

Pre vysoko kvalitnú inštaláciu prívodu vody alebo kúrenia je v prvom rade potrebné zvoliť nástroj na spájkovanie polypropylénových rúrok. Použitie liatinových rúr na tieto účely s použitím závitových pripojení je minulosťou a nahradzuje sa použitie polypropylénových rúr, ktoré sú spojené spájkovaním. To sa deje pomocou špeciálnej spájkovačky s tryskami. Tento nástroj si získal obľubu nielen medzi špecialistami, ale je aj celkom cenovo dostupný a medzi domácimi remeselníkmi, ktorí sú zvyknutí robiť si všetko svojpomocne.
Vlastnosti a vybavenie spájkovačiek
Spájkovačka pre propylénové rúry je svojim dizajnom a princípom fungovania podobná bežnej žehličke, líši sa iba tvarom a účelom.
Hlavnými časťami sú termostat a silné vykurovacie teleso, ako aj ergonomická rukoväť, stojan a vymeniteľné dýzy pre rôzne priemery rúr.
Pmoregulátor zaisťuje udržanie určitej teploty, pretože prehriaty alebo podchladený polypropylén nezabezpečí počas procesu spájkovania kvalitné spojenie. Ďalším účelom termostatu je ochrana vykurovacieho telesa pred prehriatím. Podľa jeho konštrukcie môže byť vykurovací článok dvoch typov - okrúhly (na ňom sú natiahnuté trysky) a plochý vo forme železnej podrážky s otvormi na pripevnenie trysiek. Druhá možnosť je populárnejšia.
Súčasťou súpravy sú trysky pre rôzne priemery rúr, ktorých počet sa môže u rôznych súprav líšiť. Tu si už môžete zvoliť. V prípade potreby je možné ich dokúpiť zvlášť. Nástavce majú špeciálny povlak, ktorý zabraňuje prilepeniu PP. Niektoré súpravy obsahujú aj špeciálne nožnice na strihanie propylénových rúr. Toto je nevyhnutný nástroj na inštaláciu, takže ak ich vaša súprava neobsahuje, musíte si ich rozhodne kúpiť. Spájkovačka sa spravidla predáva v pohodlnom kovovom kufríku na prepravu a skladovanie všetkých jej častí.
Toto náradie je určené na napájanie zo siete s napätím 220 voltov. Rýchlosť zahrievania závisí od výkonu spájkovačky. Na prácu s rúrkami s priemerom od 16 do 63 mm stačí mať spájkovačku s výkonom 850 wattov a ak budete pracovať s priemermi do 125 mm, budete potrebovať náradie s výkon až 1500 wattov. Optimálna teplota na tvrdé spájkovanie propylénových rúrok sa nastavuje gombíkom termostatu na + 260 ° C. Po dosiahnutí tejto hodnoty termostat zastaví ďalšie ohrievanie, čo bude signalizované kontrolkou na puzdre.
1pokanalizacii.ru
Vybavenie
Na zváranie rúr vlastnými rukami budú začiatočníci potrebovať:
- Rezačka rúr. Umožňuje vám rezať položky na veľkosť. Pri práci vlastnými rukami používajte na strihanie nožnice, pílku na kov s jemným zubom. Neumožňujú vám vytvoriť priamy rez a často zdeformovaný prvok deformujú. Na získanie hladkého rezu a udržanie geometrie sa používa kruhová rezačka rúr na plastové rúry.
- Zastrihávač. Tvorí skosenie rezu. Odstraňuje otrepy. Zabraňuje delaminácii stien výrobkov vystužených kovovou fóliou. Vnútorná fóliová vrstva sa odstráni na dĺžku až 2 mm.
- Meracie nástroje a ceruzka. Namiesto ceruzky sa používa špeciálna značka, ktorá zanecháva zreteľne viditeľnú stopu na povrchu polypropylénových rúrok.
- Alkoholové obrúsky. Pomáhajú odmastiť a odprášiť zváraciu oblasť.
- Zvárací stroj s vymeniteľnou hlavou nástrčného kľúča. V počiatočnom štádiu je dostatočné zariadenie s kapacitou do 1 kW. Umožní vám zvárať výrobky s priemerom až 63 mm. Profesionálne modely majú veľa sily. Súčasne sa ohrievajú dva páry zásuviek rôznych priemerov.
V našom katalógu nájdete všetky modely zváracích jednotiek, ktoré sú zahrnuté v hodnotení strojov na zváranie rúr ako najefektívnejších modelov.
Nástroje na spájkovanie
Na vzájomné prepojenie jednotlivých častí vodovodného systému je potrebné použiť technológie teplotnej expozície. Spájkovanie alebo zváranie plastových rúrok umožňuje difúziu molekúl plastu, čo vedie k pevnému a pevnému spojeniu.

Fotoprístroje na spájkovanie plastových komunikácií
Tieto práce sa vykonávajú pomocou špeciálnych zariadení - zvárací invertor pre plastové rúrky alebo pištoľ:
- Zvárač je považovaný za profesionálnejší prístroj a používajú ho hlavne skúsení inštalatéri. Jeho cena je rádovo vyššia ako štandardná pištoľ pre domácnosť;
- Zbraň je druh spájkovačky, ktorá môže bodovo ovplyvňovať jednotlivé časti plastových alebo kovoplastových komunikácií.
Zváracie stroje možno klasifikovať podľa sily. Teraz sú najobľúbenejšie univerzálne modely pre 1500-1600 wattov. Sú vhodné na použitie v domácnosti, navyše súprava obsahuje aj sadu trysiek na prácu s rôznymi typmi potrubí.
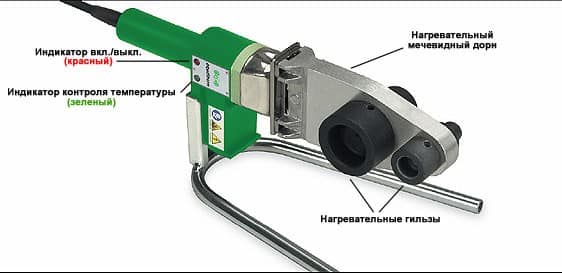
Foto - prevedenie spájkovačky
Treba poznamenať, že okrem špeciálnych zariadení budú potrebné aj ďalšie nástroje. Ide najmä o nožnice na strihanie klampiarskych dielcov. A tiež rezačka valčekových rúrok, ktorá vám umožní zabezpečiť najrovnomernejší a najhladší rez na povrchu komunikácie.
Tiež pri práci s rúrkami vystuženými kovovým plastom alebo fóliou budete potrebovať čistiaci nástroj - brúsku. Vyrovnáva reznú hranu, ktorá po vyrezaní požadovanej oblasti často zanecháva malé nepravidelnosti. Ak tento proces ignorujete, potom nemusí byť spojenie dostatočne pevné a pevné, čo ovplyvní činnosť celého kanalizačného systému.
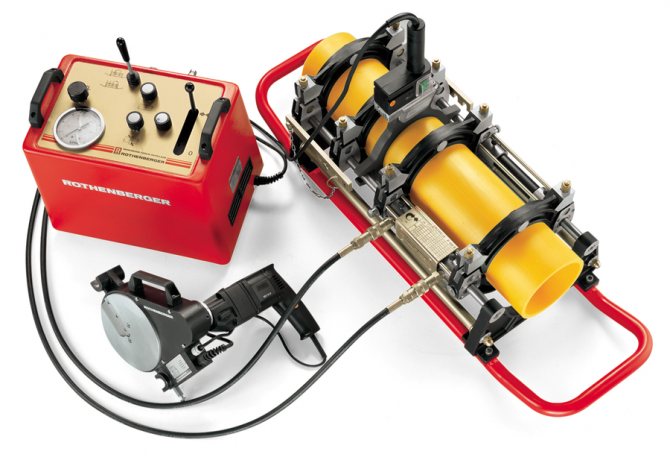
Ak potrebujete spájkovať rúry z plastu s veľkým priemerom - od 110 mm, potom sa použije elektrická spojka. Natlačí sa na kĺb a kĺb sa zahreje. V tomto procese zohráva hlavnú úlohu centrovanie jednotlivých častí komunikácie, pretože je takmer nemožné riadiť proces počas zvárania. Na prácu s takýmto zariadením sa používa špeciálny centrovací stroj, ktorý umožňuje vyrovnať povrch rezu, aby sa získal najhustší šev. Výkon spojok sa trochu líši od výkonu zváracích strojov a spájkovacích pištolí, vo väčšine prípadov sú potrebné mierne vyššie hodnoty - nad 1500 wattov.
Spájkovanie za studena sa tiež často používa doma. Táto technológia spočíva v použití agresívneho lepidla, ktoré zaisťuje difúziu molekúl plastu bez použitia vykurovacích telies. Hlavnou výhodou tejto metódy je jej jednoduchosť. Takéto zváranie sa dá ľahko vykonať aj bez skúseností, navyše sa nevyžaduje nákup ďalších zariadení. Ale zároveň sa také spojenie považuje za krátkodobé, to znamená, že ide skôr o naliehavé opatrenie ako o možnosť trvalého pripojenia potrubí.
Foto - príklad spájkovania plastov za studena
Nástroj na spájkovanie plastových rúrok si môžete kúpiť v takmer akomkoľvek inštalatérskom obchode, v priemere stojí od 800 rubľov do niekoľkých desiatok tisíc. Napríklad v Sevastopole sa náklady na WESTER DWM 1000B líšia od 1800 rubľov do 2000. Cena závisí od deklarovanej sily zariadenia, značky a jej účelu.
Video: ako správne spájkovať plastové rúry
Xiphoidný prístroj
Tieto lacné zariadenia sú určené na prácu v domácom prostredí. Zvárajú polypropylénové rúry do priemeru 40 mm. Vzhľad výhrevných dosiek je v mnohých modeloch veľmi podobný ako u žehličky pre domácnosť. Dosky vykurovacieho telesa majú otvory, v ktorých sú inštalované vymeniteľné dýzy.

