Hoe maak je een pijp van tin - doe het zelf tinnen pijpen
Huizenbouwers proberen de meest budgettaire opties te vinden om problemen op te lossen. Daarom is de vraag hoe je met je eigen handen een pijp van tin kunt maken, relevant voor veel amateur-ambachtslieden. Een zelfgemaakt buisproduct van blik is immers te vergelijken met dakgoten of omhulsels die in gespecialiseerde winkels in de schappen liggen.

Daarom moet u meer leren over het proces van het maken van een tinnen pijp, die kenmerken heeft zoals fabrieksproducten.
Kenmerken van het bronmateriaal
Voordat u begint met het maken van een pijp van een metalen plaat, moet u kennis maken met het materiaal waaruit de pijp wordt gemaakt en de kenmerken ervan. Om te beginnen is het de moeite waard om te zeggen dat dit producten van het walstype zijn, met andere woorden, tin is een staalplaat die door de rollen van een wals is gegaan en een dikte heeft van 0,1-0,7 mm.
Naast walsbewerkingen impliceert de fabricagetechnologie van blik de behandeling van afgewerkte gewalste producten door de vorming van corrosieprocessen. Hiervoor wordt na het walsen een laag materiaal op het staal aangebracht dat niet onderhevig is aan corrosie.

Het resultaat van de uitgevoerde handelingen is een staalplaat, waarvan de breedte kan variëren van 512 tot 1000 mm, voorzien van een chroom- of zinklaag. Het eindproduct is van kunststof, dus blik kan gemakkelijk worden gehanteerd. In dit geval kunnen de gewalste verstijvers qua sterkte worden vergeleken met staalproducten. Hierdoor kan plaatmetaal worden gebruikt bij de vervaardiging van producten met een complex ontwerp.
Soorten tees
Het is beter om producten te classificeren op basis van het soort materiaal waaruit ze zijn gemaakt. Zelfs de alternatieve optie - de installatiemethode is in overweldigende gevallen hierop gebaseerd.

Metalen T-stuk voor versterkte kunststof buizen
U kunt de twee sorteermethoden ook combineren om een overzicht te krijgen van het assortiment van deze connectoren:
| Metalen | Deze omvatten de volgende fittingen:
Meestal worden T-stukken gemaakt door te gieten, waarvoor ze gebruiken:
Zeer zelden kunnen dit gelaste elementen zijn. We kunnen zeggen dat het belangrijkste voordeel van metalen producten hun hoge sterkte is. |
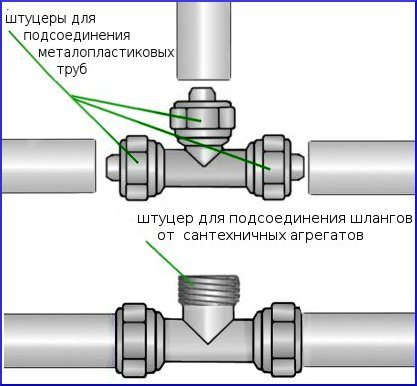
| Plastic | Alle producten, inclusief spantang en lasfittingen, zijn gemaakt van PVC en polyethyleen. Maar afzonderlijk is het noodzakelijk om T-stukken te overwegen die zijn gemaakt van PVC-rioolbuizen gemaakt van plastic, geïnstalleerd in een mof of op lijm.Het belangrijkste voordeel van polymeerfittingen voor rioolwater is volledige inertie voor het milieu en voor verpompte stoffen, waardoor ze kunnen werken tot wel een halve eeuw. |
| Composiet | Deze omvatten fittingen voor buizen van lagedrukpolyethyleen voorzien van bronzen of stalen hulzen. Dergelijke fittingen helpen om pijpleidingen van metaal en polymeren met elkaar te verbinden Het T-stuk heeft een schroefdraad aan de zijkant van de metalen huls, aan de kant van de polymeerkromming of het gelaste samenstel. Dit maakt het mogelijk om instrumenten, zoals manometers, in het systeem op te nemen. |
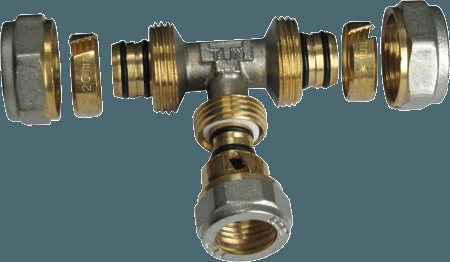
Het ziet eruit als een opvouwbaar T-stuk voor buizen van metaal-polymeer
Extra manier
Er is ook een andere populaire classificatiemethode die rekening houdt met de werkafmetingen van de tee:
- controlepunten;
- schroefdraad;
- gemiddelde diameter.
Maar het hangt af van de diameters van de pijpleidingen en de bijbehorende normen.Het onderwerp is vrij uitgebreid, dus het zal in ons artikel niet aan bod komen.

T-stuk voor PVC-buis van het druktype
Installatie
Hieronder zullen we de algemene aanbevelingen van het proces bekijken bij het installeren van fittingen op druk- of niet-drukleidingen, die een bepaald aantal regels hebben. Anders is het resultaat van uw werk niet alleen rampzalig voor u, maar ook voor uw buren beneden.
Gebruik daarom de volgende richtlijnen:
- In rioleringen onder druk is het toegestaan om fittingen met een rechte hoek te gebruiken, in niet-onder druk staande rioleringen is het beter om jezelf te beperken tot bochten op 45.
- Bij het samenstellen van een free-flow netwerk op stopcontacten, adviseert de instructie om de verbindingselementen correct te oriënterenIn dit geval moet de aansluiting naar de vloeistofafvoer worden gericht, d.w.z. de stroming moet er eerst aan voldoen en daarna de gladde leiding, anders kunnen de verbindingen gaan lekken. Als we het hebben over riolen, zal het erg onaangenaam zijn.

De foto laat zien hoe je zelf een tee van een pijp maakt
- Wanneer u het T-stuk aan de lijm bevestigt, selecteert u de positie van de leiding ten opzichte van de fitting binnen de eerste twee seconden nadat u ze hebt uitgelijndVerplaats of roteer de assembly hierna niet en gebruik de hulplijnen als u niet zeker bent van uw mogelijkheden.
Tip: wanneer u een polymeer T-stuk met een polymeerbuis met uw eigen handen verbindt, markeer dan de diepte van het inbrengen op de laatste. Anders kunt u de toegang van vloeistof tot de assembly blokkeren.
- Bereid bij het monteren van een metalen pijpleiding materiaal voor voor rakels en draadeindenIn dit geval wordt het niet aanbevolen om fum-tape te bewaren, waarvan de prijs onbeduidend is, en altijd een borgmoer te gebruiken, nadat u de afdichting verschillende keren tussen de afdichting en het uiteinde van de fitting hebt gewikkeld voordat u deze vastdraait.
- Installeer afneembare verbindingen, inclusief spantang en schroefdraad, op goed toegankelijke plaatsen.
Tip: Gebruik bij het plaatsen van kunststof of metalen T-stukken op moeilijk bereikbare plaatsen las- of persfittingen (als laatste redmiddel).
