Svetsning av värmerör är den huvudsakliga metoden för montering av hushålls- och industriell kommunikation. Anslutningar av denna typ kräver inget underhåll, som limmade eller gängade fogar, men de utsätts för konstant termisk och mekanisk belastning. Baserat på detta måste du noga välja verktyg, material och noggrant följa svetstekniken. Brott mot reglerna för sammanfogning av metall leder till att sprickor uppstår och korrosion utvecklas. Om du planerar att göra denna procedur själv bör du ta reda på vilka metoder som används för att svetsa uppvärmning, samt professionella tekniker för att uppnå ett högkvalitativt och hållbart resultat.
Uppsättning av verktyg och utrustning

Förbered verktyg och skyddskläder för svetsning
Svetsning av värmerör med elektrisk svetsning börjar med det förberedande steget:
- Förberedelse av mästaren. Det är nödvändigt att utrusta arbetsplatsen ordentligt, se till att säkerhetsåtgärder följs, läs vid behov igenom instruktionerna för hantering av utrustning och material. För att svetsa rör med elektrisk svetsning krävs skyddsanordningar. Dessa inkluderar en speciell brandsäker kostym (byxor, jacka, hatt med livrem), mask, skor och leggings. Du måste ta hand om god ventilation.
- Beredning av verktyg och material. Uppmärksamhet bör ägnas åt alla detaljer, eftersom arbetets bekvämlighet och slutresultatets kvalitet beror på det.
För att svetsa uppvärmningen behöver du följande verktyg och enheter:
- svetsmaskin med reservhållare;
- kvarn med skär- och slipskivor;
- metallborste;
- sandpapper av olika kornstorlekar;
- en hammare;
- lager av elektroder;
- vice;
- klämmor;
- stål- eller asbestcementplåtar för att skydda väggar från metallfall och sot;
- en presenning för att täcka golvet.
Innan du svetsar rör med elektrisk svetsning är det nödvändigt att kontrollera att kablar, uttag och maskiner i skärmen överensstämmer med indikatorerna för den förberedda apparaten. De måste vara tillräckligt kraftfulla för att motstå de tunga belastningar som även hushållsutrustning påför.



Arbetssekvens vid byte av radiatorer
Installation av värmebatterier med gassvetsning måste utföras av en kvalificerad svetsare med lämplig utbildning och erfarenhet av många års arbete. En förutsättning är också användningen av högkvalitativ utrustning som gör det möjligt att göra en svetsad söm med den nödvändiga pålitligheten och styrkan och uppfyller säkerhetskraven.
Notera! Om det är tänkt att använda gassvetsning för att byta ut batterier i en lägenhet, är det absolut nödvändigt att få nödvändiga tillstånd för detta innan du börjar arbeta. Med tanke på det nuvarande förbudet mot svetsning i hyreshus, utan lämpliga godkännanden, istället för värme och komfort, kan du få imponerande böter från nya radiatorer.
Allt du behöver för att arbeta
- Töm kylvätskan från systemet. Om detta inte görs på föreskrivet sätt, kommer avloppet att ske under demonteringen av den gamla kylaren direkt i rummet där arbetet utförs. I ett privat hus är det som regel ganska enkelt att ta bort vatten från värmesystemet med en särskild kran.
- Demontering av gamla batterier. Åtgärderna är ganska enkla - rören skärs med en konventionell kvarn. Detta bör göras så noggrant som möjligt så att installationen av nya värmeenheter inte orsakar svårigheter och går snabbt.
- Packar ett nytt batteri. Du kan göra det själv. Endast ett fåtal material krävs - investeringspasta, en skiftnyckel, lin, en uppsättning rörmuttrar i systemet. Muttrar, förseglade med lin och belagda med pasta, skruvas på rör som sticker ut från kylaren. Sedan installeras en amerikansk (kulventil med en gummiskrapa) och en Mayevsky-kran från sidan av anslutningen till systemets rör.
- Installera ett nytt batteri. Som regel installeras den istället för den gamla. Anslutningen görs genom att skruva in ventilen i röret, sedan ansluta till den amerikanska och montera värmesystemet som ska svetsas på stigaren. Därefter följer svetsprocessen och en bygel och en kran installeras på den. Lintelen skapar ytterligare vattencirkulation och kranen kan monteras på den om så önskas.
