

Pro vysoce kvalitní instalaci přívodu vody nebo vytápění musíte nejprve zvolit nástroj pro pájení polypropylenových trubek. Použití litinových trubek pro tyto účely s použitím závitových spojů je minulostí a nahrazuje se použití polypropylenových trubek, které jsou spojeny pájením. To se provádí pomocí speciální páječky s tryskami. Tento nástroj si získal popularitu nejen mezi odborníky, ale i za poměrně dostupnou cenu a mezi domácími řemeslníky, kteří jsou zvyklí dělat vše sami.
Vlastnosti a vybavení páječek
Páječka na propylenové trubky má podobný design a princip činnosti jako obyčejná žehlička, liší se pouze tvarem a účelem.
Hlavními částmi jsou termostat a výkonný topný článek, ergonomická rukojeť, stojan a vyměnitelné trysky pro různé průměry potrubí.
Pmoregulátor zajišťuje udržování určité teploty, protože přehřátý nebo podchlazený polypropylen neposkytne během procesu pájení vysoce kvalitní spojení. Dalším účelem termostatu je chránit topný článek před přehřátím. Podle jeho konstrukce může být topný článek dvou typů - kulatý (na něm jsou navlečené trysky) a plochý ve formě železné podrážky s otvory pro připojení trysek. Druhá možnost je populárnější.
Součástí sady jsou trysky pro různé průměry trubek a jejich počet se může u různých sad lišit, zde je již na vás, který si vyberete. V případě potřeby je lze zakoupit samostatně. Nástavce mají speciální povlak, který zabraňuje slepení PP. Některé soupravy také obsahují speciální nůžky pro řezání propylenových trubek. Toto je nezbytný nástroj pro instalaci, takže pokud je vaše sada neobsahuje, musíte si je určitě zakoupit. Páječka se zpravidla prodává v praktickém kovovém pouzdře pro přepravu a skladování všech jejích částí.
Toto nářadí je určeno k provozu na síťovém napětí 220 voltů. Rychlost ohřevu závisí na výkonu páječky. Pro práci s trubkami o průměru 16 až 63 mm stačí mít páječku o výkonu 850 wattů, a pokud budete pracovat s průměry do 125 mm, budete potřebovat nástroj s výkon až 1500 wattů. Optimální teplota pro pájení propylenových trubek se nastavuje knoflíkem termostatu na + 260 ° C. Po dosažení této hodnoty termostat zastaví další ohřev, což bude signalizováno kontrolkou na pouzdře.
1pokanalizacii.ru
Zařízení
Pro svařování trubek vlastními rukama budou začátečníci potřebovat:
- Řezačka trubek. Umožňuje oříznout položky na velikost. Při práci vlastníma rukama používejte nůžky na stříhání, pilu na kov s jemným zubem. Neumožňují vytvořit hladký řez a často deformují řezaný prvek. K dosažení hladkého řezu a zachování geometrie se používá kruhová řezačka trubek na plastové trubky.
- Zastřihovač. Vytvoří zkosení řezu. Odstraňuje otřepy. Zabraňuje delaminaci stěn výrobků vyztužených kovovou fólií. Vnitřní fóliová vrstva se odstraní na délku až 2 mm.
- Měřicí nástroje a tužka. Místo tužky se používá speciální popisovač, který zanechává na povrchu polypropylenových trubek jasně viditelnou stopu.
- Alkoholické ubrousky. Pomáhají odmašťovat a odprášit svářecí prostor.
- Svařovací stroj s vyměnitelnou hlavou nástrčného klíče. V počáteční fázi postačuje zařízení s kapacitou až 1 kW. Umožní vám svařovat výrobky o průměru až 63 mm. Profesionální modely mají hodně síly. Současně jsou zahřívány dva páry zásuvek různých průměrů.
V našem katalogu najdete všechny modely svařovacích jednotek, které jsou zahrnuty v hodnocení strojů na svařování trubek jako nejefektivnější modely.