Pri zváraní pre polypropylénové rúry sa kladné hodnotenie týka modelu PRORAB 6405-K. Vyznačuje sa dostatočnou spoľahlivosťou a relatívne nízkymi nákladmi. Perfektné pre domácu prácu. Tento prístroj sa skladá z výhrevnej platne, termostatu a rukoväti. Sada spájkovačky na zváranie polypropylénových rúrok môže obsahovať aj ďalšie vybavenie: rezačku, zariadenie na zrážanie hrán, zariadenie na odstraňovanie výstuže.
Pokyny pre spájkovanie
Vlastné zváranie plastových potrubí sa vykonáva pomocou projektu odpadových vôd a v súlade s GOST. Pre každý materiál sa spájkovanie vykonáva v súlade s určitou teplotou, nižšie uvedená tabuľka vám pomôže zvoliť správne hodnoty:
| Priemer, mm | Zahrievanie, sekundy | Zváranie, sekundy | Chladenie, sekundy |
| 16 | 6 | 4 | 3 |
| 20 | 6 | 4 | 4 |
| 25 | 7 | 4 | 4 |
| 32 | 9 | 4 | 4 |
| 40 | 12 | 5 | 4 |
| 50 | 17 | 5 | 5 |
| 63 | 23 | 5 | 5 |
| 75 | 30 | 7 | 7 |
| 90 | 38 | 7 | 8 |
| 110 | 48 | 9 | 10 |
| 160 | 80 | 14 | 14 |
Podrobné pokyny na spájkovanie plastových rúrok vykurovacích systémov alebo pripojenie vodovodného potrubia:
- Na zváracom zariadení musíte nainštalovať špeciálne trysky, napríklad armatúry pre rúry 25 mm. Pomocou tabuľky sa určí čas ich ohrevu, teplota podľa noriem je okolo 260 stupňov. Toto je optimálny parameter na spájkovanie bežných plastových a vystužených rúr;
- Potom sú pripravené ďalšie vodovodné nástroje. Pred rezaním nezabudnite skontrolovať, či je fréza nabrúsená. Pri malých priemeroch sa rez odporúča nie v pravom uhle, ale pod 45 stupňami; Foto - spájkovacia súprava
- Teraz musíte zmerať veľkosť tvarovky na potrubí a zohľadniť medzeru 1 mm. Musí byť prítomný pri pripojení. Označte to na komunikácii. To je veľmi dôležité, pretože tvarovka sa nedá úplne zasunúť, po zahriatí sa plast mierne roztiahne;
- Na predhriatu trysku musí byť umiestnená tvarovka, potom musí byť do iného otvoru spojovacej časti vložené potrubie. Ďalej sa pištoľ zahreje a dýza sa znovu zahreje po celej dĺžke; Foto - vykurovacie články
- Zostáva opatrne odstrániť vyhrievané časti a spojiť ich. Výsledkom bude silná a utesnená montáž s kovaním;
- Ďalšia etapa spájkovania rúr zahrnuje opätovné zahriatie spájkovačky, ale až teraz sa na trysku nasadí kúsok s tvarovkou a voľná časť komunikácie sa vloží do iného otvoru;
- Po zahriatí sa operácia opakuje: časti sa odstránia z trysky a pripoja sa.
Po dokončení práce musíte počkať na stanovený čas na ochladenie spojenia, niektorí majstri tiež používajú sušič vlasov na urýchlenie procesu.
Foto - fén na plasty
Niekedy sa nedá použiť vykurovacia žehlička a sú potrebné elektrofúzne objímky. Ich princíp činnosti je veľmi podobný princípu opísanému vyššie, hlavný rozdiel je v tom, že pri takomto spájkovaní rúrok je celé zariadenie úplne zahrievané, a nie jeho jednotlivé dýzy.
Pred začatím zvárania je nevyhnutné profily odmastiť a očistiť od prachu a nečistôt. Za týmto účelom utrite armatúru a objímku alkoholom zvnútra a potrubím z vonkajšej strany. Spájkovanie sa vykonáva rovnakým spôsobom, ako už bolo spomenuté vyššie.
Odporúčania inštalatéra:
- Pri pripájaní potrubia k armatúre nevyvíjajte príliš veľký tlak. Po spájkovaní sa plast stáva poddajnejším, kvôli čomu sa pri nadmernom tlaku môžu vo vnútri potrubia objaviť vrásky;
- Nedovoľte, aby armatúra voľne tiekla po potrubí;
- Venujte zvýšenú pozornosť dobe a teplote ohrevu. Ak tieto ukazovatele prekročíte alebo naopak znížite, potom sa držiak ukáže ako krehký;
- Pri domácich prácach s vodnými alebo odpadovými potrubiami nechajte v mieste pripevnenia medzeru nie väčšiu ako 1 mm, inak v tejto oblasti dôjde k netesnostiam.
www.kanalizaciya-stroy.ru
Ako by si mal pracovať
- Najskôr je potrebné vypracovať pracovný plán (najlepšie na papieri), zvoliť miesta na kladenie potrubí. Táto činnosť zníži zbytočné kroky a ťažkopádne zváranie na cestách. Musíte uznať, že je oveľa lepšie a jednoduchšie zostaviť rúrky na pracovisku a namontovať ich do systému niekoľkými jednoduchými pohybmi.
- Na pripojenie polypropylénových rúr je potrebné zahriať okraje spájaných častí. Prvky sa nasadzujú na trysku, mali by ste ich na tryske držať niekoľko sekúnd. Rúry sa ohrievajú zvonku, vnútorná časť prvku sa ohrieva v objímke.
- Po zahriatí prvkov sa ich pokúste čo najskôr zostaviť do správnej štruktúry. Ak je potrebné nastavenie, môžete sa spoľahnúť na niekoľko sekúnd. Najčastejšie sa práca robí okom. Neodporúča sa krútiť prvky.
- Nenechávajte polypropylén v spájkovačke veľmi dlho. Kvalitné pripojenie sa získa iba zahriatím na správnu teplotu. Môže dôjsť k úniku polypropylénu z prehriatia, tesnosť bude narušená.
Pred spájkovaním PP rúrok nezabudnite otvoriť kohútik na spojke!
- Ak ste urobili všetko správne, vyjde malé množstvo plastu, ktoré vypláva na rukáv. Ak sa pri obliekaní objavia ťažkosti, obráťte sa na plastové ohyby, mali by ste odstrániť skosenie.
Nemecké predpisy DVS-2207-1 stanovujú uhol rúrky pätnásť stupňov a vybranie dva až tri milimetre. V Ruskej federácii podľa noriem - uhol štyridsaťpäť stupňov a prehĺbenie jednej tretiny hrúbky. Preto, ak je skosenie rovnomerné, môže to byť v stanovených medziach.
- Pre správnu bezpečnosť musí byť zváracie zariadenie umiestnené na špeciálnom stojane. Nezabudnite nastaviť správnu teplotu na dvesto šesťdesiat stupňov Celzia (pre urýchlenie procesu ju môžete nastaviť na dvesto osemdesiat stupňov). Teplota nižšia a vyššia bude mať za následok nekvalitné pripojenie. Pri kúpe spájkovačky vyberte model s termostatom.
- Rúry a ďalšie prvky sa na trysku kladú s malým úsilím kvôli pomerne pôsobivému polomeru. Môžete ich trochu otočiť, aby ste uľahčili nasadenie nástavca. Zároveň by ste nemali dávať rúrky na trysku až na úplný koniec, aby sa konce neroztopili. Pomocou značky poznajte správnu hĺbku.
- Hmotnostne je možné variť až po zostavení všetkých hlavných prvkov.
Jednoduché polypropylénové rúry nemôžu pracovať pod tlakom; mali by sa používať pre systémy zásobovania studenou vodou. A pod tlakom vystužené polypropylénové rúrky. Pred zváraním budete musieť odstrániť malé časti výstuže holiacim strojčekom.
Neumiestňujte plastové rúry príliš blízko vykurovacieho kotla. Na to sa používa kovová rúra s dĺžkou viac ako pol metra.
Zariadenie a princíp činnosti nástroja na zváranie polypropylénu
Dnes sa veľa domácich a zahraničných spoločností zaoberá výrobou zariadení na pripojenie plastových rúrok, ktoré sa snažia o to, aby to bolo čo najpohodlnejšie a najefektívnejšie. Za týmto účelom sú spájkovačky vybavené ďalšími funkciami, mení sa ich vzhľad, umiestnenie rukovätí a spôsoby pripevnenia trysiek. Hlavné prvky a uzly však zostávajú rovnaké (obr. 1):
- termostat;
- vykurovacie teleso (vykurovacie teleso);
- telo s rukoväťou;
- trysky.
Podľa princípu činnosti sa stroj na zváranie polypropylénových rúrok podobá obyčajnému železu. Najskôr vykurovacie teleso ohrieva kachle. Vydáva svoje teplo tryskám, ktoré ohrievajú plast na určitú teplotu, čím sa dosiahne požadovaná viskozita.Celý proces je monitorovaný termostatom, pomocou ktorého sa teplota ohrevu udržuje v stanovených medziach.
Spoľahlivosť polypropylénového spojenia priamo závisí od stability termostatu. Lacné spájkovačky sú zvyčajne vybavené termostatmi nízkej kvality. To vedie k skutočnosti, že počas procesu zvárania sa plast prehrieva alebo prehrieva. Vo výsledku získate zlé spojenie. Preto by ste nemali ušetriť na kúpe spájkovačky. Pri výbere nástroja na spájkovanie polypropylénu je potrebné uprednostniť zariadenie s plynulou reguláciou teploty a presnou kalibráciou.
Zariadenie na spájanie rúr zváraním
Každý stroj na zváranie polypropylénových rúrok má pracovnú plochu, ktorá sa ohrieva pôsobením elektrického prúdu. Zariadenie môže byť vybavené jedným alebo viacerými vykurovacími prvkami, ktoré ohrievajú rôzne trysky. Práve tieto zariadenia rôznych priemerov vám umožňujú pracovať s rôznymi rúrkami s jedným zariadením. Doma sa toto zariadenie nazýva žehlička na zváranie polypropylénových rúrok.
Spravidla majú stroje štyri sady zváracích trysiek v sade, ktoré umožňujú pripojiť takmer akékoľvek potrubie používané v domácich systémoch. Dýzy na zváranie polypropylénových rúrok sú potiahnuté teflónovým striekaním, čo vylučuje možnosť, že sa na ne prilepí počas zahrievania. Nezávislá výroba týchto zariadení je nemožná z dôvodu zložitosti procesu striekania.
Ako si vybrať žehličku na zváranie polypropylénových rúr
Pri kúpe nástroja na spájkovanie polypropylénu je potrebné venovať osobitnú pozornosť nasledujúcim vlastnostiam:
- moc;
- sada trysiek;
- celý set;
- výrobca.
Výkon je hlavnou technickou charakteristikou spájkovačky, od ktorej závisí maximálny priemer pripojených prvkov, ako aj čas ich ohrevu a podľa toho rýchlosť zvárania. Je však potrebné mať na pamäti, že pri nákupe náradia nemusíte prenasledovať energiu, pretože s jej nárastom sa zvyšuje aj cena zariadenia.
Pri výbere zariadenia na spájkovanie polypropylénových rúrok z hľadiska výkonu je potrebné vynásobiť priemer spojených prvkov o 10.
Vďaka tomu získate hodnotu minimálneho výkonu náradia. Napríklad, ak pri navrhovaní vykurovacieho systému potrebujete pripojiť rúry s prierezom 40 mm, potom v tomto prípade musíte zakúpiť spájkovačku s kapacitou najmenej 0,4 kW. Na vykonávanie opravných prác vo vašom byte alebo súkromnom dome bude stačiť železný výkon 0,7 kW. Ak plánujete používať spájkovačku na profesionálne účely, keď priemer potrubia môže dosiahnuť 100 mm, odporúča sa kúpiť zariadenie s výkonom do 2 kW.
Sada príloh. Vysokokvalitné dýzy na spájkovanie polypropylénových rúr musia spĺňať nasledujúce podmienky:
- mať dobrý odvod tepla;
- majú vysokú mechanickú pevnosť;
- udržujte ich veľkosť, keď teplota klesá.
Takmer všetky moderné zariadenia na zváranie rúr majú schopnosť súčasne používať niekoľko trysiek rôznych priemerov. To vám umožní výrazne skrátiť čas na inštaláciu, pretože s jej výmenou nie je potrebné čakať, kým sa tryska ochladí.
Štrukturálne všetky trysky pozostávajú z 2 častí: na vonkajšie (objímkové) a vnútorné (tŕňové) ohrievanie polypropylénu (obr. 2). Ako materiál na výrobu sa môže použiť akákoľvek zliatina, ktorá spĺňa všetky vyššie uvedené požiadavky. Pri výrobe príloh na zvýšenie ich pevnosti a životnosti sa používajú rôzne povlaky. Najčastejšie ide o teflón, ktorý má tiež nepriľnavú vlastnosť, takže vyhrievaný plast sa nebude držať na prílohách.
Sada na zváranie polypropylénových rúrok môže mať túto kompletnú sadu:
- Dokončené. Perfektné pre profesionálneho zvárača. Balenie obsahuje zvárací stroj, kľúč na trysky, kompletnú sadu trysiek a ďalšie nástroje, ktoré uľahčujú inštalačné práce (rezačka, zvinovací meter atď.).
- Priemerná. Zahŕňa zvárací stroj, kľúč a bežne používané trysky (20, 25, 32 a 40 mm). Ak potrebujete ďalšie tvarovky na zváranie rúr, je možné ich dokúpiť zvlášť.
- Minimálne. Súčasťou balenia je iba spájkovačka na zváranie a kľúč na trysky. Takáto súprava má relatívne nízku cenu a je dokonalá, ak potrebujete spájkovať rúry rovnakého priemeru.
Výrobná firma. Na trhu inštalatérskych zariadení existujú spájkovačky na spájkovanie polypropylénových rúr od rôznych výrobcov. Medzi nimi je na prvom mieste z hľadiska kvality zostavenia a ľahkého použitia české a nemecké náradie. Treba poznamenať, že je to dosť drahé, preto sa odporúča kúpiť ho iba na profesionálnu prácu.
Turecké a domáce modely spájkovačiek sú lacnejšie ako nemecké a české náprotivky, ale ich technické vlastnosti sú o niečo horšie. Na súkromné použitie je takéto zariadenie najvhodnejšie. Čínske spájkovačky sú cenovo najdostupnejšie, ale nízke náklady sa často prejavia v krátkej životnosti.
Ak potrebujete spájkovačku na jednu opravu, potom sú najlepšou voľbou čínske modely.


