Пре смањења пречника цеви, требали бисте добро проучити теорију.Смањење пречника цеви код куће може бити корисно свима који сопственим рукама врше поправке различите опреме. Наравно, ако требате смањити неки елемент система, онда је најбоље користити посебан адаптер и једноставно повезати две цеви различитих пречника. Међутим, ако требате да добијете сужену или савијену цев од онога што је већ тамо, онда можете да прибегнете котрљању. Ваљање је пластична деформација производа у жељени облик.
Врсте ваљања и савијања
Ваљањем се од цеви може направити производ потребног облика. Штавише, користећи ову методу, не можете само савити производ направљен од било ког метала, већ и смањити пречник.
Могуће је смањити пречник цеви помоћу посебне опреме.
Савијање и промена облика цеви назива се котрљање. Овај процес је добио ово име јер је алат који се за то користи ваљци.
Ваљање се користи у различите сврхе:
- Да би се смањио пречник цеви израђених од различитих материјала. Тако можете деформисати производе са танким зидовима од нерђајућег челика, ливеног гвожђа, челика итд.
- Уз помоћ ваљања можете савити производ. У овом случају, морате се савити према посебном предлошку.
- Продужење и исправљање. Међутим, ово се не препоручује, јер производ губи снагу.
- Повећање пречника. Међутим, овај процес се сматра најдуготрајнијим.
- Користећи специјални савијач цеви, можете сопственим рукама савити производ у калем.
Сви описани поступци користе се у производњи и поправци цевастих производа. Уз њихову помоћ можете чак и да направите елементе савијене у прстен за украшавање капија од кованог гвожђа.
Класификација цеви по условном пресеку
Називни пречник цеви је један од параметара који у великој мери зависи од врсте производње челичних производа.
Генерално се разликују четири врсте цеви, у зависности од технологије производње:
- 20-500 мм - такви производи се производе врућим ваљањем у складу са ГОСТ 8732-78;
- 5-250 мм - сличне вредности одређује ГОСТ 8734-75 за метод хладног ваљања;
- 10-1400 мм - ова група ваљаних цеви односи се на заварене производе са уздужним шавовима, а њихови параметри су наведени у ГОСТ 10704-91;
- Границе величине за заварене челичне цеви са спиралним шавовима су 160-2400 мм, дате у ГОСТ 8696-74.

У овом случају, ваљци од челичних цеви представљени су у 38 стандардних величина, номиналних пречника од ДН 5 до ДН 2400. Укључују четири специјализоване групе које су предвиђене за хидрауличке и пнеуматске системе.
Вреди напоменути да су параметри номиналног пречника цеви назначени не само у ГОСТ-у са стандардном класификацијом и карактеристикама асортимана, већ иу референтној литератури, посебним табелама. Тамо такође можете пронаћи податке о максималним вредностима радног притиска у систему, уздужним и попречним оптерећењима, као и друге информације које могу бити повезане са називним пречником ваљака цеви и врстом његовог пресека. Такође погледајте: "Који је номинални пречник цеви - стандарди и норме."
Опис суштине процеса
Ваљање је прилично сложен процес. Међутим, у неким случајевима је сасвим могуће то учинити сами. Посебно је лако савити танкозидне цеви од нерђајућег челика и поцинковане цеви.
Сужење такође може бити потребно током изградње металног цевовода. Ова метода се користи када треба да причврстите цев већег пречника на производ са мањим.
Самоконтракција долази са одређеним ризицима. Чињеница је да у таквом процесу на цев делују две силе, усмерене у супротним смеровима. Стога су радње које се могу извршити са таквим елементима ограничене са неколико фактора.

При смањењу пречника цеви морају се поштовати сигурносни прописи
Које је ограничење примењеног притиска:
- Пре свега, узима се у обзир пластичност материјала. Што је више пластике, то је већи радијус могуће савити.
- Треба обратити пажњу на то колико се тањи зид цеви може направити за одређени производ.
- Потребно је проверити влачну чврстоћу одређеног метала на савијање. Што је материјал више пластичан, овај индикатор ће бити већи.
- Битан је и ограничавајући параметар радијуса, прелазак са бочног зида на крај.
- Такође морате обратити пажњу на квалитет површине самог производа.
Сваки од ових параметара мора се узети у обзир. За сваку дебљину зида и за сваки одређени пречник је различит.
Када смањујете цев код куће, потребно је погледати чињеницу да се на металу не формира велики број набора. Смањују снагу.
Смањите пречник пвц цеви
Приликом пројектовања и уградње система грејања, увек се поставља питање - који пречник цевовода одабрати. Избор пречника, а тиме и пропусности цеви, важан је, јер је неопходно осигурати брзину расхладног средства у распону од 0,4 - 0,6 метара у секунди, што препоручују специјалисти. У овом случају, потребна количина енергије (количина расхладне течности) мора бити доведена до радијатора.