Pájecí nástroje
Aby bylo možné vzájemně propojit jednotlivé části vodovodního systému, je nutné použít technologie teplotní expozice. Pájení nebo svařování plastových trubek umožňuje difúzi plastových molekul, což vede k pevnému a těsnému spojení.

Foto - zařízení pro pájení plastových komunikací
Tyto práce se provádějí pomocí speciálních zařízení - svařovacího invertoru pro plastové trubky nebo pistole:
- Svářeč je považován za profesionálnější zařízení a používají ho hlavně zkušení instalatéři. Jeho cena je řádově vyšší než u standardní domácí pistole;
- Zbraň je druh páječky, která může bodově ovlivnit jednotlivé části plastových nebo kovoplastových komunikací.
Svařovací stroje lze klasifikovat podle síly. Nejoblíbenější jsou nyní univerzální modely pro 1500-1600 wattů. Jsou vhodné pro použití v domácnosti, navíc sada obsahuje také sadu trysek pro práci s různými typy potrubí.
Fotografie - design páječky
Je třeba poznamenat, že kromě speciálních zařízení budou zapotřebí také další nástroje. Zejména se jedná o nůžky pro stříhání instalatérských dílů. A také válečkový řezač trubek, který vám umožní zajistit rovnoměrný a hladký řez na povrchu komunikace.
Při práci s trubkami vyztuženými kovovými plasty nebo fóliemi budete potřebovat čisticí nástroj - brusku. Vyrovnává hranu řezu, která po řezání požadované oblasti často zanechává malé nepravidelnosti. Pokud tento proces ignorujete, pak nemusí být spojení dostatečně pevné a pevné, což ovlivní provoz celého kanalizačního systému.
Pokud potřebujete pájet trubky z plastu s velkým průměrem - od 110 mm, použije se elektrická spojka. Je nasunut na spoj a ohřívá spoj. V tomto procesu hraje hlavní roli centrování jednotlivých částí komunikace, protože je téměř nemožné řídit proces během svařování. Pro práci s takovým zařízením se používá speciální centrovací stroj, který umožňuje vyrovnat povrch řezu, aby se získal nejhustší šev. Výkon spojek se mírně liší od výkonu svařovacích strojů a pájecích pistolí, ve většině případů jsou vyžadovány mírně vyšší hodnoty - přes 1500 wattů.
Pájení za studena se také často používá doma. Tato technologie zahrnuje použití agresivního lepidla, které zajišťuje difúzi molekul plastu bez použití topných prvků. Hlavní výhodou této metody je její jednoduchost. Takové svařování lze snadno provést i bez zkušeností, navíc není nutný nákup dalších zařízení. Současně je však takové spojení považováno za krátkodobé, to znamená, že jde spíše o naléhavé opatření než o možnost trvalého připojení potrubí.
Fotografie - příklad pájení plastů za studena
Nástroj pro pájení plastových trubek si můžete koupit téměř v každém instalatérském obchodě, v průměru stojí od 800 rublů do několika desítek tisíc. Například v Sevastopolu se náklady na WESTER DWM 1000B pohybují od 1800 rublů do 2000. Cena závisí na deklarované síle zařízení, značce a jejím účelu.
Video: jak správně pájet plastové trubky
Xiphoidní zařízení
Tato levná zařízení jsou navržena pro práci v domácím prostředí. Svařují polypropylenové trubky do průměru 40 mm. Vzhled topných desek je u mnoha modelů velmi podobný vzhledu žehličky pro domácnost. Desky topného tělesa mají otvory, ve kterých jsou instalovány vyměnitelné trysky.

Při svařování polypropylenových trubek se kladné hodnocení týká modelu PRORAB 6405-K. Vyznačuje se dostatečnou spolehlivostí a relativně nízkou cenou. Ideální pro domácí práci. Toto zařízení se skládá z topné desky, termostatu a rukojeti. Sada páječky pro svařování polypropylenových trubek může také obsahovat další vybavení: řezačku, zařízení pro srážení hran, zařízení pro odstraňování výztuže.