Bežné chyby pri zváraní polypropylénových rúr
Pri inštalácii polypropylénových vodovodných potrubí sa nováčski inštalatéri doma niekedy dopúšťajú chýb, ktoré negatívne ovplyvňujú kvalitu zvárania:
- Prítomnosť nečistôt a zvyškov vody na povrchoch, ktoré sa majú zvárať. Skúsený remeselník nikdy nezabudne na čistenie povrchov, ktoré sa majú zvárať, pretože aj nepatrná kontaminácia alebo prítomnosť malého množstva vody vedie k vážnym poruchám kvality spoja;
- Nesprávne umiestnenie. Pri pripájaní vyhrievaných prvkov má začínajúci majster veľmi málo času na správnu vzájomnú inštaláciu prvkov, po tejto krátkej dobe vedie zmena relatívnej polohy potrubia a hrdla k oslabeniu spojenia;
- Nekonzistencia materiálov. Zlé pripojenie môže byť spôsobené nekvalitnými rúrami a tvarovkami. V takom prípade je nepravdepodobné, že by aj skúsený inštalatér bol schopný zaručiť kvalitné pripojenie. Existuje však aj iná možnosť: pri pokuse o kombináciu dvoch vysoko kvalitných prvkov od rôznych výrobcov. Niektoré rozdiely v chemickom zložení polymérov od rôznych výrobcov môžu brániť vo vytváraní vysokokvalitného zvaru.
Na záver možno poznamenať, že zváranie polypropylénových rúrok vlastnými rukami, podliehajúce technologickým normám a pravidlám, je celkom schopné zabezpečiť vysoko kvalitné pripojenie vodovodných prvkov.