Riolering
Dankzij moderne materialen is de installatie van rioleringssystemen veel handiger en gemakkelijker geworden T-stukken voor rioolbuizen gemaakt van plastic vereenvoudigen zoveel mogelijk de taak van het maken van elk schemaproject in particuliere huizen met verschillende verdiepingen. Tegelijkertijd hoeft u geen complexe apparatuur of speciaal gereedschap te gebruiken.

Riool plastic buis T-stukken
In dit geval worden 3 soorten T-stukken gebruikt die hun speciale functies vervullen:
- Om verticale risers met horizontale pijpleidingen te verbinden, worden opties met hoeken van 87 ° of 90 ° gebruikt.
- Bij het maken van horizontale takken worden producten met een hoek van 45 ° gebruikt.
- Een koppeling met een extra gat voor reparatiewerkzaamheden wordt revisie genoemd. Het derde gat wordt vastgeschroefd met een speciaal deksel, dat toegang geeft tot de pijpleiding.
De ervaring leert dat dit voldoende is om rioolnetwerken van elke complexiteit in een privéwoning te creëren. Daarom moet u altijd op dit type verbinding vertrouwen.
Benodigde gereedschappen
De lijst met gereedschappen en apparaten die nodig zijn om gegalvaniseerde schoorsteenpijpen met uw eigen handen te maken, is te wijten aan de eigenschappen van tin, met name zachtheid en plasticiteit. De verwerking van dit soort materiaal vereist geen speciale inspanningen die nodig zijn bij het werken met plaatmateriaal.
Daarom is bij de productie van tinnen pijpen voor een schoorsteen de volgende set gereedschappen vereist:
- Schaar voor het knippen van metaal. Deze tool helpt om het plaatmateriaal gemakkelijk in de gewenste stukken te snijden, aangezien de grootste plaatdikte 0,7 mm bereikt.
- Hamer met zachte kop. U kunt ook een houten hamer, hamer of stalen gereedschap met een zachte rubberen grip gebruiken.De laatste optie wordt echter zeer zorgvuldig gebruikt of helemaal niet, omdat dit vervorming van een dunne plaat tin kan veroorzaken en het hele werk kan ruïneren.
- Tang. Met behulp van deze tool lossen ze de vraag op hoe een pijp van tin moet worden gebogen, omdat het van staal is, hoewel het dun is, daarom is het onmogelijk om het met je handen te buigen.
- Werktafel. Dit apparaat is nodig bij het snijden van materiaal en bij het aanbrengen van markeringen.
- Kalibratie-element. Het kan een buisvormig product zijn met een diameter van meer dan 10 centimeter, maar ook een hoek met randen van 7,5 centimeter. Deze elementen moeten goed worden bevestigd, omdat het klinken van de stootvoeg op hun oppervlak zal worden uitgevoerd.
Naast deze gereedschappen moet u een liniaal of meetlint en een markeerstift voorbereiden, dit is een stalen staaf met een scherpe rand.
Voorbereidende fase
Eerst worden markeringen aangebracht op het blik, waarlangs het halffabrikaat wordt gesneden. Met andere woorden, het benodigde onderdeel wordt uit een bepaalde metaalplaat gesneden, waaruit de contour van de toekomstige buis zal worden gevormd. Het markeringsproces wordt als volgt uitgevoerd: het blad wordt op een werkbank gelegd en een segment gelijk aan de lengte van de buis wordt vanaf de bovenrand gemeten. Hier wordt een markering gemaakt door een marker.

Vervolgens wordt met behulp van een vierkant een lijn getrokken langs dit merkteken loodrecht op de zijrand. Nu langs deze lijn de omtrek van de buis, hetzelfde gebeurt langs de bovenrand. Tegelijkertijd wordt langs beide randen ongeveer 1,5 cm toegevoegd om de verbindingsranden te vormen. De bovenste en onderste markeringen zijn verbonden en het werkstuk wordt uitgesneden.
Om de omtrek te bepalen, kunt u een meetlint gebruiken of u kunt de schoolmeetkundecursus oproepen.
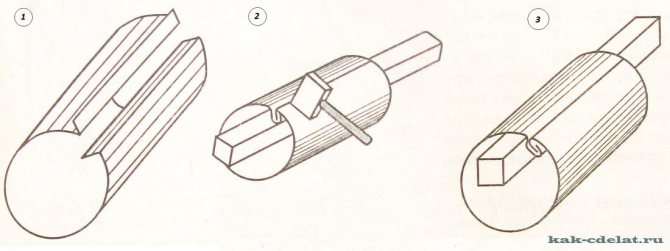
Hoe maak je een pijplichaam van blik
Het doel van deze fase is om het profiel van de buis te vormen. Onder en boven wordt langs de lengte van het werkstuk een lijn getrokken waarlangs de vouwen worden gebogen. In dit geval wordt aan de ene kant 5 mm gemeten en aan de andere kant 10 mm. De vouwen moeten worden gebogen in een hoek van 90 °. Om dit te doen, wordt het werkstuk op een stalen hoek gelegd en wordt de vouwlijn uitgelijnd met de rand van de hoek. Sla met een hamer op de rand en buig deze naar de loodrechte kant van de hoek.
Het wordt aanbevolen om het product geleidelijk te buigen en met een hamer over de hele lengte te passeren. In dit geval kunt u beginnen met buigen met een tang.

Nu, bij de vouw, waarvan de afmeting 10 mm is, wordt nog een vouw gemaakt om een soort letter G te vormen.Bij het vouwen van de vouw moet je ervoor zorgen dat de bovenste vouw evenwijdig is aan het werkstuk, en de lengte is 5 millimeter. Meet daarom bij het tekenen van een vouwlijn aan de ene kant één keer 0,5 cm en aan de andere kant - twee keer 0,5 cm elk.
Fase VII. Bescherming van gegalvaniseerde goot tegen krassen en corrosie
De grootste vijand van gegalvaniseerde goten en afvoeren zijn takken en puin die met de wind op het dak vallen en door regen in de goot worden weggespoeld. Zulke exemplaren zijn in staat om zelfs de meest resistente polymeercoating te krassen (en nog veel erger zonder), en daarom is het beter om het hele systeem zo veel mogelijk te beschermen.
De eenvoudigste methode zijn roosters, die tegenwoordig worden geproduceerd in standaardparameters: sleuven, geperforeerd, roestvrij staal, kunststof, gegalvaniseerd, messing en gietijzer. Ze moeten worden vastgemaakt met een grendel of met schroeven en moeren. Het is belangrijk dat het bovenoppervlak van het rooster 25 mm onder het oppervlak van de dakbedekking blijft zodat regenwater goed in de goot kan weglopen.
Op zijn beurt helpt de mand ook om het probleem op te lossen. Water stroomt door de goten en de mand houdt het grootste vuil vast, zoals bladeren en takken. Deze mand is gemakkelijk te verwijderen en schoon te maken, wat zijn voordeel is. Ook is zo'n modern element van het afvoersysteem, zoals een zandvanger, ontworpen voor hetzelfde als een regenwaterinlaat, maar houdt het tegelijkertijd fijner vuil en zand vast.