Познато је да ако је брзина мања од 0,2 м / с, загушење ваздуха ће стагнирати. Из разлога уштеде енергије не сме се радити брзина већа од 0,7 м / с, јер отпор кретању течности постаје значајан (директно је пропорционалан квадрату брзине), штавише, ово је доња граница појаве буке у цевоводима малих пречника.
Какву врсту цевовода одабрати
У данашње време полипропиленски цевоводи се све више бирају за грејање, који, иако имају недостатке у виду потешкоћа у обезбеђивању квалитета спојева, и значајног топлотног ширења, али су изузетно јефтини и једноставни за уградњу, а то су често пресудни фактори.
Које цеви треба користити за систем грејања? Полипропиленске цеви су подељене у неколико врста, које имају своје техничке карактеристике, а дизајниране су за различите услове. Погодно за грејање разреда ПН25 (ПН30), који подносе радни притисак од 2,5 атм на температури течности до 120 степени. СА.
Дебљине зидова дате су у табелама. За грејање се сада користе цеви од полипропилена, које су ојачане алуминијумском фолијом или фибергласом. Арматура спречава значајно ширење материјала када се загрева.
Многи стручњаци више воле цеви са унутрашњим ојачањем од фибергласа. Такав цевовод је недавно постао најчешће коришћен у приватним системима грејања.
Избор пречника цевовода за грејање
Цеви су доступне у стандардним пречницима, од којих треба да направите избор. Развијена су типична решења за избор пречника цеви за грејање куће, вођена којима у 99% случајева можете да направите оптималан тачан избор пречника без извођења хидрауличког прорачуна.
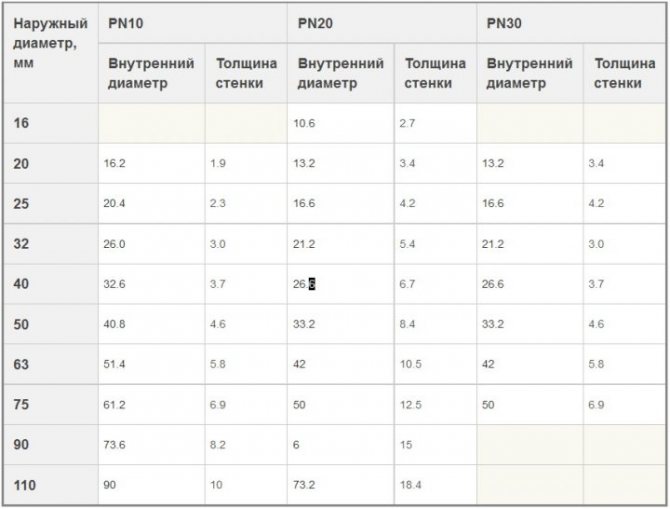
Стандардни спољни пречници цеви од полипропилена су 16, 20, 25, 32, 40 мм. Унутрашњи пречник цеви разреда РН25 који одговара овим вредностима је 10,6, 13,2, 16,6, 21,2, 26,6 мм.
Детаљније информације о спољним пречницима, унутрашњим пречницима и дебљини зида полипропиленских цеви дате су у табели.
Који пречници шта треба повезати
Морамо осигурати снабдевање потребном топлотном снагом, која ће директно зависити од количине испорученог носача топлоте, али брзина кретања течности треба да остане у наведеним границама од 0,3 - 0,7 м / с
Затим постоји таква кореспонденција веза (за полипропиленске цеви назначен је спољни пречник):
- 16 мм - за повезивање једног или два радијатора;
- 20 мм - за повезивање једног радијатора или мале групе радијатора (радијатори „нормалне“ снаге унутар 1 - 2 кВ, максимално прикључена снага - до 7 кВ, број радијатора до 5 ком.);
- 25 мм - за повезивање групе радијатора (обично до 8 ком., Снага до 11 кВ) једног крила (крак мртве шеме ожичења);
- 32 мм - за повезивање једног спрата или целе куће, у зависности од топлотне снаге (обично до 12 радијатора, односно топлотна снага је до 19 кВ);
- 40 мм - за главну линију једне куће, ако постоји (20 радијатора - до 30 кВ).
Ручно савијање нерђајућег челика
Дакле, сада можете директно да разговарате о процесу сужавања. То се може урадити или у фабрици помоћу специјалног алата, или код куће са импровизованим средствима.
Можете користити чекић. Међутим, овај метод се не може сматрати оптималним, јер у овом случају цев може бити јако деформисана. Поред тога, смањени део ће се показати неравномерним, што ће негативно утицати на чврстоћу.
