Kā izgatavot cauruli no alvas - dariet to pats no skārda caurulēm
Mājas celtnieki mēģina atrast visvairāk budžeta iespēju problēmu risināšanai. Tāpēc jautājums par to, kā ar savām rokām padarīt cauruli no alvas, ir aktuāls daudziem amatieru amatieriem. Galu galā mājās gatavots cauruļveida izstrādājums, kas izgatavots no alvas, var būt diezgan salīdzināms ar notekcaurulēm vai apvalkiem, kas atrodas plauktos specializētos veikalos.

Tādēļ jums jāapgūst vairāk par skārda caurules izgatavošanas procesu, kam ir tādas īpašības kā rūpnīcas izstrādājumiem.
Izejmateriāla iezīmes
Pirms sākat izgatavot cauruli no metāla loksnes, jums vajadzētu iepazīties ar materiālu, no kura tiks izgatavota caurule, un tā īpašībām. Vispirms ir vērts teikt, ka tie ir velmēšanas veida izstrādājumi, citiem vārdiem sakot, alva ir tērauda loksne, kas iziet cauri velmētavas veltņiem un kuras biezums ir 0,1-0,7 mm.
Papildus velmēšanas darbībām skārda ražošanas tehnoloģija nozīmē gatavo velmēto izstrādājumu apstrādi no kodīgu procesu veidošanās. Lai to izdarītu, pēc velmēšanas tēraudam tiek uzklāts materiāla slānis, kas nav pakļauts korozijai.

Veikto darbību rezultāts ir tērauda loksne, kuras platums var svārstīties no 512 līdz 1000 mm, ar hroma vai cinka pārklājumu. Gatavais produkts ir plastmasa, tāpēc alvu var viegli apstrādāt. Šajā gadījumā velmētos stingrinātājus pēc spēka var salīdzināt ar tērauda izstrādājumiem. Tas ļauj izmantot lokšņu metālus sarežģīta dizaina izstrādājumu ražošanā.
Tees veidi
Labāk ir klasificēt produktus pēc materiāla veida, no kura tie izgatavoti. Pat alternatīvā iespēja - instalēšanas metode pārliecinošos gadījumos ir balstīta uz to.

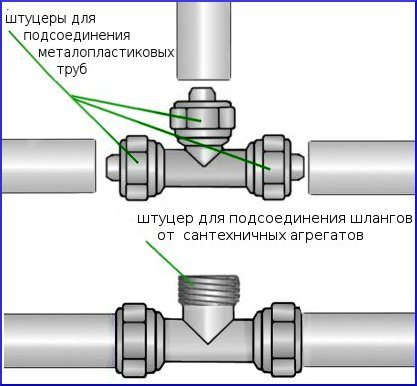
Metāla tee pastiprinātām plastmasas caurulēm
Varat arī apvienot abas šķirošanas metodes, lai iegūtu pārskatu par šo savienotāju diapazonu:
| Metālisks | Tie ietver šādus piederumus:
Visbiežāk tees tiek izgatavotas liešanas laikā, kurām tās izmanto:
Ļoti reti tie var būt metināti elementi. Mēs varam teikt, ka galvenā metāla izstrādājumu priekšrocība ir to augstā izturība. |
| Plastmasa | Visi izstrādājumi, ieskaitot uzmavas un metinājuma veidgabalus, ir izgatavoti no PVC un polietilēna. Bet atsevišķi jāņem vērā tvertnes, kas izgatavotas no plastmasas kanalizācijas caurulēm no plastmasas, kas uzstādītas kontaktligzdā vai uz līmes. Galvenā notekūdeņu polimēru veidgabalu priekšrocība ir pilnīga inerce pret vidi un iesūknētām vielām, kas ļauj tām darboties līdz pusgadsimtam. |
| Kompozīts | Tie ietver armatūru zema spiediena polietilēna caurulēm, kas aprīkotas ar bronzas vai tērauda uzmavām. Šādi veidgabali palīdz savstarpēji savienot cauruļvadus, kas izgatavoti no metāla un polimēriem. Tejai ir vītne metāla uzmavas pusē, polimēra gofrēšanas vai metinātā mezgla pusē. Tas ļauj sistēmā iekļaut instrumentus, piemēram, manometrus. |
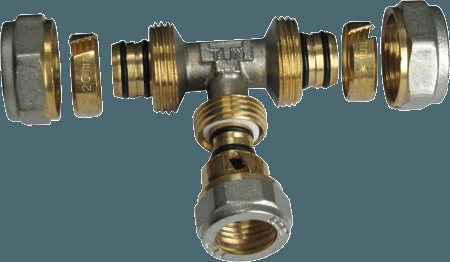
Tas izskatās kā saliekams tee metāla-polimēra caurulēm
Papildu veids
Ir arī vēl viena populāra klasifikācijas metode, kas ņem vērā tee darba izmērus:
- kontrolpunkti;
- vītņots;
- vidējais diametrs.
Bet tas ir atkarīgs no cauruļvadu diametriem un atbilstošajiem standartiem.Tēma ir diezgan plaša, tāpēc mūsu rakstā tā netiks skarta.

Spiediena veida PVC caurules kronšteins
Uzstādīšana
Zemāk mēs apsvērsim procesa vispārīgos ieteikumus, uzstādot armatūru uz spiediena vai bezspiediena cauruļvadiem, kuriem ir noteikts noteikumu kopums. Pretējā gadījumā jūsu darba rezultāts būs katastrofāls ne tikai jums, bet arī jūsu kaimiņiem lejā.
Tāpēc izmantojiet šādas vadlīnijas:
- Spiediena kanalizācijas sistēmās ir atļauts izmantot armatūru ar taisnu leņķi, bezspiediena - labāk aprobežoties ar līkumiem pie 45 ºT.
- Montējot brīvas plūsmas tīklu kontaktligzdās, instrukcijā ieteicams pareizi orientēt savienojošos elementus... Šajā gadījumā kontaktligzdai jābūt vērstai uz šķidruma novadīšanu, t.i. plūsmai vispirms jāsaskaras ar to un pēc tam gludu cauruļvadu, pretējā gadījumā savienojumi var noplūst. Ja mēs runājam par kanalizāciju, tas būs ļoti nepatīkami.

Fotoattēls parāda, kā pats izgatavot tee no caurules
- Pievienojot tee pie līmes, pirmajās divās sekundēs pēc to izlīdzināšanas izvēlieties cauruļvada stāvokli attiecībā pret savienotājelementu... Pēc tam nekustiniet un negrieziet mezglu, un, ja neesat pārliecināts par savām iespējām, izmantojiet rokasgrāmatas.
Padoms: savienojot polimēra tee ar polimēra cauruli ar savām rokām, atzīmējiet tā ievietošanas dziļumu pēdējā. Pretējā gadījumā jūs varat bloķēt šķidruma piekļuvi montāžai.
- Montējot metāla cauruļvadu, iepriekš sagatavojiet materiālu rakeļiem un vītņotiem galiem... Šajā gadījumā nav ieteicams ietaupīt fum-tape, kura cena ir nenozīmīga, un pirms tam, kad ir pievilkti vairāki blīvējuma pagriezieni starp to un armatūras galu, vienmēr izmantojiet pretuzgriezni.
- Uzstādiet noņemamus savienojumus, ieskaitot vītni un vītņotus, labi pieejamās vietās.