Pokyny pro pájení
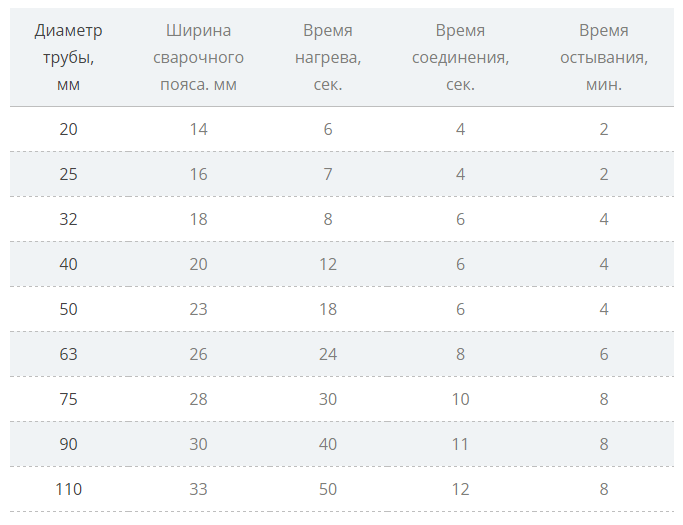
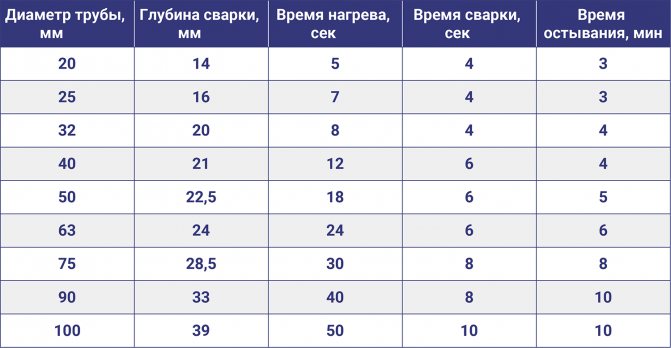
Vlastní svařování plastových potrubí se provádí pomocí kanalizačního projektu a v souladu s GOST. Pro každý materiál se pájení provádí v souladu s určitou teplotou, níže uvedená tabulka vám pomůže vybrat správné hodnoty:
| Průměr, mm | Zahřívání, sekundy | Svařování, sekundy | Chlazení, sekundy |
| 16 | 6 | 4 | 3 |
| 20 | 6 | 4 | 4 |
| 25 | 7 | 4 | 4 |
| 32 | 9 | 4 | 4 |
| 40 | 12 | 5 | 4 |
| 50 | 17 | 5 | 5 |
| 63 | 23 | 5 | 5 |
| 75 | 30 | 7 | 7 |
| 90 | 38 | 7 | 8 |
| 110 | 48 | 9 | 10 |
| 160 | 80 | 14 | 14 |
Podrobný návod, jak pájet plastové trubky topných systémů nebo připojit vodovodní potrubí:
- Na svařovací zařízení musíte nainstalovat speciální trysky, například armatury pro trubky o průměru 25 mm. Pomocí tabulky se určí čas jejich ohřevu, teplota podle norem je kolem 260 stupňů. Toto je optimální parametr pro pájení konvenčních plastových a vyztužených trubek;
- Poté jsou připraveny další instalatérské nástroje. Před řezáním se ujistěte, že je fréza naostřená. U malých průměrů se řez nedoporučuje pod pravým úhlem, ale pod 45 stupni; Foto - pájecí sada
- Nyní musíte změřit velikost tvarovky na potrubí a zohlednit mezeru 1 mm. Musí být přítomen při připojení. Označte to na komunikaci. To je velmi důležité, protože armaturu nelze úplně zatlačit, po zahřátí se plast mírně roztáhne;
- Na předehřátou trysku musí být umístěna armatura, poté musí být trubka zasunuta do dalšího otvoru spojovací části. Dále se zbraň zahřívá a tryska se znovu zahřívá po celé délce; Foto - topná tělesa
- Zbývá opatrně odstranit zahřáté části a spojit je. Výsledkem bude silná a utěsněná montáž s kováním;
- Další fáze pájení trubek zahrnuje opětovné zahřátí páječky, ale teprve nyní se na trysku nasadí kus s tvarovkou a volná část komunikace se vloží do jiného otvoru;
- Po zahřátí se operace opakuje: části se vyjmou z trysky a připojí se.
