Како направити цев од калаја - урадите сами лимене цеви
Домаћи мајстори покушавају да пронађу највише буџетских опција за решавање проблема. Стога је питање како направити цев од лима с властитим рукама релевантно за многе аматерске занатлије. На крају, домаћи цевасти производ од калаја може бити сасвим упоредив са олуцима или чаурама које леже на полицама у специјализованим продавницама.

Због тога морате сазнати више о процесу израде лимене цеви која има карактеристике попут фабричких производа.
Карактеристике изворног материјала
Пре него што започнете израду цеви од лима, требало би да се упознате са материјалом од којег ће се направити цев и његовим карактеристикама. За почетак вреди рећи да се ради о производима ваљаног типа, другим речима, калај је челични лим који је прошао кроз ваљке ваљаонице и има дебљину од 0,1-0,7 мм.
Поред операција ваљања, технологија производње лима подразумева и обраду готових ваљаних производа од стварања корозивних процеса. Да би се то учинило, на челик се након ваљања наноси слој материјала који није подложан корозији.

Резултат изведених радњи је челични лим чија ширина може да варира од 512 до 1000 мм, са хромираним или цинковим премазом. Готов производ је пластичан, тако да се коситром може лако руковати. У овом случају ваљани укрути могу се упоређивати по снази са челичним производима. То омогућава употребу лима у производњи производа сложеног дизајна.
Врсте мајица
Производе је боље класификовати према врсти материјала од којег су направљени. Чак се и алтернативна опција - начин инсталације, у великом броју случајева заснива на овоме.

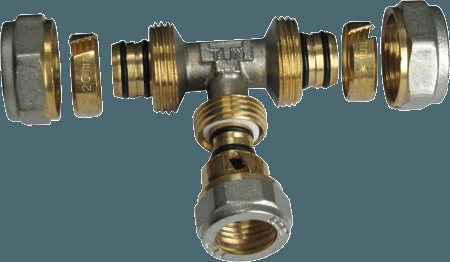
Метална чаура за ојачане пластичне цеви
Такође можете комбиновати две методе сортирања да бисте добили преглед опсега ових конектора:
| Металик | То укључује следеће арматуре:
Најчешће се троскови израђују ливењем, за шта користе:
Веома ретко то могу бити заварени елементи. Можемо рећи да је главна предност металних производа њихова велика чврстоћа. |
| Пластика | Сви производи, укључујући спојнице за заваривање и заваривање, направљени су од ПВЦ-а и полиетилена. Али, одвојено је потребно размотрити троскове од ПВЦ канализационих цеви израђених од пластике, уграђених у утичницу или на лепак.Главна предност полимерних фитинга за канализацију је потпуна инертност према околини и према пумпаним супстанцама, што им омогућава рад до пола века. |
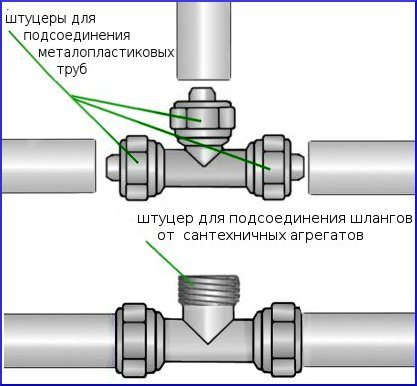
| Композитни | То укључује фитинге за полиетиленске цеви ниског притиска опремљене бронзаним или челичним чаурама. Таква арматура помаже у међусобном повезивању цевовода од метала и полимера.Тејк има навој на бочној страни металне чауре, на бочној страни полимерног пресовања или завареног склопа. То омогућава укључивање инструмената, као што су манометри, у систем. |
Изгледа као склопиви чајник за метал-полимерне цеви
Додатни начин
Такође постоји још једна популарна метода класификације која узима у обзир радне димензије чарапе:
- контролни пунктови;
- навојем;
- просечни пречник.
Али, то зависи од пречника цевовода и одговарајућих стандарда.Тема је прилично опсежна, тако да у нашем чланку неће бити додирнута.

Тројка за ПВЦ цев притисног типа
Инсталација
У наставку ћемо размотрити опште препоруке процеса приликом постављања фитинга на цевоводе под притиском или без притиска, који имају одређени скуп правила. У супротном, резултат вашег рада биће погубан не само за вас, већ и за ваше комшије доле.
Због тога користите следеће смернице:
- У системима под канализацијом под притиском дозвољено је користити фитинге под правим углом, у онима без притиска боље је ограничити се на завоје при 45 отв.
- Приликом састављања мреже протока на утичницама, упутство саветује правилно оријентацију везних елемената... У овом случају, отвор треба усмерити према одводу течности, тј. проток мора прво да га задовољи, а затим глатки цевовод, у супротном зглобови могу процурити. Ако говоримо о канализацији, биће врло непријатно.

Фотографија приказује како сами направити чајник из цеви
- Када причвршћујете чахуру на лепак, изаберите положај цевовода у односу на фитинг у прве две секунде након поравнања... Не померајте и не ротирајте склоп након овога, а ако нисте сигурни у своје могућности, користите водиче.
Савет: када сопственим рукама повезујете полимерни чај са полимерном цеви, означите дубину његовог уметања на последњем. У супротном, можете блокирати приступ течности склопу.
- Приликом састављања металног цевовода, унапред припремите материјал за брисаче и навојне крајеве... У овом случају се не препоручује уштеда фум-траке, чија је цена безначајна, и увек користите контра матицу, након намотавања неколико завоја заптивке између ње и краја фитинга пре него што је затегнете.
- Инсталирајте одвојиве везе, укључујући стезаљке и навоје, на добро доступним местима.
Савет: Приликом постављања пластичних или металних цевних цеви на тешко доступним местима, користите арматуру за заваривање или пресовање (у крајњем случају).