Padoms: uzstādot plastmasas vai metāla cauruļu tējas grūti sasniedzamās vietās, izmantojiet metināšanas vai presēšanas veidgabalus (kā pēdējo iespēju).
Kanalizācija
Pateicoties modernajiem materiāliem, kanalizācijas sistēmu uzstādīšana ir kļuvusi daudz ērtāka un vienkāršāka. Plastmasas kanalizācijas cauruļu tees pēc iespējas vairāk vienkāršo uzdevumu veikt jebkuru shēmu-projektu dažādu stāvu privātmājās. Tajā pašā laikā jums nav jāizmanto sarežģīts aprīkojums vai īpaši instrumenti.

Kanalizācijas plastmasas cauruļu tees
Šajā gadījumā tiek izmantoti 3 veidu tees, kas veic savas īpašās funkcijas:
- Lai savienotu vertikālos stāvvadus ar horizontāliem cauruļvadiem, tiek izmantotas opcijas ar 87 ° vai 90 ° leņķi.
- Veidojot horizontālas filiāles, tiek izmantoti produkti ar 45 ° leņķi.
- Savienojumu ar papildu atveri remontdarbiem sauc par pārskatīšanu. Trešo caurumu ieskrūvē ar īpašu vāku, kas nodrošina piekļuvi cauruļvadam.
Pieredze rāda, ka tas ir pilnīgi pietiekami, lai privātmājā izveidotu jebkuras sarežģītības kanalizācijas tīklus. Tādēļ jums vienmēr vajadzētu paļauties uz šāda veida savienojumu.
Nepieciešamie rīki
Instrumentu un ierīču saraksts, kas nepieciešami cinkotu skursteņu cauruļu izgatavošanai ar savām rokām, ir saistīts ar alvas īpašībām, jo īpaši ar maigumu un plastiskumu. Šāda veida materiāla apstrāde neprasa īpašu piepūli, kas nepieciešama darbam ar lokšņu materiāliem.
Tāpēc skursteņa skārda cauruļu ražošanā ir nepieciešams šāds instrumentu komplekts:
- Šķēres metāla griešanai. Šis rīks palīdz viegli sagriezt lokšņu materiālu vēlamajos gabalos, jo lielākais lapas biezums sasniedz 0,7 mm.
- Āmurs ar mīkstu galvu. Varat arī izmantot koka āmuru, āmuru vai tērauda instrumentu ar mīkstu gumijas satvērienu.Tomēr pēdējais variants tiek izmantots ļoti uzmanīgi vai netiek izmantots vispār, jo tas var izraisīt plānas alvas loksnes deformāciju un sabojāt visu darbu.
- Knaibles. Ar šī rīka palīdzību viņi atrisina jautājumu par to, kā saliekt cauruli, kas izgatavota no alvas, jo tā ir tērauds, kaut arī tā ir plāna, tāpēc to nav iespējams saliekt ar rokām.
- Amatniecības galds. Šī ierīce ir nepieciešama, griežot materiālu un uzliekot marķējumu.
- Kalibrēšanas elements. Tas var būt cauruļveida izstrādājums, kura diametrs pārsniedz 10 centimetrus, kā arī stūris ar 7,5 centimetru malām. Šiem elementiem jābūt labi nostiprinātiem, jo uz to virsmas tiks veiktas kniedes.
Papildus šiem rīkiem jums vajadzētu sagatavot lineālu vai mērlenti un marķieri, kas ir tērauda stienis ar asu malu.
Sagatavošanās posms
Pirmkārt, uz skārda loksnes tiek uzlikti marķējumi, pa kuriem tiks sagriezts pusfabrikāts. Citiem vārdiem sakot, nepieciešamo daļu sagriež no noteiktas metāla loksnes, no kuras tiks izveidota nākotnes caurules kontūra. Marķēšanas process tiek veikts šādi: loksne tiek izlikta uz darbagalda, un no augšējās malas mēra segmentu, kas vienāds ar caurules garumu. Šeit atzīmi izdara marķieris.

Pēc tam, izmantojot kvadrātu, gar šo atzīmi tiek uzvilkta līnija perpendikulāri sānu malai. Tagad pa šo līniju caurules apkārtmērs, tas pats tiek darīts gar augšējo malu. Tajā pašā laikā gar abām malām tiek pievienoti apmēram 1,5 cm, lai izveidotu savienojošās malas. Augšējā un apakšējā atzīme ir savienota, un sagatave tiek izgriezta.
Lai noteiktu apkārtmēru, varat izmantot mērlenti vai arī atcerēties skolas ģeometrijas kursu.
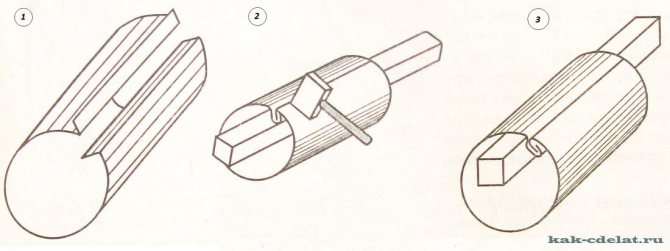
Kā izgatavot cauruļu korpusu no alvas
Šī posma mērķis ir veidot caurules profilu. Apstrādājamā izstrādājuma garumā apakšā un augšpusē tiek novilkta līnija, pa kuru krokas būs saliektas. Šajā gadījumā vienā pusē mēra 5 mm, bet otrā - 10 mm. Krokām jābūt saliektām 90 0 leņķī. Lai to izdarītu, sagatave tiek uzlikta uz tērauda stūra, izlīdzinot locīšanas līniju ar stūra malu. Pārspiežot malu ar āmuru, salieciet to perpendikulāri stūra pusē.
Produktu ieteicams saliekt pakāpeniski, ejot ar āmuru visā garumā. Šajā gadījumā jūs varat sākt saliekt ar knaiblēm.

Tagad, salocījumā, kura izmērs ir 10 mm, tiek izveidots vēl viens locījums, veidojot sava veida burtu G. Krokas locīšanas procesā jums jānodrošina, lai augšējā kroka būtu paralēla sagatavei, un tā garums ir 5 milimetri. Tāpēc, zīmējot kroku locījuma līniju, vienā pusē vienā reizē mēra 0,5 cm, bet otrā - divreiz 0,5 cm.
VII posms. Cinkotās notekas aizsardzība pret skrāpējumiem un koroziju
Galvenais cinkoto noteku un noteku ienaidnieks ir zari un gruveši, kas līdz ar vēju nokrīt uz jumta un lietus tiek izskaloti notekcaurulē. Šādi spēj saskrāpēt pat visizturīgāko polimēru pārklājumu (un daudz sliktāk bez tā vispār), un tāpēc labāk ir aizsargāt visu sistēmu, cik vien iespējams.
Vienkāršākā metode ir režģi, kurus šodien ražo standarta parametros: rievoti, perforēti, nerūsējošais tērauds, plastmasa, cinkots, misiņš un čuguns. Tie jānostiprina ar aizbīdni vai ar skrūvēm un uzgriežņiem. Ir svarīgi, lai režģa augšējā virsma paliktu 25 mm zem jumta seguma virsmas, lai lietus ūdens varētu labi notecēt notekcaurulē.
