

Hogyan hajlítsunk egy csövet derékszögben
A fém meglehetősen erős anyagként működik, de különleges expozícióval hajlítható. A mai napig többféle módon lehet megoldani ezt a problémát. Az első technológia a csapok használata. De emlékeznie kell arra, hogy ez a módszer károsíthatja a csövet, vagy akár el is törheti. Ez elkerülhető a belső üreg száraz homokkal való megtöltésével. A dugókat mindkét végén fel kell szerelni.

A következő lépés a hajlítás megkezdése. Ehhez csapokat ásnak a földbe. Tőkeáttételként fogja használni őket. Ha nem bízik képességeiben, akkor először felesleges csőszakaszokon kell gyakorolnia. Ha szembesül azzal a kérdéssel, hogy hogyan hajlítson meg egy csövet csőhajlító nélkül, akkor ezzel a technológiával megváltoztathatja egy termék alakját, amelynek átmérője 16 és 20 mm között változik. Lenyűgözőbb átmérőjű csöveknél ez a technika nem megfelelő, mivel a folyamat meglehetősen bonyolult lesz. Fontos figyelembe venni az alapul szolgáló anyagot is. Például más módszerek ajánlottak a horganyzáshoz.
Hogyan készítsünk magunknak csőhajlítót
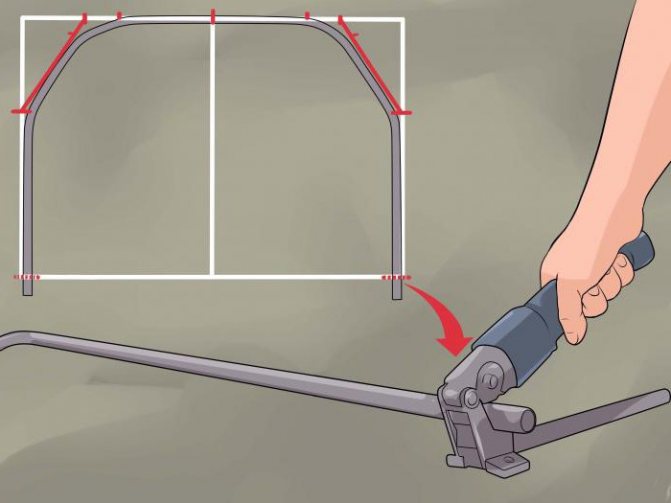
Bizonyos esetekben vásárlás nélkül is megteheti kézi profilú hajlító gép. Ezt az eszközt saját maga is elkészítheti. Kis átmérőjű csőtermékek feldolgozására alkalmas, például pavilonok vagy üvegházak keretéhez.
Olyan csőtermékek esetében, amelyek átmérője nem haladja meg a 2 cm-t, elegendő csak abból létrehozni a szerkezeteket
betontömb és acél szuronyok... 4 lyukat készítenek betonba, fém csapokat helyeznek bele, amelyeken keresztül egy professzionális csövet vezetnek át és hajlítják a kívánt irányba.
A 2,5 cm-nél nagyobb átmérőjű csőszerkezetekhez profilgörbét kell létrehozni hengerek segítségével... A beton alapon vannak rögzítve. A hengerek oldalélének sugarának meg kell egyeznie a hajlított cső sugarával. A kerekek közé helyezett profilos cső az egyik végén van rögzítve. A másik végén csörlőhöz van rögzítve, amely meghajtott és megadja a csőnek a szükséges hajlítást.
A profilcső házi készítésű csőhajlítóinak létrehozásakor a következő paramétereket kell figyelembe venni:
- Távolság a csőtől a profilhajlító hajtókerékig a cső méreteitől függ: 2,5 cm sugarú termék esetén 6 mm rés szükséges, nagyobb csőszerkezeteknél ez az érték 6 és 12 mm között változik.
- A kerék és a cső közötti túl kicsi távolság szükségessé teszi sokkal több fizikai erőfeszítést igényel a csőszerkezet hajlításához.
- Túl sok hézagot eredményez egyenetlen hajlítás és a szerkezet integritásának megsértése.