Po dokončení práce musíte počkat na stanovenou dobu, aby se spojení ochladilo, někteří mistři také používají fén k urychlení procesu.
Foto - vysoušeč vlasů na plast
Někdy nelze použít žehličku a je nutné použít elektrické spojky. Jejich princip činnosti je velmi podobný principu popsanému výše, hlavní rozdíl spočívá v tom, že pro takové tvrdé pájení trubek je celé zařízení zcela zahříváno, nikoli jeho jednotlivé trysky.
Před zahájením svařování je bezpodmínečně nutné profily odmastiť a očistit od prachu a nečistot. Chcete-li to provést, otřete armaturu a pouzdro vnitřkem alkoholu a trubkou zvenčí. Pájení se provádí stejným způsobem, jak bylo uvedeno výše.
Doporučení instalatéra:
- Při připojování potrubí k armatuře nevyvíjejte příliš velký tlak. Po pájení se plast stává poddajnějším, díky čemuž se při nadměrném tlaku mohou uvnitř trubky objevit vrásky;
- Nedovolte, aby armatura volně tekla po potrubí;
- Věnujte zvláštní pozornost době a teplotě ohřevu. Pokud tyto indikátory překročíte nebo naopak snížíte, pak se připojení ukáže jako křehké;
- Pokud pracujete doma s vodovodními nebo kanalizačními trubkami, ponechte v místě připojení mezeru nejvýše 1 mm, jinak v této oblasti dojde k netěsnostem.
www.kanalizaciya-stroy.ru
Jak bys měl pracovat
- Nejprve musíte vypracovat pracovní plán (nejlépe na papíře), vybrat místa pro pokládání trubek. Tato aktivita sníží zbytečné kroky a těžkopádné svařování na cestách. Musíte uznat, že je mnohem lepší a snazší sestavit trubky na pracovišti a namontovat je do systému několika jednoduchými pohyby.
- Pro připojení polypropylenových trubek je nutné zahřát hrany spojovaných dílů. Prvky se nasazují na trysku, měli byste je držet na trysce několik sekund. Trubky se ohřívají zvenčí, vnitřní část prvku se ohřívá v objímce.
- Po ohřátí prvků se pokuste je co nejdříve sestavit do správné struktury. Je-li požadována úprava, můžete se spolehnout na několik sekund. Nejčastěji se práce provádí okem. Nedoporučuje se kroucení prvků.
- Nenechávejte polypropylen v páječce příliš dlouho. Kvalitního spojení se dosáhne pouze zahřátím na správnou teplotu. Polypropylen může z přehřátí unikat, těsnost bude narušena.
Před pájením PP trubek nezapomeňte zapnout kohoutek na spojce!
- Pokud jste udělali vše správně, vyjde malé množství plastu a vznáší se na rukávu. Pokud při oblékání vzniknou potíže s plastovými ohyby, měli byste zkosení odstranit.
Německé předpisy DVS-2207-1 stanoví úhel potrubí patnáct stupňů a vybrání dva až tři milimetry. V Ruské federaci podle norem - úhel čtyřicet pět stupňů a prohloubení jedné třetiny tloušťky. V souladu s tím, pokud je zkosení rovnoměrné, pak může být ve stanovených mezích.
- Pro zajištění bezpečnosti musí být svařovací zařízení umístěno na speciálním stojanu. Nezapomeňte nastavit správnou teplotu na dvě stě šedesát stupňů Celsia (pro urychlení procesu ji můžete nastavit na dvě stě osmdesát stupňů). Nižší a vyšší teploty budou mít za následek nekvalitní připojení. Při nákupu pájecího stroje vyberte model s termostatem.
