és a fémfelület között. Ez a bevonat hosszú ideig tart, és használat közben nem hámlik le. A termikus diffúziós módszer biztosítja az anyag elektrokémiai védelmét. A fekete acél válik katóddá, a cinkbevonat pedig anóddá, amely átveszi az összes korróziós folyamatot. Ennek megfelelően ez a módszer a legdrágább, de az anyag maximális védelmét biztosítja.
Telepítés
Szakértők szerint acélcsöveket lehet saját kezűleg fektetni a fűtési rendszerbe.
Az első jellemző, amelyre a kézművesek felhívják a figyelmünket, a menetes csatlakozások. A hegesztésből eredő hőfeszültségek cink kiégéséhez vezetnek. Még a kímélő rezsim sem segít a probléma megoldásában. Ezért hegesztés helyett ezeket az illesztéseket használják. Megbízhatóak, menetes tengelykapcsolók, szenek. Magán a csövön ugyanazt a szálat magának kell levágnia. Nehéz, de lehetséges. Van azonban egy egyszerűbb módszer - gázhegesztés, biztonságos a cink számára, és kiváló minőségű kapcsolatot biztosít a rendszerelemekkel, különösen vastag falú termékek (csomagtartó rendszerek) használata esetén. Az inverter eszköz használata leegyszerűsíti a munkát.

Fűtő radiátor telepítése
Horganyzó technológia
A cink bevonatot a csövekre különféle módszerekkel alkalmazzák:
- galvanizált horganyzás,
- horganyzott,
- termikus diffúziós cinkbevonat felvitele.
Galvanizált horganyzás
Az elektrolízis eredményeként, amelynek során a cinkelektródákat elektromos áram vezetésére alkalmas sók oldatába helyezzük, az anyag lebomlik, és a cink a cső felületére települ. Így egyenletes bevonatot kapunk. Egy ilyen cső tapadási tulajdonságai azonban nem elegendőek az erős tapadáshoz, a porózus felület a cső élettartamát öt évre korlátozza.

Melegen horganyzott
A módszer drága, de a legtartósabb bevonatot éri el, bár nem is elég, ezért további mechanikai feldolgozásra van szükség.
Tüzihorganyzás az a folyamat, amikor cinket visznek fel egy csőre olvadt cinktömegbe helyezésével.
Jegyzet! Nem minden acélfajtának lehet alávetni ezt a kezelést: ha a széntartalom meghaladja a 0,24% -ot, ez a horganyzási módszer nem megfelelő.
Termikus diffúziós bevonat
Zárt tartályokban cinkgőzt visznek a cső felületére. Ugyanakkor a termikus diffúziós eljárás során képződött védőréteg nagyon erős és egyenletes, függetlenül a cső konfigurációjának összetettségétől, hegesztés közben gyakorlatilag lehetetlen károsítani. A horganyzott cső élettartama legfeljebb 15 év, drágább és abban különbözik, hogy a felületnek nincs jellegzetes cinkfénye.

Hidegen horganyzott
Ezt a módszert a már meglévő kommunikációkhoz használják, és a cinket tartalmazó csövek hagyományos festése kézzel vagy gáz-termikus módszerrel történik. Az ilyen bevonat néha semmivel sem rosszabb a forró horganyzásnál, miközben nem igényli a feldolgozandó csövek szétszerelését, bár a mechanikai igénybevételekkel szembeni ellenállás kissé alacsonyabb: az első esetben a cső legfeljebb 5-6 évig fog tartani , a második esetben a használati idő 7-8 évre nő.
Javasoljuk, hogy ismerkedjen meg: A varrat nélküli acélcsövek típusai és előnyei
A radiátor felszerelése
Vegye figyelembe a horganyzott csövek beépítésének jellemzőit, amikor otthoni radiátort szerel.
- Készítse elő a szerszámot: egy elektromos faragószerszámot szívesen látunk (ennek hiányában vagy acélhoz darálót, vagy fémhez fémfűrészt használjon); fájl; meghal; helyettes; 1. számú csavarkulcs (csatlakozások összeszereléséhez) és 2. (menetekhez és radiátordugókhoz).
- Anyagokat vásároljon: horganyzott csöveket, DU 20 acélt és az eszköz behelyezéséhez szükséges mennyiségű szerelvényeket. Például modern gömbcsapok, nem csavaros típusúak - ez a múlt század. A radiátor csővezetékére, az áthidalóra kell felszerelni. Ne feledkezzen meg a tömítőanyagról - a hagyományos vízvezeték-lenről. Vásárlás neki és impregnálás - festék, szárító olaj vagy szilikon.
- A szálakat a felszállónál és a bélésnél levágjuk, figyelembe véve a csövek hosszát tartalékkal. A padlótól elválik, a falak 8-10 cm. Ennek elegendőnek kell lennie a szabad vágáshoz.
Faragási oktatás:
- Távolítsa el a sorjait a végéről, kívülről, ügyeljen arra, hogy olyan szögben közelítsen, amelybe a szerszám beleillik. Használjon fájlt vagy más megfelelő eszközt. Jobb híján gázkulccsal szoríthatja a végét.