Канализација
Захваљујући савременим материјалима, уградња канализационих система постала је много погоднија и лакша.Тројеви за канализационе цеви од пластике максимално поједностављују задатак израде било које шеме-пројекта у приватним кућама различитих спратова. Истовремено, не требате користити сложену опрему или специјалне алате.

Канализационе чауре од пластичних цеви
У овом случају се користе 3 врсте чајника који извршавају своје посебне функције:
- За повезивање вертикалних успона са хоризонталним цевоводима користе се опције са угловима од 87 ° или 90 °.
- Приликом стварања хоризонталних грана користе се производи под углом од 45 °.
- Спојка са додатном рупом за поправке назива се ревизија. Трећа рупа је зашрафљена посебним поклопцем, који омогућава приступ цевоводу.
Искуство показује да је то сасвим довољно за стварање канализационих мрежа било које сложености у приватној кући. Због тога се увек бисте требали ослањати на ову врсту везе.
Потребни алати
Списак алата и уређаја неопходних за израду поцинкованих цеви за димњаке сопственим рукама је због својстава калаја, посебно мекоће и пластичности. Обрада ове врсте материјала не захтева примену посебних напора који су неопходни за рад са лиснатим материјалима.
Због тога је у производњи лимених цеви за димњак потребан следећи сет алата:
- Маказе за сечење метала. Овај алат помаже у једноставном резању листова на жељене комаде, јер највећа дебљина лима достиже 0,7 мм.
- Чекић са меканом главом. Такође можете користити дрвени чекић, чекић или алат од челика са меканим гуменим држачем.Међутим, последња опција се користи врло пажљиво или се уопште не узима, јер може проузроковати деформацију танког лима и покварити цео рад.
- Клешта. Уз помоћ овог алата решавају питање како савити цев од лима, јер је челична, иако је танка, стога је немогуће савити је рукама.
- Занатски сто. Овај уређај је неопходан приликом сечења материјала и приликом наношења ознака.
- Калибрациони елемент. То може бити цевасти производ пречника више од 10 центиметара, као и угао са ивицама од 7,5 центиметара. Ови елементи морају бити добро фиксирани, јер ће се на њиховој површини вршити закивање кундака.
Поред ових алата, требало би да припремите лењир или мерну траку и маркер, који је челична шипка са оштром ивицом.
Припремна фаза
Прво се на лиму стављају ознаке, дуж којих ће се пресећи полупроизвод. Другим речима, неопходни део је исечен из одређеног лима, од којег ће се формирати контура будуће цеви. Поступак обележавања изводи се на следећи начин: лист се поставља на радни сто и од горње ивице мери се сегмент једнак дужини цеви. Овде се ознака врши маркером.

Затим се помоћу квадрата повлачи линија дуж ове ознаке окомито на бочну ивицу. Сада дуж ове линије обима цеви, исто се ради дуж горње ивице. Истовремено се додаје око 1,5 цм дуж обе ивице да би се формирале ивице за спајање. Горња и доња ознака су повезане и радни предмет је исечен.
Да бисте одредили обим, можете користити мерну траку или се можете присјетити школског курса геометрије.
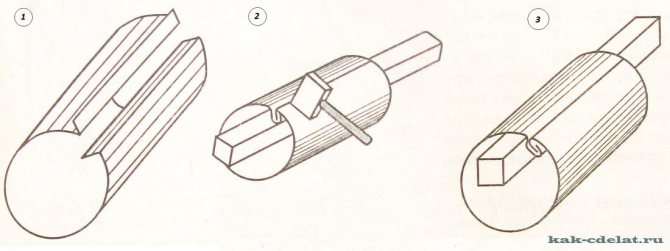
Како направити тело цеви од калаја
Сврха ове фазе је формирање профила цеви. Повучена је линија дуж дужине обратка на дну и врху дуж које ће набори бити савијени. У овом случају се на једној страни мери 5 мм, а на другој 10 мм. Набори морају бити савијени под углом од 90 0. Да би се то учинило, радни предмет је положен на челични угао, поравнавајући линију преклопа са ивицом угла. Ударивши ивицу чекићем, савијте је на окомиту страну угла.
Препоручује се савијање производа постепено, пролазећи чекићем дуж целе дужине. У овом случају можете почети савијати клештима.

Сада, на преклопу, чија је величина 10 мм, направљен је још један преклоп како би се формирала врста слова Г. У процесу пресавијања преклопа морате осигурати да горњи преклоп буде паралелан са радним предметом његова дужина је 5 милиметара. Због тога, када цртате линију преклопа набора, на једној страни измерите 0,5 цм једном, а на другој страни - два пута по 0,5 цм.
Фаза ВИИ. Заштита поцинкованог олука од огреботина и корозије
Главни непријатељ поцинкованих олука и одвода су гране и остаци који вјетром падају на кров, а киша их испире у олук. Такви су способни да огребе и најотпорнији полимерни премаз (и још горе без њега), па је стога боље заштитити читав систем што је више могуће.
Најједноставнија метода су решетке, које се данас производе у стандардним параметрима: прорезане, перфориране, од нерђајућег челика, пластике, поцинкованог, месинга и ливеног гвожђа. Треба их причврстити засуном или вијцима и наврткама. Важно је да горња површина решетке остане 25 мм испод површине кровног покривача како би кишница могла добро да се одводи у олук.
Заузврат, корпа ће такође помоћи да се решите проблема. Вода протиче кроз олуке, а у корпи се задржава највећа прљавштина, попут лишћа и грана. Ову корпу је лако уклонити и очистити, што је њена предност. Такође, такав савремени елемент дренажног система, попут замке за песак, дизајниран је за исто као и улаз за олујну воду, али истовремено задржава ситнију прљавштину и песак.