- Trubky a další prvky jsou na trysku kladeny s malým úsilím díky poměrně působivému poloměru. Můžete je trochu pootočit, aby se snáze nasazovalo. Současně byste neměli dávat trubky na trysku až na samý konec, aby se konce neroztavily. Použijte značku, abyste poznali správnou hloubku.
- Hmotnost je možné vařit až po sestavení všech hlavních prvků.
Jednoduché polypropylenové trubky nemohou fungovat pod tlakem; měly by se používat pro systémy zásobování studenou vodou. A pod tlakem vyztužené polypropylenové trubky. Před svařováním budete muset odstranit malé části výztuže holicím strojkem.
Neumisťujte plastové trubky příliš blízko topného kotle. K tomu se používá kovová trubka o délce více než půl metru.
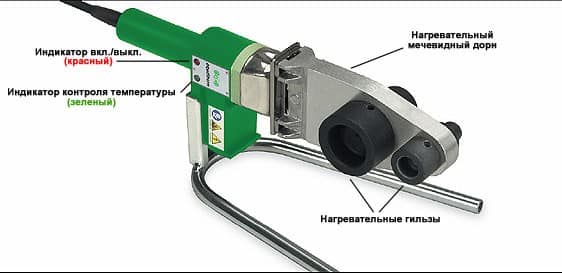
Zařízení a princip činnosti nástroje pro svařování polypropylenu
Dnes se mnoho domácích i zahraničních společností zabývá výrobou zařízení pro připojení plastových trubek, které se snaží, aby to bylo v práci co nejpohodlnější a nejefektivnější. Za tímto účelem jsou páječky vybaveny dalšími funkcemi, jejich vzhled, umístění rukojetí a způsoby připevnění trysek se mění. Hlavní prvky a uzly však zůstávají stejné (obr. 1):
- termostat;
- topný článek (topný článek);
- tělo s rukojetí;
- trysky.
Podle principu činnosti se stroj pro svařování polypropylenových trubek podobá obyčejnému železu. Nejprve topné těleso ohřívá kamna. Vydává své teplo tryskám, které ohřívají plast na určitou teplotu, čímž se dosáhne požadované viskozity.Celý proces je monitorován termostatem, pomocí kterého je teplota ohřevu udržována ve stanovených mezích.
Spolehlivost polypropylenového připojení přímo závisí na stabilitě termostatu. Levné páječky jsou obvykle vybaveny termostaty nízké kvality. To vede k tomu, že se během procesu svařování plast přehřívá nebo přehřívá. Výsledkem je špatné připojení. Proto byste neměli ušetřit na nákupu páječky. Při výběru nástroje pro pájení polypropylenu je nutné upřednostnit zařízení s plynulou regulací teploty a přesnou kalibrací.
Zařízení pro spojování trubek svařováním
Každý stroj pro svařování polypropylenových trubek má pracovní povrch, který se ohřívá působením elektrického proudu. Zařízení může být vybaveno jedním nebo více topnými prvky, které ohřívají různé trysky. Právě tato zařízení různých průměrů vám umožňují pracovat s různými trubkami s jedním zařízením. Doma se toto zařízení nazývá žehlička na svařování polypropylenových trubek.
Stroje mají zpravidla čtyři sady svařovacích trysek v sadě, které vám umožní připojit téměř jakoukoli trubku používanou v domácích systémech. Trysky pro svařování polypropylenových trubek jsou potaženy teflonovým nástřikem, což vylučuje možnost přilepení plastu během zahřívání. Nezávislá výroba těchto zařízení je nemožná kvůli složitosti procesu stříkání.
Jak si vybrat žehličku pro svařování polypropylenových trubek
Při nákupu nástroje pro pájení polypropylenu je třeba věnovat zvláštní pozornost následujícím vlastnostem:
- Napájení;
- sada trysek;
- kompletní set;
- výrobce.