Fűtéstechnika alkalmazása
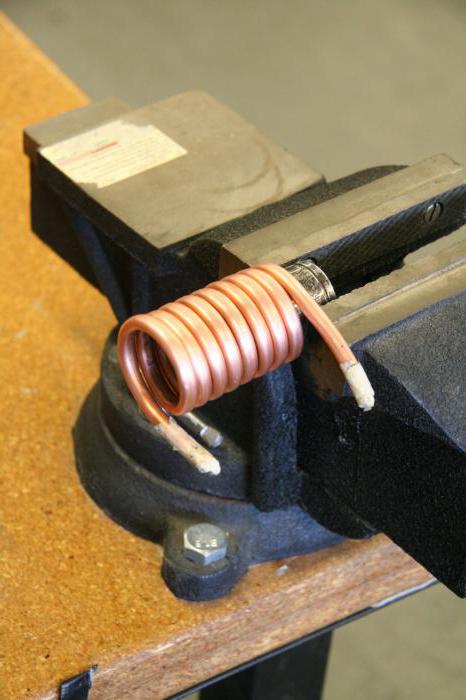
Mielőtt csövet hajlítana csőhajlító nélkül, el kell gondolkodnia azon, hogy melyik technológia a legjobb erre. A fűtés nagyszerű megoldás lehet. Ezt a módszert általában acél és alumínium csöveknél használják. Az eljáráshoz a terméket egy satuba rögzítik, de először gázégővel kell feltölteni és felmelegíteni arra a helyre, amelyet hajlítani kíván. A hőmérsékletet egyszerűen meghatározzák: amikor egy papírdarab megközelíti a csövet, füstölni kell. Ha acél tuskót használnak, akkor hevítéskor pirossá kell válnia. A biztonság kedvéért a szakembernek kesztyűt kell viselnie.

Sík-párhuzamos lemez
Ha szembesül azzal a feladattal, hogy hogyan hajlítson meg egy csövet csőhajlító nélkül, használhat síkkal párhuzamos lemezt. Ez a technika magában foglalja a termék rögzítését bilincsben. Ezt követően hajlíthat, és ezt a lemez mentén kell elvégezni. Ez a technika nemcsak gazdaságos, hanem egyszerű is. A pozitív eredmény elérése érdekében több lemezt kell használni, amelyek mindegyikének más a görbülete. A fő feltétel egy acélcső használata. A termék hosszának meglehetősen lenyűgözőnek kell lennie.

Fémrugó segítségével
Az otthoni kézművesek gyakran gondolkodnak azon a kérdésen, hogyan lehet otthon meghajlítani a csövet csőhajlító nélkül. Ehhez fémrugó használható. Ez a technika kiválóan alkalmas színes vascsövekhez, amelyek jó hajlékonysággal rendelkeznek.
A deformáció megelőzésére rugót használnak. A jó eredmény elérése érdekében figyelembe kell venni a rugó méretét, amelynek meg kell felelnie a fémszerkezet belső átmérőjének. Ez a követelmény annak a ténynek köszönhető, hogy a csövet be kell helyezni az üregbe. Ezután a hajlítást úgy tehetjük meg, hogy a rugót egy huzallal megkötözzük, hogy később könnyebben lehúzhassuk.
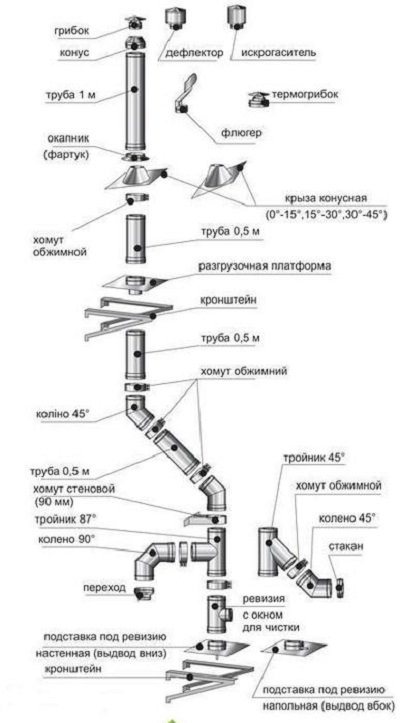
Hogyan készítsünk rozsdamentes kéményeket saját kezűleg - tervezés és technológia
A kémény tervezését mindig szakszerűen kell elvégezni. Ehhez figyelembe kell venni a fűtés működésének sajátosságait, ismerni kell az épület paramétereit és a terület éghajlati jellemzőit. Csak miután figyelembe vette ezeket a paramétereket, kiválaszthatja az optimális technológiát és anyagot a kémény gyártásához (további részletek a típusokról itt íródtak).