Savukārt grozs palīdzēs tikt galā arī ar problēmu. Caur notekām tek ūdens, un grozā saglabājas vislielākie netīrumi, piemēram, lapas un zari. Šo grozu ir viegli noņemt un notīrīt, kas ir tā priekšrocība. Arī šāds moderns drenāžas sistēmas elements, piemēram, smilšu slazds, ir paredzēts tādam pašam kā vētras ūdens ieplūde, bet tajā pašā laikā saglabā smalkākus netīrumus un smiltis.
Šis ir labs piemērs tam, kā aizsargāt cinkotu noteku no gružiem:

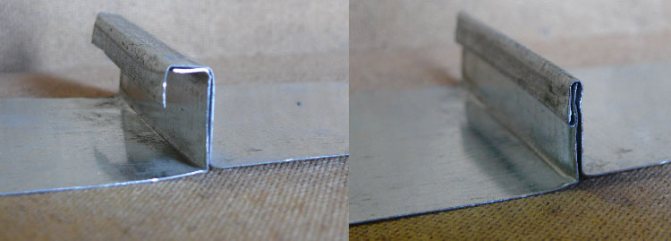
Šuves savienojuma apstrāde
Pēdējais posms ir saistīts ar muca šuves apstrādi, tas ir, tā saspiešanu. Lai to izdarītu, L formas krokas augšējā daļa ir nolocīta uz leju, aptinot otras krokas malu. Rezultātā jābūt sava veida sviestmaizei, kas ir perpendikulāra caurulei. Lai iegūtu šuvju metināšanu, jums jāpiespiež sviestmaize pie izstrādājuma.

Lai nodrošinātu lielāku uzticamību, dibena savienojums tiek pastiprināts ar kniedēm. Tomēr pašizgatavotām caurulēm, kas izgatavotas no alvas, izmantojot šo savienošanas metodi, nav nepieciešams papildu stiprinājums.
Kā izgatavot cauruli no alvas - dariet to pats no skārda caurulēm
Mājas celtnieki mēģina izvēlēties visvairāk budžeta iespējas problēmu risināšanai. Tāpēc jautājums par to, kā ar savām rokām padarīt cauruli no alvas, ir aktuāls daudziem amatieru amatieriem. Galu galā mājās gatavots cauruļveida izstrādājums, kas izgatavots no alvas, var būt diezgan salīdzināms ar notekcaurulēm vai apvalkiem, kas atrodas plauktos specializētos veikalos.
Tādēļ jums jāapgūst vairāk par skārda caurules izgatavošanas procesu, kam ir tādas īpašības kā rūpnīcas izstrādājumiem.
DIY instrukcijas alvas caurules izgatavošanai ventilācijai ar kapuci
Izgatavot cauruli no dzelzs loksnes nozīmē sekot darbību secībai. Darbs sastāv no vienkāršām darbībām. Pirmkārt, notiek sagatavošana, kas sastāv no detaļu marķēšanas un sagatavju izgriešanas.
Konstrukcijas ķermeņa veidošanas stadijā tiek izveidots apļveida sekcijas elements. Savienojot, ir nepieciešams elementus salabot vienā izstrādājumā.
Adapteri cauruļu savienošanai no lokšņu metāla
Varat veikt iezīmēšanu un tukšu vairākos posmos:
- Loksne tiek novietota uz virsmas bez šuvēm. Tam ir piemērots grīdas segums vai darbagalds.
- No augšējās malas ir atzīmēts segments, kura izmērs ir vienāds ar nākotnes šoseju. Marķēšanu veic marķēšanas ierīce. Notiek arī ražošana.
- Caur atzīmi tiek novilkta līnija. Šajā gadījumā tiek izmantots kvadrāts.
- No līnijas tiek atzīmēts segmenta platums, kas ir vienāds ar caurules sekciju. Iegūtajai vērtībai pievienojiet 15 mm uz vienu savienojumu.
- Iegūtie marķējumi ir savienoti, un sagatave tiek sagriezta.
Veicot uzcenojumu, ir vērts ņemt vērā produkta izmērus. Platums ir diametra lielums plus pusotrs papildu centimetrs. Sagataves garumam jābūt lielākam par konstrukcijas taisno daļu.
Pašdarināšanas skārda darbi tiek veikti šādi:
- Krokas ir saliektas līdz loksnes virsmai taisnā leņķī. Sākotnēji viņiem tiek veikta līnijas marķēšana. āmurs. Loksne tiek novietota uz galda malas ar nolaišanos vēlamajā garumā, un saliekšanu veic ar gumijas āmuru. Darbs tiek veikts visā izstrādājuma garumā.
- Caurule, kas izgatavota no alvas ar savām rokām, liek domāt par citu locījumu salocē. Šajā gadījumā tiek veikts uzcenojums.
- Caurules izveidošanai tiek izmantots apaļais elements. Uz tā ir cinkota metāla loksne, kurai piešķirta noapaļota forma. Šajā gadījumā saliektie cauruļu gali ir savienoti.
Liekumi ir izgatavoti tā, lai āmurs precīzi iederas uz stūra virsmas. Sitieni tiek veikti precīzi un skaidri, bet ne spēcīgi, pretējā gadījumā šuve izlīdzināsies.
Alvas izstrādājumu ražošana tiek pabeigta, pievienojoties. Šajā gadījumā malas tiek apvienotas, un
šuve ir piestiprināta. Šajā gadījumā horizontālā sadaļa noliecas uz leju un pārklāj malu. Izvirzītā šuve ir izliekta uz virsmas ar āmuru. Liekums tiek veikts prom no L veida krokas. Ja jūs rīkojaties citādi, tad ūdens iekļūs iekšā.
Ir jāpievieno pašizveidotie alvas izstrādājumi. Malas ir piestiprinātas ar alumīnija vai tērauda kniedēm.
- Kniedes caurumi tiek veikti ik pēc trim centimetriem.
- Malas ir salocītas viena pret otru.
- Sagataves gabals ir salocīts tā, lai malas atrastos uz konstrukcijas ārpuses.
- Malas ir piestiprinātas ar kniedēm.
Lai atvieglotu struktūras savienošanu, platajā pusē esošajam elementam jābūt nedaudz uzliesmojošam. Lai nodrošinātu stingrību produkta malās. Pareiza marķēšana atvieglo piestiprināšanu citiem elementiem, pat rūpnīcas ražošanai.
Līdzīgus produktus izmanto notekcaurulēm, ventilācijas sistēmām un skursteņu konstrukcijām.
Izejmateriāla iezīmes
Pirms turpināt caurules izgatavošanu no metāla loksnes, jums vajadzētu rūpīgāk aplūkot materiālu, no kura tiks izgatavota caurule, un tā īpašības. Vispirms jāsaka, ka tie ir velmēšanas veida izstrādājumi, citiem vārdiem sakot, alva ir tērauda loksne, kas iziet cauri velmētavas veltņiem un kuras biezums ir 0,1-0,7 mm.
Papildus velmēšanas darbībām lokšņu metāla ražošanas tehnoloģija nozīmē gatavo velmēto izstrādājumu apstrādi no korozijas procesu veidošanās. Lai to izdarītu, pēc velmēšanas tēraudam tiek uzklāts materiāla slānis, kas nav pakļauts korozijai.
Veikto darbību rezultāts ir tērauda loksne, kuras platums var svārstīties no 512 līdz 1000 mm, ar hroma vai cinka pārklājumu. Gatavais produkts ir plastmasa, tāpēc alvu var viegli apstrādāt. Šajā gadījumā velmētos stingrinātājus pēc spēka var salīdzināt ar tērauda izstrādājumiem. Tas ļauj izmantot lokšņu metālu sarežģīta dizaina izstrādājumu ražošanā.