- högsta möjliga värmeöverföring;
- motstånd mot tryckfall
- imponerande arbetsliv
- teknisk anpassning till driftsförhållandena;
- skadesäkerhet, som tillhandahålls av de utjämnade hörnen på kylargrillen och den optimala temperaturbarriären;
- graciöst utseende.
Vi använder en rörbockare
Kvalificerade specialister
Förbrukningsmaterial av hög kvalitet
Byta ut värmeelementet från 5000r.
Byte av 5 eller fler skull - 5000 ₽ / st *
Byta ut 4 radiatorer - 5500 ₽ / stycke * Byta ut 3 radiatorer - 5800 ₽ / stycke * Byta ut 2 radiatorer - 6000 ₽ / stycke *
Byta ut den första kylaren - 6300 ₽ / st *
* Full konstruktion;
- Arbete (demontering - installation)
- Förbrukningsmaterial (rör, Unipak-pasta och sanitetslinne)
* Garanterat mot läckage - 5 år
* Fast pris (ändras inte efter arbetets slut)
* Vi beräknar arbetskostnaden på 10 minuter med hjälp av ett foto
Billigt betyder inte hög kvalitet - Klicka!
Den slutliga installationskostnaden beräknas individuellt, enligt ett foto eller efter befälhavarens avresa till objektet, och beror också på komplexiteten i det utförda arbetet!
Svetsning av ledningar för en radiator med installation av kranar från 4000r.
För att demontera gamla värmeenheter är det nödvändigt att tömma kylvätskan från värmesystemet. Det enklaste sättet att utföra denna procedur är i ett privat hus med en kran, vars närvaro tillhandahålls vid utvecklingen av ett autonomt värmesystem. I en hyreshus måste du ringa en representant för serviceorganisationen eller förvaltningsbolaget.
Demontering av den gamla uppvärmningsanordningen med hjälp av en kvarn, som är tillgänglig för alla som älskar att göra-det-själv-reparationsarbete. I det här fallet arbetar befälhavaren utan skyddsutrustning - det går inte att göra
Efter att ha tömt kylvätskan börjar de demontera batterierna som har tjänat deras liv. En vanlig kvarn används för att skära rör. Skäret måste vara snyggt och rakt så att installationen av nya värmeenheter kan utföras utan onödiga svårigheter.
Sedan är det nya batteriet packat, och denna procedur kan utföras av lägenhetsägaren själv. I det här fallet är det nödvändigt att fylla på vissa material: investeringspasta, lin, en uppsättning muttrar för rör, en skiftnyckel. Muttrarna förseglas med lin, beläggs med pasta och skruvas sedan på rören som sticker ut från kylaren. Därefter installeras en kulventil med en gummiskrapa, kallad en amerikansk, från sidan av fästet med rören i värmesystemet, liksom en Mayevsky-kran.
Montering av en ny bimetallisk värmeradiator från separata sektioner med hjälp av nipplar med tätning
Därefter börjar de installera ett nytt batteri och installera det istället för den gamla kylaren. De börjar svetsa skrapan som skruvas fast i batteriet till värmesystemet. För bättre cirkulation av kylvätskan mellan rören (lämplig för batteriet och utgående från det) är ett bygelrör svetsat.
En riktig mästare i sitt hantverk kommer att installera ett nytt batteri så här noggrant. Ägarna behöver bara måla de utbytta rörsektionerna, varefter ingen ens gissar om installationsarbetet
Som du kan se är processen att byta ut värmeenheter en seriös och mycket ansvarsfull affär. För att utföra arbetet är det därför värt att kontakta bostadskontoret skriftligen.Ägaren av lägenheten skriver ett begäran om att han beskriver problemet och behovet av att stänga av värmesystemet i en hyreshus.
Anställda på bostadskontoret kommer att överväga ansökan, ge tillstånd och komma överens med den sökande på dagen för installationsarbetet. Därefter måste du vänta på rörmokaren som skickas av bostadskontoret till den adress som anges i ansökan. Rörmokaren stänger av värmesystemet och utför allt nödvändigt arbete. Efter avslutad procedur för byte av kylare kommer specialisten nödvändigtvis att testa systemet i ett testläge för att säkerställa kvaliteten på den tjänst som tillhandahålls sökanden.
I vissa bostadskontor kan de kräva dokument där du kan ta reda på de installerade värmeelementens tekniska egenskaper. Sådana dokument kan innehålla ett tekniskt pass samt en beskrivning av rör och batterier.