Technológia tvrdého spájkovania pre polypropylénové rúry
Spájkovanie plastových rúr je dosť jednoduché. Hlavnou vecou je dodržiavať teplotný režim a čas zahrievania materiálu. Najskôr je spájkovačka nainštalovaná na stôl alebo inú spoľahlivú základňu, po ktorej je k nej pomocou kľúča pripevnená tryska požadovanej časti. Potom sa na prístroji nastaví požadovaná teplota, na ktorú sa zahrieva asi 10 minút.
Potom sa konce rúr, ktoré sa majú spojiť, a spojovací prvok (uhol, spojka, MPH, MPV) umiestnia na trysku. Po niekoľkých sekundách (čas držania závisí od výkonu spájkovačky a priemeru rúr) sa plastové výrobky z trysiek odstránia a navzájom sa spoja.
Nie je nič ťažké pri výbere spájkovačky na spájkovanie polypropylénu. Hlavná vec je vedieť, na aký účel to potrebujete.A ak pri používaní nástroja budete dodržiavať všetky pravidlá jeho fungovania, môžete si byť istí, že takéto zariadenie vydrží aj po záručnej dobe.
odbornícivarki.ru
Teplota spájkovania
Je nevyhnutné, aby teplota zvárania polypropylénových rúrok bola asi 260 ° C. Túto hodnotu môže obvykle poskytnúť akákoľvek spájkovačka (s reguláciou teploty alebo bez nej).
Kvalita švov zvárania polypropylénových rúrok sa odráža vo voľbe optimálneho teplotného režimu a doby držania materiálu pri zahrievaní. Ak sú tieto parametre pod požadovanou hodnotou, potom spoj nie je dostatočne pevný, časom môže unikať. Keď sú čas a teplota zahrievania príliš vysoké, materiál sa silne topí, šev sa ukazuje ako príliš veľký a škaredý. Navyše, dostať sa dovnútra môže výrazne zmenšiť priemer.
Mala by sa brať do úvahy aj teplota v okolí zváracieho stroja, ak je nízka, je potrebné predĺžiť dobu držania o 2 sekundy, ak je vysoká, naopak ju znížiť. Dodržiavanie týchto jednoduchých pravidiel bude zváranie polypropylénových rúrok vlastnými rukami ľahké.
Veľký význam má aj priemer potrubia. Tabuľka popisuje požadované parametre pri správnom zváraní polypropylénových rúr pri teplote + 20 ° C.
| Vonkajší priemer rúrok, mm | Čas ohrevu, s |
| 16 | 5 |
| 20 | 5 |
| 25 | 7 |
| 32 | 8 |
| 40 | 12 |
| 50 | 18 |
| 63 | 20 |
| 75 | 30 |
| 90 | 40 |
| 110 | 50 |

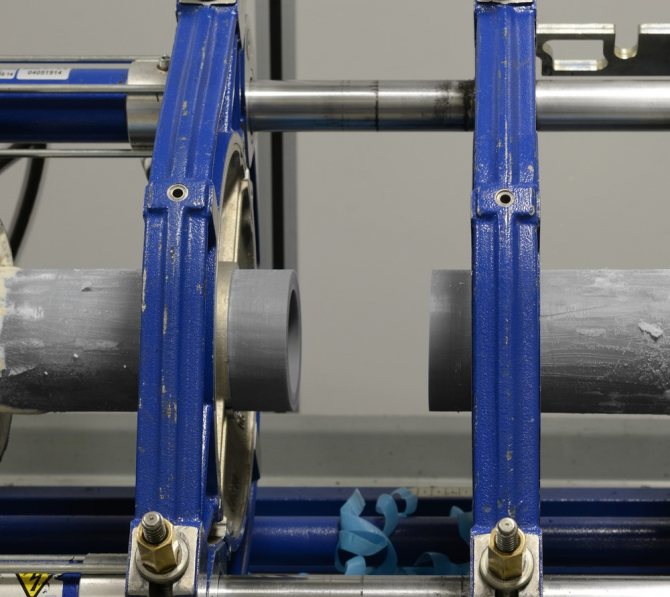
Stroj na zváranie na tupo z polypropylénu s veľkým priemerom
Špecifickosť spájkovacích polypropylénových rúr
Proces spájkovania sa uskutočňuje kvôli výrazným termoplastickým vlastnostiam materiálu. Polypropylén pri zahriatí mäkne - získava stav podobný plastelínu.
Všeobecný popis technológie
Návrat materiálu na pozadie s normálnou teplotou podporuje vytvrdenie jeho štruktúry do normálneho stavu. Tieto vlastnosti sa stali hlavnou technológiou spájkovania, ktorá sa v odbornom jazyku nazýva polyfúzne zváranie.
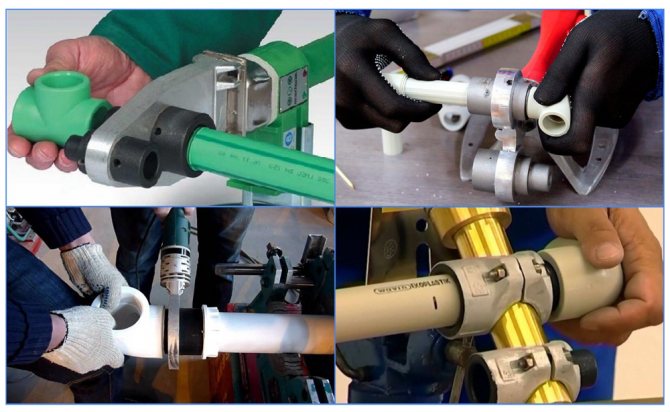
V praxi sa používajú dva spôsoby spojenia častí, ktoré sa majú zvárať:
- Spojka.
- Rovno.
Prvá zváracia technika ukazuje, ako môžete spájkovať polypropylénové rúry pomocou tvarovaného kusu - objímky alebo rúry s väčším vonkajším priemerom. Zvyčajne sa týmto spôsobom spájkujú plastové rúry, ktorých priemer nepresahuje 63 mm.
Princíp zvárania dvoch častí je v tomto prípade založený na roztavení časti rúrky pozdĺž vonkajšieho obvodu a časti objímky pozdĺž vnútornej oblasti. Potom obe časti tesne priliehajú.
Druhá metóda - priamy kontakt, je založená na rovnakom princípe tavenia malých častí plastových rúrok s ich následným spájaním. Ale v tejto verzii fungujú dve rúrky rovnakého priemeru ako tupé prvky a sú spojené svojimi koncovými plochami. Táto na prvý pohľad nekomplikovaná metóda spájkovania polypropylénu vyžaduje vysokú presnosť spracovania oblastí spojov a presnú inštaláciu dvoch častí pozdĺž osí počas ich spájkovania.
Spolu s naznačenými „horúcimi“ technológiami sa precvičuje aj technika „studeného“ spájkovania. Tu sa ako aktívna spájkovacia zložka používa špeciálne rozpúšťadlo, ktoré môže zmäkčiť štruktúru polypropylénu. Táto technika sa však nelíši s vysokou úrovňou popularity.
Spájkovačky na zváranie rúr
Spojka aj priama technika vyžadujú spájkovanie plastových rúrok špeciálnymi zváracími strojmi. Štrukturálne je technika spájkovania niečo ako elektrická žehlička. Základom zariadení je masívny kovový vykurovací článok, na ktorého povrchu sú inštalované odnímateľné trysky - kovové polotovary rôznych priemerov.
Pri zváraní na tupo sú návrhy spájkovacích strojov zložitejšie. Takéto zariadenie zvyčajne obsahuje nielen vykurovací článok, ale aj systém na centrovanie zváraných častí.V domácej sfére sa spravidla zariadenie na priame zváranie, podobne ako samotná technológia, zriedka používa. Prioritou je tu priemyselné odvetvie.
Okrem spájkovačiek bude master potrebovať aj:
- nožnice na polypropylén (rezačka rúr);
- stavebná páska;
- zámočnícke námestie;
- holiaci strojček (na rúry s výstužou);
- značka (ceruzka);
- povrchový odmasťovač.
Pretože sa práce vykonávajú na vysokoteplotných zariadeniach, je bezpodmienečne nutné nosiť na rukách pevné pracovné rukavice.
Postup zvárania polypropylénom
Dôležité upozornenie! Zváracie práce na polymérnych materiáloch by sa mali vykonávať v podmienkach dobrého vetrania miestnosti. Pri zahrievaní a tavení polymérov sa uvoľňujú toxické látky, ktoré majú v určitej koncentrácii vážny vplyv na zdravie človeka.
Prvým krokom je príprava na prácu:
- Na platňu ohrievača namontujte polotovary požadovaného priemeru.
- Nastavte regulátor teploty spájkovačky na 260 ° C.
- Pripravte párovacie časti (označte, skoste, odmasťujte).
- Zapnite spájkovaciu stanicu.
- Počkajte, kým sa nedosiahne prevádzková teplota (rozsvieti sa zelený indikátor).
Súčasne nasuňte párovacie časti (rúrka - spojka) na slepé miesta spájkovacej stanice. V tomto prípade je polypropylénová rúrka vtlačená do vnútornej oblasti jedného polotovaru a objímka (alebo objímka tvarovanej časti) na vonkajší povrch iného polotovaru.
Konce potrubia sa zvyčajne zasunú pozdĺž hranice predtým označenej čiary a objímka sa nasunie, kým sa nezastaví. Pri odolávaní polypropylénovým častiam na vyhrievaných polotovaroch je potrebné pamätať na dôležitú nuansu technológie - dobu pôsobenia.
Ak je časové oneskorenie nedostatočné, existuje riziko dosiahnutia nízkeho stupňa difúzie materiálu, čo ovplyvní kvalitu spoja. Ak je doba tavenia príliš dlhá, vedie to k deformácii štruktúry súčasti a nezaručuje to ani kvalitné spájkovanie. Odporúča sa použiť tabuľku, ktorá udáva optimálnu časovú hodnotu pre rúry s rôznymi technickými parametrami.
Časový rozvrh spájkovania pre polypropylénové rúry
Po optimálnom udržaní dielov na polotovaroch sú diely odstránené a rýchlo spojené zahriatymi časťami. Postup spájania musí byť vykonaný presne, rýchlo (z časového hľadiska v tabuľke), pri dodržaní vyrovnania spájkovaných dielov. Je povolené vykonať menšie úpravy pozdĺž osí (do 1 - 2 sekúnd), je však neprijateľné otáčať jednotlivé časti navzájom oproti sebe.
Je potrebné poznamenať: uvedený čas na spájkovanie akýchkoľvek polypropylénových rúr je možné upraviť v závislosti od pracovných podmienok a parametrov materiálu. Napríklad, ak sa inštalácia vykonáva pri teplotách pod bodom mrazu, prirodzene sa stanovené hodnoty zvýšia na 50% nominálnej hodnoty. Pre každé osobitne neštandardné podmienky sa doba ohrevu zvolí metódou skúšobného spájkovania.
Ako správne spájkovať polypropylénové rúry
Polypropylénový materiál má výrazné termoplastické vlastnosti. Preto sa produkty PP pri zahrievaní stávajú plastovými. Keď teplota stúpa, ich štruktúra mäkne. V tomto stave polypropylén pripomína plastelínu.