Elég lesz 5 szál egy csőhöz és egy sarokhoz, és a radiátorba való behajtáshoz - 7-8.
- Végezzük a menetes csatlakozások összeszerelését. Mindkét elem szálainak meg kell egyezniük. Ha erővel nyomunk, akkor új képződhet, és erre nincs szükségünk, mivel ez a kapcsolat károsodásához vezet. Továbbá ne "vezesse" végig a szelepet. Még akkor is, ha a fogantyú kényelmetlen helyzetben marad az Ön számára, a további erőfeszítések repedéshez vezetnek a testben. Jobb megállni, mielőtt elérnénk egy fordulat végét. És általában véve rendkívül óvatosnak kell lennie, mivel törékeny sárgarézzel van dolga.
Húzza az ellenanyát 5 mm-re a tengelykapcsoló között, amíg ellenállást nem érez. Tekerje fel a tekercset a szál mentén a résbe. A szálak összeszerelése után festeni kell. Mivel a munka során megtörtük a cinkréteget, és egyes kötések további védelmet igényelnek (az öntöttvas erősebb, mint a sárgaréz).
- Csatlakoztassa az eszközt alulról. Nem kell öblíteni. És a réz elemek nem törnek el, ha hirtelen rájuk esel. Csapot kell tennie a felső dugókba.
A mindenki által ismert hátrányok ellenére a horganyzott csöveket a fűtéshez az elkövetkező hosszú évtizedekben használják. És még ha csak megbízhatóbbnak is tűnnek, mint a modern műanyagok, a központosított rendszerekben való használata indokoltabb, ha megelőző intézkedéseket hoznak. Először is, a fűtési ütemezés mindig elvész, a csövekben a nyomás folyamatosan ugrik, mint a hőmérséklet. Nem valószínű, hogy ilyen körülmények között a műanyag olyan erősnek mutatkozik, mint az acél. Másodszor, nincs értelme erős fűtőtesteket ilyen csövekhez csatlakoztatni.
Egy autonóm rendszer elrendezésével azonban kiszámíthatja a nyomás és a hőmérséklet "felső határát", megjelenítheti saját ütemezését és az összes szerkezeti elemet a számításokhoz igazíthatja. Ha nincs szüksége nagy teljesítményű radiátorra, háza már meleg, főleg nyáron - ez az egyetlen szezon, amelyet az országban tölt, akkor nincs értelme pénzt horganyzott csövekre költeni. Előnyben részesítheti a megerősített polipropilént vagy a fém-műanyagot szerelvényekkel. Egyébként jól alkalmazhatók egy kontrollált paraméterekkel rendelkező autonóm rendszer egész éves lakókörnyezetben. Ebben az esetben a csövek telepítése könnyebb lesz, mint az acéltermékek esetében.
Horganyzott csőtermékek típusai
A védő cinkréteggel ellátott csöveket különféle célokra szolgáló csővezetékekhez használják:
| Kilátás | Alkalmazás | Méretek (szerkesztés) |
| Víz- és gázvezeték | beltéri autópályákhoz | hossza - 4-12 m |
| Elektromos hegesztett cső | mezőgazdasági mérnöki és építőipari tevékenység | átmérő - 110- 480 mm |
| Négyzet alakú vagy téglalap alakú profil | ipari és háztartási építés | szakasz mérete - 10-150 mm |
| Varrat nélküli cső szénből vagy ötvözött acélból | gépgyártás | széles mérettartomány |

A horganyzott felülettel ellátott cső alakú termékek átmérője 17-150 mm. A névleges átmérő mérete 10-155 mm.
Megkülönböztetni súly szerint:
| Cső típusa | A fal mérete (vastagsága) mm-ben |
| könnyű horganyzott | 2 — 4 |
| horganyzott hagyományos | 2.2 — 4.4 |
| horganyzott megerősítve | 4.5 — 5.0 |
Jegyzet! Az acélcsövekre általánosan elfogadott állami szabványokat alkalmazzák a horganyzott csövekre, nincs különösebb szabványosításuk.
Használható-e horganyzott csövek fűtési rendszerekhez és melegvíz-ellátáshoz.
Nagyon gyakran hallhatja a vásárló kérdését, lehet-e horganyzott csöveket használni a fűtési rendszerekhez és a meleg vízellátáshoz? Néha ezt a kérdést szemrehányással is elhangzik, miért teszel "rozsdás" csöveket hozzánk? Spóroljon rajtunk! És tényleg miért? Miért érdemes "rozsdás" csövet vagy műanyagot elhelyezni, amely megolvad a magas hőmérséklettől, mert mindenki régóta ismert horganyzott csöveket, amelyek nem rothadnak és több mint 50 éve szolgálnak.

A válasz itt egyszerű és egyértelmű, az 55 fok feletti hőmérsékletű fűtési és melegvízellátó rendszerek horganyzott csövei nem telepíthetők, és ezért. Amikor a fűtési rendszerben vagy a melegvíz-ellátásban lévő hűtőfolyadékot 55 fok felett melegítik, és különösen erősen 70 ° C-on, kémiai reakció megy végbe a hűtőfolyadékban, aktív cinkpehelyezéssel, miközben a szűrők és a vékony csőszakaszok eltömődnek, majd fistulák jelennek meg a csöveken, és a fűtési rendszer természetesen szivárog ... Ha vizet használ hőhordozóként, és mi ezt használjuk a kerti és vidéki házak fűtési rendszereinek 99 százalékában és a lakóházak 100% -ában, a 70 fok feletti vízben, és különösen 82 fok után az oxigén aktívan szabadul fel. Mint tudják, az oxigén aktív katalizátor, amely felgyorsítja a kémiai folyamatokat. Következésképpen a korróziós folyamat még gyorsabb lesz.
A helyzet nem a legjobb a hideg vízellátásnál, ha a víz menetrend szerint működik, vagy nagyon gyakran nem létezik. A horganyzott csövek váltakozó érintkezése vízzel, majd levegővel nagyon rossz integritásuk szempontjából, a horganyzott tartályok és csövek ilyen körülmények között két-három év múlva szivárognak. És csak horganyzott csövek szolgálnak harminc évet vagy annál hosszabb ideig, amelyek a szélsőséges hőmérsékleti viszonyok és a víz megszakításai nélkül működnek. By the way, feltéve, hogy el vannak szigetelve a nedvességtől és kívül.
Megengedett határeltérések
A falakon a GOST általában legfeljebb 15% -os eltéréseket engedélyez, és az átmérők 17-48 mm - 0,4-0,5 mm, átmérője 60-159 - 0,8-1%.
A cső súlya közvetlenül függ a méretétől és sűrűségétől. 1 kg méteres terméktől 35-ig terjed. A súlyt általában a szerkezeti tervezéshez használják. De a csöveket méterenként vásárolják meg.
Azt is meg kell jegyezni, hogy a horganyzott csőnek nincs bizonyos egységes szabványa. Ezért a szokásos acélcsövek szabványa szerint készülnek. Annak ellenére, hogy ez nem teljesen helytálló, a GOST-ot önmagában vesszük, a 91. évig.
Miért horganyzott csövek?
Nagyjából ma nagyon sok csőanyag van a kommunikációhoz. A horganyzott acél azonban nemcsak elhagyja a piacot, hanem magabiztos pozíciót is elfoglal. Nagyrészt tulajdonságainak köszönhetően. Ezenkívül a horganyzott csöveket, a típustól függően, különböző iparágakban és építőiparban használják.