Materiālu raksturojums
Cinkotas konstrukcijas ir izgatavotas no lokšņu metāla. Materiāls ir velmēts tērauda lokšņu biezums 0,1 - 0,7 mm.
Sarežģītas formas izstrādājumus veido no mīksta materiāla
Loksņu ražošana notiek uz velmēšanas mašīnām, taču šādā veidā iegūtajiem izstrādājumiem nepieciešama papildu aizsardzība. Tāpēc tas ir pārklāts ar materiālu, kas ir izturīgs pret koroziju. Galu galā patērētāji saņem tērauda loksni ar platumu 512–1000 mm, kurā ir mikroni pārklāts hroms, alva vai cinks.
Produktam raksturīga plastika, kas ļauj manuāli apstrādāt lokšņu metālu. Turklāt, ja uz materiāla tiek velmēti stingrinātāji, tā izturība nav zemāka par tērauda kolēģiem. Šo iemeslu dēļ alva tiek izmantota sarežģītas formas izstrādājumu ražošanā.
Nepieciešamie rīki
Instrumentu un ierīču saraksts, kas nepieciešami cinkotu skursteņu cauruļu izgatavošanai ar savām rokām, ir saistīts ar alvas īpašībām, jo īpaši ar maigumu un plastiskumu. Šāda veida materiāla apstrāde neprasa īpašu piepūli, kas nepieciešama darbam ar lokšņu materiāliem.
Tāpēc skursteņa skārda cauruļu ražošanā ir nepieciešams šāds instrumentu komplekts:
- Šķēres metāla griešanai. Šis rīks palīdz viegli sagriezt lokšņu materiālu vēlamajos gabalos, jo lielākais lapas biezums sasniedz 0,7 mm.
- Āmurs ar mīkstu galvu. Varat arī izmantot koka āmuru, āmuru vai tērauda instrumentu ar mīkstu gumijas satvērienu. Tomēr pēdējais variants tiek izmantots ļoti uzmanīgi vai netiek izmantots vispār, jo tas var izraisīt plānas alvas loksnes deformāciju un sabojāt visu darbu.
- Knaibles. Ar šī rīka palīdzību viņi atrisina jautājumu par to, kā saliekt cauruli, kas izgatavota no alvas, jo tā ir tērauds, kaut arī tā ir plāna, tāpēc to nav iespējams saliekt ar rokām.
- Amatniecības galds. Šī ierīce ir nepieciešama, griežot materiālu un uzliekot marķējumu.
- Kalibrēšanas elements. Tas var būt cauruļveida izstrādājums, kura diametrs pārsniedz 10 centimetrus, kā arī stūris ar 7,5 centimetru malām. Šiem elementiem jābūt labi nostiprinātiem, jo uz to virsmas tiks veiktas kniedes.
Papildus šiem rīkiem jums vajadzētu sagatavot lineālu vai mērlenti un marķieri, kas ir tērauda stienis ar asu malu.
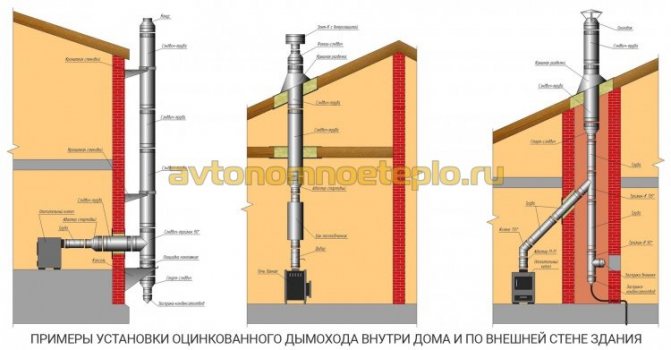
Cinkotu dūmgāzu cauruļu uzstādīšana
Lielākā daļa ražotāju, pārdodot komplektu dūmu izplūdes sistēmai, ar savām rokām pievieno detalizētus uzstādīšanas norādījumus. Nav grūti pats uzmontēt struktūru, pietiek ar to, lai ņemtu vērā dažas profesionāļiem labi zināmas funkcijas:
- Ir nepieciešams savienot skursteņa elementus, izmantojot cauruļu caurules metodi, sākot no konstrukcijas apakšējā segmenta.
- Cinkotu skursteņu tīrīšanai ir nepieciešams nodrošināt vairākas pārbaudes akas.
- Ik pēc pusmetra, lai nodrošinātu maksimālu izturību pret vēja slodzi, uzstādīšanai tiek piestiprinātas sienas kronšteini.
- Pabraucot gar grīdas plātnēm un jumtiem, tiek uzstādīta skursteņa pārejas montāža.
Uzstādīšana tiek veikta saskaņā ar spēkā esošajiem ugunsdrošības noteikumiem un SNiP.
Āra un iekštelpu cauruļu izvietojuma noteikumi
Kā un ko izolēt cinkotu skursteni
Ja jūs patstāvīgi izolējat skursteņa cauruli, kas izgatavota no cinkota tērauda, no kondensāta, jūs varat samazināt konstrukcijas izmaksas 1,5-2 reizes. Lai pabeigtu darbu, jums būs nepieciešams:
- Siltumizolācija - tiek izmantota minerālu nedegoša izolācija ar zemu mitruma absorbcijas pakāpi. Materiāla biezums nav mazāks par 5 mm.
- Aizsargslānis - minerālu izolācijas augšdaļa ir pārklāta ar folijas materiālu. Slāņi tiek fiksēti ar adāmvadu vai skavām.
Sagatavošanās posms
Pirmkārt, uz skārda loksnes tiek uzlikti marķējumi, pa kuriem tiks sagriezts pusfabrikāts. Citiem vārdiem sakot, nepieciešamā daļa tiek nogriezta no noteiktas metāla loksnes, no kuras tiks izveidota nākotnes caurules kontūra. Marķēšanas process tiek veikts šādi: alva tiek uzklāta uz darbagalda, un no augšējās malas mēra segmentu, kas vienāds ar caurules garumu. Šeit atzīmi izdara marķieris.
Pēc tam, izmantojot kvadrātu, gar šo atzīmi tiek vilkta līnija perpendikulāri sānu malai. Tagad pa šo līniju caurules apkārtmērs, tas pats tiek darīts gar augšējo malu. Tajā pašā laikā gar abām malām tiek pievienoti apmēram 1,5 cm, lai izveidotu savienojošās malas. Augšējā un apakšējā atzīme ir savienota, un sagatave tiek izgriezta.
Kā izgatavot cauruļu korpusu no alvas
Šī posma mērķis ir veidot caurules profilu. Apstrādājamā materiāla garumā apakšā un augšpusē tiek novilkta līnija, pa kuru krokas būs saliektas. Šajā gadījumā vienā pusē mēra 5 mm, bet otrā - 10 mm. Krokām jābūt saliektām 90 0 leņķī. Lai to izdarītu, sagatave tiek uzlikta uz tērauda stūra, izlīdzinot locīšanas līniju ar stūra malu. Pārsteidzot malu ar āmuru, salieciet to perpendikulāri stūra pusē.
Produktu ieteicams saliekt pakāpeniski, ejot ar āmuru visā garumā. Šajā gadījumā jūs varat sākt saliekt ar knaiblēm.