Idag arbetar vårt företag med bimetallradiatorer som presenteras av de mest framgångsrika innovationerna på marknaden för värmeutrustning. Det är dessa produkter som med rätta anses vara ledarna för moderna värmesystem, som kan ge ett optimalt mikroklimat med hög effektivitet under många år. De viktigaste prioriteringarna för bimetallradiatorer:
Läs mer: Inbyggda diskmaskiner Electrolux 45 cm: vilken är bättre att välja
Alla radiatorer av denna typ tillverkas under automatiserade kvalitetskontrollförhållanden, så att användaren har till sitt förfogande pålitliga, testade värmemoduler.
Låt oss försöka lista ut hur de skiljer sig från varandra, vilka är deras för- och nackdelar. Med denna information kommer du att kunna välja en kylare som uppfyller dina behov och är lämplig för användning under specifika förhållanden.
Plaströrsvetsningsteknik

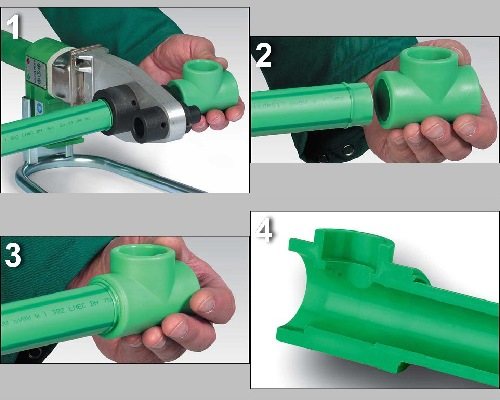
En speciell apparat används för svetsning av polypropenrör
Polypropylen ersätter gradvis stål, eftersom det har ett antal positiva egenskaper till en relativt låg kostnad. Plaströr är konstruerade för högt tryck, lätta, släta innerväggar och utmärkt utseende. Men rörledningen kommer att utföra sina funktioner effektivt om alla fogar är starka och täta. Man bör komma ihåg att när varmt vatten passerar med en temperatur över 110 grader blir polymeren mjuk och börjar öka i storlek. Därför används endast produkter förstärkta med glasfiber eller aluminiumfolie för installation av värme.
Ett speciellt lödkolv används för att sammanfoga länkarna. Enheten är dubbelsidig, på ena sidan finns det munstycken för utsidan och på den andra - för intern uppvärmning av de sammanfogade delarna.
För att ansluta dem används följande beslag:
- kopplingar;
- adaptrar;
- hörn;
- utslagsplatser;
- går över;
- gängade flänsar för anslutning till värmebatteriet.
Vid lödning av polypropenkommunikation används principen om diffusion under påverkan av värme. Kanterna på intilliggande länkar smälter, ämnet blandas och bildar en monolitisk förening.
Under svetsprocessen förvandlas fogen till en monolitisk fog
Processen med svetsning av polymerdelar utförs enligt följande metod:
- Rita upp ett rörschema för värmesystemet.
- Sågar arbetsstycken av en viss längd. Korrigering görs för mängden nedsänkning av rör i rörens hål och dimensionerna på själva kopplingen.
- Värm upp lödkolven tills den gröna indikatorn tänds. Detta är ett bevis på att montering kan börja.
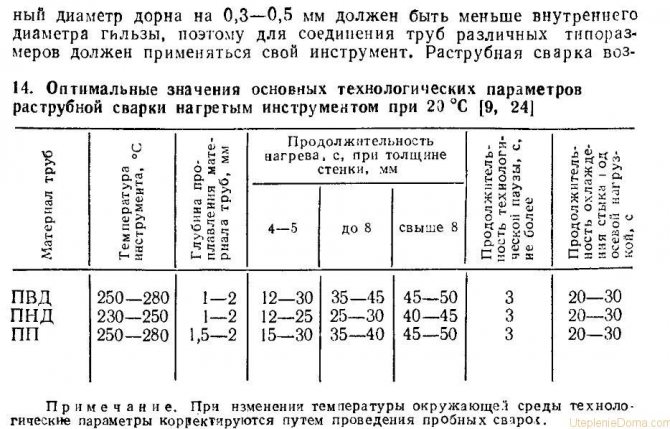
- Fästning av delar till enheten på grenrören med motsvarande diameter. De måste värmas i enlighet med indikationerna på bordet som utrustningen är färdig med.