Az acél és a horganyzott csövek közötti különbség 10 év után
A horganyzott termékeket gyakran használják szellőzéshez és kéményekhez. Ez annak köszönhető, hogy az anyag még a kémény esetében sem halmoz fel üledéket.
Ezenkívül a horganyzott csövek nagy előnye a könnyű telepítés. Természetesen, ha a háztartás méretéről van szó. Például a szellőzőcsöveket egyszerűen hegesztés nélkül csatlakoztatják, míg a csatlakozások szorosak és praktikusak.Kémény esetében ezek a termékek jó tapadást biztosítanak, vagyis kiváló aerodinamikai tulajdonságokkal rendelkeznek, ami szükséges az égéstermékek helyes eltávolításához.
Van-e alternatívája a horganyzott csöveknek?

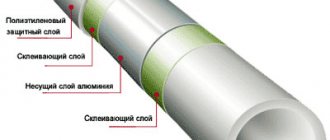
Üvegszállal erősített cső
Mi tehát a horganyzott csövek alternatívája, valóban kénytelenek vagyunk-e rozsdás csöveken átfolyó vizet inni. Természetesen nem. Hosszú évek óta alacsony és nagy nyomású polietilént állítanak elő, és mindenhol vízhez használják, meleg vízhez pedig az ún. PPRS csövek (polipropilén erősítésű csövek), vagy ahogy a reklámokban most mindenhol mondják - ez a "kalde". Az ilyen csövek képesek ellenállni a 90 Celsius fokos hőmérsékletnek, bár élettartamuk ilyen hőmérsékleten nem haladja meg a 6 hónapot, de évente hány napig fordul elő ez a hőmérséklet fűtőműveinkben? De a polipropilén csöveket fűtési rendszerükben használó magánházak tulajdonosainak nem szabad megfeledkezniük erről. A nem megfelelően megtervezett vagy beépített fűtési rendszerben a hőmérséklet nagyon sokáig tartható a polipropilén csövek hőmérsékleti határán, ennek következtében terelőkkel borulhatnak és összeomlanak.
Ez a hiba jellemző a fűtőberendezések automatikus szabályozóival rendelkező fűtési rendszerekre. Amikor a kazán folyamatosan 85 fokos, és a hőt radiátorszabályozók vezérlik. Ez szintén rossz, például a fűtési rendszer hőmérséklete 55 fok alatt van, amikor a csöveken kondenzátum képződik, különösen a kazán és a kémény külső felületein. Azt mondják, hogy a kazán sír, és természetesen felületei, különösen a kémény, még ha rozsdamentes acélból is készülnek, aktívan korrodálódnak.
a kérdésre adott válasz - lehet-e horganyzott csöveket használni fűtési rendszerekhez és melegvíz-ellátáshoz, és mi a jobb, ha "rozsdás" vagy PPRS csöveket használunk.
Ha valakinek még kérdése van, vagy szüksége van rá fűtési rendszer projekt egy magánházhoz és ennek megvalósításához hozzáértő szakemberek várják a kapcsolatot velünk. A cég 1985 óta működik ezen a szolgáltatási piacon, önszabályozó szervezetei és tanúsított szakemberei vannak. Tető- és hagyományos kazánházakat tervez és épít, fűtési rendszerek telepítését végzi lakóházak és magánházak számára. Példák munkánkra, címünkre és telefonszámainkra a következő oldalon.
A horganyzott csövek előnyei
A védő cink bevonattal ellátott cső jellemzői lehetővé teszik különböző csővezetékekben való alkalmazását. Fontos előnyei vannak más típusú csőszerű termékekkel szemben. És bár manapság a műanyag mindenhol helyettesíti a fémet, a horganyzott csöveket még nem fenyegeti ez a sors, mégis számos előny miatt továbbra is keresettek:
- A cső sima felülete nem teszi lehetővé a különféle szennyeződések megtelepedését a felületén, még akkor sem, ha kéményekről van szó.
- A horganyzott termékeket könnyű összeszerelni.
- Kiváló aerodinamikai tulajdonságokkal rendelkeznek - a cső jó tapadást biztosít, nem akadályozza a levegő szabad mozgását és az égéstermékek kifelé történő kibocsátását.
- A horganyzott védőbevonattal ellátott csövek szilárdsága szempontjából versenyképesek a műanyag termékekkel összehasonlítva. Nem sérülnek meg könnyen, és nincs szükségük további védelemre a mechanikai igénybevételektől.
- Műszaki jellemzők: alacsony hőtágulási együttható, hőstabilitás (magas hőmérsékleten történő munkavégzés képessége), ellenáll a nagyon magas üzemi nyomásnak is.
- Ezenkívül a horganyzott csövek jobban ellenállnak a korróziónak, ezért ebben a vitathatatlannak tűnő előnyben versenyezhetnek a műanyaggal.
- A cinkvezetékek további jelentős előnye, hogy a csapvízben szinte minden mikroorganizmust elpusztíthat. A cink természetes fertőtlenítőszer, ezért a horganyzott csőtermékek iránti kereslet különösen a vízvezeték-rendszerekben van jelen.
Javasoljuk, hogy ismerkedjen meg: Hol használnak rozsdamentes acél profilú csöveket és mi az előnyük
Hogyan válasszunk horganyzott csöveket a fűtéshez és a vízellátáshoz
Annak ellenére, hogy a piac telített a high-tech polimer csövek sokféle változatával, a fűtési rendszerek telepítéséhez használt fém, a hideg és meleg vízellátás napjainkban széles körben elterjedt. Az ilyen célokra szolgáló fémcsövek elsősorban acélból és rézből, ritkábban alumíniumból készülnek. Az ilyen csövek minden típusának, a gyártás anyagától függõen, van egy sor egyedi jellemzõje, amelyek elegendõ mozgásteret biztosítanak a fogyasztónak a választás során.
Az egyik legelterjedtebb csőtípus a horganyzott acéltermékek - ez az anyag számos pozitív tulajdonsággal rendelkezik, de alkalmazásukban specifikus. Fontolja meg, hogy milyen anyag ez, és hogyan kell a horganyzott csöveket megfelelően használni a fűtéshez.