Napájení je hlavní technickou charakteristikou páječky, na které závisí maximální průměr připojených prvků, stejně jako doba jejich ohřevu a podle toho rychlost svařování. Je však třeba mít na paměti, že při nákupu nástroje nemusíte honit energii, protože s jejím nárůstem se také zvyšuje cena zařízení.
Při výběru zařízení pro pájení polypropylenových trubek z hlediska výkonu je nutné vynásobit průměr připojených prvků o 10.
Ve výsledku získáte hodnotu minimálního výkonu nástroje. Například pokud při navrhování topného systému potřebujete připojit potrubí o průřezu 40 mm, musíte v tomto případě zakoupit páječku s výkonem nejméně 0,4 kW. K provádění oprav ve vašem bytě nebo soukromém domě bude stačit železný výkon 0,7 kW. Pokud plánujete používat páječku pro profesionální účely, když průměr trubky může dosáhnout 100 mm, doporučuje se koupit zařízení s výkonem až 2 kW.
Sada příloh. Vysoce kvalitní trysky pro pájení polypropylenových trubek musí splňovat následující podmínky:
- mít dobrý odvod tepla;
- mají vysokou mechanickou pevnost;
- udržovat jejich velikost, když teplota klesá.
Téměř všechna moderní zařízení pro svařování trubek mají schopnost používat několik trysek různých průměrů současně. To vám umožní výrazně zkrátit dobu instalačních prací, protože není třeba čekat na výměnu trysky, dokud se tryska neochladí.
Konstrukčně se všechny trysky skládají ze 2 částí: pro vnější (rukáv) a vnitřní (trn) ohřev polypropylenu (obr. 2). Jako materiál pro výrobu lze použít jakoukoli slitinu, která splňuje všechny výše uvedené požadavky. Při výrobě přídavných zařízení se pro zvýšení jejich pevnosti a životnosti používají různé povlaky. Nejčastěji je to teflon, který má také nepřilnavou vlastnost, takže vyhřívaný plast se nelepí na nástavce.
Sada pro svařování polypropylenových trubek může mít následující kompletní sadu:
- Kompletní. Ideální pro profesionální svářeče. Balení obsahuje svařovací stroj, klíč na trysky, kompletní sadu trysek a další nástroje, které usnadňují instalační práce (řezačka, svinovací metr atd.).
- Průměrný. Zahrnuje svařovací stroj, klíč a běžně používané trysky (20, 25, 32 a 40 mm). Pokud potřebujete další trysky pro svařování trubek, lze je zakoupit samostatně.
- Minimum. Součástí dodávky je pouze páječka na svařování a klíč na trysky. Taková sada má relativně nízkou cenu a je perfektní, pokud potřebujete pájet trubky stejného průměru.
Výrobní firma. Na trhu instalatérských zařízení existují páječky pro pájení polypropylenových trubek od různých výrobců. Mezi nimi je na prvním místě z hlediska kvality sestavení a snadného použití české a německé nářadí. Je třeba poznamenat, že je to poměrně drahé, proto se doporučuje koupit pouze pro profesionální práci.
Turecké a domácí modely páječek jsou levnější než jejich německé a české protějšky, ale jejich technické vlastnosti jsou o něco horší. Pro soukromé použití je takové zařízení nejvhodnější. Čínské páječky jsou cenově nejdostupnější, ale nízké náklady se často promítnou do krátké životnosti.
Pokud potřebujete páječku pro jednu opravu, pak jsou nejlepší volbou čínské modely.