Hier is een goed voorbeeld van hoe u een gegalvaniseerde goot beschermt tegen vuil:

Verwerking van de naadverbinding
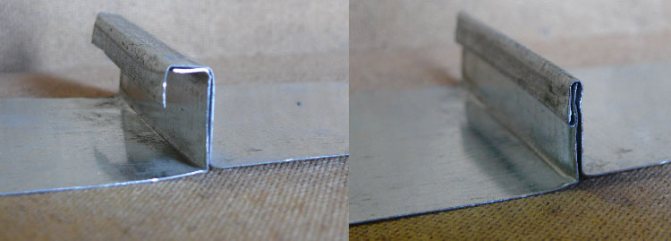
De laatste fase omvat het verwerken van de stompe naad, dat wil zeggen het krimpen. Om dit te doen, wordt het bovenste deel van de L-vormige vouw naar beneden gevouwen, waarbij de rand van de andere vouw wordt gewikkeld. Het resultaat zou een soort sandwich moeten zijn die loodrecht op de buis staat. Om een stomplas te krijgen, moet u de sandwich tegen het product drukken.

Voor meer betrouwbaarheid is de stompe naad versterkt met klinknagels. Doe-het-zelfbuizen van tin met deze verbindingsmethode hebben echter geen extra versteviging nodig.
Hoe maak je een pijp van tin - doe het zelf tinnen pijpen
Huizenbouwers proberen de meest budgettaire opties te vinden om problemen op te lossen. Daarom is de vraag hoe je met je eigen handen een pijp van tin kunt maken, relevant voor veel amateur-ambachtslieden. Een zelfgemaakt buisproduct van blik is immers te vergelijken met dakgoten of omhulsels die in gespecialiseerde winkels in de schappen liggen.
Daarom moet u meer leren over het proces van het maken van een tinnen pijp, die kenmerken heeft zoals fabrieksproducten.
Instructies voor het maken van een blikken pijp voor ventilatie met een dop met uw eigen handen
Een pijp maken van een ijzeren plaat betekent een reeks handelingen volgen. Het werk bestaat uit eenvoudige stappen. Eerst vindt de voorbereiding plaats, die bestaat uit het maken van markeringen van onderdelen en het uitsnijden van plano's.
In het stadium van het vormen van het lichaam van de constructie, wordt een cirkelvormig doorsnedeelement gecreëerd. Bij het aansluiten is het vereist om de elementen in één product te bevestigen.
Adapters voor het verbinden van buizen van plaatstaal
U kunt in verschillende fasen een opmaak en een spatie maken:
- Het vel wordt zonder naden op het oppervlak geplaatst. Hiervoor is een vloerbedekking of werkbank geschikt.
- Vanaf de bovenrand wordt een segment gemarkeerd dat even groot is als de toekomstige snelweg. Het markeren gebeurt door een markeerapparaat. Er vindt ook productie plaats.
- Er wordt een lijn door het merkteken getrokken. In dit geval wordt een vierkant gebruikt.
- Vanaf de lijn is de breedte van het segment gemarkeerd, wat gelijk is aan het gedeelte van de buis. Voeg bij de resulterende waarde 15 mm per voeg toe.
- De resulterende markeringen zijn verbonden en het werkstuk wordt gesneden.
Bij het maken van markeringen is het de moeite waard rekening te houden met de afmetingen van het product. Breedte is de afmeting van de diameter plus anderhalve centimeter extra. De lengte van het werkstuk moet groter zijn dan het rechte gedeelte van de constructie.
Doe-het-zelf blikwerk doe je als volgt:
- De plooien worden haaks naar het plaatoppervlak gebogen. Vooraf wordt er een lijnmarkering voor gemaakt. hamer. Het blad wordt op de rand van de tafel gelegd met een afdaling naar de gewenste lengte en het buigen wordt gemaakt met een rubberen hamer. Het werk wordt uitgevoerd over de gehele lengte van het product.
- Een pijp gemaakt van tin met je eigen handen suggereert een andere bocht in de plooi. In dit geval wordt de opmaak uitgevoerd.
- Een rond element wordt gebruikt om de buis te construeren. Daarop is gegalvaniseerd plaatstaal, dat een ronde vorm krijgt. In dit geval worden de gebogen buiseinden met elkaar verbonden.
Bochten zijn zo gemaakt dat de hamer precies op het oppervlak van de hoek past. De slagen zijn nauwkeurig en duidelijk gemaakt, maar niet sterk, anders zal de naad afvlakken.
De productie van tinproducten wordt voltooid door samen te voegen. In dit geval worden de randen gecombineerd, en
de naad is bevestigd. In dit geval buigt het horizontale gedeelte naar beneden en bedekt het de rand. De uitstekende naad wordt met een hamer naar het oppervlak gebogen. De vouw is gemaakt naar de zijkant van de L-vormige vouw. Doet u dit niet, dan dringt het water naar binnen.
Doe-het-zelf blikproducten moeten worden aangesloten. De randen zijn bevestigd met aluminium of stalen klinknagels.
- Klinknagelgaten worden om de drie centimeter gemaakt.
- De randen zijn naar elkaar toe gevouwen.
- Het werkstuk wordt omgevouwen zodat de randen zich aan de buitenkant van de constructie bevinden.
- De randen zijn met klinknagels bevestigd.
Om de verbinding van de constructie te vergemakkelijken, moet het element aan de brede zijde enigszins uitlopend zijn. Om stijfheid aan de randen van het product te garanderen. Correcte markering draagt bij aan het gemak van koppelen met andere elementen, zelfs fabrieksproductie.
Gelijkaardige producten worden gebruikt voor goten, ventilatiesystemen en schoorsteenconstructies.
Kenmerken van het bronmateriaal
Voordat u begint met het maken van een pijp van een metalen plaat, moet u kennis maken met het materiaal waaruit de pijp wordt gemaakt en de kenmerken ervan. Om te beginnen is het de moeite waard om te zeggen dat dit producten van het walstype zijn, met andere woorden, tin is een staalplaat die door de rollen van een wals is gegaan en een dikte heeft van 0,1-0,7 mm.
Naast walsbewerkingen impliceert de fabricagetechnologie van blik de behandeling van afgewerkte gewalste producten door de vorming van corrosieprocessen. Hiervoor wordt na het walsen een laag materiaal op het staal aangebracht dat niet onderhevig is aan corrosie.
Het resultaat van de uitgevoerde handelingen is een staalplaat, waarvan de breedte kan variëren van 512 tot 1000 mm, voorzien van een chroom- of zinklaag. Het eindproduct is van kunststof, dus blik kan gemakkelijk worden gehanteerd. In dit geval kunnen de gewalste verstijvers qua sterkte worden vergeleken met staalproducten. Hierdoor kan plaatmetaal worden gebruikt bij de vervaardiging van producten met een complex ontwerp.
Materiaaleigenschappen
Gegalvaniseerde constructies zijn gemaakt van plaatstaal. Het materiaal is gewalst plaatstaal met een dikte van 0,1 - 0,7 mm.