Ево доброг примера како заштитити поцинчани олук од рушевина:

Обрада споја шава
Завршна фаза укључује обраду задњег шава, односно његово пресовање. Да бисте то урадили, горњи део набора у облику слова Л је преклопљен, обмотавајући ивицу другог преклопа. Резултат би требао бити нека врста сендвича окомитог на цев. Да бисте добили челни завар, потребно је да притиснете сендвич на производ.

За већу поузданост, шав је ојачан заковицама. Међутим, уради сам цеви од лима кориштењем ове методе спајања не требају додатно ојачање.
Како направити цев од калаја - урадите сами лимене цеви
Домаћи мајстори покушавају да пронађу највише буџетских опција за решавање проблема. Стога је питање како направити цев од лима с властитим рукама релевантно за многе аматерске занатлије. На крају, домаћи цевасти производ од калаја може се сасвим упоредити са олуцима или кућиштима који леже на полицама у специјализованим продавницама.
Због тога морате сазнати више о процесу израде лимене цеви која има карактеристике попут фабричких производа.
Упутство за израду лимене цеви за вентилацију са капом сопственим рукама
Направити цев од лима гвожђа значи следити редослед радњи. Рад се састоји од једноставних корака. Прво се одвија припрема која се састоји од означавања делова и изрезивања празних места.
У фази формирања тела конструкције ствара се елемент кружног пресека. Приликом повезивања потребно је елементе причврстити у један производ.
Исправљачи за повезивање цеви од лима
Ознаке и празнине можете направити у неколико фаза:
- Лист се поставља на површину без шавова. Подна облога или радни сто су погодни за ово.
- Од горње ивице је означен сегмент, који је по величини једнак будућем аутопуту. Означавање се врши уређајем за обележавање. Такође се одвија и производња.
- Кроз ознаку се повлачи линија. У овом случају се користи квадрат.
- Са линије је означена ширина сегмента, што је једнако пресеку цеви. Добијеној вредности додајте 15 мм по споју.
- Добијене ознаке су повезане, а обрадак је исечен.
Када правите маржу, вреди размислити о димензијама производа. Ширина је величина пречника плус један и по додатни центиметар. Дужина обратка мора бити већа од равног дела конструкције.
Радови у лиму сами уради се на следећи начин:
- Набори су савијени на површину лима под правим углом. Прелиминарно се за њих прави линијска ознака. маља. Лист се поставља на ивицу стола спуштањем до жељене дужине и савијање се врши гуменим чекићем. Рад се обавља дуж целе дужине производа.
- Цев од калаја с властитим рукама сугерише још један завој на преклопу. У овом случају се врши означавање.
- За конструкцију цеви користи се округли елемент. На њему је поцинчани лим, који добија заобљени облик. У овом случају су савијени крајеви цеви повезани.
Завоји су направљени тако да се млат тачно уклапа у површину угла. Ударци су прецизни и јасни, али не јаки, иначе ће се шав изравнати.
Производња производа од лима завршава се удруживањем. У овом случају се ивице комбинују и
шав је причвршћен. У овом случају, хоризонтални пресек се савија надоле и покрива ивицу. Истурени шав је савијен чекићем на површину. Преклоп је направљен на страну набора у облику слова Л. Ако поступите другачије, вода ће продрети унутра.
Потребно је повезати производе од коситра „уради сам“. Ивице су фиксиране заковицама од алуминијума или челика.
- Рупе за заковице се праве на свака три центиметра.
- Ивице су преклопљене једна према другој.
- Обрадак се преклопи уназад тако да су ивице на спољној страни конструкције.
- Ивице су монтиране заковицама.
Да би се олакшало повезивање конструкције, елемент на широкој страни треба мало распламсати. Да бисте осигурали крутост на ивицама производа. Исправно обележавање доприноси лакоћи спајања са другим елементима, чак и у фабричкој производњи.
Слични производи се користе за олуке, вентилационе системе и конструкције димњака.
Карактеристике изворног материјала
Пре него што започнете израду цеви од лима, требало би да се упознате са материјалом од којег ће се направити цев и његовим карактеристикама. За почетак вреди рећи да су то производи ваљаног типа, другим речима, калај је челични лим који је прошао кроз ваљке ваљаонице и има дебљину од 0,1-0,7 мм.
Поред операција ваљања, технологија производње лима подразумева и обраду готових ваљаних производа од формирања процеса корозије. За то се на челик након ваљања наноси слој материјала који није подложан корозији.
Резултат изведених радњи је челични лим чија ширина може да варира од 512 до 1000 мм, са хромираним или цинковим премазом. Готов производ је пластичан, тако да се коситром може лако руковати. У овом случају ваљани укрути могу се упоређивати по снази са челичним производима. То омогућава употребу лима у производњи производа сложеног дизајна.
Карактеристике материјала
Поцинковане конструкције израђене су од лима. Материјал је ваљани челични лим дебљине 0,1 - 0,7 мм.
Производи сложених облика формирани су од меког материјала
Производња лимова се одвија на машинама за ваљање, али производи добијени на овај начин требају додатну заштиту. Због тога је прекривен материјалом који је отпоран на корозију. На крају, потрошачи добијају челични лим ширине 512-1000 мм, који има микронски премаз хромом, лимом или цинком.
Производ карактерише пластичност која омогућава ручну обраду лима. Штавише, ако се на материјалу котрљају колути, по снази није инфериорнији од челичних колега. Из ових разлога, калај се користи у производњи производа сложених облика.
Потребни алати
Списак алата и уређаја неопходних за израду поцинкованих цеви за димњаке сопственим рукама је због својстава калаја, посебно мекоће и пластичности. Обрада ове врсте материјала не захтева примену посебних напора који су неопходни за рад са лиснатим материјалима.