- Rör- och anslutningsanslutning. Detta görs strikt i en riktning tills den inre delen vilar mot låsfliken i beslaget. Du kan inte rotera produkterna, flytta dem fram och tillbaka. Korrigering av fogvinkeln är tillåten.
- Kyl. Det är nödvändigt att hålla fogen i statisk position så länge som föreskrivs i anvisningarna för enheten. Först då kan monteringen fortsätta.
Till skillnad från metallrör, behöver polymerrör stöd för vertikala och horisontella pärlor. Var 100-150 cm fästs de på väggarna med distansklämmor av plast. Efter montering behöver polypropenkommunikation inte ytterligare efterbehandling och efterföljande underhåll.


Vad som behövs för svetsning
För att slutföra svetsprocessen behöver du specialutrustning och några färdigheter:
- För svetsning används maskiner med följande konstruktion:
- med elektroder för anslutning av metallrör;
- en apparat som liknar ett lödkolv för sammanfogning av plastdelar.
- Krav på yrkeskunskaper:
- elektrisk svetsning av metallrör kräver erfarenhet av ganska komplex svetsutrustning;
- även en icke-professionell kan utföra processen att ansluta polypropenrör genom elektrofusion på ett kvalitetssätt.
Metallrörsvetsningsteknik

Gassvetsningsteknik används för kopparrör
För att anslutningen ska vara stark och tät är det nödvändigt att förbereda systemdelarna innan installation. Det är nödvändigt att kontrollera kanternas jämnhet, fasa och slipa metallen på ett avstånd av 10 mm från skäret. Därefter måste du behandla de rengjorda platserna med ett lösningsmedel för att avfetta dem.
För att svetsa rör för olika ändamål används elektroder med följande beläggningskomposition:
- rutilsyra (RA) - för installation av kall- och varmvattenförsörjning i den offentliga sektorn;
- rutil (RR) - för montering av värmesystem som arbetar under högt tryck;
- rutil-cellulosa (RC) - används i strukturer som kräver hög tillförlitlighet hos lederna;
- universal (B) - för montering av alla typer av rörledningar i bostadssektorn och i produktion.

Kallsvetsning kan användas för att tillfälligt förena rör
Du kan laga metallrör med följande tekniker:
- Elektrisk svetsning. Det utförs manuellt eller med en maskin. Funktionsprincipen baseras på skapandet av en elektronisk båge som inträffar under en kortslutning. Denna process åtföljs av frisättning av en stor mängd värme, vilket får metallen att smälta. Förbruknings- eller icke-förbrukningselektroder används för att skapa en söm.
- Gassvetsning. Rörfogarna smälter under påverkan av den brinnande gasen, samtidigt som en metall läggs på den, som fungerar som en koppling. En monolitisk fog bildas som har en homogen struktur med intilliggande delar.
- Kallsvetsning. Denna metod används när du installerar lågtrycksrörledningar eller reparerar dem på svåråtkomliga platser. Kärnan i metoden består i att linda ett bandage impregnerat med ett snabbhärdande lim runt knackningen.
Valet av alternativet är korrekt om det motsvarar systemets egenskaper och kylvätskans egenskaper.
PVC rör
| PVC-rör 160х3,6х1,000m | PC | 264,37 |
| PVC-rör 160х3.6х2.000m | PC | 503,75 |
| PVC-rör 160х3,6х3,000m | PC | 775,41 |
| PVC-rör 50х3,2х0,500m | PC | 42,30 |
| PVC-rör 50х3,2х1000m | PC | 70,68 |
| PVC-rör 50х3.2х2.000m | wt | 131,85 |
| PVC-rör 110х2,7х1000m | PC | 104,87 |
| PVC-rör 110х2,7,000m | PC | 195,12 |
| PVC-rör 110х2,7,000m | PC | 298,25 |
Beräkning av uppvärmningskostnaden
Kostnad för reparation av värmesystem
Kostnad för installation av vattenförsörjning
Tekniska system: värmevattenförsörjning:
- Svetsrör Framgången för en sådan komplex anslutning beror till stor del på rätt val av rörsvetsmetod, som väljs för en viss typ av metall. I allmänhet erkänns bågsvetsning som det bästa alternativet för anslutning av rör. Men detta kan bara göras av en svetsare som har minst ett minimum ...
- Svetsning av stålrör Svetsning av stålrör är fortfarande det mest populära - både i produktion och i vardagen. Svetsarens kvalifikationer spelar här en viktig roll. När det gäller svetsutrustning används elektriska svets-, gassvets- och halvautomatiska enheter. Innan svetsningen påbörjas utförs en preliminär grundlig rengöring av kanterna från kontaminering ...
