A cső átmérőjének csökkentése előtt alaposan tanulmányozza az elméletet.A cső átmérőjének csökkentése otthon mindenki számára hasznos lehet, aki saját kezűleg javítja a különféle berendezéseket. Természetesen, ha csökkentenie kell a rendszer valamely elemét, akkor a legjobb, ha egy speciális adaptert használ, és egyszerűen csatlakoztat két különböző átmérőjű csövet. Ha azonban keskeny vagy hajlított csövet kell beszereznie a már kaphatóból, akkor igénybe veheti a gördülést. A hengerlés a termék képlékeny alakváltozása.
Hengerlés és hajlítás típusai
Hengerléssel a csövekből elő lehet állítani a kívánt alakú terméket. Sőt, ezzel a módszerrel nemcsak hajlíthat bármilyen fémből készült terméket, hanem csökkentheti az átmérőt is.
Speciális berendezéssel csökkenthető a cső átmérője.
A cső hajlítását és alakjának változtatását gördülésnek nevezzük. Ez a folyamat azért kapta ezt a nevet, mert az ehhez használt eszköz a görgők.
A gördülést különböző célokra használják:
- A különböző anyagokból készült csövek átmérőjének csökkentése. Így deformálhatja a vékony falú termékeket rozsdamentes acélból, öntöttvasból, acélból stb.
- A hengerlés segítségével hajlíthatja a terméket. Ebben az esetben egy speciális sablon szerint kell hajlítania.
- Hosszabbítás és kiegyenesítés. Ez azonban nem ajánlott, mivel a termék elveszíti erejét.
- Átmérő növekedése. Ezt a folyamatot tartják azonban a legidőigényesebbnek.
- Egy speciális csőhajlító segítségével a terméket saját kezével tekercsbe hajlíthatja.
Az összes leírt eljárást felhasználják a csőszerű termékek gyártásában és javításában. Segítségükkel akár gyűrűbe hajlított elemeket is készíthet a kovácsoltvas kapuk díszítésére.
A csövek osztályozása feltételes szakaszok szerint
A cső névleges átmérője az egyik paraméter, amely nagyban függ az acéltermékek gyártásának típusától.
Általában négy típusú csövet különböztetnek meg, a gyártási technológiától függően:
- 20-500 mm - az ilyen termékeket forró hengerléssel állítják elő a GOST 8732-78 szerint;
- 5-250 mm - a GOST 8734-75 hasonló értékeket határoz meg a hideghengerlési módszerhez;
- 10-1400 mm - ez a hengerelt csövek csoportja hosszanti varratokkal ellátott hegesztett termékekre vonatkozik, és paramétereiket a GOST 10704-91 tartalmazza;
- 160–2400 mm a spirálvarratú hegesztett acélcsövek méretkorlátozása, a GOST 8696-74.

Ebben az esetben az acélcsőhengerek 38 szabványos méretben kerülnek forgalomba, névleges átmérőjük DN 5 és DN 2400 között mozog. Ezek négy speciális csoportot tartalmaznak, amelyek hidraulikus és pneumatikus rendszerekhez vannak rendelve.
Meg kell jegyezni, hogy a csövek névleges átmérőjének paramétereit nemcsak a GOST szabványos osztályozással és a választék jellemzőivel jelzi, hanem referenciakönyvekben, speciális táblázatokban is. Itt találhatók adatok a rendszer üzemi nyomásának maximális értékeiről, a hossz- és keresztirányú terhelésekről, valamint egyéb információk, amelyek társulhatnak a csőhenger névleges átmérőjével és szakaszának típusával. Lásd még: "Mi a csövek névleges átmérője - szabványok és normák".
A folyamat lényegének leírása
A gördülés meglehetősen bonyolult folyamat. Bizonyos esetekben azonban teljesen meg lehet csinálni magad. Különösen könnyű hajlítani a vékony falú rozsdamentes acélból és a horganyzott csövekből.
Szűkítésre szintén szükség lehet egy fémvezeték építése során. Ezt a módszert akkor alkalmazzák, amikor nagyobb átmérőjű csövet kell csatlakoztatni egy kisebb termékhez.
Az önkontrakció bizonyos kockázatokkal jár. Az a tény, hogy egy ilyen folyamatban két erő hat a csőre, ellentétes irányba irányítva. Ezért az ilyen elemekkel végrehajtható műveleteket több tényező korlátozza.

A csőátmérő csökkentésekor be kell tartani a biztonsági előírásokat
Mi az alkalmazott nyomás korlátozása:
- Először is az anyag plaszticitását veszik figyelembe. Minél műanyagabb, annál nagyobb a sugara hajlítható.
- Figyelnie kell arra, hogy mennyivel vékonyabb lehet a csőfalat egy adott termékhez.
- Ellenőrizni kell egy adott fém hajlítási szilárdságát. Minél műanyagabb az anyag, annál magasabb lesz ez a mutató.
- A sugár korlátozó paramétere, az oldalfalról a végre való átmenet is számít.
- Figyelnie kell magának a terméknek a felületi minőségére is.