Због тога је у производњи лимених цеви за димњак потребан следећи сет алата:
- Маказе за сечење метала. Овај алат помаже у једноставном резању листова на жељене комаде, јер највећа дебљина лима достиже 0,7 мм.
- Чекић са меканом главом. Такође можете да користите дрвени чекић, чекић или алат од челика са меканим гуменим држачем. Међутим, последња опција се користи врло пажљиво или се уопште не узима, јер може проузроковати деформацију танког лима и покварити цео рад.
- Клешта. Уз помоћ овог алата решавају питање како савити цев направљену од калаја, јер је челична, иако је танка, стога је немогуће савити је рукама.
- Занатски сто. Овај уређај је неопходан приликом сечења материјала и приликом наношења ознака.
- Калибрациони елемент. То може бити цевасти производ пречника више од 10 центиметара, као и угао са ивицама од 7,5 центиметара. Ови елементи морају бити добро фиксирани, јер ће се на њиховој површини вршити закивање кундака.
Поред ових алата, требало би да припремите лењир или мерну траку и маркер, који је челична шипка са оштром ивицом.
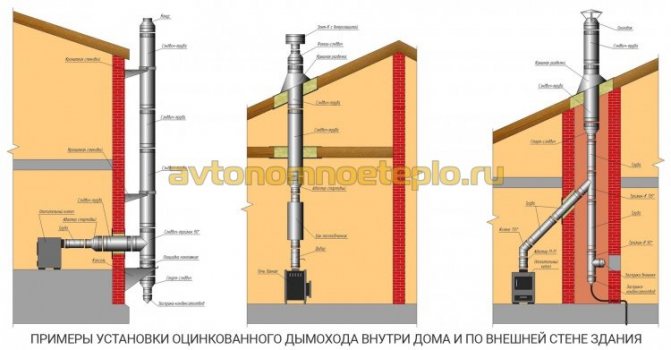
Уградња поцинкованих димних цеви
Већина произвођача, када продају комплет за систем за одвођење дима, својим рукама прилажу детаљна упутства за уградњу. Није тешко сами монтирати структуру, довољно је узети у обзир неке карактеристике које су добро познате професионалцима:
- Неопходно је повезати елементе димњака методом цеви до цеви, почев од доњег сегмента конструкције.
- За чишћење поцинкованих димњака потребно је обезбедити неколико инспекцијских бунара.
- Сваких пола метра, како би се обезбедио максималан отпор оптерећењу ветром, причвршћују се зидни носачи за уградњу.
- Приликом проласка подних плоча и кровова поставља се пролаз димњака.
Инсталација се врши у складу са постојећим пожарним прописима и СНиП-ом.
Правила за спољашње и унутрашње уређење цеви
Како и чиме изоловати поцинковани димњак
Ако самостално изолујете цев за димњак од поцинкованог челика од кондензата, можете смањити трошкове конструкције за 1,5-2 пута. Да бисте завршили посао, биће вам потребно следеће:
- Топлотна изолација - користи се минерална незапаљива изолација са малим степеном апсорпције влаге. Дебљина материјала није мања од 5 мм.
- Заштитни слој - врх минералне изолације је прекривен фолијским материјалом. Слојеви су фиксирани жицом за плетење или стезаљкама.
Припремна фаза
Прво се на лиму стављају ознаке, дуж којих ће се пресећи полупроизвод. Другим речима, неопходни део је исечен из одређеног лима, од којег ће се формирати контура будуће цеви. Поступак обележавања изводи се на следећи начин: лист се поставља на радни сто и од горње ивице мери се сегмент једнак дужини цеви. Овде се ознака врши маркером.
Затим се помоћу квадрата повлачи линија дуж ове ознаке окомито на бочну ивицу. Сада дуж ове линије обима цеви, исто се ради дуж горње ивице. Истовремено се додаје око 1,5 цм дуж обе ивице да би се формирале ивице за спајање. Горња и доња ознака су повезане и радни предмет је исечен.
Како направити тело цеви од калаја
Сврха ове фазе је формирање профила цеви. Повучена је линија дуж дужине обратка на дну и врху дуж које ће набори бити савијени. У овом случају се на једној страни мери 5 мм, а на другој 10 мм. Набори морају бити савијени под углом од 90 0. Да би се то учинило, радни предмет је положен на челични угао, поравнавајући линију преклопа са ивицом угла. Ударивши ивицу чекићем, савијте је на окомиту страну угла.
Препоручује се савијање производа постепено, пролазећи чекићем дуж целе дужине. У овом случају можете почети савијати клештима.
Сада, на преклопу, чија је величина 10 мм, направљен је још један преклоп како би се формирала врста слова Г. У процесу пресавијања преклопа, морате осигурати да горњи преклоп буде паралелан са радним предметом, и његова дужина је 5 милиметара. Стога, када цртате линију преклопа набора, на једној страни измерите 0,5 цм једном, а на другој страни - два пута по 0,5 цм.
По завршетку формирања набора, можете прећи на формирање тела цеви. За то се празни лист ставља на елемент за калибрацију и тапка млатом или другим одговарајућим алатом како би се добио профил одређеног облика. Обрадак прво узима облик слова У, а затим постаје округли. У овом случају, набори морају бити спојени заједно.
Како направити поцинковану цев сопственим рукама: упутства корак по корак, прорачун према шеми и цртежу
Добар дан, драги гости!
Први поцинковани лим откотрљао се са производне траке једне од британских фабрика давне 1867. године. Истина, у то време је метал био покривен искључиво златом и сребром. Али пре Првог светског рата, производња делова са заштитним слојем цинка пуштена је у ток и од тада су невероватно популарни.
То није изненађујуће - цинк продужава живот гвожђа 20-30 пута. Производи од поцинкованог челика су издржљиви, не предају се рђи и понашају се у свакодневном животу не горе од нерђајућег челика, иако су много јефтинији.