A moduláris szendvicses kéményrendszerek megjelenésével sok kézműves célul tűzte ki, hogy ilyen analógokat készítsen önállóan. De vajon lehetséges-e otthon? A kérdés megválaszolásához elemezni kell a felhasznált anyagokat és eszközöket.
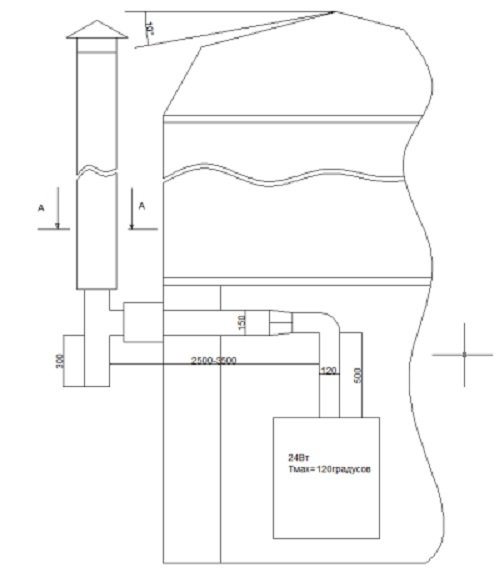
Kémény rajzolása
A kémény készítése előtt ismernie kell a pontos anyagfogyasztást. Ehhez tervet készítenek, figyelembe véve az épület sajátosságait és a kazán elhelyezkedését.
Ezenkívül figyelembe kell venni a cső átmérőjét, amelynek meg kell felelnie a fűtés jellemzőinek. Gyakran ilyen esetekben hibákat követnek el a csővezeték hosszú vízszintes szakaszainak tervezésénél.
Ez a tolóerő jelentős csökkenéséhez és a korom gyors képződéséhez vezet a vízszintes csőben.
A rozsdamentes acél kémények követelményei
Anyag
Ipari kémények gyártásának anyagaként speciális rozsdamentes hőálló acélt használnak.
Előállítása során króm, nikkel és molibdén ötvözés folyik. Ez különleges tulajdonságokat kölcsönöz neki, amelyek lehetővé teszik az anyag integrált szerkezetének fenntartását magas hőmérsékletnek kitéve. Ezek a következő márkákat tartalmazzák: AISI 316 L, AISI 310 S, AISI 304 és AISI 321.

Az ötvözött elemek százalékos arányától függően az anyag bizonyos jellemzői megváltoznak:
- A króm jelentősen javítja a keménységet és a korrózióállóságot.
- A nikkel felelős a hajlékonyságért és az erőért.
- Molibdén - növeli az erőt magas hőmérsékletnek kitéve.
Mindez jelzi az anyagválasztás fontosságát, amikor saját rozsdamentes acél kéményt készít. Megpróbálták őket közönséges élelmiszeracélból készíteni. Fő hátránya a magas krómtartalma, azaz. magas hőmérsékletnek kitéve gyorsan romlik.
Az ilyen szerkezetek gyártására az alábbiakban mutatunk be példákat:

Amint a fényképekből látható, a vásznak egyszerűen több rétegben sodródnak, és számos szegecs tartja őket. Ez a kialakítás azonban számos kérdést felvet:
- Ha a szegecsek nem hőálló rozsdamentes acélból készülnek, akkor hőhatás hatására elveszítik alakjukat és egyszerűen kiesnek a szerkezetből.