Horganyzott csövek típusai és jellemzői
A horganyzott csövek fajtáinak tanulmányozása során azonnal meg kell jegyezni azt a tényt, hogy gyakorlatilag megegyeznek a hagyományos "fekete" csövek típusaival - a köztük lévő különbség kizárólag cinkbevonatnak köszönhető. Általában négy fő típusú horganyzott cső létezik.
- Horganyzott víz- és gázvezetékek. Ezt a kiváló minőségű csövet a GOST 3262 szabványnak megfelelően gyártják, és mind a vízellátó rendszerek, mind a gázvezetékek gyártásához használják. Csak beltéri használatra szolgál. A horganyzott acél víz- és gázvezetékeket 4 és 12 méter között gyártják.
- Villamosan horganyzott cső. Ez a fajta cső szokásos acélból készül a GOST 10704 szerint. Kizárólag a gépgyártásban, a mezőgazdaságban és a nem kritikus szerkezetek építésében használják. Hasonlóan a víz- és gázvezetékhez, ezeknek a termékeknek a hossza 4 és 12 m között változhat, az átmérő pedig 110 és 480 mm között lehet.
- Profil horganyzott cső - szakaszának alakjában különbözik az összes többi horganyzott csőtől. Általános szabály, hogy ez egy négyzet alakú vagy téglalap alakú cső, amelynek oldalmérete 10 és 150 mm között van.
- Varrat nélküli horganyzott cső - univerzálisnak nevezhető, és a nemzetgazdaság szinte minden ágazatában használják. A varrat nélküli cső magas szén-dioxid-tartalmú acélból vagy ötvözött acélból készül, ami önmagában a kiváló minőségű, és ami a legfontosabb, tartós termékek kategóriájába emeli.
Horganyzott vízcső fotó

Mindezen típusú csövek meglehetősen magas teljesítményjellemzőkkel rendelkeznek - külső átmérőjük 17 és 159 mm között változhat, a horganyzott csövek furatátmérője pedig 10 és 150 mm között van.
Többek között minden típusú horganyzott cső súlyától függően három csoportba osztható.
- 2–4 mm falvastagságú könnyű csövek.
- Standard csövek - faluk vastagsága az átmérőtől függően 2,2 mm-től 4,4 mm-ig változhat.
- Megerősített csövek 4,5-5 mm falvastagsággal.
Alapvetően ennyi. Nincs többféle horganyzott cső. Hacsak természetesen nem vesszük figyelembe a szellőzést, de ez már az építkezés egy másik területe.
Horganyzott csövek gyártási módszerei és fajtái
Az acélcsövek fő ellensége a korrózió. Az ellene való védekezés egyik módja az, hogy védő cinkréteget viszünk fel az acélcső felületére, amely után az anyagot külön alcsoportba soroljuk - horganyzott cső a vízellátáshoz és a fűtéshez.
A módszer mérsékelten költséges, ezért az acélcső horganyzás utáni ára továbbra is megfizethető marad - hozzávetőleges árarány található a táblázat szerint:
| GWP csőméret (gázvezeték) | Ár (dörzsölés / m) | |
| fekete acél | galvanizált | |
| 15x2,8 st1-3sp / ps | 33 | 50 |
| 20x2,8 st1-3sp / ps | 42 | 66 |
| 25x2,8 st1-3sp / ps | 59 | 95 |
| 32x2,8 st1-3sp / ps | 81 | 127 |
| 40x2,8 st1-3sp / ps | 90 | 155 |
| 50x2,8 st1-3sp / ps | 117 | 194 |
A horganyzott termékekre nincs független szabvány. A cinkkel védett acélcsöveket a villamos hegesztésű termékek egyenes varrással (GOST 10704) és a gázvezetékek anyagával (GOST 3262-75) kapcsolatos szabályozási dokumentumok szerint gyártják.
Cink bevonási módszerek
A cinkbevonat a cső működési körülményeitől függően mind külső, mind belső felületén elvégezhető.
A csövek horganyzására 4 módszer létezik, amelyek mindegyikét a termékek méretétől, valamint a cinkbevonat vastagságának és szilárdságának követelményeitől függően alkalmazzák:
- forró - az előkészített alkatrész olvadt cinkbe merül, ami biztosítja a bevonat magas minőségét és tartósságát, de a folyamat energiafogyasztása magas;
- hideg - a termékeket az egyik festési módszerrel festik cinktartalmú anyagokkal, amelyek nem biztosítják a cinkréteg nagy szilárdságát (a már felszerelt szerkezetek korrózió elleni védelmére használják);
- elektrogalvanikus - a bevonatot az elektrolízis módszerével hajtják végre, vagyis az elektrolitban (katódban) oldott cink lerakódását az alkatrészen (anód), amikor elektromos áram halad;
- termikus gáz - eszköz egy cinkporrész felületén gázlánggal történő permetezéssel történő védőbevonathoz, hátránya a réteg porozitása és alacsony szilárdsága;
- termikus diffúzió - az alkatrészeket cinkréteg borítja, amely 2500 fokos melegítés után következik be. gőzállapotban kis alkatrészek nagy mennyiségben történő feldolgozására használják - csavarok, csavarok, anyák, alátétek, amelyek nagy cink-fém tapadást igényelnek.


Horganyzott csövek gyártása: technológia és típusok
Olyan anyagok használata esetén, mint az acél, nem szabad megfeledkezni arról, hogy oxidálódik, ha a levegővel és különféle folyadékokkal lép kölcsönhatásba. Ennek a negatív minőségnek a csökkentése érdekében horganyzást végeznek. A cink oxidációja gyorsabb, ami megvédi az acélt a korróziótól. A horganyzott csövek gyártása során kiváló minőségű szénacél osztályokat használnak:
- 10;
- 15;
- 20;
- 35;
- 45
Az ilyen típusú termékek legelterjedtebb előállítási módszerei közé tartozik a meleg és diffúziós horganyzás. Tüzihorganyzásnál egy acél tuskót olvasztott cinkbe mártanak körülbelül 450 ° C hőmérsékleten. A diffúz cinkezés azon alapul, hogy a cinkatomok behatolnak a vas keresztkristályos rácsába. Ez a módszer biztosítja a bevonat nagy mechanikai szilárdságát, ellenállást a hámlásnak és a forgácsnak. A termikus diffúziós galvanizáláshoz vasfém szerkezetet helyeznek egy cinkporos tartályba. A felület cinktelítettsége 290-450 ° C hőmérsékleten fordul elő. Ennek eredményeként a horganyzott cső a korróziógátló tulajdonságok mellett elektrokémiai védelemmel is rendelkezik. A vasfém katóddá válik, és a cinkanódot a korrózió fokozatosan elpusztítja.
A modern gyártók horganyzott acéltermékek széles választékát kínálják. A klasszikus kerek mellett négyzet vagy téglalap alakú szelvényt vásárolhat. Az alak mellett a csövek hossza és falvastagsága is eltér. A külső átmérő 17 és 159 mm között lehet, a horganyzott csövek furatátmérője pedig 10 és 150 mm között változhat. Ez a sokféleség sokféle alkalmazáshoz vezet.