У данашњем чланку предлажем да обратим више пажње на овај скромни материјал и кажем вам како направити поцинковану цев својим рукама.
Предности и недостаци такве цеви
Поцинковање је првенствено челик, материјал који има многе непорециве предности.
Ови укључују:
- Снага;
- Способност да издржи високе температуре;
- Одлична топлотна проводљивост;
- Ниска цена у поређењу са другим материјалима.
Али без заштитне превлаке, црни метал је подложан корозији, брзо рђа и постаје неупотребљив. Цинкање је успешно решило овај проблем. И, упркос чињеници да су поцинковане и челичне цеви истог облика, поцинковани производ има низ предности.
Додатне предности поцинкованог производа:
- Отпорност на корозију, способност издржавања негативних утицаја околине;
- Продужени радни век;
- Повећана снага;
- Широк опсег радне температуре;
- Велика отпорност на механичко напрезање;
- Поцинкована цев издржава висок унутрашњи и спољни притисак;
- Једноставност и једноставност уградње;
- Велика отпорност на ватру;
- Цинк убија све патогене микроорганизме;
- Галванизација практично није инфериорна у квалитету од нисколегираног нерђајућег челика, али кошта ред величине јефтиније.
Али, као и свако инжењерско решење, цевоводи од поцинкованог гвожђа нису идеални.
Мане производа:
- Није баш атрактиван дизајн;
- Скупо у поређењу са конвенционалним челиком;
- Цинк компликује поступак заваривања;
- За разлику од пластике, у присуству избочина на зидовима готово је немогуће осигурати глатки прелаз у структури од поцинкованих цеви.
Урадите то сами или наручите
Шта је боље, купите поцинковани лим потребне дебљине и сами савијте цев или идите у продавницу и купите готов производ?
Савети за избор
Као и обично, кренимо са ценом. Готова цев пречника 100 мм и дужине 3 метра коштаће нас око 500 рубаља. Трошкови материјала у овом случају су 150 рубаља, остало су трошкови рада и маржа продавца.
А ако планирате да организујете читав дренажни систем? И сами видите да ћете готове производе морати да преплатите 2,5-3 пута. Самосталне цеви значајно ће олакшати финансијски терет.
Поред тога, фабрички производи имају строго дефинисане димензије, а понекад је тешко пронаћи праву за свој систем. А дебљина готове цеви обично не прелази 1 мм.
Неопходно је запамтити да било који фабрички производ, за разлику од домаћег, пролази строгу контролу квалитета, има савршено округлу површину и тачност завара.
Да ли ће домаћи мајстор успети да осигура да су сви ови услови испуњени, далеко је од чињенице.
Који материјал одабрати
Ако је одлучено да сами направите део, требало би да започнете одабиром материјала, у нашем случају, поцинкованог лима потребне дебљине.
Карактеристике материјала
Фабрички поцинковани челични лим мора бити у складу са ГОСТ 14918-80. Главне карактеристике на које треба обратити пажњу приликом избора:
Најчешће дебљине поцинковања су од 0,35 до 3 мм. Што је тањи лист, лакша је обрада, што је важно за израду производа код куће. Али не заборавите - мање дебљине - мање чврстоће.
- Дебљина премаза цинком
Постоје 3 класе материјала, у складу са дебљином слоја цинка. Да резимирамо податке у табелу ради погодности.
| Класа челика према дебљини слоја цинка | Маса заштитног слоја доступног на обе стране (г) | Дебљина слоја (μм) |
| П (повећано) | 570 — 855 | 40-60 |
| Ја | 258-570 | 18-40 |
| ИИ | 142.5-258 | 10-18 |
ГОСТ дозвољава нека одступања у дебљини и присуство неких недостатака
Означавање:
- НР - нормална разлика у дебљини;
- УР - смањена варијација дебљине.
Опције изгледа листова:
- КР - са узорцима кристализације (неке пукотине и затамњење);
- МТ - без образаца.
Важна карактеристика за производњу цеви је способност металног лима да вуче:
- Х - нормална капуљача;
- Г - дубоко цртање;
- ВГ - врло дубок цртеж.
Ознаке челика ВГ имају највећу дуктилност, Х - одговарајуће најнижу.
Шта треба да радиш
Након куповине листа са потребним карактеристикама, требали бисте се опскрбити потребним инвентаром.
Потребни алати:
- Маказе за метал. Изаберите погодан алат за сечење широког лима;
- Ручни чекић (ака малтер) са гуменим или дрвеним врхом. Чекић треба да буде чврст, тежак, али без оштрих ивица;
- Челична гредица за обликовање тела цеви („пиштољ“). Његова дужина је најмање 1 метар, пречник зависи од потребног пречника готовог производа;
- Лењир;
- Алат за означавање галванизације (оштра метална шипка);
- Занатски сто. На углу стола са радним столом треба да буде метални угао, дугачак најмање 1 м. Користиће се за савијање ивица цеви, тако да мора бити врло сигурно фиксиран;
- Клешта.
Прорачун величине
Стандардни поцинковани лим је или 1000 × 2000 мм или 1250 × 2500 мм, мада се могу наћи и други резови.
Ширина обратка израчунава се по формули:
Л (обим, то је ширина обратка) = 2 * 3,14 * Р (Р је потребан полупречник цеви, мм).
Дакле, за производњу цеви пречника 100 мм, радни предмет ширине
2 × 3,14 × 50 мм = 314 мм.
Добивеној завршној дужини додајте завој од 15 мм и добијете потребну величину за сечење -300 мм.
Важна тачка - ширина обратка - вредност није константна. С једне стране, то је 330 мм, са друге 340 (за цев пречника 100 мм). То се ради ради погодности накнадне уградње цеви једни с другима или са другим елементима система.