- Csatlakozó aljzat hiánya. Ha a szerelést "fenékízületen" hajtják végre, akkor nagy a valószínűsége annak, hogy a füstgázok belépjenek az acélrétegek közötti térbe. Ez gyors kopáshoz vezet.
- Acélfajta. Az ilyen szerkezet telepítését csak a fő, megbízható kémény után szabad elvégezni. Ellenkező esetben különben a cső a magas hőmérséklet miatt gyorsan kiég.
Ha önállóan akar rozsdamentes acélból készült kéményt készíteni, akkor válassza ki a megfelelő acélminőséget. A saját készítésű szendvics kéménynek hőálló acélból kell állnia, amely a külső és a külső csőben jó időjárásállósággal rendelkezik.
A csövek közötti helyet bazalt gyapjúval szigetelték.
Gyártástechnológia
Az anyag megvásárlása után fontolja meg annak feldolgozásának módját. A gyártás során speciális hengereket és hegesztőgépeket alkalmaznak hengeres elemek gyártásához. Otthon elég problémás a rozsdamentes acéllemezzel „megbirkózni”. Bizonyos erőforrásokon ezt ajánlott széles bilincsek segítségével megtenni, és a lap ízületét speciális hőálló tömítőanyaggal kell kezelni. De ez a gyártási módszer nem felel meg a kémények legalapvetőbb biztonsági követelményeinek.
Ezért, ha nem lehet acéllemezt professzionális berendezéseken feldolgozni, akkor ajánlott a gyárilag gyártott rozsdamentes kémény kész elemeit használni.
Annak érdekében, hogy meggyőződjön a rozsdamentes kémények gyártásának fáradságosságáról, megnézhet egy videót a gyártás folyamatáról:
Profilcső és annak módosítása
Ez a fajta fémszerkezet meglehetősen népszerű, ha üvegházakat és pavilonokat építenek személyes telekre. Az építőanyag fő jellemzője, hogy hajlítva károsodhat. Kiút ebből a helyzetből a belső üreg finom homokkal vagy vízzel való kitöltése lehet. Ezek a műveletek kiküszöbölik a cső károsodásának lehetőségét és kiváló eredményt érnek el. Ez a technika alkalmas sárgaréz és duralumin csövekhez.
Ha azon gondolkodik, hogy hogyan hajlítson meg egy csövet egy csőhajlító nélkül egy lombkoronához, akkor ehhez gumibunkót használhat. Négyzet alakú termékekhez használják. A csővezetéket megbízható támaszokra telepítik, majd kalapácsot használnak. A műveleteknek pontosaknak és gördülékenyeknek kell lenniük a károsodás lehetőségének kiküszöbölése érdekében. Ha nagy szöget kell elérni, akkor a folyamat megkönnyítése érdekében fel kell melegíteni a csövet azon a helyen, ahol hajlítani kell.
A kémények, szendvicsek, kályhák, fürdők rozsdamentes acélcsöveinek alakja: négyzet alakú, kerek
A kerek cső olyan terméktípus, amelyre kereslet van az ipari vállalkozások körében. Csővezetékek létrehozásában használják az olaj- és gáziparban, az építőiparban, a vízellátásban és a fűtésben, a gépiparban, edények és palackok létrehozásában.

Az űrlapok nagyon különbözőek lehetnek, ha valami szokatlannak van szüksége, rendeljen szakembert
A korrózióálló téglalap alakú csövek gyakoriak a tartószerkezetek, támaszok és berendezésállványok esetében. A fő plusz a könnyedség a kerek termékekhez képest. A szakértők egy ilyen mutatót is kiváló szilárdságként jegyeznek meg - a profil merevítő bordái miatt.
A négyzet alakú cső nélkülözhetetlen az élelmiszeripar, a gyógyszeripar és a vegyipar szerkezetének létrehozásakor. A termék profilnézete képes tisztességes terhelésnek elviselni, például a szellőzőrendszerekben. Gyakran magánkereskedők vásárolják őket kerítések, üvegházak és egyéb nyaralók építésére.Ezenkívül a könnyű és tartós profil alkalmas hinták és csúszdák gyártására.