Ezen paraméterek mindegyikét figyelembe kell venni. Minden falvastagság és minden átmérő esetében más és más.
A cső otthoni csökkentésekor meg kell vizsgálni azt a tényt, hogy a fémen nagyszámú redő nem képződik. Csökkentik az erőt.
Csökkentse a PVC csőátmérőt
A fűtési rendszer tervezésénél és beépítésénél mindig felmerül a kérdés - a csővezeték milyen átmérőt válasszon. Az átmérő és így a csövek áteresztőképességének megválasztása azért fontos, mert biztosítani kell a hűtőfolyadék sebességét a szakemberek által ajánlott 0,4 - 0,6 méter / másodperc tartományban. Ebben az esetben a szükséges energiamennyiséget (hűtőfolyadék mennyiségét) kell a radiátorokba juttatni.
Ismeretes, hogy ha a sebesség kisebb, mint 0,2 m / s, akkor a légtorlódás stagnál. 0,7 m / s-nál nagyobb sebességet nem szabad energiatakarékossági okokból megtenni, mivel a folyadék mozgásának ellenállása jelentősvé válik (egyenesen arányos a sebesség négyzetével), ráadásul ez az előfordulás alsó határa a zaj átmérője a kis átmérőjű csővezetékekben.
Milyen típusú csővezetéket kell választani
Manapság a fűtéshez egyre inkább a polipropilén csővezetékeket választják, amelyek bár hátrányaik vannak az ízületek minőségének biztosításával kapcsolatos nehézségek és jelentős hőtágulás formájában, azonban rendkívül olcsók és könnyen telepíthetők, és ezek gyakran döntő tényezők.
Milyen csöveket kell használni a fűtési rendszerhez? A polipropilén csöveket több típusra osztják, amelyeknek saját műszaki jellemzőik vannak, és különböző körülményekre tervezték őket. Alkalmas PN25 (PN30) fokozatú fűtésre, amely legfeljebb 120 fokos folyadék hőmérsékleten képes ellenállni a 2,5 atm üzemi nyomásnak. VAL VEL.
A falvastagságokat a táblázatok adják meg. A fűtéshez ma már polipropilén csöveket használnak, amelyeket alumínium fóliával vagy üvegszállal erősítenek meg. Az erősítés megakadályozza az anyag jelentős kiterjedését hevítés közben.
Sok szakértő inkább a belső üvegszálerősítésű csöveket részesíti előnyben. Egy ilyen csővezeték a közelmúltban vált a legszélesebb körben a magánfűtési rendszerekben.
A fűtővezeték átmérőjének megválasztása
A csövek szabványos átmérőjűek, amelyek közül választania kell. A ház fűtésére szolgáló csőátmérők kiválasztására tipikus megoldásokat dolgoztak ki, amelyek alapján az esetek 99% -ában az átmérő optimális helyes megválasztását végezheti el hidraulikus számítás elvégzése nélkül.
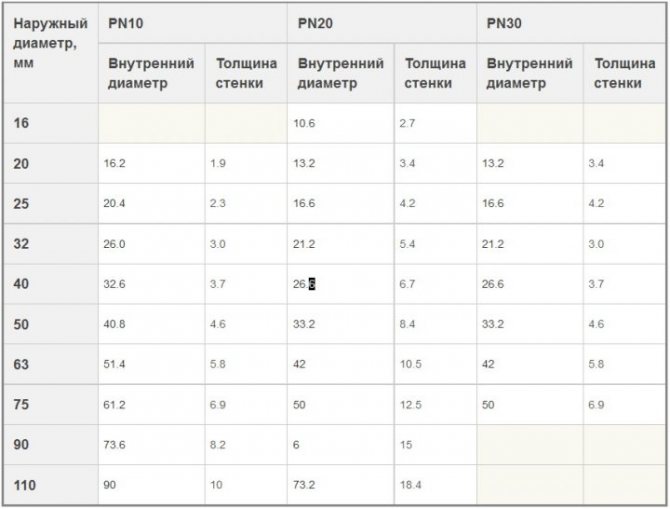
A polipropilén csövek szokásos külső átmérője 16, 20, 25, 32, 40 mm. Az ezen értékeknek megfelelő РN25 minőségű csövek belső átmérője 10,6, 13,2, 16,6, 21,2, 26,6 mm.
A polipropilén csövek külső átmérőiről, belső átmérőiről és falvastagságáról részletesebb információkat a táblázat tartalmaz.
Milyen átmérőjűeket kell csatlakoztatni
Biztosítanunk kell a szükséges hőteljesítményt, amely közvetlenül függ a szállított hűtőfolyadék mennyiségétől, de a folyadék mozgásának sebességének a megadott 0,3 - 0,7 m / s határokon belül kell maradnia.