Spájkovanie
Zahrievanie a chladenie materiálu vám umožňuje získať spoľahlivý spoj. Pripojenie je rýchle. Ak sa vykonáva pomaly, kvalita pripojenia sa zhoršuje.
Spájkovanie polypropylénovej rúry - polyfúzne zváranie. Preto sa vykonáva pomocou špeciálnej spájkovačky. Nástroj umožňuje rýchle zahriatie materiálu na požadovanú teplotu. Zvyčajne je to medzi 300 a 320 ° C. Polypropylén sa však začína topiť už pri 149 ° C.
Neodporúča sa ohrievať PP potrubia nad prípustné normy a pôsobiť na ne prehriatím nástroja. V dôsledku takýchto akcií materiál stratí svoje vlastnosti a výrobok sa ľahko ohne.
Popis technológie zvárania
V praxi sa na spojenie rúrkových polypropylénových výrobkov používajú dve metódy: spojovacia a tupá metóda.
Princíp technológie spájkovania pre polypropylénové rúry je jednoduchý, pretože vám umožňuje vykonávať vysoko kvalitné zváranie s minimálnymi zručnosťami. Na dosiahnutie výsledku bude musieť dodávateľ vynaložiť trochu úsilia a peňazí.
Začiatočníci často používajú metódu spájania spojenia, ktorá si vyžaduje menej zručností. Je založená na použití tvarovaných častí. Jedná sa o rovný kus rúry alebo spojky.

Spojovacie spájkovanie
Spojovacie prvky majú väčší priemer ako hlavné potrubie. Do nich sa do nich z oboch strán vkladajú obdĺžnikové komunikačné prvky, ktoré závisia od priemeru do určitej hĺbky.
Doma sa používa táto konkrétna možnosť dokovania. Spája potrubia s priemerom do 63 mm.
Princípom spojkovej metódy je roztavenie časti vonkajšieho povrchu obrobku. Tiež vnútorná oblasť spojovacieho kusu. Po zahriatí sú dva prvky pevne spojené.
Metóda na tupo je priamou možnosťou pripojenia častí systému. Realizuje sa to tiež roztavením PP prvkov, ale iba v tomto prípade sa ohrejú konce rovnakého veľkého priemeru. Táto metóda nezahŕňa použitie tvaroviek.
Počas zvárania polypropylénových rúrok s veľkým priemerom nie sú povolené odchýlky od osi spojených prvkov. Aj malý posun vedie v tejto oblasti k zmenšeniu vnútornej časti systému.

Zváranie na tupo
To spôsobuje spomalenie pohybu tekutiny v komunikácii. Na presné spojenie dielov sa okrem vykurovacieho nástroja používa aj centrovací systém.
Zváracie stroje
Štrukturálne sú všetky stroje na zváranie zásuviek z polypropylénových rúr podobné elektrickým žehličkám. Zariadenia majú vykurovacie články a vymeniteľné dýzy rôznych priemerov. Takýto nástroj sa zvyčajne nazýva zváracia žehlička.

Spájkovačka typu „žehlička“
Na spájanie koncov sa používajú zložitejšie zváracie stroje. V priemyselných zariadeniach sa používa zariadenie na priame pripojenie.

Stroj na zváranie na tupo
Pri práci s akýmkoľvek typom vykurovacieho náradia musia byť použité rukavice z hustej tkaniny.
Proces zvárania
Aby sa znížila pravdepodobnosť chyby, všetky operácie sa musia vykonávať presne, presne a výnimočne dôsledne.
Pokyny pre spájkovanie polypropylénových rúr:
- V miestnosti je zabezpečené alebo kontrolované účinné vetranie, pretože pri spájkovaní polymérnych materiálov sa uvoľňujú toxické látky. Preto je potrebné zabezpečiť efektívnu cirkuláciu vzduchu, aby bol chránený organizmus pred vysokou koncentráciou škodlivých prvkov.
- Okraje rezaných obrobkov sa spracúvajú pomocou obkladového nástroja alebo špeciálneho skosenia hrany, aby sa zjednodušil proces spájania dielov.
- Plochy, ktoré sa majú spojiť, sa očistia od prachu a odmastia lakovým benzínom, ktorý musí úplne prirodzene zaschnúť. Kvapky vody nie sú povolené, pretože pri zvyšovaní teploty sa vytvára para, ktorá spôsobí výskyt pórov v materiáli. Zhoršia sa tým kvalita spoja.
- Odporúčaná teplota spájkovania je nastavená na spájkovačke a prístroj je zapnutý. Zahrievanie sa vykonáva do + 260 ° C bez ohľadu na priemer. Mení sa iba vykurovacie obdobie.
- Po rozsvietení zeleného svetla sa zváranie začne inštaláciou priameho úseku na objímkovú trysku a montážny prvok na tŕň. Takto môžete súčasne ohriať dve časti na požadovanú teplotu.
- Ohrev sa vykonáva počas stanoveného času pre spájkovanie polypropylénových rúr, ktoré je uvedené v tabuľke.Potom sa priamy a tvarovaný prvok odstráni zo zariadenia a rýchlo sa navzájom spojí.