A hegesztett vagy varrat nélküli acélcsövekre cinkréteget visznek fel
A cinkbevonatú acélcsövek paraméterei
A cinkbevonatú acélcsövek fő műszaki paraméterei:
- külső átmérő (10,2 - 165 mm);
- 1 m cső tömege (0,4 - 22 kg);
- névleges furat (6 - 150 mm);
- falvastagság (1,8 - 5,5 m);
- hossza (4 - 12 m).
A szokásos csövekhez hasonlóan a horganyzott termékek falai is lehetnek könnyűek, megerősítettek vagy szabványosak, a kivitelezés pontossága rendes vagy megnövelt.
Fontos! A védő cinkbevonatot a termék teljes felületére kell felhordani, amelynek vastagsága legalább 30 mikron. A védőréteg hámozása, hámozása és duzzanata nem megengedett ("Acél víz- és gázvezetékek", Műszaki feltételek, GOST 3262-75, rev. No. 4.6).
Horganyzott csövek típusai
A horganyzott kerek csövek szokásos méretei megegyeznek a "fekete" társaikéval, a különbség egy védő cinkbevonat.
- A horganyzott víz- és gázvezetékek kiváló minőségű termékek, amelyeket a GOST 3262-75 szabvány szerint gyártottak (relevánsak 2020-ra). Gáz- és vízvezetékek telepítésére használják a helyiségekben. Névleges furat - 6-150 mm, hossza - 4-12 m. A termékek normál minőségű acélokból (GOST 380-2005) és kiváló minőségű acélokból (GOST 1050-88) készülnek.
- A horganyzott elektromos hegesztésű csöveket a GOST 10704-91 szabványnak megfelelően gyártják a külső átmérők széles tartományában - 10-1420 mm. Ezekre a termékekre kereslet van az építkezésben felelőtlen struktúrák létrehozására, a mezőgazdaságban és a gépiparban.
- A varrat nélküli horganyzott csövek nagy teljesítményű termékek. A GOST 8732-78 szerint gyártva - melegen deformálva, a GOST 8734-75 szerint - hidegen deformálva.
- A profiltermékek téglalap alakúak (speciális eset - négyzet alakú).
Előnyök és hátrányok
A horganyzott VGP-csövek pozitív és negatív tulajdonságainak többsége egybeesik a fekete acélból készült termékek paramétereivel, de vannak egyedi tulajdonságok is.
Méltóság
- Erő (különösen szakítószilárdság).
- Tűzállóság.
- Alacsony hőnyújtási együttható.
- Abszolút feszesség.
- Sokk ellenállás.
- Tartósság.
- Hőcserélőként használható.
- A telepítés lehetősége, beleértve a karbantartást is, végezze el saját maga.
- Két szerelési módszer (hegesztés, menetes csatlakozás).
- Könnyű ártalmatlanítás.
Az acél GWP-csövek mellett az a tény áll, hogy a gázvezeték külső vezetése a fővezetéktől a fogyasztókig csak acélból megengedett.
hátrányai
- Jelentős részesedés.
- Elektromos vezetőképesség.
- Magas hővezető képesség (a fűtési és melegvíz-rendszerek csövek szigetelésének szükségessége).
- Korrózióra való hajlam, ha a cinkvédelem sérült.
Telepítési és szerelési módszerek
A fűtési vagy melegvíz-rendszert alkotó horganyzott csöveket háromféleképpen szerelik fel:
- hegesztés;
- karimás csatlakozás;
- menetes csatlakozás;
- forrasztás.
E módszerek mindegyikének megvannak az előnyei és hátrányai. Vegye figyelembe ezeket a telepítési módszereket és a hozzájuk kapcsolódó árnyalatokat.
Horganyzott csövek hegesztése
A cinkbevonatú víz- és gázvezetékeket elektromos vagy gázhegesztéssel lehet összekötni - mindkét típusú szerelés kényelmes, mivel kevés időt vesz igénybe. Van azonban egy negatív tényező, amelynek hatását minimálisra kell csökkenteni, mivel nem lehet teljesen megszüntetni.
Az a tény, hogy a hegesztési varrat hőmérséklete eléri az 1200 fokot, a cink 906 fokon forr és forralni kezd a hegesztési folyamat során. Ebben az esetben a következők történnek:
- a cinkgőzök káros hatása a hegesztőre, a fulladás kezdetéig, mivel mérgezőek;
- A párolgó cink kiteszi az acélt, és sebezhetővé teszi a korróziót;
- a cinkgőzök hozzájárulnak a hegesztés pórusainak és repedéseinek kialakulásához, amelyek csökkentik az ízület szilárdságát.
Ezen folyamatok maximális lokalizálása érdekében a hegesztés megkezdése előtt, a helyiség hatékony szellőzéséhez szükséges kötelező eszköz kivételével, a következő műveleteket kell végrehajtani.
- készítse elő az illesztés széleit, vagyis készítsen rájuk egy külső letörést, és 25-30 mm-rel távolítsa el a cinkbevonatot az illesztés mindkét oldalán;
- a hegesztés hegesztése, majd a hegesztési varrat tisztítása a salaktól és a csupasz csőszakasz bevonata cinktartalmú festékkel (cinkpor-tartalom - 94%, kötőanyag - 6%) - hideg horganyzás.
A cinkréteg forrásának megakadályozása érdekében a csomópontot 5 cm-es sósavval kezelheti mindkét irányban, de ebben az esetben savas füstök keletkeznek a hegesztés során.
Fontos! A vegyes vállalkozás (Építési Szabályzat) 73.13330.2012 4.6. Pontja szerint a horganyzott acélcsövek hegesztett kötéseinek használata nem megengedett, mivel a hegesztés előtt a cinket nem távolítják el a cső belső felületéről, és a cinkgőzök amelyek nem kerülhetők el, okozzák a varrat pórusainak és héjainak kialakulását. De ez a dokumentum önkéntes, és ha a projektben nincs utalás ennek az elemnek a kötelező használatára, akkor a horganyzott csövek hegesztéssel történő felszerelése megengedett.
- végezzen hegesztést kis sebességgel, de elkerülve a cső átégését és megnövekedett áramerősséggel;
- használjon rutil bevonatú elektródákat (az elektróda titán-oxidot tartalmaz).
A horganyzott csövek elektromos hegesztése bizonyos képességeket igényel a hegesztőtől. Az elektróda külső bevonatának összetétele mellett a hegesztés minőségét befolyásolja a rúd vastagsága, amely meghatározza az ív erejét - egy túl vastag elektróda ég át a falon, egy vékony pedig nem biztosítja a hegesztett kötés szükséges szilárdságát. 1,5 - 5 mm falvastagságú horganyzott csövek hegesztéséhez 2-3 mm átmérőjű elektródákat használnak.
Karimás csatlakozás horganyzott csövekhez
Ez a módszer azon alapul, hogy a csövek töredékeit összecsavarozzák, amelyek végén karimák vannak hegesztve - acélgyűrűk, amelyek belső átmérője megegyezik a cső külső átmérőjével, és lyukak a kerület mentén a csavarok rögzítéséhez. Két különböző töredékből álló két karimát viszünk fel egymásra egy közbenső tömítés segítségével, és csavar anyákkal vagy csapokkal rögzítjük őket.