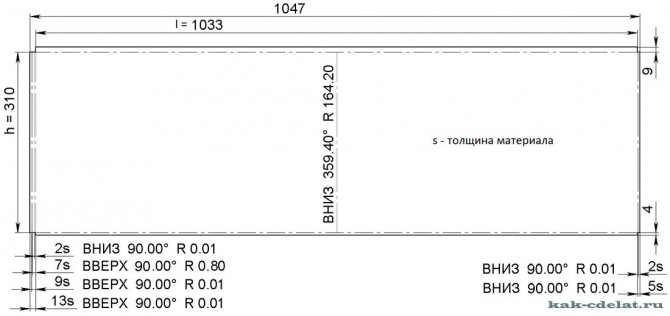
Цртеж и дијаграм
Шипак. 1. Узорак лима за цев пречника 100 мм.
Шема формирања набора је следећа:
Шипак. 2
Исецање радног предмета
Након израчунавања потребних димензија, слепа плоча будућег производа се исече. За ово:
- Лист калаја положен је на водоравну површину, обележавање се наноси равним линијама, строго према величини полупроизвода.
За цев пречника 100 мм, дуж једне ивице лима, сегменти од 340 и 330 мм се мере један за другим (види слику 1). Исти сегменти, али у супротном низу, обележени су на супротној страни. Све окомите линије треба нацртати помоћу квадрата.
Не заборавите да додате 15-20 мм на ширину производа за преклоп!
- Лим се према цртежу исече на правоугаонике.
Формирање профила
Добијене правоугаоне празнине морају се "претворити" у цев. Да бисмо то урадили, формираћемо њен профил.
Фазе формирања профила:
- Две линије су повучене дуж целе дужине обратка, са увлаком од 5 мм од једне и 10 мм од друге ивице. Ове линије су границе набора.
У нашем случају, шав или брава за шав означавају врсту споја ивица цеви;
- Савијте ивице дуж обележене линије, строго под углом од 900. За то користите метални угао, поравнавајући линију преклопа са ивицом угла. Почињемо са клештима, настављамо маљем;
- Пролазимо чекићем дуж целе дужине, постепено формирајући будући шав;
- На набору ширине 10 мм правимо још један преклоп у облику слова Г. Ширина горње шипке је 5 мм, локација је строго паралелна са радним предметом;
- Након формирања набора, пређите на тело цеви. Стављамо празно на топ и чекићем дајемо листу округли облик.
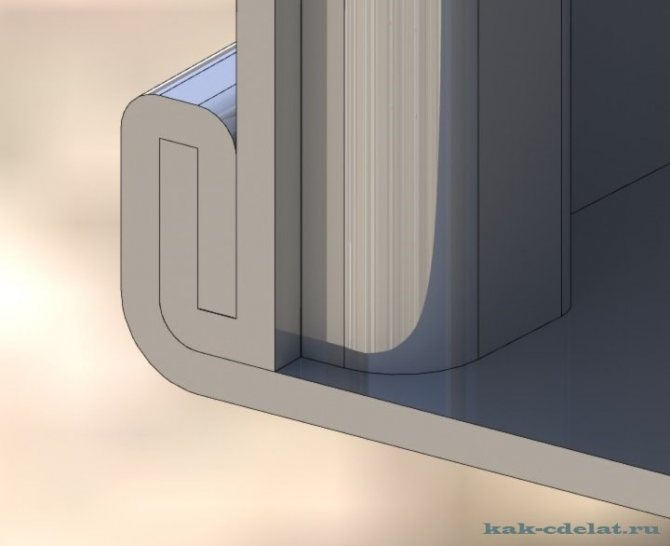
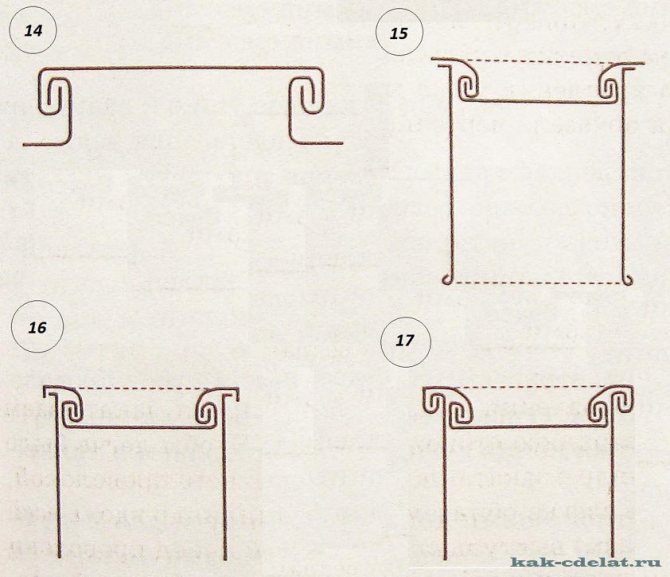
Обрада шава у основи
Завршна фаза је обрада (прешање) кундака.Да бисте то урадили, савијте горњи део набора у облику слова Л према доле, омотајући око њега супротну ивицу. Резултат је преклоп од неколико слојева метала, који целом дужином мора бити притиснут на цев.
У фабрици се додатна чврстоћа даје шаву посебним металним заковицама.
За ручно израђене предмете није потребна додатна обрада.
прављење
Погледајте корисне сродне видео записе.