Tagad, salocījumā, kura izmērs ir 10 mm, veiciet vēl vienu saliekumu, lai iegūtu sava veida burtu G. Krokas locīšanas procesā jums jāpārliecinās, vai augšējā kroka ir paralēla sagatavei, un tā garums ir 5 milimetri. Tāpēc, zīmējot krokas locījuma līniju, vienā pusē vienā reizē mēra 0,5 cm, bet otrā - divreiz 0,5 cm.
Pabeidzot kroku veidošanu, jūs varat pāriet uz cauruļu korpusa veidošanu. Lai to iegūtu noteiktas formas profilu, uz kalibrēšanas elementa novieto tukšu lapu un piesit ar āmuru vai citu piemērotu instrumentu. Sagatave vispirms iegūst U formu un pēc tam kļūst apaļa. Šajā gadījumā krokas ir jāapvieno kopā.
Kā ar savām rokām izgatavot cinkotu cauruli: soli pa solim instrukcijas, aprēķins pēc shēmas un zīmējums
Laba diena, dārgais viesis!
Pirmā cinkotā loksne noripoja no konveijera vienā no Lielbritānijas rūpnīcām 1867. gadā. Tiesa, tajā laikā metāls bija pārklāts tikai ar zeltu un sudrabu. Bet pirms Pirmā pasaules kara tika ražota detaļas ar aizsargājošu cinka slāni, un kopš tā laika tās ir neticami populāras.
Tas nav pārsteidzoši - cinks pagarina dzelzs kalpošanas laiku 20-30 reizes. Izstrādājumi, kas izgatavoti no cinkota tērauda, ir izturīgi, nepakļaujas rūsai un ikdienas dzīvē izturas ne sliktāk nekā nerūsējošais tērauds, lai gan tie ir daudz lētāki.
Šodienas rakstā es ierosinu pievērst lielāku uzmanību šim pieticīgajam materiālam un pastāstīt, kā ar savām rokām izgatavot cinkotu cauruli.
Šādas caurules priekšrocības un trūkumi
Cinkošana galvenokārt ir tērauds, materiāls, kam ir daudz nenoliedzamu priekšrocību.
Tie ietver:
- Spēks;
- Spēja izturēt augstu temperatūru;
- Lieliska siltuma vadītspēja;
- Zemas izmaksas salīdzinājumā ar citiem materiāliem.
Bet bez aizsargpārklājuma melnais metāls ir pakļauts korozijai, ātri rūsē un kļūst nelietojams. Cinka apšuvums veiksmīgi atrisināja šo problēmu. Neskatoties uz to, ka cinkotajām un tērauda caurulēm ir vienāda forma, cinkotajam izstrādājumam ir vairākas priekšrocības.
Cinkota izstrādājuma papildu priekšrocības:
- Izturība pret koroziju, spēja izturēt negatīvas vides ietekmes;
- Pagarināts kalpošanas laiks;
- Palielināts spēks;
- Plašs darba temperatūras diapazons;
- Augsta izturība pret mehānisko spriegumu;
- Cinkota caurule iztur augstu iekšējo un ārējo spiedienu;
- Vienkāršība un ērta uzstādīšana;
- Augsta izturība pret uguni;
- Cinks iznīcina visus patogēnos mikroorganismus;
- Cinkošana pēc kvalitātes praktiski nav zemāka par zemu leģēto nerūsējošo tēraudu, taču tas maksā par kārtību lētāk.
Bet, tāpat kā jebkurš inženiertehniskais risinājums, cinkota dzelzs cauruļvadi nav ideāli.
Produkta trūkumi:
- Ne pārāk pievilcīgs dizains;
- Dārga salīdzinājumā ar parasto tēraudu;
- Cinks sarežģī metināšanas procesu;
- Atšķirībā no plastmasas, izvirzījumu klātbūtnē uz sienām ir gandrīz neiespējami nodrošināt vienmērīgu pāreju konstrukcijā, kas izgatavota no cinkotām caurulēm.
Dariet to pats vai pasūtiet
Kas ir labāk, nopērciet vajadzīgā biezuma cinkotu loksni un pats salieciet cauruli, vai dodieties uz veikalu un iegādājieties gatavu produktu?
Atlases padomi
Kā parasti, sāksim ar cenu. Gatavā caurule ar 100 mm diametru un 3 metru garumu mums maksās apmēram 500 rubļu. Materiāla izmaksas šajā gadījumā ir 150 rubļi, pārējais ir darbaspēka izmaksas un pārdevēja starpība.
Un, ja jūs plānojat organizēt visu drenāžas sistēmu? Jūs pats varat pārliecināties, ka par gatavajiem produktiem būs jāpārmaksā 2,5-3 reizes. Pašu izgatavotas caurules ievērojami atvieglos finansiālo slogu.
Turklāt rūpnīcas produktiem ir stingri noteikti izmēri, un dažreiz ir grūti atrast pareizo savai sistēmai. Gatavās caurules biezums parasti nepārsniedz 1mm.
Obligāti jāatceras, ka jebkuram rūpnīcas izstrādājumam, atšķirībā no mājās ražota, tiek veikta stingra kvalitātes kontrole, tam ir pilnīgi apaļa virsma un metinājuma precizitāte.
Tas, vai mājas amatnieks spēs nodrošināt visu šo nosacījumu izpildi, nebūt nav fakts.
Kādu materiālu izvēlēties
Ja tika nolemts patstāvīgi izgatavot daļu, jums vispirms vajadzētu izvēlēties materiālu, mūsu gadījumā - vajadzīgā biezuma cinkotu loksni.
Materiālu raksturojums
Rūpnīcā ar cinku pārklātu lokšņu tēraudu jāatbilst GOST 14918-80. Galvenās īpašības, kurām vajadzētu pievērst uzmanību, izvēloties:
Visbiežāk cinkots biezums svārstās no 0,35 līdz 3 mm. Jo plānāka ir lapa, jo vieglāk to apstrādāt, kas ir svarīgi produktu ražošanai mājās. Bet neaizmirstiet - mazāk biezuma - mazāk spēka.
- Cinka pārklājuma biezums
Saskaņā ar cinka slāņa biezumu ir 3 materiālu klases. Ērtības labad apkoposim datus tabulā.
| Tērauda klase pēc cinka slāņa biezuma | Abās pusēs pieejamā aizsargkārta svars (g) | Pārklājuma biezums (μm) |
| P (palielināts) | 570 — 855 | 40-60 |
| Es | 258-570 | 18-40 |
| II | 142.5-258 | 10-18 |
GOST pieļauj dažas biezuma novirzes un dažu defektu klātbūtni
Marķējums:
- НР - normāla biezuma starpība;
- UR - samazināta biezuma variācija.
Lapas izskata iespējas:
- KR - ar kristalizācijas modeļiem (dažas plaisas un aptumšošana);
- MT - bez modeļiem.
Svarīga īpašība cauruļu ražošanai ir metāla loksnes spēja vilkt:
- H - normāls pārsegs;
- G - dziļa zīmēšana;
- VG - ļoti dziļš zīmējums.
Tērauda marķējumam VG ir vislielākā elastība, H - attiecīgi viszemākā.
Kas jums jāstrādā
Pēc tam, kad esat iegādājies lapu ar nepieciešamajām īpašībām, jums jāuzkrāj nepieciešamais inventārs.