Ebben a telepítési módszerben ugyanaz a negatív tényező van jelen, mint a hegesztett kötésben - a karimák csövekhez hegesztése során a cink felforr, és a védőréteg megsemmisül a varrat területén. Ezért intézkedéseket kell tenni a cinkréteg hőmérsékleti hatásának lokalizálására is, majd a hegesztés befejezése után meg kell tisztítani a varratot, és korróziógátló cinktartalmú bevonatot kell rá felhordani (hideg horganyzás).
A karimás csatlakozás nem kompakt, ezért a legtöbb esetben a csővezetéket a használati helyiségekben vagy a szabadban fektetik. A karima ütköző oldalán gyűrű alakú terület van, amelyet tükörnek hívnak. Egy furattal ellátott paronit-tömítést, amelynek átmérőjének egybe kell esnie a cső belső átmérőjével, az összekapcsolódó karimák két tükre közé kell szerelni, mielőtt azokat összehúzzák. A tömítés külső átmérője megegyezik az ellentétes rögzítőcsavarok közötti távolsággal.
Menetes csatlakozás
Ez a telepítési módszer kiküszöböli a hőcsatlakozási módszerek szükségességét, és különféle típusú szerelvények segítségével hajtják végre, amelyeket úgy terveztek, hogy a csővezeték egyes töredékeit összekapcsolják menetek befűzése után.

A menetes szerelvénynek vannak hátrányai is:
- a menetfúrás munkaigényes és időigényes;
- egy vágószerszám (szerszám) egy szál vágásakor eltávolítja egy bizonyos vastagságú acélréteget és egy védő cinkbevonatot.
- a menetes csatlakozás szorosságát a menet FUM szalaggal, tömítő pasztával vagy festékkel történő tekercselésével biztosítják, amelyek végül elveszítik tulajdonságait és cserét igényelnek.

Horganyzott csövek forrasztása
A horganyzott csövek fűtési rendszerének vagy melegvízellátásának felszereléséhez a cinkréteg károsodása nélkül keményforrasztást alkalmaznak, amelyet a következő sorrendben hajtanak végre:
- a csatlakoztatandó csővégeket betonozzuk, és ha a falvastagság meghaladja a 3 mm-t, akkor a külső éleken letörést hajtanak végre;
- az ízületeket hevítéssel zsírtalanítják, majd ezt követően a plaszticitásra hevített fluxust (HLS-B összetétel) vastag rétegben viszik fel a tervezett kötéssel szomszédos felületre is;
- a végeket 2-3 m-es réssel helyezzük el;
- az égő lángját felesleges oxigén éri.
Az égő méretét a horganyzott cső átmérőjétől és falvastagságától függően választják meg:
A horganyzott cső kiváló minőségű forrasztásához be kell tartani a szabályt: az égő méretének egy egységgel kisebbnek kell lennie, mint ha azonos méretű csövet hegesztenek cinkbevonat nélkül. A keményforrasztási folyamat során a lángot az összekapcsolandó élekre és az illesztési hézagra kell koncentrálni, hogy kizárják a cink melegítését és párolgását a fluxusréteg alól.