Producten met complexe vormen worden gevormd uit een zacht materiaal
De productie van platen vindt plaats op walsmachines, maar de producten die op deze manier worden verkregen, hebben extra bescherming nodig. Daarom is het bedekt met een materiaal dat bestand is tegen corrosie. De consument krijgt uiteindelijk een staalplaat met een breedte van 512-1000 mm, die is voorzien van een microncoating met chroom, tin of zink.
Het product wordt gekenmerkt door plasticiteit, waardoor handmatige verwerking van plaatwerk mogelijk is. Bovendien, als verstijvers op het materiaal worden gerold, is het niet minder sterk dan stalen tegenhangers. Om deze redenen wordt tin gebruikt bij de vervaardiging van producten met complexe vormen.
Benodigde gereedschappen
De lijst met gereedschappen en apparaten die nodig zijn om gegalvaniseerde schoorsteenpijpen met uw eigen handen te maken, is te wijten aan de eigenschappen van tin, met name zachtheid en plasticiteit. De verwerking van dit soort materiaal vereist geen speciale inspanningen die nodig zijn bij het werken met plaatmateriaal.
Daarom is bij de productie van tinnen pijpen voor een schoorsteen de volgende set gereedschappen vereist:
- Schaar voor het knippen van metaal. Deze tool helpt om het plaatmateriaal gemakkelijk in de gewenste stukken te snijden, aangezien de grootste plaatdikte 0,7 mm bereikt.
- Hamer met zachte kop. U kunt ook een houten hamer, hamer of stalen gereedschap met een zachte rubberen grip gebruiken. De laatste optie wordt echter zeer zorgvuldig gebruikt of helemaal niet, omdat dit vervorming van een dunne plaat tin kan veroorzaken en het hele werk kan ruïneren.
- Tang. Met behulp van deze tool lossen ze de vraag op hoe een pijp van tin moet worden gebogen, omdat het van staal is, hoewel het dun is, daarom is het onmogelijk om het met je handen te buigen.
- Werktafel. Dit apparaat is nodig bij het snijden van materiaal en bij het aanbrengen van markeringen.
- Kalibratie-element. Het kan een buisvormig product zijn met een diameter van meer dan 10 centimeter, maar ook een hoek met randen van 7,5 centimeter. Deze elementen moeten goed worden bevestigd, omdat het klinken van de stootvoeg op hun oppervlak zal worden uitgevoerd.
Naast deze gereedschappen moet u een liniaal of meetlint en een markeerstift voorbereiden, dit is een stalen staaf met een scherpe rand.
Installatie van gegalvaniseerde rookleidingen
De meeste fabrikanten voegen bij het verkopen van een kit voor een rookafvoersysteem gedetailleerde instructies voor installatie met hun eigen handen toe. Het is niet moeilijk om de structuur zelf te monteren, het volstaat om rekening te houden met enkele van de kenmerken die professionals goed kennen:
- Het is noodzakelijk om de schoorsteenelementen te verbinden met behulp van de pijp-tot-pijp-methode, beginnend bij het onderste deel van de constructie.
- Om gegalvaniseerde schoorstenen te reinigen, is het noodzakelijk om meerdere inspectieputten te voorzien.
- Om de halve meter, om maximale weerstand tegen de windbelasting te garanderen, worden muurbeugels bevestigd voor installatie.
- Bij het passeren van vloerplaten en daken wordt een schoorsteendoorvoer gemonteerd.
De installatie wordt uitgevoerd in overeenstemming met de bestaande brandvoorschriften en SNiP.
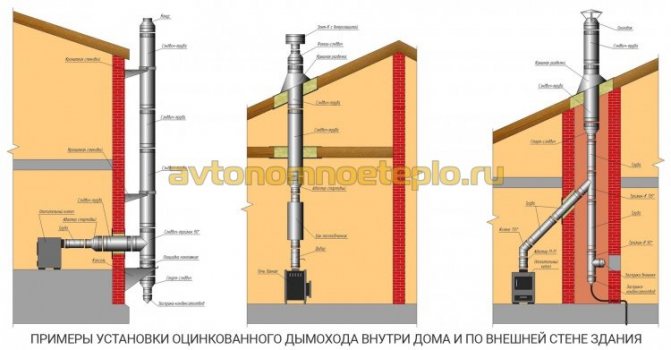
Regels voor buisopstelling binnen en buiten
Hoe en wat een gegalvaniseerde schoorsteen isoleren
Als u de schoorsteenpijp van gegalvaniseerd staal onafhankelijk isoleert van condensaat, kunt u de kosten van de constructie 1,5-2 keer verlagen. Om het werk te voltooien, heb je het volgende nodig:
- Thermische isolatie - minerale niet-brandbare isolatie met een lage mate van vochtopname wordt gebruikt. De materiaaldikte is niet minder dan 5 mm.
- Beschermende laag - de bovenkant van de minerale isolatie is bedekt met foliemateriaal. De lagen worden bevestigd met breiendraad of klemmen.
Voorbereidende fase
Eerst worden markeringen aangebracht op het blik, waarlangs het halffabrikaat wordt gesneden. Met andere woorden, het benodigde onderdeel wordt uit een bepaalde metaalplaat gesneden, waaruit de contour van de toekomstige buis zal worden gevormd. Het markeringsproces wordt als volgt uitgevoerd: het blad wordt op een werkbank gelegd en een segment gelijk aan de lengte van de buis wordt vanaf de bovenrand gemeten. Hier wordt een markering gemaakt door een marker.
Vervolgens wordt met behulp van een vierkant een lijn getrokken langs dit merkteken loodrecht op de zijrand. Nu langs deze lijn de omtrek van de buis, hetzelfde gebeurt langs de bovenrand. Tegelijkertijd wordt langs beide randen ongeveer 1,5 cm toegevoegd om de verbindingsranden te vormen. De bovenste en onderste markeringen zijn verbonden en het werkstuk wordt uitgesneden.
Hoe maak je een pijplichaam van blik
Het doel van deze fase is om het profiel van de buis te vormen. Onder en boven wordt langs de lengte van het werkstuk een lijn getrokken waarlangs de vouwen worden gebogen. In dit geval wordt aan de ene kant 5 mm gemeten en aan de andere kant 10 mm. De vouwen moeten worden gebogen in een hoek van 90 °. Om dit te doen, wordt het werkstuk op een stalen hoek gelegd en wordt de vouwlijn uitgelijnd met de rand van de hoek. Sla met een hamer op de rand en buig deze naar de loodrechte kant van de hoek.
Het wordt aanbevolen om het product geleidelijk te buigen en met een hamer over de hele lengte te passeren. In dit geval kunt u beginnen met buigen met een tang.
Nu, bij de vouw, waarvan de afmeting 10 mm is, wordt nog een vouw gemaakt om een soort letter G te vormen.Bij het vouwen van de vouw moet je ervoor zorgen dat de bovenste vouw evenwijdig is aan het werkstuk, en de lengte is 5 millimeter. Meet daarom bij het tekenen van een vouwlijn aan de ene kant één keer 0,5 cm en aan de andere kant - twee keer 0,5 cm elk.