Nepieciešamie rīki:
- Metāla šķēres. Izvēlieties ērtu instrumentu platas metāla loksnes griešanai;
- Rokas āmurs (aka āmurs) ar gumijas vai koka galu. Ostei jābūt stingrai, smagai, bet bez asām malām;
- Tērauda cauruļu sagatave cauruļu korpusa ("lielgabals") veidošanai. Tās garums ir vismaz 1 metrs, diametrs ir atkarīgs no nepieciešamā galaprodukta diametra;
- Lineāls;
- Cinkošanas marķēšanas rīks (asa metāla stienis);
- Amatniecības galds. Darba galda galda stūrī jābūt vismaz 1 m garam metāla stūrim. To izmantos caurules malu saliekšanai, tāpēc tā jānostiprina ļoti droši;
- Knaibles.
Lieluma aprēķins
Standarta cinkota lokšņu metāls ir vai nu 1000 × 2000mm, vai 1250 × 2500mm, lai gan var atrast arī citus izcirtņus.
Sagataves platumu aprēķina pēc formulas:
L (apkārtmērs, tas ir sagataves platums) = 2 * 3,14 * R (R ir nepieciešamais caurules rādiuss, mm).
Tādējādi, lai ražotu cauruļvadu ar diametru 100 mm, sagatavi ar platumu
2 × 3,14 × 50 mm = 314 mm.
Rezultāta gala garumam pievienojiet 15 mm liekumu un iegūstiet nepieciešamo izmēru griešanai -300mm.
Svarīgs punkts - sagataves platums - vērtība nav nemainīga. No vienas puses, tas ir 330 mm, no otras puses, 340 (caurulei ar 100 mm diametru). Tas tiek darīts ērtākai turpmākajai cauruļu uzstādīšanai savā starpā vai ar citiem sistēmas elementiem.
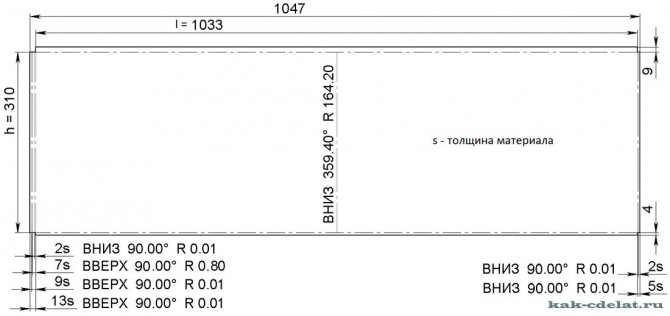
Zīmējums un diagramma
Att. 1. Loksnes paraugs caurulei ar diametru 100mm.
Kroku veidošanās shēma ir šāda:
Att. 2
Sagataves izgriešana
Pēc nepieciešamo izmēru aprēķināšanas topošā izstrādājuma sagatave tiek izgriezta. Priekš šī:
- Alvas loksne ir izlikta uz horizontālas virsmas, marķējums tiek uzklāts taisnās līnijās, stingri ievērojot pusfabrikāta izmēru.
Caurulei ar 100 mm diametru gar vienas loksnes malu viens pēc otra mēra 340 un 330 mm segmentus (sk. 1. attēlu). Tie paši segmenti, bet pretējā secībā, ir atzīmēti pretējā pusē. Visas perpendikulārās līnijas jāvelk, izmantojot kvadrātu.
Neaizmirstiet pievienot 15-20mm produkta platumam krokām!
- Alva tiek sagriezta taisnstūros saskaņā ar zīmējumu.
Profila veidošana
Iegūtās taisnstūrveida sagataves ir "jāpārvērš" par cauruli. Lai to izdarītu, mēs izveidosim tā profilu.
Profila veidošanas posmi:
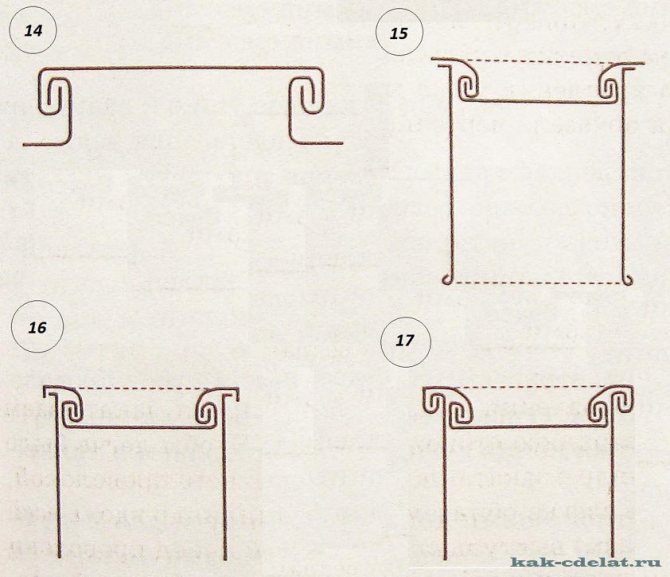
- Visā sagataves garumā ir novilktas divas līnijas ar 5 mm atkāpi no vienas malas un 10 mm no otras. Šīs līnijas ir locījuma locījuma robežas.
Mūsu gadījumā šuve vai šuves bloķēšana nozīmē cauruļu malu savienojuma veidu;
- Salieciet malas pa iezīmēto līniju, stingri 900 leņķī. Lai to izdarītu, izmantojiet metāla stūri, pielīdzinot locīšanas līniju stūra malai. Mēs sākam ar knaiblēm, turpinām ar āmuru;
- Mēs ietam ar āmuru visā garumā, pakāpeniski veidojot nākotnes šuvi;
- Pie 10 mm platas krokas mēs izgatavojam vēl vienu burtu G burta formā. Augšējā stieņa platums ir 5 mm, vieta ir stingri paralēla sagatavei;
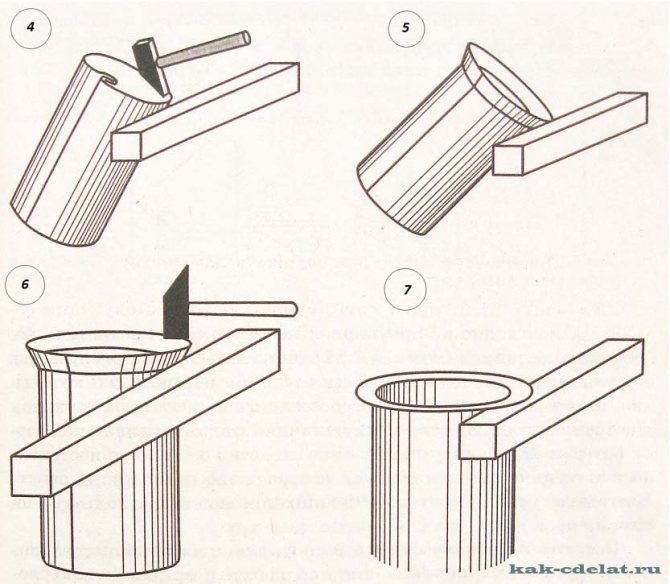
- Pēc kroku izveidošanas dodieties uz caurules korpusu. Mēs uzliekam sagatavi uz lielgabala un ar āmuru piešķiram lapai apaļu formu.