A horganyzott csövek kiváló minőségű keményforrasztásának közös varratai nem igényelnek további korrózióvédelmet, de a cinktartalmú festékre biztonsági műveletként történő felvitel nem lesz felesleges.
Horganyzott csövek
Horganyzott csövekamelyek nagyobb szilárdsággal, a korrózió negatív hatásaival szembeni ellenálló képességgel és más romboló tényezőkkel különböznek a többi hengerelt csőtől.
Az acél fő hátránya a rossz korrózióállóság. Az acél korrodálódásának megakadályozása érdekében a fémet cinkréteg borítja. Miután elvégezte ezeket az eljárásokat, a termék sokkal tovább tart. Ha egy közönséges cső élettartama 4-5 év, akkor horganyzott csőnél 5-6-szor több (25-30 év). Ez a horganyzott termékek fő értéke.
A szokatlanul nagy szilárdság és a jobb teljesítményjellemzők mellett a horganyzott csövek más különbségeket mutatnak a bevonat nélküli társaikhoz képest - elektrokémiai védelemmel rendelkeznek, és (a bevonat miatt) átlagosan 2-3% -kal nehezebbek. Ezért szállításuk nem a tényleges, hanem az elméleti súly szerint történik, teljes mértékben a gyártóüzem tanúsítványainak megfelelően.
Természetesen a horganyzott acélcső sem kivétel ebben a tekintetben. A horganyzott csövek és más csövek összehasonlításakor a következő pontok emelhetők ki:
1. Nagyon nagy szilárdság - természetesen a műanyag csövekhez képest. Ebben az összehasonlításban a horganyzott cső óriási előnnyel rendelkezik a műanyag csővel szemben, mert baltával a műanyag vágása meglehetősen egyszerű, de ezt nem lehet horganyzott fémcsővel elvégezni. Ezeknek a csöveknek gyakorlatilag nincs szükségük mechanikai sérülések elleni védelemre.
2. Méretstabilitás. A horganyzott csövek, mint általában, és minden más ilyen típusú fémtermék a műanyaghoz képest alacsonyabb hőtágulási együtthatóval rendelkezik.
3. Hatalmas üzemi hőmérséklet-tartomány - bármely fémcső képes ellenállni a túlhevített gőznek is.
4. A csöveken keresztül szállított folyadék nagy üzemi nyomása.
Gyakran egy horganyzott cső melegen horganyzott, amelynek köszönhetően védőréteg képződik a csövön kívül és belül egyaránt. Ez a módszer magában foglalja a bevonatnak az alapfémhez való kötését molekuláris szinten, ami biztosítja a fémtermékek jó korrózióállóságát. A módszer rendkívül hatékony és gazdaságos.
A gyártási módtól függően a horganyzott csöveket varrat nélküli és elektromos hegesztésre osztják.
A varrat nélküli termékeket meleg vagy hideg alakváltozással készítik. A horganyzott varrat nélküli csövet széles körben használják a fővezetékekben, mert képes ellenállni a munkaközeg nagy nyomásának.
Horganyzott csövek különböző típusúak:
1. A cső elektro-hegesztett horganyzott. Ezt a kiváló minőségű csövet a GOST 3262 szabványnak megfelelően gyártják, és mind a vízellátó rendszerek, mind a gázvezetékek gyártásához használják.Csak beltéri használatra szolgál. A horganyzott acél víz- és gázvezetékeket 4 és 12 méter között gyártják.
2. A profil horganyzott cső szakasza alakjában különbözik az összes többi horganyzott csőtől. Ez egy négyzet alakú vagy téglalap alakú cső, amelynek oldalmérete 10 és 150 mm között van.
3. A varrat nélküli horganyzott csövet a nemzetgazdaság szinte minden ágazatában használják. A varrat nélküli cső magas szén-dioxid-tartalmú acélból vagy ötvözött acélból készül, ami kiváló minőségű, és ami a legfontosabb tartós, hosszú élettartamú termék.
Mindezek a csőtípusok meglehetősen magas teljesítményjellemzőkkel rendelkeznek, mivel külső átmérőjük 17 mm és 159 mm között változhat, a horganyzott csövek furatátmérője pedig 10 mm és 150 mm között van.
Minden típusú horganyzott cső súlyuktól függően három csoportba osztható.
- 2–4 mm falvastagságú könnyű csövek.
- Normál csövek - faluk vastagsága az átmérőtől függően 2,2 mm-től 4,4 mm-ig változhat.
- Megerősített csövek 4,5-5 mm falvastagsággal.
A horganyzott csövek alkalmazási köre nagyon széles, például a szellőzőrendszerek elrendezésétől az útjelző táblák gyártásáig. Erősségének és hosszú élettartamának köszönhetően ezeket a termékeket széles körben használják az iparban, különösen az olaj- és gázgyártásban, ami méltányos költségmegtakarítást eredményez az ilyen iparágakban. Ezenkívül a horganyzott csöveket gyakran használják lakó- és nem lakóépületek építésénél, nevezetesen gáz- és vízellátó rendszereikben. horganyzott csövet a modern kivitelezésben nemcsak vízellátó vezetékek létrehozására használják - hatóköre sokkal szélesebb. Nagyszerű a betemetett vagy padló alatti elektromos kábelek és sok más kommunikációs rendszer számára.
A horganyzott csövek hossza 4 és 12 m között mozog. Az átmérőt az általánosan elfogadott szabványok szerint mérik. De gyakran a gázvezetékekben ezek a csövek kis átmérőjűek.
A horganyzott csövekből történő rendszerek összeszerelésének technológiájának tanulmányozásához közeledve először is meg kell jegyezni, hogy az ilyen típusú anyagokat kizárólag menetes csatlakozásokkal kötik össze. A horganyzott csövek hegesztése a technológia durva megsértése, különösen a vízvezeték-rendszerek összeállításakor. Az a tény, hogy a hegesztési munkák során az anyagot magas hőmérsékletre melegítik, ami egyszerűen kiégeti a cinket, aminek következtében a cső sérülékeny a korrózióval szemben. Ezenkívül a cinkgőz jelentős veszélyt jelent a belélegző személyre nézve.
- 57x3,5
- 76x3,5
- 89x3,5
- 108x3,5
- 133x4
- 133x4.5
- 159x4.5
- 219x6
Horganyzott csövek fűtési és melegvíz-rendszerekben történő alkalmazásának sajátosságai
A fűtési rendszerek és a vízellátó rendszerek cinkbevonatú csöveit az üzemi körülmények figyelembevételével használják.
Ha a hűtőfolyadék hőmérséklete nem haladja meg a 65 fokot, akkor a cinkbevonat sikeresen ellátja funkcióit. Az északi régiókban, ahol ez a paraméter sokkal magasabb, a belső cinkréteg magas hőmérséklet hatására reagál a vízzel:
Zn + H2O = ZnO + H2.
Az ezen interakcióból származó mindkét anyag negatív tényező:
- A ZnO olyan pehely, amely kicsapja és eltömíti a kis átmérőjű csővezetékek lumenét;
- H2 jelentése hidrogén, amely bizonyos arányban levegővel keverve robbanásveszélyes, vagy legalábbis eltömődést képez a rendszerben.
Ezért olyan melegvíz- és fűtési rendszerekben, ahol a hűtőfolyadék hőmérséklete meghaladja a 60 fokot, megengedett olyan csövek használata, amelyek csak külső védő cinkbevonattal rendelkeznek, amelyek inaktív időszakokban megvédik a csővezetéket a korróziótól.Amikor azonban a forró cső felületére víz kerül, a cinkhüvely elkezd hámozni az alapról, ezért ennek elkerülése érdekében az ilyen csővezetékeket a cink tetejére kell festeni, amelyek még nagyobb a rendszer költségeinek emelkedése.
Kimenet: kívülről horganyzott csövek használata forró vízben és 60 fok feletti hűtőközeg hőmérsékletű fűtési rendszerekben indokolatlanul drága, belülről horganyzott csövek pedig károsak és veszélyesek.
A fűtési rendszer önálló kialakítása
Horganyzott acélcsövek éghajlati hálózatának gyártása során kétféle csatlakozás használható:
- elektromos vagy gázhegesztésű;
- menetes szerelvények segítségével.
Meg kell jegyezni, hogy mind az első, mind a második módszer megköveteli a mestertől bizonyos építési készségeket. Ha kételkedik a képességeiben, jobb a tapasztalt vízvezeték-szerelőkre bízni a telepítési eljárást.
Hegesztés
A hegesztési módszerrel történő fűtés előállításának folyamata a következő szakaszokból áll:
- Függőleges főemelőket (be- és visszavezetés) szerelnek fel, majd vízszintes vezetékeket készítenek belőlük az egyes központi fűtési radiátorokhoz.
Tanács! Ha egy régi fűtési rendszert modernizál, akkor célszerű a csöveket a régi rendszer szerint telepíteni, elvégezve azok egymást követő cseréjét. Az ilyen mérnöki hálózatokat nagyon gondosan tervezték és tesztelték, ezért nincs szükség felesleges változtatásokra.