Vykurovacie telesá

Pripojenie a fixácia
Je potrebné bezpodmienečne držať styčné časti bez krútenia, až kým materiál nevychladne. Ich vyrovnanie je povolené opraviť do 1 - 2 sekúnd. Ďalšie pohyby povedú k narušeniu molekulárnych väzieb, čo často spôsobuje netesnosti počas prevádzky systémov.
Pred vykonaním tejto operácie musíte najskôr nakresliť čiaru na úseku potrubia s uvedením hĺbky, do ktorej bude vložená do armatúry, kým sa nezastaví. Uvedená vzdialenosť tiež umožňuje pomocou spájkovačky ohriať iba potrebnú plochu. Pre každý priemer potrubia sa používa iná hodnota.
Spájkovací stôl pre polypropylénové rúry
Ak nevydržíte čas ohrevu, nebude dobre spájkovať pripojenie. Podhrievanie zabraňuje difúzii materiálu. Prehriatie spôsobí deformáciu výrobkov. Preto by ste mali vždy používať hodnoty z tabuľky.
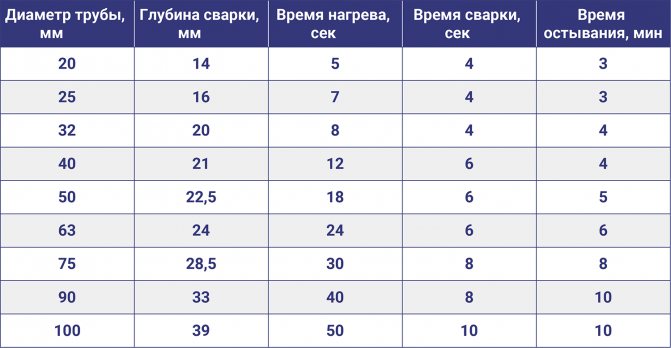
Čas spájkovania pre stôl z polypropylénových rúr
Počas spájkovania tenkostenných výrobkov z rúrok sa doba ohrevu týchto prvkov zníži dvakrát, ale doba ohrevu spojok sa nedá zmeniť. Mal by zodpovedať odporúčaným hodnotám. Pri práci vonku alebo v nevykurovanej miestnosti, kde je teplota nižšia ako + 5 ° C, je potrebné PP produkt zahriať o 50% dlhšie.
Ak sa pozoruje doba ohrevu, vybratie z spájkovačky a pripojenie častí, ich fixácia a teplota zvárania polypropylénových rúr, vytvorí sa okolo obvodu vo vnútri spoja úhľadne tvarovaný lem. Jeho výška je zvyčajne 1 mm. Nezasahuje do pohybu kvapaliny. Vonku je tiež vytvorený úhľadný golier. To nezkazí vzhľad križovatky.
Spájkované rúry s výstužou
Zvážme, ako správne spájkovať vystužené polypropylénové rúry. Tu je odstránenie ochranného materiálu povinné. Prítomnosť vystuženej vrstvy (hliníková fólia) v konštrukcii potrubia si vyžaduje ďalšie zahrievanie. Ale o to nejde.
Spravidla majú tieto výrobky nadmerný priemer a nehodia sa na štandardné hroty spájkovačky. Pred procesom spájkovania je potrebné ich vyčistiť. Výnimkou sú rúry vystužené sklenenými vláknami. Sú spájkované štandardným spôsobom.
Vzhľadom na rozmanitosť technológií na vystuženie polypropylénových rúr sa pred spájkovaním používajú rôzne spôsoby spracovania. Na odizolovanie sa tradične používa sever.
Tento názov má špeciálne zariadenie v podobe kovového puzdra s nožmi. Schweier sa nasadzuje na koncovú časť spájkovanej rúry a vystužená vrstva sa oškrabáva rotačnými pohybmi okolo osi rúry, aby sa vyčistil plast.
Ak je vystužená vrstva umiestnená v strednej časti steny plastovej rúry, tu je rozumnejšie použiť na jej spracovanie ďalší nástroj - orezávač plastovej rúry.
Zariadenie sa veľmi nelíši od severu, s výnimkou umiestnenia a dizajnu rezných prvkov. Po spracovaní čelným nástrojom je koncová časť rúrky zarovnaná pozdĺž konca, plus časť vystuženej vrstvy je vyrezaná do hĺbky 2 mm po celom obvode. Toto spracovanie umožňuje spájkovanie bez vád.
Vplyv chýb na kvalitu zvárania
Pomalé a starostlivo zvážené kroky sú zárukou proti chybám, ktoré môžu zrušiť všetku prácu. Mali by ste brať do úvahy všetky maličkosti spájkovacej technológie a nemali by ste byť ani krok od nich.
Bežné chyby, ktoré vedú k chybným uzlom nainštalovanej vodovodnej siete s propylénom:
- Povrch potrubia nebol očistený od mastného filmu.
- Uhol rezu páriacich sa častí sa líši od hodnoty 90 °.
- Uvoľnené uloženie konca rúry do tvarovky.
- Nedostatočné alebo nadhodnotené zahrievanie spájkovaných častí.
- Neúplné odstránenie vystuženej vrstvy z potrubia.
- Oprava polohy častí po stuhnutí polyméru.
Niekedy na vysoko kvalitných materiáloch nadmerné zahrievanie nespôsobuje viditeľné vonkajšie chyby. Avšak vnútorná deformácia sa zaznamená, keď roztavený polypropylén uzavrie vnútorný priechod potrubia. V budúcnosti takáto jednotka stratí svoj výkon - rýchlo sa upcháva a blokuje tok vody.
Ak sa uhol rezu koncových častí líši od 90 °, v okamihu spojenia častí ležia konce rúrok v skosenej rovine. Vytvorí sa nesúososť častí, ktorá sa prejaví, keď už je namontované vedenie dlhé niekoľko metrov. Z tohto dôvodu musíte často znova zostaviť celú zostavu. Najmä ak sú potrubia uložené v drážkach.
Zlé odmasťovanie povrchov párenia prispieva k tvorbe „ostrovčekov odmietnutia“. V takýchto bodoch sa polyfúzne zváranie nevyskytuje vôbec alebo iba čiastočne. Na chvíľu fungujú potrubia s podobnou chybou, ale kedykoľvek sa môže vytvoriť závan. Časté sú aj chyby spojené s voľným uložením potrubia vo vnútri tvarovky.
Podobný výsledok sa ukazuje pre škáry vykonané pri neúplnom vyčistení výstužnej vrstvy. Na vysokotlakových vedeniach je spravidla inštalované potrubie s výstužou. Zvyšková hliníková fólia vytvára v oblasti spájkovania bezkontaktnú oblasť. Táto oblasť sa často stáva kanálom, cez ktorý sa vytláča voda.
Hrubou chybou je pokus o korekciu spájkovaných prvkov rolovaním okolo osi navzájom. Takéto akcie drasticky znižujú účinok polyfúzneho zvárania. Napriek tomu sa v samostatných bodoch vytvorí šev a získa sa takzvaný "náplast". S malou brzdnou silou drží spojenie „pripináčik“. Akonáhle však spojíte pod tlakom, hrot sa okamžite rozpadne.
Závery a užitočné video k tejto téme
Profesionáli sa majú vždy čo učiť. Ako pracovať s polypropylénom nájdete v nasledujúcom videu:
Inštalácia polymérových potrubí spájkovaním za tepla je pohodlná a populárna technika. Úspešne sa používa pri inštalácii komunikácií, a to aj na úrovni domácnosti. Túto metódu zvárania môžu navyše používať ľudia bez skúseností. Hlavnou vecou je správne pochopiť technológiu a zabezpečiť jej presnú implementáciu. A technologické vybavenie je možné kúpiť lacno alebo prenajať.
sovet-ingenera.com
Spájkovací nástroj pre polypropylénové rúry
Práca vyžaduje:
- Ruleta a ceruzka (značka) na označovanie častí, úroveň - na kontrolu štruktúry ako celku.
- Nožnice na rúrky a nástroj na škrabanie hrán zváraných častí so všeobecným názvom „odizolovanie“. Odizolovanie sa líši účelom a typom: vo valcovitých telieskach sú holiace strojčeky (čistenie hrán, zrážanie hrán) a lícne plochy (rezanie výstuže do hĺbky spájkovania), na čistenie okraja rúry je k dispozícii nástroj s vrtákmi.
- Spájkovačka pre polypropylénové rúry.
- OOP: hrubé rukavice alebo rukavice.
Okrem toho budete potrebovať všeobecný konštrukčný nástroj na inštaláciu potrubných svoriek na steny: dierovač, kladivo, skrutkovač.