Metināšanas šuvju apstrāde
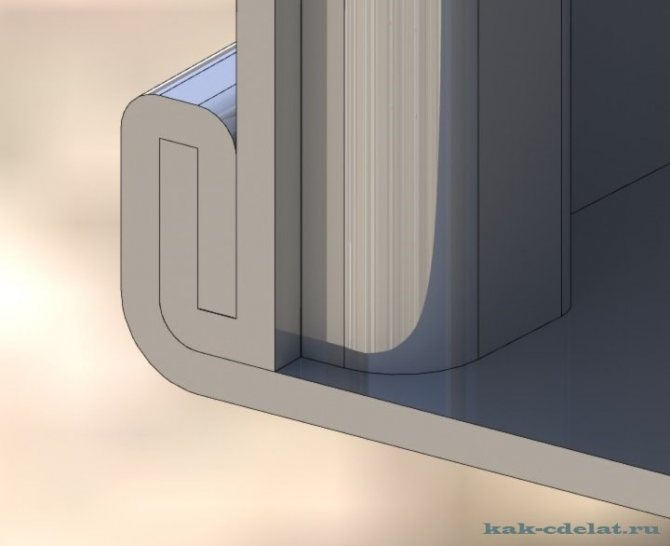
Pēdējais posms ir dibena locītavas apstrāde (gofrēšana).Lai to izdarītu, nolieciet L veida krokas augšējo daļu uz leju, aptinot pretējo malu ap to. Rezultāts ir vairāku metāla slāņu kroka, kas visā garumā jāpiespiež pret cauruli.
Rūpnīcā šuvei tiek piešķirta papildu izturība ar īpašām metāla kniedēm.
Produktiem, kas izgatavoti ar rokām, papildu apstrāde nav nepieciešama.
izgatavošana
Apskatiet noderīgus saistītos videoklipus.
Cauruļu izgatavošana:
Caurules caurules iegriezums:
Eksperta padoms
Gatavības caurules savienošanas ērtībai ar citiem sistēmas elementiem produkta galā ir nepieciešams izveidot kontaktligzdu.
Kā izveidot kontaktligzdu uz cinkotas metāla caurules
Zvans ir tehnoloģisks pagarinājums, kas paredzēts komunikācijas elementu montāžas ērtībai un ievietošanai plaknē. Gatavās caurules kontaktligzda tiek veidota gar plašu malu, uzliesmojot malu 15-20 mm dziļumā. Rūpnīcā uzliesmošanai izmanto īpašu instrumentu - uzliesmojošu konusu.
Mājās jūs varat pats paplašināt caurules malu, izmantojot knaibles. Ideālā gadījumā sagataves galos uzstādiet īpašus gredzenus - stingrinātājus.
3. attēls. Uzliesmojošs raksts:
Darbības ar alvu iezīmes
Cinkota loksne ir lēts un uzticams materiāls. Tās galvenā iezīme ir mazais biezums (mājās parasti tiek izmantota loksne ar biezumu no 0,3 līdz 1 mm) un plastika. Maiguma dēļ ir ērti strādāt ar cinkošanu, un pat iesācēju skārdniekam nebūs grūti izgatavot vēlamo produktu patstāvīgi.
Tajā pašā laikā, neskatoties uz tērauda maigumu, iegūtā šuves šuve ir ļoti uzticama un spēj izturēt ievērojamu mehānisko spriedzi.
Secinājums
Cinkoto cauruļu izmantošanas joma ir plaša. Tos izmanto drenāžai, skurstenim, ventilācijas sistēmām, tāpēc spēja patstāvīgi izgatavot detaļas noteikti nebūs lieka.
Personīgi es uzskatu, ka jebkura apgūtā prasme vienmēr ir noderīga. Tāpēc es gaidu jūs mūsu grupā un kopienās. Nodarbības, mācību video, ekspertu padomi - viss ir tur. Pievienojies mums!
(2 5,00 no 5) Notiek ielāde ...
Avots: https://vseotrube.ru/materialy/metallicheskie/kak-sdelat-trubu-iz-otsinkovki
Šuves savienojuma apstrāde
Pēdējais posms ir saistīts ar muca šuves apstrādi, tas ir, tā saspiešanu. Lai to izdarītu, L formas krokas augšējā daļa ir nolocīta uz leju, aptinot otras krokas malu. Rezultātā jābūt sava veida sviestmaizei, kas ir perpendikulāra caurulei. Lai iegūtu šuvju metināšanu, jums jāpiespiež sviestmaize pie izstrādājuma.
Lai nodrošinātu lielāku uzticamību, dibena savienojums tiek pastiprināts ar kniedēm. Tomēr pašizgatavotām caurulēm, kas izgatavotas no alvas, izmantojot šo savienošanas metodi, nav nepieciešams papildu stiprinājums.
Kā ar savām rokām izgatavot cinkotu cauruli?
Jūs varat brīvi iegādāties cinkotas caurules, taču šādu produktu izmaksas ir diezgan augstas, tāpēc vēlmi izgatavot cinkotu cauruli ar savām rokām diktē, pirmkārt, ekonomiskie apsvērumi.
Tajā pašā laikā cinkotu cauruļu ražošana neprasa īpašu piepūli, īpašu dārgu armatūru un instrumentus un kaut kādas profesionālas zināšanas, tāpēc ar to var tikt galā jebkurš mājas amatnieks, kura arsenālā ir standarta galdniecības komplekts. instrumenti.
Rāmja montāžas process
Pēc visu laivu detaļu sagatavošanas mēs pārietam uz tiešo laivu montāžas procesu no cinkota tērauda un dēļiem ar savām rokām. Lai to izdarītu, jums jāveic šādas darbības:
Ieteicams lasīt: Plusi un mīnusi gumijas laivām ar cietu dibenu zem motora
- Lokā ir nepieciešams apvienot divas puses un priekšgala trīsstūrveida sagatavi. Kā savienojošos elementus var izmantot naglas vai pašvītņojošas skrūves.Ja bloks izvirzās virs sāniem, tad tas ir jāsagriež vienā līmenī.
- Nākamais solis ir pagaidu starplikas uzstādīšana. Šis process ir jāpieiet uzmanīgi. Lai, saliekot sānus, neplīstu, starpliku reģistrē ne pārāk lielā leņķī.
- Pēc starplikas uzstādīšanas ir nepieciešams saliekt sānus tālāk. Virve vai palīgu pāris veiks triku.
- Mēs nomainām aizmugurējo daļu, noregulējam, noņemam nepieciešamo griezumu. Jums labi jāpieguļ, lai nepaliktu atstarpes. Visam vajadzētu būt cieši pieguļošam.
- Pabeidzot fit, mēs āmurējam sānus un sazāģējam visus izvirzījumus.
- Pēc tam, kad sāni ir samontēti, mēs uzstādām pastāvīgus statņus, vienlaikus noņemot pagaidu. Cik daudz detaļu iestatīt, ir atkarīgs no īpašnieka vēlmēm.
Pirms koka detaļu nostiprināšanas ar naglām vai pašvītņojošām skrūvēm ir vērts iepriekš urbt caurumus ar urbi. Šī metode novērš dēļu plaisāšanu.
Koka konstrukcijas montāžas pēdējais posms būs sānu apakšējo daļu, starpliku un aizsargājoša antiseptiska slāņa pārklāšana.
Cinkoto cauruļu raksturojums
Dūmvadu aprīkošanai tiek izmantotas cinkotas metāla caurules; tās ir populāras to nelielā svara un attiecīgi ērtas uzstādīšanas dēļ. Cinkotajiem skursteņiem nav nepieciešams būvēt pamatu, un tas ievērojami samazina skursteņu aprīkojuma izmaksas.

Šādas caurules atbilst ugunsdrošības standartiem, izturot temperatūru līdz 900 °, tāpēc tās var izmantot pat dūmu izvadīšanai no cietā kurināmā apkures katliem un krāsnīm.