Nadat u het vormen van de plooien hebt voltooid, kunt u doorgaan met de vorming van het buislichaam. Hiervoor wordt een blanco vel op een kalibreerelement gelegd en met een hamer of ander geschikt gereedschap getikt om een profiel met een bepaalde vorm te verkrijgen. Het werkstuk neemt eerst een U-vorm aan en wordt dan rond. In dit geval moeten de vouwen worden samengevoegd.
Hoe maak je een gegalvaniseerde buis met je eigen handen: stap voor stap instructies, berekening volgens het schema en tekening
Goedendag, beste gast!
De eerste gegalvaniseerde plaat rolde in 1867 van de lopende band van een van de Britse fabrieken. Toegegeven, in die tijd was het metaal uitsluitend bedekt met goud en zilver. Maar vóór de Eerste Wereldoorlog werd de productie van onderdelen met een beschermende zinklaag op gang gebracht en sindsdien zijn ze ongelooflijk populair.
Dit is niet verrassend - zink verlengt de levensduur van ijzer 20-30 keer. Producten gemaakt van gegalvaniseerd staal zijn duurzaam, geven niet toe aan roest en gedragen zich in het dagelijks leven niet slechter dan roestvrij staal, hoewel ze veel goedkoper zijn.
In het artikel van vandaag stel ik voor om meer aandacht te besteden aan dit bescheiden materiaal en je te vertellen hoe je met je eigen handen een gegalvaniseerde buis kunt maken.
De voor- en nadelen van zo'n buis
Verzinken is in de eerste plaats staal, een materiaal dat veel onmiskenbare voordelen heeft.
Waaronder:
- Kracht;
- Mogelijkheid om hoge temperaturen te weerstaan;
- Uitstekende thermische geleidbaarheid;
- Lage kosten in vergelijking met andere materialen.
Maar zonder een beschermende coating is ferrometaal gevoelig voor corrosie, roest snel en wordt onbruikbaar. Met verzinken is dit probleem met succes opgelost. En ondanks dat verzinkte en stalen buizen dezelfde vorm hebben, heeft een verzinkt product een aantal voordelen.
Bijkomende voordelen van een verzinkt product:
- Corrosiebestendigheid, vermogen om negatieve omgevingsinvloeden te weerstaan;
- Verlengde levensduur;
- Verhoogde kracht;
- Breed temperatuurbereik;
- Hoge weerstand tegen mechanische belasting;
- Gegalvaniseerde buis is bestand tegen hoge interne en externe druk;
- Eenvoud en installatiegemak;
- Hoge weerstand tegen vuur;
- Zink doodt alle pathogene micro-organismen;
- Verzinken is praktisch niet onderdoen voor laaggelegeerd roestvast staal, maar het kost een orde van grootte goedkoper.
Maar, zoals bij elke technische oplossing, zijn gegalvaniseerde ijzeren leidingen niet ideaal.
Nadelen van het product:
- Geen erg aantrekkelijk ontwerp;
- Duur in vergelijking met conventioneel staal;
- Zink bemoeilijkt het lasproces;
- In tegenstelling tot kunststof is het bij aanwezigheid van uitsteeksels op de wanden bijna onmogelijk om een soepele overgang te garanderen in een constructie van gegalvaniseerde buizen.
Zelf doen of bestellen
Wat is beter, koop een gegalvaniseerde plaat van de vereiste dikte en buig de buis zelf, of ga naar de winkel en koop een afgewerkt product?
Selectie tips
Laten we zoals gewoonlijk beginnen met de prijs. Een afgewerkte buis met een diameter van 100 mm en een lengte van 3 meter kost ons ongeveer 500 roebel. De kosten van het materiaal zijn in dit geval 150 roebel, de rest zijn arbeidskosten en de marge van de verkoper.
En als u van plan bent om een heel afvoersysteem te organiseren? U kunt zelf zien dat u 2,5-3 keer te veel moet betalen voor afgewerkte producten. Zelfgemaakte buizen zullen de financiële last aanzienlijk verlichten.
Bovendien hebben fabrieksproducten strikt gedefinieerde afmetingen, en soms is het moeilijk om de juiste voor uw systeem te vinden. En de dikte van de afgewerkte buis is meestal niet groter dan 1 mm.
Het is absoluut noodzakelijk om te onthouden dat elk fabrieksproduct, in tegenstelling tot een zelfgemaakt product, een strikte kwaliteitscontrole ondergaat, een perfect rond oppervlak heeft en de nauwkeurigheid van de las.
Of een thuisvakman ervoor kan zorgen dat aan al deze voorwaarden wordt voldaan, is verre van een feit.
Welk materiaal te kiezen
Als besloten is om zelf een onderdeel te maken, moet u beginnen met het kiezen van een materiaal, in ons geval een gegalvaniseerde plaat met de vereiste dikte.
Materiaaleigenschappen
Fabriek verzinkt plaatstaal moet voldoen aan GOST 14918-80. De belangrijkste kenmerken waar u op moet letten bij het kiezen:
De meest voorkomende diktes van verzinken zijn van 0,35 tot 3 mm. Hoe dunner het vel, hoe gemakkelijker het te verwerken is, wat belangrijk is voor het thuis maken van producten. Maar vergeet niet - minder dikte - minder sterkte.
- Dikte zinklaag
Afhankelijk van de dikte van de zinklaag zijn er 3 materiaalklassen. Laten we de gegevens voor het gemak in een tabel samenvatten.
| Staalklasse volgens de dikte van de zinklaag | De massa van de beschermlaag die aan beide zijden beschikbaar is (g) | Laagdikte (μm) |
| P (verhoogd) | 570 — 855 | 40-60 |
| ik | 258-570 | 18-40 |
| II | 142.5-258 | 10-18 |
GOST laat enkele afwijkingen in dikte en de aanwezigheid van enkele defecten toe
Markering:
- НР - normaal dikteverschil;
- UR - verminderde diktevariatie.
Opties voor bladweergave:
- KR - Met kristallisatiepatronen (enkele scheuren en donker worden);
- MT - geen patronen.
Een belangrijk kenmerk voor de vervaardiging van buizen is het vermogen van een metalen plaat om te tekenen:
- H - normale kap;
- G - dieptrekken;
- VG - zeer diepe tekening.
De staalmarkering VG heeft de hoogste ductiliteit, H - dienovereenkomstig de laagste.
Wat je nodig hebt om te werken
Na aankoop van een vel met de nodige eigenschappen, dient u de nodige inventaris in te slaan.
Benodigd gereedschap:
- Schaar voor metaal. Kies een handig hulpmiddel om een brede plaat metaal te snijden;
- Handhamer (ook bekend als hamer) met een rubberen of houten punt. De hamer moet stevig en zwaar zijn, maar vrij van scherpe randen;
- Stalen buisblok voor het vormen van het buislichaam ("pistool"). De lengte is minimaal 1 meter, de diameter is afhankelijk van de vereiste diameter van het eindproduct;
- Heerser;
- Markeergereedschap voor galvaniseren (scherpe metalen staaf);
- Werktafel. Op de hoek van de werktafel moet een metalen hoek zijn van minimaal 1 m lang. Het wordt gebruikt om de randen van de buis te buigen, dus het moet zeer stevig worden bevestigd;
- Tang.