A különbségek tisztán külsőek, és semmilyen módon nem befolyásolják az áruk minőségét.
A fém-műanyag hajlításának módszerei
A külvárosi ingatlanok tulajdonosai eléggé elgondolkodnak azon, hogy maguk hogyan hajlíthatnak meg egy csövet csőhajlító nélkül. Ha rendelkezésre áll fém-műanyag, használhatja saját erejét a kéznél lévő eszközök használata nélkül. A terméket szorosan rögzítik és simán hajlítják. Ebben az esetben fontos kiküszöbölni az inflexió valószínűségét. Fontos, hogy betartsuk azokat a szabályokat, amelyek kimondják, hogy a munkadarab minden 2 cm-re a hajlítási szög 15 ° lehet.
Ha szembesül azzal a kérdéssel, hogy hogyan hajlítson meg egy csövet az üvegház számára csőhajlító nélkül, akkor használhat drótdarabokat, amelyek kitöltik a belső üreget. Ez lehetővé teszi az egyenletes és sima kanyar elérését a lehető legrövidebb idő alatt. A száraz finom homok használható töltőanyagként. Belül öntik, és az éleket dugókkal zárják le. Ezután a termék egyik végét rögzíteni kell, biztosítva a rögzítés megbízhatóságát és szilárdságát. Használjon gázlámpát vagy fúvókát a hajtás melegítésére. Az anyag készenlétét egy darab papírral ellenőrizzük.

Csőhajlító eszközök
A cső hajlításának számos módja van, akár kézzel is, de nagy a törés veszélye. Ezért a legjobb, ha kéznél speciális berendezéseket vagy anyagokat használunk a hajlításhoz, ami nagyban megkönnyíti a hajlítási eljárást.
Csőhajlító
A fémcső hajlításához speciális eszközöket használnak - professzionális csőhajlítók, különböző kialakításúak:
- A kézi csőhajlítót kis keresztmetszetű csövek hajlítására használják. Általános szabály, hogy ez a készülék hajlíthatja a színesfémekből és rozsdamentes acélból készült csöveket. Alumínium vagy rozsdamentes acélcső hajlítása előtt helyezze annak egyik végét egy csőhajlítóba, és egy kar segítségével fokozatosan hajlítsa meg a terméket a kívánt szögre.
- a hidraulikus csőhajlítók nagy átmérőjű csövek hajlítására szolgáló eszközök. Ebben az eszközben a hajlításra alkalmazott összes erőt hidraulikus hengerek kompenzálják. Hogyan hajlítsunk meg egy nagy átmérőjű csövet egy hidraulikus csőhajlító segítségével? Először meg kell határoznia a kanyarodás helyét, majd rögzítenie kell a cső egyik végét a csőhajlító hornyaiban, és a kart használva kell végrehajtani a transzlációs mozgásokat.

- a különböző keresztmetszetű átmérőjű csövek hajlításához elektromechanikus csőhajlítókat alkalmaznak. Jellemzőjük a magas termelékenység, a pontos csőhajlítás és nincs szükség a kezelő fizikai erejére. Az ilyen eszközök drágák, ezért nem szabad magáncélra vásárolniuk.


Sík-párhuzamos lemez
Ha rendkívül szükséges a cső hajlítása, és nincs kéznél csőhajlító, akkor a cső hajlításához lemez használható - egy már hajlított, hornyos munkadarab, amely alkalmas fém és műanyag csövek hajlítására átmérője legfeljebb 45 mm. A hajlítandó csövet a lemez egy speciális bilincsébe illesztik, és a lemez mentén a horony mentén rögzítik és hajlítják. Ez a csőhajlító nélküli hajlítási módszer meglehetősen primitív, de mint a gyakorlat mutatja, nagyon megbízható.
Fontos! Csak rövid csövek hajlíthatók sík-párhuzamos lemezzel.