Arī noteku ierīkošanai tiek izmantotas cinkotas caurules mājas celtniecībā. Šādas caurules jau tagad ir diezgan pieejamas izmaksu ziņā, taču tajā pašā laikā procesu var padarīt vēl lētāku, izmantojot ar rokām darinātus izstrādājumus.
Vai skurstenim var izmantot cinkotas caurules
Noteiktos apstākļos tiek izmantoti skursteņi, kas pārklāti ar cinku.
Kad cinks tiek uzkarsēts līdz 419 °, tas sāk izdalīt cilvēkiem kaitīgas vielas. Tāpēc no šī materiāla izgatavotus līkumus ieteicams uzstādīt dūmgāzu novadīšanas sistēmās, kur temperatūra nepārsniedz 350 ° C.

Saskaņā ar Ārkārtas situāciju ministrijas 2009. gada noteikumiem metāla dūmu noņemšanas līdzekļus ogļu kurtuvēm ir aizliegts izmantot.
Turklāt vienas sienas cinkota izeja izdegs pēc vienas vai divām sezonām. Praksē to izmanto kā ārējo apvalku dubultsienu konstrukcijās ar izolāciju.
Kas nepieciešams cinkotas caurules izgatavošanai
Mājās, lai izgatavotu cinkotu cauruli, jums ir nepieciešama skārda loksne, materiāla maiguma un elastības dēļ nav nepieciešams izmantot īpašas pūles.
Alvu rūpnieciski izgatavo no plānas tērauda loksnes ar biezumu no 0,1 līdz 0,7 mm uz velmēšanas mašīnām, pēc kuras tās pārklāj ar hroma, alvas vai cinka pretkorozijas aizsargkārtu. Visbeidzot, sagataves tiek sagrieztas pēc standarta izmēriem, to platums svārstās no 512 mm līdz 2000 mm.

Šādu izstrādājumu izturība nekādā ziņā nav zemāka par tērauda kolēģiem, it īpaši, ja materiālam ir papildu stingrēji, bet tajā pašā laikā tas ir ļoti plastmasas un ļauj manuāli uzstādīt sarežģītas formas cauruļvadus. Pretkorozijas pārklājums aizsargā cauruli no ārējās vides.
Šādu cauruļu problēma ir nepietiekama lieces izturība, tāpēc atvērtu detaļu ražošanai konstrukcijā tiek ieviesti stingrēji, lai stiprinātu produktu.
- veikalos tiek piedāvāts plašs šādu dažāda izmēra cauruļu klāsts: vienas ķēdes;
- dubultā ķēde (izgatavota sviestmaizes formā un sastāv no iekšējās un ārējās caurules);
- gofrēts, kam raksturīga palielināta elastība.
Piezīme! Mājās tehniski ir iespējams izgatavot tikai vienas ķēdes cauruli.
Izvēloties loksnes biezumu, jāņem vērā caurules mērķis. Piemēram, cinkotajai caurulei dūmgāzu noņemšanai no cietā kurināmā krāsnīm un kamīniem jābūt paaugstinātai izturībai pret augstām temperatūrām un vienlaikus augstām pretkorozijas īpašībām.
Tas ir svarīgi! Jo augstāka ir darba vides temperatūra, jo biezākām jābūt cauruļu sienām.
Rīki
Darbam nepieciešami īpaši instrumenti, lai saliektu, pareizi izmērītu saliekuma leņķi un sagrieztu cauruli vajadzīgajā garumā.
Cinkotu dzelzs dūmu izplūdes cauruļu veidi
Patērētājam tiek piedāvātas vienas sienas un divsienu cinkotas caurules. Lai atvieglotu uzstādīšanu, ražotāji ražo visus nepieciešamos komponentus: tees, pārbaudes kanālus un kondensāta slazdus. Tiek atbalstīts standarta diametru diapazons. Diezgan problemātiski būs rūpnīcā pasūtīt nestandarta izmēra cauruli vai adapterus.
Lai izvēlētos nepieciešamo materiālu dūmu izplūdes sistēmai, būs jāņem vērā tehniskās īpašības, materiāla izturība pret izdegšanu un skābās vides ietekme, kā arī galvenās darbības iespējas.
Cinkotas skursteņu sviestmaižu caurules
Divkāršās ķēdes izolētas skursteņa caurules, kas izgatavotas no cinkotas loksnes, ir pieejamas divās versijās:
- Sandwich caurules - konstrukcija, kurā iekšējais un ārējais slānis ir izgatavots no cinkota metāla. Dizains samazina kondensāta ražošanu, bet nespēj izturēt ievērojamu siltumu. Deformācija notiek, kad iekšējais slānis tiek uzkarsēts līdz 500 ° C.
- Moduļu skursteņi izgatavoti no skābes izturīga nerūsējošā tērauda ar ārēju izolāciju un cinkotu apvalku. Šāda ierīce ievērojami samazina struktūras izmaksas un gandrīz divas reizes palielina kalpošanas laiku.
Caurules iekšējam slānim jābūt izgatavotam no metāla, kura biezums ir 1 mm, ārējam slānim pietiek ar 0,5 mm.
Cinkoti vienas sienas skursteņi
Cinkots skurstenis ātri izdeg šādos gadījumos:
- Izolācijas nav.
- Nepareizi izvēlēts caurules biezums.
- Neatbilstība vai ražošanas procesa traucējumi. Cinkošana ir izgatavota no oglekļa tērauda, saskaņā ar GOST 14918-80.
Ja visi šie nosacījumi ir izpildīti, viena slāņa cinkota caurule var darboties līdz 10 gadiem.
Norādījumi cinkotu cauruļu ražošanai
Pirmkārt, jums jāiezīmē dzelzs loksne, vienā pusē uzliekot salocītās locīšanas līnijas ar 5 mm lielumu, no otras divas reizes pa 5 mm, vienā pusē krokai jābūt platākai par otru, lai izveidotos spēcīga šuve nākotnē. Saliekiet lapu 90 ° leņķī abās pusēs, izmantojot stūri un knaibles.

Tas ir svarīgi! Formai jābūt salocītai pakāpeniski, virzoties no vienas malas uz otru pa locīšanas līniju.
Pēc tam, pagriežot sagatavi, tiek izveidotas krokas, leņķis tiek noregulēts uz 135-140 °, alvas malām uzsitot ar āmuru vai āmuru ar mīkstu strikeri, lai nesabojātu izstrādājuma materiālu. Pēc kroku veidošanās jūs varat pāriet uz pašas caurules veidošanos.
Pievienojiet sagatavi izmēra veidnei, lai to veidotu, un vēlreiz uzsitiet, līdz krokas savienojas.
Plašā mala atkal ir saliekta paralēli produkta plaknei 90 ° leņķī.
Pēdējais posms ir galu savienošana ar plakanu šuvi, izmantojot āmuru.
Izlīdziniet krokas, salieciet otrās krokas horizontālo daļu, aptinot to ap pirmo kroku, un pēc tam salieciet šo šuvi, cieši piespiežot to caurules plaknei.
Izmantojot metināšanas mašīnu, ir iespējams papildus nostiprināt savienojumu ar metāla kniedēm, lai gan visbiežāk cinkotajām caurulēm, kas savienotas ar plakanu šuvi, nav nepieciešams papildu pastiprinājums.