Ezután a csatlakozások ilyen megfelelnek (polipropilén csöveknél a külső átmérő van feltüntetve):
- 16 mm - egy vagy két radiátor csatlakoztatásához;
- 20 mm - egy radiátor vagy egy kis radiátorcsoport csatlakoztatásához ("normál" teljesítményű radiátorok 1 - 2 kW-on belül, a maximális csatlakoztatott teljesítmény - 7 kW-ig, a radiátorok száma legfeljebb 5 db);
- 25 mm - az egyik szárny radiátorcsoportjának (általában legfeljebb 8 db, teljesítménye 11 kW-ig) csatlakoztatásához (egy zsákutca bekötési rajzának karja);
- 32 mm - egy emelet vagy egy egész ház összekapcsolására, a hőteljesítménytől függően (általában legfeljebb 12 radiátor, a hőteljesítmény pedig 19 kW);
- 40 mm - egy ház fővezetékéhez, ha van egy (20 radiátor - 30 kW-ig).
Rozsdamentes acél kézi hajlítása
Tehát most közvetlenül beszélhet a szűkítés folyamatáról. Ez történhet akár gyárban egy speciális eszközzel, akár otthon improvizált eszközökkel.
Használhat kalapácsot. Ez a módszer azonban nem tekinthető optimálisnak, mivel ebben az esetben a cső erősen deformálódhat. Ezenkívül a csökkentett rész egyenetlen lesz, ami negatívan befolyásolja az erőt.
A legjobb módszer a speciális fogók használata. Megvásárolhatók egy szaküzletben, de nem olcsók. Készíthet szerszámot saját kezével. Ehhez egy csőkulcsot kell vennie, akár egy régi kopott terméket is használhat. Tőle el kell távolítania a szivacsot a mozgatható karról, és e szivacs helyett a félgyűrű alá be kell szerelni egy betétet. Ezután elkészítik a szükséges sugarú félgyűrűt, és felszerelik azt egy mozgatható karra. Ha tovább akarja szorítani a csöveket, több különböző átmérőjű gyűrűt is készíthet. Ez növelni fogja a termékek sokoldalúságát.
A speciális fogó használata:
- Fogjon olyan fogót, amelynek az állkapja legalább a hüvely átmérőjének a fele. Fogja meg a külső átmérőt a torkával.
- Közelítse a fogó anyáját a készülék pórázához.
- A mozgatható kar most elfordítható. Tegye ezt addig, amíg teljesen be nem zárja a második félkerületet.
- Ezután azzal a erőfeszítéssel, hogy mindkét kart kinyomja és a kulcsot 30 fokkal elfordítja.
- Mindezeket a lépéseket addig kell ismételni, amíg a cső el nem éri a kívánt átmérőt.

A rozsdamentes acél hajlítása előtt meg kell ismerkednie a szakemberek ajánlásaival
Ily módon megadhatja a szükséges méretet. Érdemes előre meghatározni, hogy ez a munka fizikai erőt igényel.
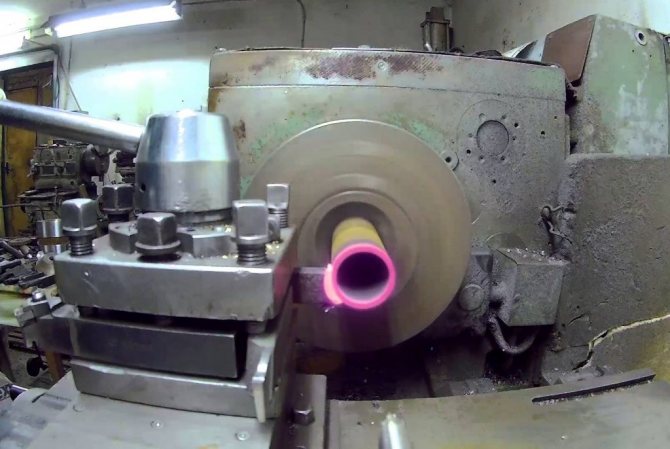
Eszterga használata
A cső legegyszerűbben speciális géppel szűkíthető. Ezt a folyamatot még olyan személy is elvégezheti, akinek nincs nagy fizikai ereje. Valóban, ebben az esetben a munka nagy részét a technikus végzi.
Esztergával való munkavégzéshez bizonyos képességekkel kell rendelkeznie.
Sablon szerint nemcsak egy fémcsövet lehet hajlítani. Egy ilyen eszköz hasznos a vastag huzal darabjának a kívánt forma megadásához. A huzal kézzel is meghajlítható.
Sorrend:
- A csövet rögzíteni kell a műszertartón. Fontos kiszámítani a munkadarab merülési mélységét. A fogantyúnak meg kell egyeznie a vaklyuk helyével.
- A gép bekapcsolásakor a fogantyút a csőhöz kell vinni. Ezután kattintson a munkadarabra, és elkezdődik a hurkolás.
- Az anyag melegíteni kezd. Ez csökkenti az erőt, de növeli az anyag hajlékonyságát.
- A fogantyúnak legalább 180 fokban kell haladnia. A szerszámtartóknak pedig a legnépszerűbb lyukméreteknek kell lenniük.
A folyamat során a termék felmelegszik, és az anyag hajlékony lesz. Ennek köszönhetően a munkadarab átmérője könnyen csökkenthető a szükséges értékekre. A pipát saját kezével szorítani nehéz, de lehetséges. Ehhez külön készüléket kell készítenie, és meg kell tanulnia a helyes használatát.