Maatberekening
Standaard gegalvaniseerd plaatstaal is 1000 × 2000 mm of 1250 × 2500 mm, hoewel er ook andere sneden te vinden zijn.
De breedte van het werkstuk wordt berekend met de formule:
L (omtrek, dit is de breedte van het werkstuk) = 2 * 3,14 * R (R is de vereiste straal van de buis, mm).
Dus voor de vervaardiging van een buis met een diameter van 100 mm, een werkstuk met een breedte van
2 × 3,14 × 50 mm = 314 mm.
Voeg een buiging van 15 mm toe aan de resulterende uiteindelijke lengte en verkrijg de vereiste maat voor snijden -300 mm.
Een belangrijk punt - de breedte van het werkstuk - de waarde is niet constant. Enerzijds is dat 330 mm, anderzijds 340 (voor een buis met een diameter van 100 mm). Dit wordt gedaan voor het gemak van latere installatie van leidingen met elkaar of met andere elementen van het systeem.
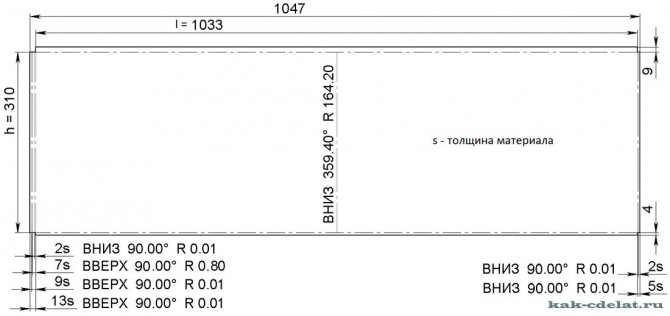
Tekening en diagram
Afb. 1. Patroon van een plaat voor een buis met een diameter van 100 mm.
Het vouwvormingsschema is als volgt:
Afb. 2
Het werkstuk uitsnijden
Na het berekenen van de vereiste afmetingen, wordt de blanco van het toekomstige product uitgesneden. Voor deze:
- Een blik blik wordt op een horizontaal oppervlak gelegd, de markering wordt in rechte lijnen aangebracht, strikt volgens de grootte van het halffabrikaat.
Bij een buis met een diameter van 100 mm worden langs een rand van de plaat segmenten van 340 en 330 mm achter elkaar gemeten (zie figuur 1). Dezelfde segmenten, maar in de tegenovergestelde volgorde, worden aan de andere kant gemarkeerd. Alle loodrechte lijnen moeten met een vierkant worden getekend.
Vergeet niet 15-20 mm toe te voegen aan de breedte van het product voor de vouw!
- Het blik wordt volgens de tekening in rechthoeken gesneden.
Profielvorming
De resulterende rechthoekige plano's moeten in een buis worden "veranderd". Om dit te doen, zullen we zijn profiel vormen.
Stadia van profielvorming:
- Over de gehele lengte van het werkstuk worden twee lijnen getekend, met een inspringing van 5 mm vanaf de ene rand en 10 mm vanaf de andere. Deze lijnen zijn de grenzen van de vouwvouw.
In ons geval betekent een naad of naadvergrendeling het type verbinding van de buisranden;
- Buig de randen langs de gemarkeerde lijn, strikt onder een hoek van 900. Gebruik hiervoor een metalen hoek, lijn de vouwlijn uit met de rand van de hoek. We beginnen met een tang, gaan verder met een hamer;
- We passeren met een hamer over de hele lengte en vormen geleidelijk de toekomstige naad;
- Bij een vouw van 10 mm breed maken we nog een vouw in de vorm van de letter G. De breedte van de bovenste balk is 5 mm, de locatie is strikt parallel aan het werkstuk;
- Ga na het vormen van de plooien naar het buislichaam. We plaatsen de blanco op het kanon en gebruiken een hamer om het laken een ronde vorm te geven.
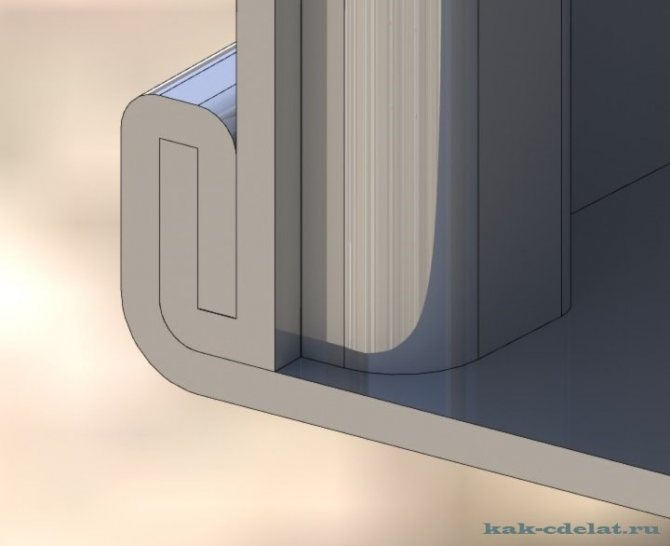
Stuiklasverwerking
De laatste fase is de verwerking (krimpen) van de stootvoeg.Buig hiervoor het bovenste deel van de L-vormige vouw naar beneden en wikkel de tegenoverliggende rand eromheen. Het resultaat is een vouw van meerdere lagen metaal, die over de hele lengte tegen de buis moeten worden gedrukt.
In de fabriek wordt de naad extra verstevigd met speciale metalen klinknagels.
Voor handgemaakte items is geen extra bewerking vereist.
maken
Bekijk nuttige gerelateerde video's.
Pijp maken:
Insnijden van een buis door het vliegtuig:
Deskundig advies
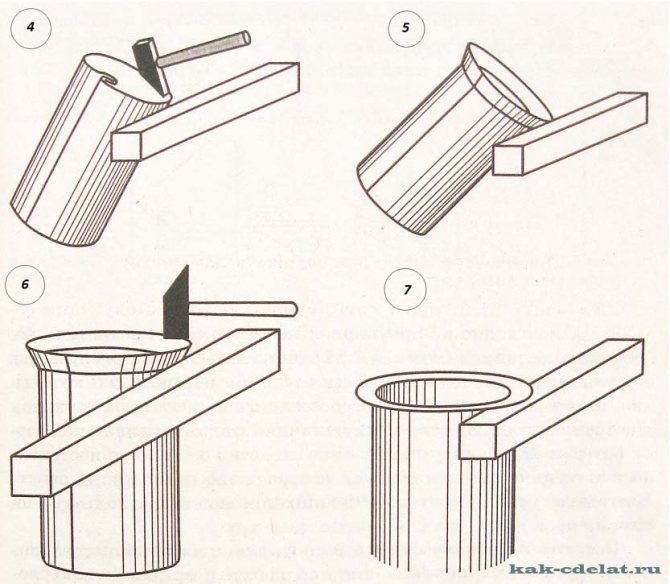
Voor het gemak van het verbinden van de afgewerkte buis met andere elementen van het systeem, is het noodzakelijk om aan het einde van het product een mof te maken.