Израда цеви:
Урезивање цеви у равни:
Стручни савети
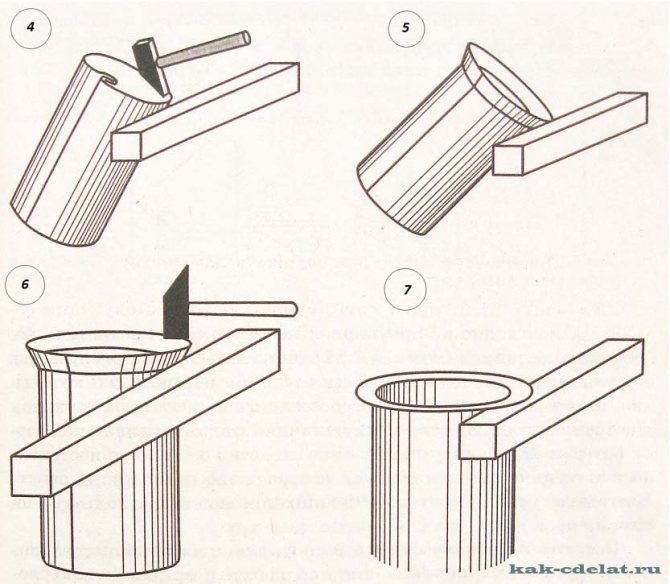
За погодност повезивања готове цеви са другим елементима система, потребно је направити утичницу на крају производа.
Како направити утичницу на поцинкованој металној цеви
Звоно је технолошко проширење дизајнирано за удобност међусобног монтирања комуникационих елемената и уметања у равни. Утичница на готовој цеви израђена је дуж широке ивице, спаљивањем ивице до дубине од 15-20 мм. У фабрици се за спаљивање користи специјални алат - конус за распламсавање.
Код куће можете сами проширити ивицу цеви помоћу клешта. У идеалном случају - инсталирајте посебне прстенове на крајеве радног предмета - укрућења.
Слика 3. Образац распламсавања:
Карактеристике рада са лимом
Поцинковани лим је јефтин и поуздан материјал. Његова главна карактеристика је мала дебљина (најчешће се код куће користи лист дебљине од 0,3 до 1 мм) и пластичност. Захваљујући својој мекоћи погодно је радити са поцинковањем и чак ни почетнику лимару неће бити тешко да самостално направи жељени производ.
Истовремено, упркос мекоћи челика, добијени шав шава је врло поуздан и способан је да издржи значајна механичка напрезања.
Закључак
Опсег примене поцинкованих цеви је широк. Користе се за дренажу, димњак, вентилационе системе, тако да способност самосталне израде делова дефинитивно неће бити сувишна.
Лично сматрам да је било која вештина коју научите увек корисна. Због тога вас чекам у нашој групи и заједницама. Лекције, видео снимци са обуке, савети стручњака - све је ту. Придружи нам се!
(2 5,00 од 5) Учитавање ...
Извор: хттпс://всеотрубе.ру/материали/металлицхеские/как-сделат-трубу-из-отсинковки
Обрада споја шава
Завршна фаза укључује обраду задњег шава, односно његово пресовање. Да бисте то урадили, горњи део набора у облику слова Л је преклопљен, обмотавајући ивицу другог преклопа. Резултат би требао бити нека врста сендвича окомитог на цев. Да бисте добили челни завар, потребно је да притиснете сендвич на производ.
За већу поузданост, шав је ојачан заковицама. Међутим, уради сам цеви од лима кориштењем ове методе спајања не требају додатно ојачање.
Како направити поцинковану цев својим рукама?
Можете слободно купити поцинковане цеви, али трошкови таквих производа су прилично високи, тако да је жеља да направите поцинковану цев сопственим рукама диктирају, пре свега, економичност.
Истовремено, производња поцинкованих цеви не захтева употребу посебних напора, посебне скупе арматуре и алата и неку врсту професионалног знања, па се сваки домаћи мајстор може носити са овим, у чијем се арсеналу налази сет стандардне столарије алата.
Процес монтаже оквира
Након припреме свих делова за чамац, прелазимо на директан поступак састављања чамца од поцинкованог челика и дасака властитим рукама. Да бисте то урадили, потребно је да урадите следеће:
Препоручена литература: Предности и недостаци гумених чамаца са тврдим дном испод мотора
- У прамцу је потребно комбиновати две странице и троугласту празнину за лук. Ексери или вијци за самопрезивање могу се користити као елементи за повезивање.Ако блок вири изнад бочних страна, мора се пресећи у један ниво.
- Следећи корак је инсталирање привременог одстојника. Овом процесу се мора приступити пажљиво. Тако да приликом савијања странице не пуцају, одстојник је постављен под не превеликим углом.
- Након уградње одстојника, потребно је додатно савити странице. Уже или пар помагача ће обавити посао.
- Заменимо задњи део, подесимо, уклонимо потребну фазу. Морате се добро уклопити како не бисте оставили празнине. Све би требало добро да стане.
- По завршетку уградње чекићемо бочне странице и испразнимо све избочине.
- Након што се странице саставе, постављамо трајне подупираче док уклањамо привремене. Колико детаља треба подесити зависи од жеље власника.
Пре причвршћивања дрвених делова ексерима или саморезним вијцима, вреди претходно бушити рупе бушилицом. Ова метода спречава пуцање плоча.
Завршна фаза у монтажи дрвене конструкције биће ускочивање на доњим деловима страница, одстојника и премазивање заштитног антисептичког слоја.
Карактеристике поцинкованих цеви
Поцинковане металне цеви користе се за опремање димњака, популарне су због своје мале тежине и, сходно томе, једноставности уградње. Поцинковани димњаци не захтевају изградњу темеља, а то значајно смањује трошкове опреме за димњаке.

Такве цеви испуњавају стандарде заштите од пожара, издржавају температуре до 900 °, па се чак могу користити и за одвођење дима из котлова за грејање на чврсто гориво и пећи.
Такође, поцинковане цеви у кућној градњи користе се за опремање олука. Такве цеви су већ прилично приступачне у погледу трошкова, али истовремено поступак може бити још јефтинији коришћењем ручно израђених производа.
Могу ли се поцинковане цеви користити за димњак
Поцинковани димњаци се користе под одређеним условима.