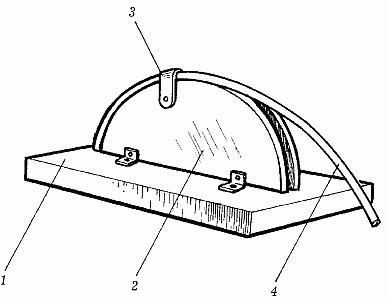
Az ábra a sík-párhuzamos lemez legegyszerűbb kialakítását mutatja, ahol 1 egy lemez, 2 egy lemez, 3 egy bilincs, 4 egy olyan cső, amelyet meg kell hajlítani. Ön is készíthet ilyen eszközt.
Acélrugó
A nemvasfémekből készült, kellően puha és hajlékony csövek hajlításához, amelyek hajlításakor gyakran megsérülnek vagy megrepednek, közepes keménységű acélrugót használnak, amelynek átmérője lehetővé teszi a cső belsejébe való bejutást.A rugót a jövőbeli kanyar helyére helyezzük be, amely után a csövet a térdre hajlíthatjuk, vagy egy satuba rögzítve. Az acélrugó lehetővé teszi a csőfalak könnyű hajlítását deformálódás és repedés nélkül, mert felveszi a fém összenyomódási és nyújtási erejét.
Emlékezik! Mielőtt behelyezné az acélrugót a csőbe, erősítsen egy hosszú drótot vagy erős zsinórt a végére, amellyel hajlítás után könnyedén kihúzhatja a rugót a csőből.
Polipropilén csőhajlítási módszerek
Ha meg kell változtatni a polipropilén cső hajlítási irányát, a két lehetséges módszer egyikét lehet alkalmazni. Az első a hajtás felmelegítésével jár. Ehhez általában építkezési hajszárítót használnak. Az optimális fűtési hőmérséklet 150 ° C. A kezeket magas hőmérsékletnek ellenálló kesztyűvel kell védeni.
Az utolsó szakaszban a terméket a kívánt alakra hajlítják. A megvastagodott falat a kanyar külső oldalán kell elhelyezni. Miután az anyag kihűlt, ellenőrizni kell repedéseket és horpadásokat. Az ilyen cső hajlításának másik módja hideg. A hajlítási sugár azonban nem lehet nagyobb, mint 8 átmérő, különben a termék megszakadhat.
Módszerek csövek hajlításához csőhajlító nélkül különböző anyagokból
Gyakran előfordul, hogy a csövet azonnal meg kell hajlítani, hogy legyen ideje befejezni a vízellátó rendszer lefektetését, felszerelni a fűtött padlót vagy befejezni egy ívelt termék létrehozását, de nincs kéznél csőhajlító, és nagyon messze van a legközelebbi műhelytől. Mit kell tenni ilyen helyzetben? És hogyan lehet hajlítani csőhajlító nélkül?
Tippek egy fém-műanyag cső hajlításához
A magánházak építésénél a fém-műanyag csöveket általában hajlítva használják. De csőhajlítóval történő hajlításuk nem ajánlott! Ezért jobb kézzel meghajlítani őket - ez könnyebb és gyorsabb. De nem érdemes egy csapásra hajlítani a csövet. Végül is nagy a veszélye annak károsodásának. Ezért a legjobb, ha a hajlítást fokozatosan, lassan, előre mozdulattal hajtjuk végre. Ehhez a csövet a kezébe kell vennie, és 5-6 megközelítéssel a kívánt szögben hajlítania kell.
Polipropilén csövet hajlítunk
A hajlított polipropilén csöveket általában a vízellátás, a fűtés, a szennyvízelvezetés lefektetésénél használják valamilyen akadály elhárításakor. De a polipropilén meglehetősen kemény anyag, amely nem hajlamos a hajlításra, hajlítva ruganyos és visszatér eredeti helyzetébe.
Akkor hogyan hajlítsuk meg a polipropilén csövet? Ipari hajszárító használata! Fokozatosan bemelegítve a hajtás helyén, bármely szögben meghajlíthatja. A legfontosabb az, hogy folyamatosan melegítsen, és ugyanakkor hajlítsa meg sima mozdulatokkal. De ne feledje, hogy a polipropilén csövet sem lehet erősen felmelegíteni, mert az olvadni kezd.