Hoe maak je een mof op een gegalvaniseerde metalen buis
De bel is een technologische uitbreiding die is ontworpen voor het gemak van de montage van communicatie-elementen met elkaar en plaatsing in het vlak. De mof op de afgewerkte buis wordt gemaakt langs een brede rand, door de rand uit te waaieren tot een diepte van 15-20 mm. In de fabriek wordt een speciaal gereedschap gebruikt voor het affakkelen - een felskegel.
Thuis kunt u de rand van de buis zelf uitbreiden met een tang. Idealiter - installeer speciale ringen aan de uiteinden van het werkstuk - verstijvers.
Afb.3. Uitlopend patroon:
Kenmerken van het werken met tin
Gegalvaniseerde plaat is een goedkoop en betrouwbaar materiaal. Het belangrijkste kenmerk is de kleine dikte (meestal wordt thuis een plaat met een dikte van 0,3 tot 1 mm gebruikt) en plasticiteit. Dankzij de zachtheid is het handig om met verzinken te werken en zal het voor zelfs een beginnende blikslager niet moeilijk zijn om zelf het gewenste product te maken.
Tegelijkertijd is de verkregen naad, ondanks de zachtheid van het staal, zeer betrouwbaar en bestand tegen aanzienlijke mechanische belastingen.
Conclusie
Het toepassingsgebied van verzinkte buizen is uitgebreid. Ze worden gebruikt voor afwatering, schoorsteen, ventilatiesystemen, dus de mogelijkheid om zelfstandig onderdelen te maken is zeker niet overbodig.
Persoonlijk vind ik dat welke vaardigheid je ook leert, altijd nuttig is. Daarom wacht ik op je in onze groep en gemeenschappen. Lessen, trainingsvideo's, deskundig advies - alles is aanwezig. Doe met ons mee!
(2 5,00 van 5) Bezig met laden ...
Bron: https://vseotrube.ru/materialy/metallicheskie/kak-sdelat-trubu-iz-otsinkovki
Verwerking van de naadverbinding
De laatste fase omvat het verwerken van de stompe naad, dat wil zeggen het krimpen. Om dit te doen, wordt het bovenste deel van de L-vormige vouw naar beneden gevouwen, waarbij de rand van de andere vouw wordt gewikkeld. Het resultaat zou een soort sandwich moeten zijn die loodrecht op de buis staat. Om een stomplas te krijgen, moet u de sandwich tegen het product drukken.
Voor meer betrouwbaarheid is de stompe naad versterkt met klinknagels. Doe-het-zelfbuizen van tin met deze verbindingsmethode hebben echter geen extra versteviging nodig.
Hoe maak je een gegalvaniseerde buis met je eigen handen?
U kunt vrij gegalvaniseerde buizen kopen, maar de kosten van dergelijke producten zijn vrij hoog, dus de wens om met uw eigen handen een gegalvaniseerde buis te maken, wordt in de eerste plaats gedicteerd door overwegingen van zuinigheid.
Tegelijkertijd vereist de vervaardiging van gegalvaniseerde buizen geen speciale inspanningen, speciale dure armaturen en gereedschappen en enige vorm van professionele kennis, dus elke huisvakman kan hiermee omgaan, in wiens arsenaal een set standaard timmerwerk is gereedschap.
Frame montage proces
Nadat we alle onderdelen voor de boot hebben voorbereid, gaan we verder met het directe proces van het samenstellen van de boot uit gegalvaniseerd staal en planken met onze eigen handen. Om dit te doen, moet u het volgende doen:
Aanbevolen literatuur: voor- en nadelen van rubberboten met een harde bodem onder de motor
- In de boog is het nodig om twee zijden en een driehoekige blanco voor de boog te combineren. Als verbindingselementen kunnen spijkers of zelftappende schroeven worden gebruikt.Als het blok boven de zijkanten uitsteekt, moet het in één niveau worden gesneden.
- De volgende stap is het plaatsen van een tijdelijke afstandhouder. Dit proces moet zorgvuldig worden benaderd. Zodat bij het buigen de zijkanten niet barsten, wordt de afstandhouder onder een niet te grote hoek gevijld.
- Na montage van de spacer is het nodig om de zijkanten verder te buigen. Een touw of een paar helpers zullen het werk doen.
- We vervangen het achterste gedeelte, passen aan, verwijderen de nodige afschuining. Je moet goed passen om geen gaten achter te laten. Alles moet precies passen.
- Nadat we de pasvorm hebben voltooid, hameren we de zijkanten en zagen we alle uitsteeksels weg.
- Nadat de zijkanten zijn gemonteerd, plaatsen we permanente steunen terwijl we de tijdelijke steunen verwijderen. Hoeveel details u moet instellen, hangt af van de voorkeur van de eigenaar.
Voordat u de houten onderdelen met spijkers of zelftappende schroeven bevestigt, is het de moeite waard om de gaten voor te boren met een boor. Deze methode voorkomt dat de planken barsten.
De laatste fase in de montage van de houten structuur is het afschuinen van de onderste delen van de zijkanten, afstandhouders en een coating van een beschermende antiseptische laag.
Kenmerken van verzinkte buizen
Gegalvaniseerde metalen buizen worden gebruikt om schoorstenen uit te rusten; ze zijn populair vanwege hun lichte gewicht en dienovereenkomstig installatiegemak. Gegalvaniseerde schoorstenen vereisen geen constructie van een fundering, en dit verlaagt de kosten van schoorsteenapparatuur aanzienlijk.

Dergelijke leidingen voldoen aan brandveiligheidsnormen, zijn bestand tegen temperaturen tot 900 ° en kunnen dus zelfs worden gebruikt voor rookafzuiging uit verwarmingsketels en kachels op vaste brandstoffen.
Ook worden gegalvaniseerde buizen in de woningbouw gebruikt om goten uit te rusten. Dergelijke buizen zijn al redelijk betaalbaar in termen van kosten, maar tegelijkertijd kan het proces nog goedkoper worden gemaakt door handgemaakte producten te gebruiken.
Kunnen gegalvaniseerde buizen worden gebruikt voor een schoorsteen
Onder bepaalde voorwaarden worden verzinkte schoorstenen gebruikt.
Wanneer zink wordt verwarmd tot 419 °, begint het stoffen af te geven die schadelijk zijn voor de mens. Daarom wordt aanbevolen om bochten van dit materiaal te installeren in rookgasafvoersystemen, waar de temperatuur niet hoger is dan 350 ° C.

Volgens de regels van het Ministerie van Noodsituaties van 2009 is het gebruik van metalen rookverwijderende middelen voor kolenkachels verboden.
Bovendien zal een enkelwandige gegalvaniseerde uitlaat na één of twee seizoenen doorbranden. In de praktijk wordt het toegepast als buitenmantel in dubbelwandige constructies met isolatie.