Када се цинк загреје на 419 °, он почиње да ослобађа супстанце штетне за људе. Због тога је препоручљиво уградити завоје од овог материјала у димоводне системе, где температура не прелази 350 ° Ц.

Према правилима Министарства за ванредне ситуације из 2009. године, употреба металних средстава за уклањање дима за пећи на угаљ је забрањена.
Поред тога, поцинковани излаз са једним зидом изгореће након једне или две сезоне. У пракси се користи као спољно кућиште у двостраним конструкцијама са изолацијом.
Шта вам је потребно за израду поцинковане цеви
Код куће, да бисте направили поцинковану цев, потребан вам је лим од лима; материјал због своје мекоће и дуктилности не захтева посебне напоре.
Лим се индустријски израђује од танког лима дебљине од 0,1 до 0,7 мм на машинама за ваљање, након чега се прекривају антикорозивним заштитним слојем хрома, калаја или цинка. На крају, обрадци се секу на стандардне величине, ширине од 512 мм до 2000 мм.

Снага таквих производа ни на који начин није инфериорна од челичних колега, поготово ако материјал има додатне укрути, али истовремено је врло пластичан и омогућава вам ручно монтирање цевовода сложеног облика. Премаз против корозије штити цев од спољашњег окружења.
Проблем таквих цеви је недовољна чврстоћа на савијање, па се за производњу отворених делова у структуру уводе укрућивачи ради ојачања производа.
- у продавницама је представљен широк спектар таквих цеви различитих величина: једнокружни;
- двоструки круг (направљен у облику сендвича и састоји се од унутрашње и спољне цеви);
- валовита, коју карактерише повећана флексибилност.
Белешка! Код куће је технички могуће направити само једнокружну цев.
Приликом избора дебљине лима треба узети у обзир сврху цеви. На пример, поцинкована цев за уклањање димних гасова из пећи и камина на чврсто гориво мора имати повећану отпорност на високе температуре, а истовремено и висока антикорозивна својства.
Важно је! Што је температура радног медија виша, зидови цеви морају бити дебљи.
Алати
За рад су потребни посебни алати за савијање, правилно измерите угао савијања и исеците цев на жељену дужину.
Врсте издувних цеви од поцинкованог гвожђа
Потрошачу се нуде поцинковане цеви са једним и двозидом. Ради лакше инсталације, произвођачи производе све потребне компоненте: чајнике, инспекцијске канале и замке за кондензат. Подржан је стандардни опсег пречника. Биће прилично проблематично наручити цев или адаптере нестандардних величина у фабрици.
Да бисте одабрали потребан материјал за систем за одвођење дима, мораћете да узмете у обзир техничке карактеристике, отпорност материјала на сагоревање и ефекте киселог окружења, као и главне могућности рада.
Поцинковане сендвич цеви за димњак
Двокружно изоловане цеви за димњак од поцинкованог лима доступне су у две модификације:
- Сендвич цеви - структура у којој су унутрашњи и спољни слојеви направљени од поцинкованог метала. Дизајн смањује производњу кондензата, али није у стању да издржи значајну топлоту. Деформација се јавља када се унутрашњи слој загреје на 500 ° Ц.
- Модуларни димњаци од нерђајућег челика отпорног на киселине са спољном изолацијом и поцинкованом шкољком. Такав уређај значајно смањује трошкове структуре и повећава животни век готово два пута.
Унутрашњи слој цеви треба направити од метала дебљине 1 мм, за спољни слој довољно је 0,5 мм.
Поцинковани једнозидни димњаци
Поцинковани димњак брзо сагорева у следећим случајевима:
- Нема изолације.
- Погрешно изабрана дебљина цеви.
- Непридржавање или поремећај производног процеса. Поцинковање је направљено од угљеничног челика, према ГОСТ 14918-80.
Ако су сви ови услови испуњени, једнослојна поцинкована цев може радити и до 10 година.
Упутства за производњу поцинкованих цеви
Пре свега, потребно је да обележите гвоздени лист, наносећи преклопне линије на једној страни величине 5 мм, на другој два пута по 5 мм, преклоп на једној страни треба да буде шири од друге како би се формирао јак шав у будућности. Савијте лист под углом од 90 ° са обе стране помоћу угла и клешта.

Важно је! Савијте облик постепено, померајући се са једне ивице на другу дуж линије преклопа.
Затим, окрећући радни предмет, формирају се набори, угао се подешава на 135-140 °, тапкајући ивице лима чекићем или чекићем меким ударцем, како не би оштетили материјал производа. Након формирања набора, можете прећи на формирање саме цеви.
Причврстите обрадак на шаблон за димензионисање да бисте га обликовали и тапкајте поново док се набори не сједине.
Широка ивица је поново савијена паралелно са равнином производа под углом од 90 °.
Последња фаза је спајање крајева равним шавом помоћу чекића.
Поравнајте наборе, савијте хоризонтални део другог преклопа, омотајући први преклоп са њом, а затим савијте овај шав, чврсто га притискајући на равнину цеви.
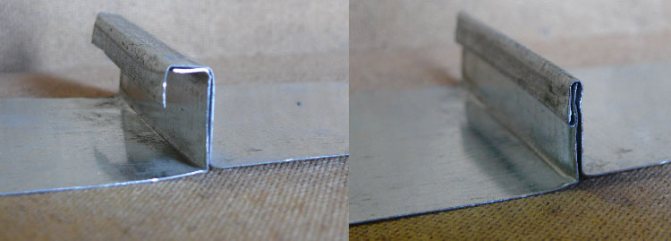
Спој можете додатно ојачати металним заковицама помоћу апарата за заваривање, иако најчешће поцинковане цеви повезане равним шавом не требају додатно ојачање.