Časté chyby při svařování polypropylenových trubek
Při instalaci polypropylenových vodovodních trubek se začínající instalatéři doma někdy dopouštějí chyb, které negativně ovlivňují kvalitu svařování:
- Přítomnost nečistot a zbytků vody na svařovaných površích. Zkušený řemeslník nikdy nezapomene vyčistit svařované povrchy, protože i nepatrná kontaminace nebo přítomnost malého množství vody vede k vážným poruchám kvality spoje;
- Nesprávné umístění. Při připojování vyhřívaných prvků má začínající řemeslník velmi málo času na správnou vzájemnou instalaci prvků; po této krátké době vede změna relativní polohy trubky a hrdla k oslabení spojení;
- Nekonzistence materiálů. Špatné připojení může být způsobeno nekvalitními trubkami a tvarovkami. V takovém případě je nepravděpodobné, že by i zkušený instalační technik dokázal zaručit kvalitní připojení. Existuje však i jiná možnost: při pokusu o kombinaci dvou vysoce kvalitních prvků od různých výrobců. Určitý rozdíl v chemickém složení polymerů od různých výrobců může bránit vytvoření vysoce kvalitního svaru.
Závěrem lze poznamenat, že svařování polypropylenových trubek vlastními rukama, s výhradou technologických norem a pravidel, je docela schopné zajistit vysoce kvalitní připojení vodovodních prvků.


Technologie pájení pro polypropylenové trubky
Pájení plastových trubek je celkem jednoduché. Hlavní věc je sledovat teplotní režim a dobu ohřevu materiálu. Nejprve je páječka nainstalována na stůl nebo jinou spolehlivou základnu, na kterou je pomocí klíče připevněna tryska požadované části. Poté se na zařízení nastaví požadovaná teplota, na kterou se zahřívá přibližně 10 minut.
Poté se konce trysek, které se mají spojit, a spojovací prvek (úhel, spojka, MPH, MPV) umístí na trysku. Po několika sekundách (doba držení závisí na síle páječky a průměru trubek) se plastové výrobky z trysek odstraní a spojí se navzájem.
Při výběru páječky pro pájení polypropylenu není nic obtížného. Hlavní věc je vědět, pro jaký účel to potřebujete.A pokud budete při práci s nástrojem dodržovat všechna pravidla jeho fungování, můžete si být jisti, že takové zařízení vydrží i po záruční době.
odbornícivarki.ru
Teplota pájení
Je nutné, aby teplota svařování polypropylenových trubek byla asi 260 ° C. Tuto hodnotu může obvykle poskytnout jakákoli páječka (s nebo bez regulace teploty).
Kvalita svarů svařování polypropylenových trubek se odráží ve volbě optimálního teplotního režimu a doby držení materiálu při zahřívání. Pokud jsou tyto parametry pod požadovanou hodnotou, pak spoj není dostatečně pevný, v průběhu času může prosakovat. Když jsou doba a teplota ohřevu příliš vysoké, materiál se silně roztaví, šev se ukáže jako příliš velký a ošklivý. Kromě toho může dostat dovnitř výrazně snížit průměr.
Měla by se také vzít v úvahu teplota kolem svařovacího stroje, pokud je nízká, je nutné prodloužit dobu výdrže o 2 sekundy, pokud je vysoká, naopak ji snížit. Dodržování těchto jednoduchých pravidel bude snadné svařování polypropylenových trubek vlastními rukama.
Průměr potrubí má také velký význam. Tabulka popisuje požadované parametry při + 20 ° C, jak správně svařovat polypropylenové trubky.
| Vnější průměr trubek, mm | Doba ohřevu, s |
| 16 | 5 |
| 20 | 5 |
| 25 | 7 |
| 32 | 8 |
| 40 | 12 |
| 50 | 18 |
| 63 | 20 |
| 75 | 30 |
| 90 | 40 |
| 110 | 50 |

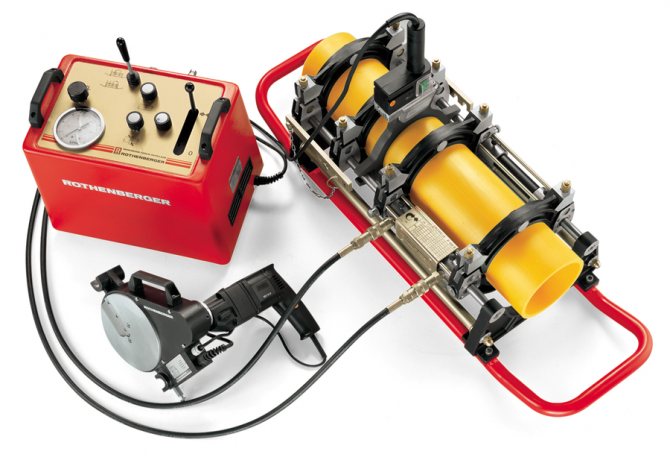
Stroj na svařování na tupo z polypropylenu s velkým průměrem
Specifičnost pájení polypropylenových trubek
Proces pájení se provádí kvůli výrazným termoplastickým vlastnostem materiálu. Polypropylen při zahřátí změkne - získá stav podobný plastelínu.