- Svetsning av vertikala rör I vissa fall kan svetsning vara mycket svår. Så till exempel är det svårt att laga rör som är i upprätt läge. Sådan svetsning kan likställas med svetsning av horisontella rör, men du måste ständigt ändra lutningsvinkeln för elektroden relativt röret och rotera den runt omkretsen ...
- Svetsning av galvaniserade rör Den speciella svetstekniken för galvaniserade rör gör att de kan sammanfogas utan att skada zinkbeläggningen. Ett flöde appliceras på dockningsplatsen, vilket ger skydd mot utbrändhet i beläggningen. Under flödeskiktet blir zink först viskös vätska på grund av värme, sedan smälter det men brinner inte ut och ...
- Svetsning av formade rör Den huvudsakliga metoden för svetsning av formade rör är den vanliga ändfogen. Det utförs med båg- eller gasmetoden, men på grund av dess enkelhet och högkvalitativa söm är den första av dem vanligare. Emellertid kräver elektrisk svetsning av ett format rör åtminstone lite erfarenhet av svetsaren. Mycket beror på ...
- Svetsning av gasrör Verklig professionalism kräver svetsning av gasrör, vilket är ganska farligt. Du måste arbeta snabbt och effektivt. Innan anslutningen påbörjas bearbetas kanterna på rören: de rengörs från föroreningar. Om röret är tjockväggigt - mer än 4 mm, är kanterna fasade för att underlätta uppvärmningen av metallen på plats ...
- Svetsning av rör med manuell bågsvetsning Professionella rekommenderar att man gör en trippel söm när man svetsar rör med manuell bågsvetsning - det blir mer pålitligt än en enda. Det är bekvämast för en svetsare att arbeta med ett vridbart rör. Svetsning av de så kallade roterande lederna utförs enligt följande: först är en fjärdedel av rördiametern ansluten, sedan vrids röret ...
- Automatisk rörsvetsning och förberedelse för svetsning Modern svetsteknik har gjort stora framsteg. En av anvisningarna är automatisk rörsvetsning. Med användning av automatisk svetsning blev det möjligt att eliminera ett betydande antal nackdelar som manuell bågsvetsning tillåter (sömens heterogenitet, låg tillförlitlighet för det utförda arbetet). Manuell bågsvetsning av hög kvalitet är endast möjlig ...
- Svetsning av vertikala rör Den andra och tredje sömmen utförs med långsamma rörelser. Början och slutet av sömmen kompenseras med 3 centimeter. Den sista sömmen görs rakt och går i slutet till själva röret - till den rena metallen. Om vertikala rör är svetsade i flera lager är det nödvändigt ...
- Vid svetsning av ett fast rör Vid svetsning av ett fast fixerat rör används en annan teknik: den första sömmen leds från botten upp till hälften av rörets diameter och går sedan ner, tillbaka till början, appliceringen av den andra sömmen börjar också från botten, men leder från andra sidan och i motsatt riktning. Andra ...
- Svetsprocess Värmerör bör svetsas med spikar. Det här är rumpfogstekniken. De är en del av sömmen. För deras implementering används elektroder av samma typ, som kommer att användas för huvudsvetsningen. Om produktens diameter är upp till 30 cm kan du göra fyra ...
- Svetsning av sammansättningar och delar Efter detta steg, efter att ha säkerställt rätt inriktning av fogarna, svetsas sömmen. Innan det första passet, använd elektroder med en mindre diameter, till exempel 3 mm.I detta fall fylls avfasningen med svetsmaterial till ett djup av 2/3 av avfasningshöjden. När processen är klar är det nödvändigt att rengöra den svetsade ytan ...
- Svetsning av rörledningar Metoden för elektrisk bågsvetsning av rörledningar används ofta vid installation eller tillverkning av tekniska ledningar. De produceras i likström eller växelström. Ekonomiskt, och därför mer lönsamt, är svetsning med växelström, eftersom mindre energi förbrukas. Och utrustningen krävs mer ...
- Funktioner för manuell bågsvetsning Det utförs i flera pass, efter varje är det nödvändigt att ta bort slaggen. Varje efterföljande söm görs överlappande den föregående. Denna metod gör att du kan uppnå maximal täthet och minskar sannolikheten för fistlar. Vi arbetar dygnet runt DESIGN PRESTIGE LLC +7 495 ...