Ako si vybrať spájkovačku na polypropylénové rúry a iné náradie
- Pre malé množstvo práce (oprava vlastnými rukami) si môžete kúpiť najlacnejšie spájkovačky - na 2 ... 3 spájky to celkom stačí. Na ohrev častí je lepšie vziať si kvalitné teflónové podložky.
- Pre profesionálne použitie nebude lacný model fungovať. Pre veľké množstvo spájkovania je potrebný iba profesionálny zvárací stroj s veľkou sadou vysoko kvalitných podložiek.
- Nožnice. Profesionálne nožnice poskytujú takmer rovný, kolmý rez, ale sú drahé. Je lepšie ich kúpiť pre rúry s priemerom 40 mm, ktorých spájkovanie si vyžaduje maximálny súlad s rozmermi a kvalitou všeobecne.Jednoduché lacné nožnice takmer nikdy neposkytujú ideálnu rovinu - pri ich použití sa rúra reže v uhle 10 ° ... 15 ° vzhľadom na ideálny rez. Pre malé priemery to nie je strašidelné: rúrky s malým priemerom a tenkou stenou sa dostatočne dobre zahrejú, priehyb neovplyvňuje spájkovanie.
- Odizolovací nástroj. Profesionálny inštalatér to musí mať. Domáci remeselník, ktorý spájkuje plastové rúrky s priemerom maximálne do 25 mm, sa bez toho zaobíde.
Vyrábame zváracie zariadenie vlastnými rukami
Dobré spájkovačky stoja od tisíc do niekoľko tisíc rubľov, ale ak potrebujete urobiť dosť práce a mať nápad, ako ušetriť peniaze, môžete improvizovať a vytvoriť spájkovačku vlastnými rukami.
Čo potrebujeme:
- Jednoduchá stará žehlička.
- Požadovaná veľkosť prílohy.
- Tepelná pasta.
- Teplotný senzor.
- Tryska je naskrutkovaná na žehličku, konce by mali byť ošetrené termálnou pastou.
- Popremýšľajte a premýšľajte: ako a z ktorej strany bude lepšie pracovať. Pred začatím práce pripevnite prílohu. Pri vysokých teplotách bude tento proces doma zložitý alebo nemožný.
- Ak je ťažké pracovať proti stene, môžete odrezať časť ostrého hrotu žehličky.
- Pred začatím práce musíte žehličku na pár minút zahriať.
- Dajte pozor na správnu teplotu. Malo by byť dvesto šesťdesiatdvasto sedemdesiat stupňov Celzia. Pomôže vám v tom merací prístroj.
Inštalácia polypropylénových rúrok
Pred inštaláciou potrubia označte miesta jeho pripevnenia, namontujte svorky - táto operácia sa vykonáva pred spájkovaním polypropylénových rúrok.
Pripravte si diely na tvrdé spájkovanie:
- Rúra je vždy rezaná s okrajom pre zóny tvrdého spájkovania (pozri tabuľku) pre konkrétny úsek. Diely sa nikdy nerezajú naraz. V priebehu práce sa chyba merania vždy hromadí. Ak budete rešpektovať rozmery, nebudete sa veľmi odchýliť od plánovaných rozmerov, ale môžete nazhromaždiť 1 ... 2 centimetre navyše (negatívne aj pozitívne). V prípade miestnych odchýlok je vhodné urobiť rezervu: počas spájkovania sa môže meniť konfigurácia systému, v dôsledku čoho sa menia rozmery konštrukcie, ktorá sa má spájkovať.
- Pripravené časti sa vyčistia.
- Na časti sa nanášajú značky: označujú hĺbku spájky na potrubí (ako ďaleko bude potrubie vstupovať do armatúry) a os spojenia - vodorovné značky na oboch prvkoch, ktoré by sa mali pri montáži zhodovať. Časti vždy označte - to výrazne zjednodušuje prácu, najmä pri inštalácii zložitých štruktúr s mnohými zákrutami.
Ako spájkovať polypropylénové rúry:
- Oblečte si palčiaky.
- Oba spojovacie prvky sú súčasne inštalované na vyhrievanej spájkovačke a určitý čas sa zohrievajú.
- Po zahriatí sa časti vyberú z podložiek a spoja sa značkami tak, že sa zasunú jeden do druhého. Po vybratí zahriatých častí z spájkovačky na pripojenie a fixáciu máte 1-2 sekundy. Pracujte sebavedome a opatrne, aby ste sa nespálili (pozri bod 1).
- Ďalej je potrebné udržiavať spojenie až do vytvrdnutia (čas - pozri tabuľku).
- Po ochladení jednotky je možné ďalšie spájkovanie s novo zváranou oblasťou. Ak nevydržíte čas chladenia, potom je možná deformácia predtým spájkovaných častí.
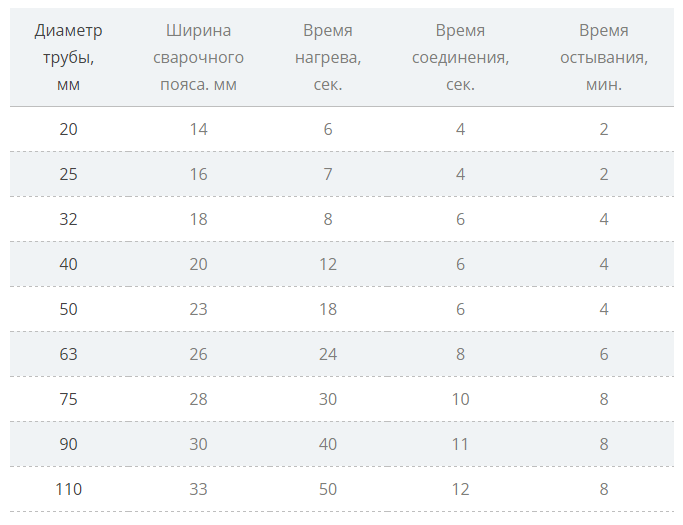
Tabuľka 1. Čas ohrevu, držania a ochladenia polypropylénových rúrok a tvaroviek.
| Vonkajší priemer potrubia, mm | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 |
| Spájkovacia zóna: vzdialenosť od okraja súčasti (spájkovacej doštičky) po značku, mm. | 13 | 14 | 15 | 16,5 | 18 | 20 | 24 | 26 | 29 | 32,5 |
| Čas ohrevu dielov, s | 5 | 6 | 7 | 8 | 12 | 18 | 24 | 30 | 40 | 50 |
| Čas zadržania spojenia, s | 4 | 4 | 4 | 6 | 6 | 6 | 8 | 8 | 8 | 10 |
| Čas chladenia (na spájkovanie susedných spojov), min. | 2 | 2 | 2 | 4 | 4 | 4 | 6 | 6 | 8 | 8 |
DÔLEŽITÉ! Časové údaje pre rôzne materiály sa môžu líšiť v závislosti od čistoty materiálu potrubia, prítomnosti výstuže a ďalších aspektov až po teplotu miestnosti. Ale tieto odchýlky sú zreteľne viditeľné iba na potrubiach veľkého priemeru. Pre malé rozmery sa čas bude líšiť maximálne o 1 ... 1,5 s.Ak vám niečo nevychádza alebo to robíte prvýkrát, môžete si kúpiť niektoré z najjednoduchších tvaroviek (spojky), odrezať niektoré rúry (niekoľko kusov 7 ... 10 cm) a skontrolovať, či materiál reaguje na ohrev a pripojenie.
Domáce zváranie polypropylénových rúr pre začiatočníkov
Ako sa vyrába zváranie polypropylénom - rovnomerný šev
Kvalitatívne a prehľadne namontované potrubia v dome sú kľúčom k vášmu duševnému pokoju po mnoho rokov, pretože zlé požiadavky vytvárajú veľa problémov nielen pre tých, ktorí žijú v byte, ale aj pre všetkých susedov.
Aby ste ušetrili svoj vlastný rozpočet, pri častých opravách a výmene potrubí, ako aj pri dlhodobom zachovaní svojho bytu a aby ste nepokazili vzťahy so susedmi, odporúča sa starostlivo zvážiť výber a inštaláciu vysoko kvalitných potrubia. Na inštaláciu vykurovacích, kanalizačných a vodovodných systémov sa veľmi často používajú potrubia z polypropylénu.
Nie nadarmo si popularitu získali polypropylénové rúry. Tieto rúry sú veľmi odolné, neboja sa korózie, nevyžadujú si pri inštalácii veľa času a úsilia a nie je potrebné používať zložité vybavenie. Niektorí ľudia si myslia, že zváranie plastov je náročný proces, ale nie je to tak.
Ale v skutočnosti nie je potrebné byť profesionálom, stačí si prečítať pokyny a byť pozorní a presní.
Kvalitné zváranie polypropylénových rúr
Na výrobu vysoko kvalitných švov, ktoré sú kľúčom k pevnosti celého potrubného systému, je potrebné správne zvoliť podrobnosti. Polypropylénové rúry môžu byť použité na rôzne účely a sú vyrobené z dostupného materiálu:
- PPH. Používajú sa na vytvorenie vetrania, priemyselných potrubí a tiež na zabezpečenie dodávky studenej vody. Sú vyrobené z homopolypropylénu.
- PPS. Rúry spomaľujúce horenie. Sú schopní odolávať teplotám deväťdesiatpäť stupňov.
- РРВ. Tieto potrubia sú dobré na zásobovanie studenou vodou, ako aj na vytvorenie vykurovacieho systému. Sú vyrobené z polypropylénového blokového kopolyméru.
- Vystužené diely. Takéto časti sú vyrobené z mnohých vrstiev. Používajú sa na zníženie tepelného predĺženia v potrubiach.
Hlavnou úlohou je zvoliť správne diely pre každý typ rúr a takisto sa nemusíte mýliť s výberom správneho spojenia a osadenia.
Na efektívne vykonávanie zvárania polypropylénom je potrebný ručný zvárací stroj. Priemyselný model zváracieho stroja môže byť potrebný iba pre veľké potrubia. Musíte sa tiež zásobiť špeciálnymi nožnicami, pomocou ktorých môžete strihať rúry.
Ak plánujete použiť vystužené časti, musíte si pripraviť zariadenie na ich čistenie. Najčastejšie sa všetko, čo potrebujete, predáva v súprave so zváracím strojom. Modely ručného zváracieho stroja sa líšia v závislosti od konfigurácie.