Најбољи начин је коришћење специјалних клешта. Могу се купити у специјализованој продавници, али нису јефтини. Можете направити алат властитим рукама. Да бисте то урадили, морате узети кључ за цеви, чак можете користити и стари истрошени производ. Са ње треба да уклоните сунђер са покретне руке, а уместо ове сунђера треба да уградите уметак испод полу-прстена. Даље се прави полу-прстен потребног радијуса и поставља на покретну руку. Ако желите да наставите са стезањем цеви, можете направити неколико прстенова различитих пречника. Ово ће повећати свестраност производа.
Како се користи посебна клешта:
- Узмите клешта са вилицом најмање половине пречника вијка. Ухватите спољни пречник грлом.
- Навртку клешта приближите узици уређаја.
- Покретна рука се сада може окретати. Урадите то док потпуно не затвори другу половину периметра.
- Затим, уз напор да стиснете обе полуге и окренете кључ за 30 степени.
- Сви ови кораци морају се понављати док цев не достигне жељени пречник.

Пре савијања нерђајућег челика, прво треба да се упознате са препорукама специјалиста
На тај начин можете дати потребну величину. Вредно је унапред предвидети да овај рад захтева физичку снагу.
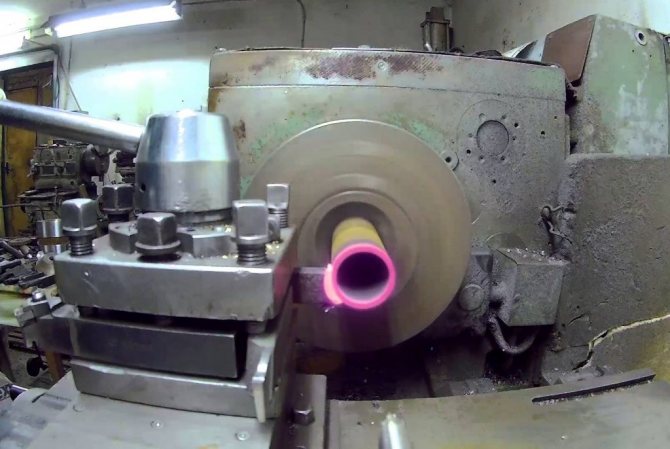
Користећи струг
Цев је најлакше сузити помоћу посебне машине. Овај поступак може да изведе чак и особа која нема велику физичку снагу. Заиста, у овом случају већину посла изводи техничар.
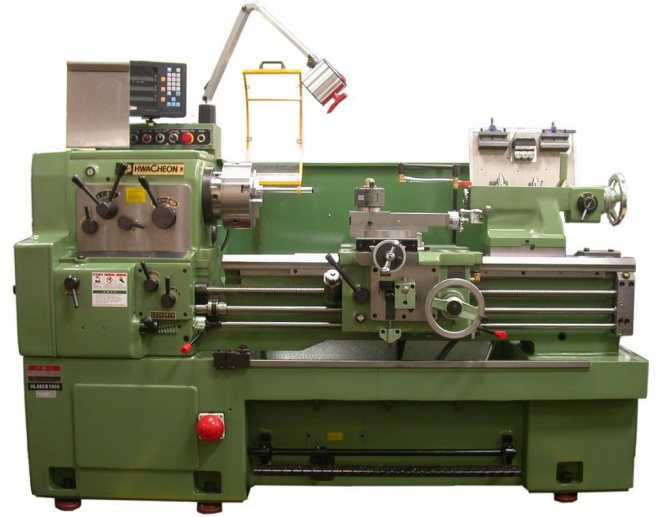
Да бисте радили са стругом, морате имати одређене вештине.
Према шаблону не може се савити не само метална цев. Такав уређај је користан за давање потребног облика комаду дебеле жице. Жица се такође може савити ручно.
Секвенцирање:
- Потребно је причврстити цев на држач инструмента. Важно је израчунати дубину потапања радног предмета. Ход дршке мора одговарати месту слепе рупе.
- Када укључите машину, потребно је да ручицу доведете до цеви. Затим кликните на обрадак и започиње петља.
- Материјал почиње да се загрева. Ово смањује силу, али повећава дуктилност материјала.
- Дршка мора имати најмање 180 степени хода. А држачи алата би требали бити најпопуларније величине рупа.
Током процеса, производ се загрева и материјал постаје савитљив. Захваљујући томе, пречник обратка се лако смањује на потребне вредности. Стискање цеви сопственим рукама је тешко, али могуће. Да бисте то урадили, потребно је да направите посебан апарат и научите како се правилно користи.