- Förberedelser för svetsning Först måste du börja förbereda rören. Ytorna som ska svetsas måste rengöras och avfettas. Detta är det enda sättet att undvika defekter i sömmarna. Produkter måste ha en lämplig kantöppningsvinkel; vinkelrätt mot planet för produktens axelns ändyta måste observeras. Beredning av värmerör för stora ...
- Svetsning av vattenrör och rördelar Innehåll: [dölj] Svetsning av rörledningar: klassificering Process av svetsning av rör Rörsvetsning: förberedelse av kanter Förvärmning vid svetsning av rör Svetsning av rör: manuell båge Svetsning av VVS-produkter Svetsning är den mest populära metoden för installation rördelar, vilket är förståeligt. Detta är det mest pålitliga fästet, ...
- Korrosionsskydd av metallrör Skydd av metallrör mot korrosion Framgångsrikt skydd av metallvattenrör från ... ...
- Svetsning av värmerör Tjänster för installation av värmevattenförsörjning DESIGN PRESTIGE LLC 8 (495) 744-67-74 Förutom snabb och högkvalitativ reparation av värmerör erbjuder vi professionell installation av nyckelfärdiga värmesystem. På vår sida om uppvärmning> resant.ru/otoplenie-doma.html
- Svetsning av lödning av kopparrör Sedan dess har hårdlodd koppar kvar i Ryssland. I Moskva är inte alla organisationer engagerade i produktion av rörledningar med kopparlödning, detta är en mycket ansvarsfull process och kräver kvalificerad arbetskraft. För en professionell blir lödning av kopparrör inte svårt, ...
- Syfte med metallrör för pannrum. Skorstenen är en slags vertikalt anordnad anordning vars syfte är att ta bort de resulterande förbränningsprodukterna till atmosfären. Rören har olika former, olika designfunktioner, men i allmänhet utför de nästan samma funktion. Huvudsyftet med strukturer i en sådan plan ...
Föregående inlägg Grävningsarbete från YUSTECH-företaget.
Nästa inlägg Förbereder för svetsning
Klassificering av svetsar

Vid svetsning av dålig kvalitet uppträder sömfel över tiden
Skarven kan svetsas på olika sätt baserat på designfunktionerna och tjockleken på den metall som bearbetas.
Det finns en sådan klassificering av svetsar:
- Utseendet är platt (normal), försvagad (konkav) och förstärkt (konvex).
- Efter längd - solid (kontinuerlig, stängd), diskontinuerlig (prickar, segment). När det gäller längd är sömmarna uppdelade i korta (upp till 25 cm), medelstora (26-100 cm) och långa (mer än 101 cm).
- Vid utförande - horisontellt (på vertikala sektioner), vertikalt (vid horisontella körningar), tak (när fogen är tillverkad underifrån), botten (elektrod ovanpå sömmen).
- Enligt den effektiva kraften - flank (längs axeln), frontal (tvärs över axeln), sned (tvärs över), kombinerad (kombination av typer).
- Enligt antalet lager och pass - enkellager (ett pass) och flerskikt (flera pass).
Med korrekt installation av värmesystemet kan alla listade sömmar utföras. Vid behov utförs svetsning även på rörens insida.
Algoritm för gassvetsning
Gassvetsarbeten utförs enligt följande algoritm:
- först förbereds ståldelar för svetsning genom skärning av sömmen;
- sedan utför de svetsarbete och väljer den mest lämpliga typen av svetsfog från de tre befintliga - tak, horisontell eller vertikal;
- därefter undersöker de noggrant den överlagrade och kylda sömmen för att identifiera svaga punkter som behöver kokas igen för att förhindra att mikrosprickor uppträder;
- svetsytan rengörs.
Gassvetsning kan användas för att ansluta metalldelar, oavsett storlek och form. Under gassvetsningen smälter kanterna på delarna som ska förenas, på vilka en speciell påfyllningstråd avsätts. Prestanda uppnås med användning av acetylen och syre, liksom bevisat löd.