Wat je nodig hebt om een gegalvaniseerde buis te maken
Om thuis een gegalvaniseerde buis te maken, heb je een blik blik nodig; het materiaal vereist geen speciale inspanningen vanwege zijn zachtheid en ductiliteit.
Tin wordt industrieel gemaakt van dun plaatstaal met een dikte van 0,1 tot 0,7 mm op walsmachines, waarna ze worden bedekt met een corrosiewerende beschermlaag van chroom, tin of zink. Ten slotte worden de werkstukken op standaardafmetingen gezaagd, met een breedte van 512 mm tot 2000 mm.

De sterkte van dergelijke producten is op geen enkele manier minder dan stalen tegenhangers, vooral als het materiaal extra verstijvers heeft, maar tegelijkertijd is het erg plastic en kunt u handmatig pijpleidingen met een complexe vorm monteren. Anticorrosiecoating beschermt de buis tegen de externe omgeving.
Het probleem van dergelijke pijpen is onvoldoende buigsterkte, daarom worden voor de vervaardiging van open onderdelen verstijvers in de constructie ingebracht om het product te versterken.
- een breed scala van dergelijke pijpen van verschillende groottes wordt in winkels gepresenteerd: enkel circuit;
- dubbel circuit (gemaakt in de vorm van een sandwich en bestaande uit een binnen- en buitenpijp);
- gegolfd, gekenmerkt door verhoogde flexibiliteit.
Opmerking! Thuis is het technisch mogelijk om slechts één leiding met één circuit te maken.
Bij het kiezen van een plaatdikte moet rekening worden gehouden met het doel van de buis. Zo moet een gegalvaniseerde buis voor de afvoer van rookgassen uit kachels en open haarden met vaste brandstoffen een verhoogde weerstand tegen hoge temperaturen en tegelijkertijd hoge anticorrosie-eigenschappen hebben.
Het is belangrijk! Hoe hoger de temperatuur van het werkmedium, hoe dikker de buiswanden moeten zijn.
Gereedschap
Voor het werk is speciaal gereedschap nodig om te buigen, de buighoek correct te meten en de buis op de gewenste lengte af te snijden.
Soorten gegalvaniseerde ijzeren rookafvoerpijpen
De consument krijgt enkelwandige en dubbelwandige gegalvaniseerde buizen aangeboden. Voor installatiegemak produceren fabrikanten alle benodigde componenten: T-stukken, inspectiekanalen en condensaatafscheiders. Een standaard reeks diameters wordt ondersteund. Het zal behoorlijk problematisch zijn om in de fabriek een buis of adapters van niet-standaardmaten te bestellen.
Om het benodigde materiaal voor het rookafvoersysteem te selecteren, moet u rekening houden met de technische kenmerken, de weerstand van het materiaal tegen doorbranden en de effecten van een zure omgeving, evenals de belangrijkste bedieningsmogelijkheden.
Gegalvaniseerde sandwichpijpen voor schoorstenen
Dubbelcircuit geïsoleerde schoorsteenpijpen van gegalvaniseerde plaat zijn verkrijgbaar in twee uitvoeringen:
- Sandwichbuizen - een structuur waarbij de binnenste en buitenste lagen zijn gemaakt van gegalvaniseerd metaal. Het ontwerp vermindert de productie van condensaat, maar is niet bestand tegen aanzienlijke hitte. Vervorming treedt op wanneer de binnenste laag wordt verwarmd tot 500 ° C.
- Modulaire schoorstenen van zuurbestendig roestvrij staal met externe isolatie en gegalvaniseerde schaal. Zo'n apparaat verlaagt de kosten van de constructie aanzienlijk en verlengt de levensduur bijna twee keer.
De binnenste laag van de buis moet gemaakt zijn van metaal met een dikte van 1 mm, voor de buitenste laag is 0,5 mm voldoende.
Gegalvaniseerde enkelwandige schoorstenen
De gegalvaniseerde schoorsteen brandt snel uit in de volgende gevallen:
- Er is geen isolatie.
- Verkeerd geselecteerde buisdikte.
- Niet-naleving of verstoring van het productieproces. Verzinken is gemaakt van koolstofstaal, volgens GOST 14918-80.
Als aan al deze voorwaarden is voldaan, kan een enkellaagse gegalvaniseerde buis tot 10 jaar meegaan.
Instructies voor het vervaardigen van gegalvaniseerde buizen
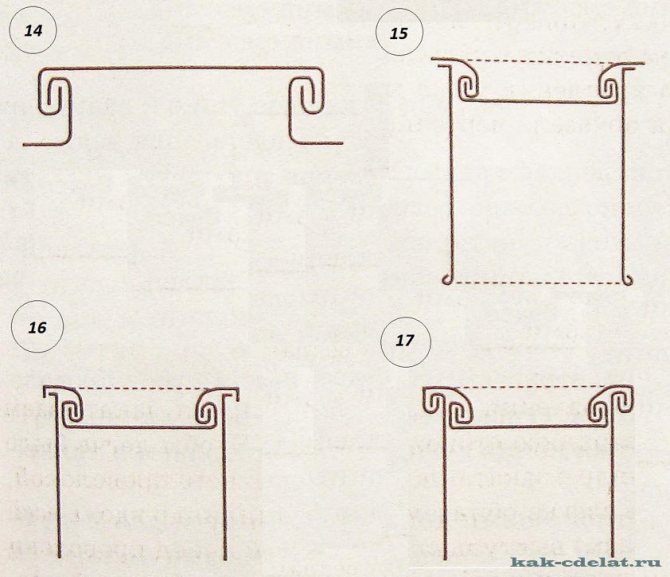
Allereerst moet u de ijzeren plaat markeren, vouwlijnen aanbrengen aan de ene kant met een afmeting van 5 mm, aan de andere kant twee keer elk 5 mm, de vouw aan de ene kant moet breder zijn dan de tweede om te vormen een sterke naad in de toekomst. Buig de plaat aan beide zijden in een hoek van 90 ° met een hoek en een tang.

Het is belangrijk! Buig de vorm geleidelijk en beweeg van de ene rand naar de andere langs de vouwlijn.
Vervolgens, door het werkstuk te draaien, worden plooien gevormd, de hoek wordt aangepast aan 135-140 °, tikken op de randen van het blik met een hamer of een hamer met een zachte slagman, om het materiaal van het product niet te beschadigen. Na het vormen van de plooien, kunt u doorgaan met het vormen van de buis zelf.
Bevestig het werkstuk aan de maatsjabloon om het vorm te geven en tik er opnieuw op totdat de vouwen samenkomen.
De brede rand wordt weer evenwijdig aan het vlak van het product gebogen onder een hoek van 90 °.
De laatste fase is om de uiteinden samen te voegen met een platte naad met behulp van een hamer.
Lijn de vouwen uit, buig het horizontale deel van de tweede vouw, wikkel de eerste vouw ermee en buig vervolgens deze naad door hem stevig tegen het vlak van de buis te drukken.
U kunt de verbinding extra versterken met metalen klinknagels met behulp van een lasmachine, hoewel gegalvaniseerde buizen die zijn verbonden met een platte naad meestal geen extra versterking nodig hebben.