Súprava, doplnená minimálnym počtom častí, bude vhodná na prácu s rúrkami rovnakých alebo priemerov. Priemerná konfigurácia obsahuje niekoľko príloh rôznych priemerov. Môžete si tiež kúpiť prístroj plne vybavený všetkými dýzami a nástrojmi, ktoré môžu byť potrebné počas procesu zvárania.
Aby sa toto zváranie mohlo vykonávať podľa pravidiel, musí sa najskôr zahriať teflónovými dýzami, ktoré sa vložia do zváracieho stroja. Aby ste to dosiahli, zvárací stroj je nainštalovaný na nohách, potom musíte vybrať a zafixovať trysky požadovanej veľkosti, po ktorých musíte zvoliť požadovanú teplotu (malo by to byť uvedené v pokynoch pripojených k nástroju).
Potom musíte zariadenie zapnúť a počkať, kým sa zariadenie nezahreje. Keď sa prístroj zahreje, spojíme tvarovku a tŕň, rúrku a objímku.Keď je zváracia dýza vyrovnaná s rúrkou, horná vrstva dýzy sa roztaví a vnútorná vrstva sa neroztopí, ale zahreje sa a stane sa plastovou, čo umožňuje vloženie rúrky do dýzy. Na rovnakom princípe sú tŕň a tvarovka spojené.
Po zahriatí prvkov ich rýchlymi presnými pohybmi vyberieme z trysiek, potom kombinujeme horúce časti vložením jednej do druhej. Je dôležité, aby ste diely príliš nekrútili alebo nestlačili, aby nedošlo k ich poškodeniu. Roztavené časti si dlho neudržiavajú teplotu a zostávajú plastové, kým úplne nevychladnú, preto musia byť pevne utiahnuté a udržiavané, aby nestratili svoju plasticitu, aby sa zabránilo deformácii. Prvky sa stávajú odolnými po ochladení ich teploty pod štyridsať stupňov. To je potom, že dekorácie a poškodenia nebudú strašidelné a môžete začať čistiť švy.
Pokyny na zváranie polypropylénových rúr
Ak toto zváranie robíte osobne a prvýkrát, potom si najskôr nacvičte nákup ďalších dielov a kusov rúr. Po zvládnutí zručností zvárania budete môcť dokončiť záverečnú prácu presnejšie a efektívnejšie. Ak budete mať po ruke náhradné diely, budete poistení proti tomu, aby ste museli bežať do obchodu, ak sa počas procesu zvárania niečo pokazí.
Ako vidíte, na zváranie polypropylénových rúrok nie je potrebné využívať služby špecialistu. Toto je veľmi ľahký a časovo nenáročný proces, ktorý zvládne každý. Každý profesionál, ktorý bol kedysi začiatočníkom, a pokiaľ ide o vysoko kvalitné a presné zváranie polypropylénových rúrok, je ľahké prejsť od osoby, ktorá netuší, ako to urobiť, ku skutočnému špecialistovi. Nebojte sa, dôsledne dodržujte pokyny, spojte svoju pozornosť a presnosť a budete mať úspech!
Podobné články
aquarem.ru
Nedokončené a spájkované
K opätovnému roztaveniu dochádza, keď sú časti preexponované na vyhrievacích doštičkách. Vo výsledku dostaneme:
- Zmenšenie vnútorného priemeru potrubia.
- Deformácia spoja počas chladenia, odchýlka potrubia od vodorovnej alebo zvislej.
- Keď sa pokúsite opraviť spojenie rukami, časti sa môžu posúvať (sú veľmi horúce, chladia dlho, nespájkujú sa) a výsledkom môže byť spájkovanie nekvalitné - únik.
K prehriatiu dochádza, keď sú časti prehriate. Výsledky poddávkovania sú tiež negatívne:
- Diely nie sú súčasťou spojenia.
- Opätovné zahriatie môže viesť k nežiaducim deformáciám častí, ktoré môžu viesť k netesnostiam.
- Pri miernom podstrele nastane najhoršia situácia: časti vstupujú do spoja, ale bez vytvorenia utesneného spoja. Pri takomto podkmitnutí potrubie vstupuje do armatúry, ale nie hladko, bez kĺzania, s miernym zásahom.
Pripojenie potrubí na ťažko prístupných miestach a zváranie zložitých štruktúr
Takéto štruktúry zahŕňajú:
- inštalácia počítadiel;
- pripojenie k ohrievaču vody;
- zapojenie do susedných susedných spotrebiteľov;
- spájkovanie v obmedzených priestoroch.
Viac informácií:
- Pri spájkovaní rúrok na merač zohľadnite jeho rozmery: vodomer v byte má väčšiu veľkosť ako potrubie. Ak najskôr prijmete rúry, potom bude ťažké nainštalovať samotné zariadenie - nebude mať dostatok miesta.
- Ohrievače vody majú zložité potrubie. V podmienkach malých bytov musíte byť pri výpočte potrubí opatrní. Vždy si sami označte oblasti, kde nebudete môcť používať spájkovačku - tu budete musieť spájkovať prípojky „na podlahe“ a potom ich upraviť pozdĺž steny a prístroja.
- Zariadenia v okolí spôsobujú veľa problémov: spájkovanie sa oneskoruje v čase, pretože hromadenie potrubí narúša proces, zvyšuje sa čakacia doba na ochladenie spájkovaných spojov. Musíte si jasne premyslieť, v akom poradí spojíte všetky diely, aby vám po spájkovaní susedných prvkov neprekážali.
- Spájkovanie v stiesnených podmienkach trvá viac času, kým sa zistí, ako sa dostať do spoja, ako samotný proces zvárania. Preto aj keď potrebujete spájkovať 2 ... 3 uzly, starostlivo zvážte všetky možnosti. Je žiaduce mať asistenta, ktorý bude kŕmiť alebo vyberať spájkovačku.
- Spájkovanie v drážkach. V miestach spájkovania by sa mal blesk rozšíriť a prehĺbiť, aby ste doň mohli vložiť spájkovačku. Stroboskop v susedných ohyboch a spojoch by mal byť tiež širší, aby mala rúrka po vybratí z spájkovačky výkonovú rezervu.
Zaujímavé: aký je rozdiel medzi zváraním rúr a spájkovaním natvrdo
V podstate procesu sa tieto operácie nelíšia: spájané diely sa zahrejú do stavu, v ktorom je možné ich zlepiť a získať utesnené spojenie. Spájkovacia žehlička sa často nazýva zváračka - to je tiež správne. Ale koncept „zvárania polypropylénových rúr“ sa používa skôr na priemyselné spájkovanie potrubí s veľkým priemerom vo verejných službách (zváranie na tupo).
Veľké spájkovačky majú trochu inú štruktúru. Práce prebiehajú takto:
- Rúry, ktoré sa majú zvárať, sa umiestnia do centrovacieho zariadenia (vedenia) chráneného špeciálnym diskom, ktorý zaisťuje rovinnosť a rovnobežnosť čistených hrán. Po vybratí disku sa skontroluje oblasť dotyku - potrubia by mali dokonale zapadnúť.
- Medzi rúrky sa vloží vykurovací kotúč, k nemu sa pripevnia časti potrubia a zohrejú sa.
- Vykurovací článok je odstránený, potrubia sú vedené jedna k jednej a zvarený spoj je spájaný.
- Po vychladnutí spoja (je potrebná expozícia) sa vodiaca konštrukcia odstráni.
stroikadialog.ru
Rezanie rúr
Proces rezania polotovarov sa vykonáva špeciálnym nástrojom. Aj keď je doma, fáza rezania sa často vykonáva pomocou kovovej pílky na kov, brúsky alebo elektrickej priamočiarej píly. Pri tomto spôsobe rezania sa povrch získa veľkými otrepmi, preto pred zváraním polypropylénových rúrok musia byť okraje starostlivo vyčistené.

Pre začiatočníkov je lepšie rezať rúry špeciálnymi nožnicami:
- Model presného typu sa ovláda veľmi pohodlne. Má zúbkovanú čepeľ a špeciálnu račňu. Nožnice vám umožňujú získať vysoko kvalitný a rovnomerný strih. Ak ale potrebujete pracovať s veľkým počtom obrobkov, vaša ruka sa môže rýchlo unaviť.
- Ešte lepšiu kvalitu rezu je možné dosiahnuť použitím valcového modelu. Technológia rezania sa vykonáva vodiacim valčekom, ktorý sa otáča okolo rúry. Nízka rýchlosť rezania sa považuje za negatívnu vlastnosť.
- Akumulátorové modely kombinujú všetky výhody - kvalitu a rýchlosť rezania. Sú vybavené malým elektromotorom a dajú sa použiť na veľké množstvo práce.
Obrobky s veľkým priemerom sú rezané špeciálnymi rezačkami rúr, aby sa získal vysoko kvalitný a čistý rez.