Hogyan hajlítsunk meg egy műanyag csövet
A PVC cső hajlításához vásárolni kell farostlemezt. Belőlük felépíthet egy keretet, amelyre szükség van ahhoz, hogy a szerkezet bizonyos alakot kapjon. Amint megadja a lemeznek a kívánt formát, meg kell csiszolni, ehhez jobb finom csiszolópapírt használni.
A következő lépés egy szilikon héj kialakítása a műanyag vak számára. Rögzítőként fog működni a keretben lévő PVC szerkezethez. Ezenkívül védő szerepet játszik a forgácsok, mechanikai sérülések és karcolások ellen. A tárgyat egy előkészített védőhéjba helyezzük, majd a hajlítás helyét felmelegítjük. A műanyag megpuhul és a kereten ül. Ezzel a kívánt formájú műanyag nyersanyagot kapja. A terméket addig hagyjuk, amíg kihűl. Ez 15 percet vesz igénybe. Ezt követően a PVC cső eltávolítható a keretről, hagyva teljesen kihűlni.
Szakemberi ajánlások
Ha szembesül azzal a kérdéssel, hogy hogyan hajlítson meg egy alumínium csövet csőhajlító nélkül, akkor egy darálóval végezheti el a munkát, amellyel több vékony vágást kell végrehajtani a tervezett hajlás helyén. A terméket előzetesen befogják egy aljzatba. Amint a vágások megtörténnek, meg kell őket tisztítani a forgácsoktól, csak ezután kezdheti meg a cső hajlítását.
Néha a terméket körbe kell hajlítani. Amint a gyűrű becsukódik, a lyukakat hegesztik, és néhány kézműves ehhez még forrasztópákát is használ. Annak érdekében, hogy a hajtás helye rendezett legyen, ezt további csiszolással és védőszerrel borítják. Ez kiküszöböli az ízület korrózióját és idő előtti megsemmisülését.
A csőhajlítás jellemzői

A munkadarabok hajlításának minden módja felosztható manuális és mechanikus, valamint meleg és hideg. Néha a hajlítási folyamat nem kívánt következményekkel jár a csőszerű termékre nézve, amelyek jelentős hatással vannak az elem későbbi működésére. E következmények megnyilvánulásának mértéke függ a cső anyagától, átmérőjétől, hajlítási sugarától, valamint a hajlítási eljárás végrehajtásának módjától.
A hajlítás negatív következményei a következők:
- A munkadarab falvastagságának csökkentése a külső hajlítási sugár mentén.
- Ráncok és redők kialakulása a falon, amely a kanyar belső sugara mentén helyezkedik el.
- A szakasz konfigurációjának megváltoztatása (a lumen méretének és alakjának ovalizációjának csökkentése).
- A hajlítási sugár változása az anyag rugózó hatása miatt.
A hajlítás leggyakoribb hátránya a szakasz konfigurációjának és a falvastagság megváltoztatása. A fémfeszültségek miatt a kanyarban a külső fal vékonyabbá válik, a belső fal pedig éppen ellenkezőleg, megvastagszik. Ez a cső alakú elem észrevehető gyengülését eredményezi. Ez a jelenség veszélyes a cső külső falának megrepedésével, mivel a szállított közegből nagyobb nyomásnak van kitéve.
Jelentősen gyengíti a munkadarab ovalizációját is. Ez a jelenség különösen veszélyes, ha az anyag szállítására szánt csővezetéket hajlítják pulzáló terhelés mellett. Ha ezeket az elemeket épületszerkezetekként használják, akkor az ovalizáció befolyásolja az elem megjelenését. Éppen ezért a hajlítás során arra törekszenek, hogy az ilyen jelenségeket a lehető legkisebbre csökkentsék.
Ha a belső falon redők keletkeznek az anyag megvastagodása miatt, akkor azok nemcsak a szakasz csökkenését vonják maguk után, hanem ellenállást is létrehoznak a mozgó áram számára. Ez viszont növeli a korrózió valószínűségét. Ezenkívül csökken a csőszerű szerkezeti tag teherbírása.