A hegesztés felelősségteljes és összetett folyamat
- A gázhegesztést speciális forrasztással végezzük, amelynek vastagsága 0,8-1,2 mm. Elektromos hegesztés esetén elektródokat kell használni, legfeljebb 3 mm átmérőjű kalcium-fluoriddal vagy rutil bevonattal. Ellenkező esetben nem lehet szoros kapcsolatot kialakítani.
- A horganyzott csövek, ellentétben a hagyományos acélcsövekkel, átfedésben vannak. Ehhez az egyik alkatrészt kissé fellángolják.
A védőbevonattal ellátott csövek hegesztésekor különös figyelmet kell fordítani a varrat minőségére. Az ízületnek nem lehet megereszkedése, forgácsai, repedései és egyéb hibái.
Ugyanilyen gondossággal lyukakat kell készíteni a csövekhez és szerelvényekhez. Használhat fúrót, marógépet, vagy kinyomhatja a lyukat egy présgéppel.

Gondosan figyelnie kell a varratok minőségét.
Ha rendelkezik alapismeretekkel a hegesztőgéppel való munkában, és úgy dönt, hogy horganyzott csöveket szerel magának, a műveletek során be kell tartania az alábbi tippeket:
- a varratot a rész középső részéből kell kezdeni, a padlóról indulva és fokozatosan felfelé haladva;
- az elektródát szigorúan merőlegesen kell elhelyezni a termék felületére (különben lehetetlen lesz kiváló minőségű kötést készíteni);
- ha a hegesztést függőleges felületen végzik, az elektródát szögben kell elhelyezni, felülről lefelé irányítva;
- ponthegesztési technológiával lehet a legjobb minőséget elérni.
Jegyzet! A horganyzott csövek hegesztését gyakorlatilag nem használják. Magas hőmérséklet hatására a védőréteg teljesen elpárolog, aminek következtében az ízületek korrodálódnak, és elveszíti a drága galvanizálás használatának minden előnyét. Jobb elidőzni a menetes szerelvények használatával járó csatlakozási technológián.

A hegesztőív elpárologtatja a védő cinkréteget a cső felületéről
A csatlakozások illesztése
A fűtési rendszer csavarási módszerrel történő telepítéséhez fel kell szereznie a szükséges szerelvények mennyiségét: könyök, adapterek, szelepek és így tovább.

Horganyzott menetes csőszerelvények
Különböző átmérőjű szerszámokra is szükség van a meneteléshez. Használhat szerszámokat, de jobb, ha stancolóvágót vásárol: ez az eszköz lehetővé teszi, hogy hatékonyabban vágjon, elkerülve a torzulásokat.
Ezenkívül szüksége lesz:
- daráló acélcsövek vágásához a szükséges hosszúságú darabokra;
- egy fájl, amellyel a végletörést eltávolítják;
- egy satu, amely segít biztonságosan megtartani a munkadarabokat, miközben velük dolgozik;
- gázkulcs a szerelvények és csövek csavarásához (lehetőleg nyomatékkulcs - adagolási erővel nem károsítja a szerelvény menetét).
A vágási folyamat általában még egy kezdő mester számára sem okoz nehézségeket, de itt számos jellemzőt figyelembe kell vennie:
- csövek mérésekor ne felejtse el figyelembe venni azt a távolságot, amelynél a cső csavarodáskor bejut a szerelvénybe;

A horganyzott csövek vágásához jobb speciális berendezéseket használni.
- a telepítés során ügyeljen arra, hogy a csövet a falhoz túl közel helyezve nem lesz lehetséges a menetvágás (ehhez legalább 8-10 cm szabad hely szükséges).
Az összeszerelés nem különösebben fáradságos.
Itt a kezdő mesterek csak két gyakori hibát követnek el:
- A termékek eltérése a hossztengely mentén. Ha a cső és a szerelvények pontatlanul vannak összehangolva, akkor a menetek eltörhetnek. Emiatt lehetetlen lesz elérni a kívánt feszességet, és a sérült alkatrészeket újakra kell cserélni.
- A feszítőszerelvény vagy az elzárószelep túl szoros. Gyakran fordul elő csapok csavarozásakor, amikor a mester egy kicsit jobban meg akarja húzni az anyát, hogy a darukar szabadabban mozogjon. Leggyakrabban ez bontáshoz vezet.
További polimer szalag vagy vontatórétegek teljes szétszerelése és visszatekerése segít megbirkózni a helyzettel.
Radiátorokkal történő dokkolás
A telepítés másik döntő szakasza a csövek fűtőtestekkel való összekapcsolása. Ehhez egy speciális típusú szerelvényeket használnak - hajlításokat.
A műveletet a következő séma szerint hajtják végre:
- a gumibetétet addig csavarják a csőhöz, amíg a vágása és az akkumulátor bemenete közötti távolság el nem éri az 5 mm-t;
- kóc van tekercselve a radiátor bemeneti csövén (a menet mentén);

Karimák a csövek radiátorokhoz való csatlakoztatásához
- a szorítást addig csavarják a menetre, amíg az erő észrevehetővé válik, de nem túlzottan;
- az ízületek a korrózió elkerülése érdekében festhetők.