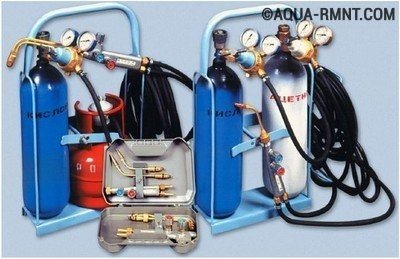
En uppsättning utrustning och förbrukningsvaror för gassvetsning. Acetylen och syrgasflaskor räcker för installation av fyra värmebatterier
Den smälta metallen, som svalnar, skapar en stark och mycket tillförlitlig anslutning av delarna som svetsas ihop. Oftast fästs stålrör med gasvetsning, vars diameter inte överstiger 100 mm. En kompetent utförd byte av värmebatterier med gassvetsning minskar till noll sannolikheten för ett värmesystem genombrott i svetsade områden, eftersom sömmen på grund av fusion av löd är mycket starkare än materialet i huvudrören.
Endast professionella gassvetsare som har ett utbildningsbevis inom denna specialitet får installera värmebatterier med gassvetsning. Dessutom måste svetsaren ha ett giltigt brandsäkerhetstillstånd. Det är önskvärt att specialisten har erfarenhet (utmärkt, om många år) inom gassvetsning.
Gassvetsarbeten utförs i overaller, i speciella glasögon med ett skyddande skydd som förhindrar ögonen från att fånga "kaniner", som erfarna svetsare säger. Vi får inte glömma handskar som skyddar händerna på huden från effekterna av negativa faktorer.

Den obligatoriska utrustningen för en gassvetsare innehåller sådan skyddsutrustning som glasögon, visir och arbetshandskar. Alla dessa artiklar är avsedda för gassvetsning.
Observera att det för närvarande är förbjudet att utföra gassvetsning i flerbostadshus utan att få tillstånd från auktoriserade organ. Överträdare av denna lagbestämmelse har en imponerande böter.
Den obligatoriska utrustningen för en gassvetsare innehåller sådan skyddsutrustning som glasögon, visir och arbetshandskar. Alla dessa artiklar är avsedda för gassvetsning.
Huvudtyperna av svetsade fogar
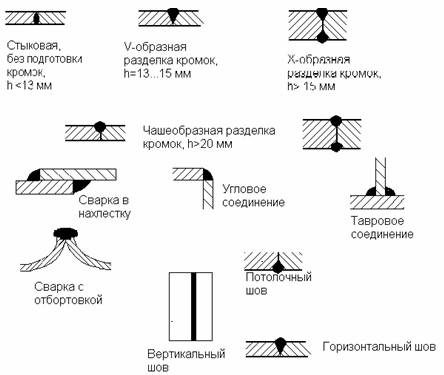
Typer av svetsade fogar
Enligt deras plats i rymden är sömmarna uppdelade i följande typer:
- vinkel - delar är i en vinkel;
- T-formad - anslutning av änden och sidan av elementen;
- rumpa - rör är anslutna i ett plan;
- överlappning - delar läggs över varandra;
- slut - angränsande till sidoytorna av fragmenten.
Under arbetet väljer mästaren det mest bekväma för sig själv och motsvarar metoden för tekniska förhållanden för svetsning av delar.
Argonbågmetod
Det är nödvändigt att svetsa gasledningar med TIG (Tungsten Insert Gas) -teknik med eldfasta volframbaserade elektroder. Det skapar en elektrisk båge, under påverkan av vilken:
- kanterna på rumpfogen smälts (vid arbete på tunnväggiga rör och valsade produkter från st.10, st.20);
- smältan bildas genom upphettning av påfyllningstråden.
Vid svetsning av huvudledningar används likriktare eller växelriktare.Ett moln av skyddsgas skapas över hela arbetsytan, argon joniseras med omvänd polaritet.
Funktioner i arbetet:
- väggar upp till 4 mm kokas från topp till botten så att smältan fyller fogen jämnt;
- tjockväggiga rullade produkter kokas bäst i nedre läge eller från botten uppåt;
- var och en av genomträngningarna börjar vid en annan punkt med en överlappning på upp till 30 mm;
- argon levereras innan bågen tänds, tillförseln slutar efter att den övre delen av anslutningen har stelnat (minsta exponering 20 sekunder);
- för svetsning av höglegerade rostfria legeringar använder jag FP 8-2-flöde, skyddsgas tillförs rörets insida för att skydda sömens inre yta;
- distansringar för valsade produkter med en vägg över 10 mm används inte.
Styrkan hos arbetsströmmen beror på legeringens kemiska sammansättning, tjockleken på den valsade produkten. Möjliga värden är från 150 till 500 A. Enligt strömstyrkan väljs elektrodens diameter.