Obecný popis technologie
Vrácení materiálu na pozadí s normální teplotou přispívá k vytvrzení jeho struktury do normálního stavu. Tyto vlastnosti se staly hlavní technologií pájení, která se v odborném jazyce nazývá polyfúzní svařování.
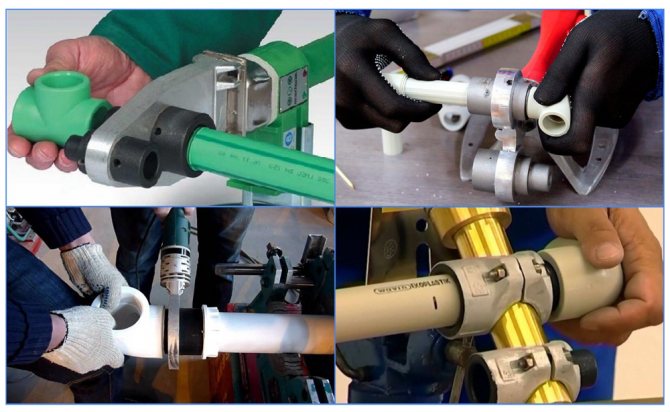
V praxi se používají dva způsoby spojování svařovaných dílů:
- Spojka.
- Rovný.
První technika svařování ukazuje, jak můžete pájet polypropylenové trubky pomocí tvarovaného kusu - objímky nebo trubky s větším vnějším průměrem. Obvykle se tímto způsobem pájí plastové trubky, jejichž průměr nepřesahuje 63 mm.
Princip svařování dvou částí je v tomto případě založen na roztavení části trubky podél vnějšího obvodu a části objímky podél vnitřní oblasti. Pak obě části pevně dosedly.
Druhá metoda - přímý kontakt, je založena na stejném principu tavení malých částí plastových trubek s jejich následným spojením. Ale v této verzi fungují dvě trubky stejných průměrů jako tupé prvky a jsou spojeny svými koncovými plochami. Tato na první pohled nekomplikovaná metoda pájení polypropylenu vyžaduje vysokou přesnost zpracování oblastí spojů a přesnou instalaci dvou částí podél os během jejich pájení.
Spolu s uvedenými „horkými“ technologiemi se procvičuje také technika „pájení za studena“. Zde se jako aktivní pájecí složka používá speciální rozpouštědlo, které může změkčit strukturu polypropylenu. Tato technika se však neliší s vysokou úrovní popularity.
Pájecí stroje pro svařování trubek
Spojka i přímá technika vyžadují pájení plastových trubek speciálními svářečkami. Konstrukčně je technika pájení něco jako elektrická žehlička. Základem zařízení je masivní kovové topné těleso, na jehož povrchu jsou instalovány odnímatelné trysky - kovové polotovary různých průměrů.
U svařování na tupo je konstrukce pájecích strojů se zvýšenou složitostí. Takové zařízení obvykle zahrnuje nejen topný článek, ale také systém pro centrování svařovaných dílů.Zařízení pro přímé svařování se stejně jako samotná technologie zpravidla v domácí sféře používá jen zřídka. Prioritou použití je zde průmyslové odvětví.
Kromě páječek bude hlavní potřebovat také:
- nůžky na polypropylen (řezačka trubek);
- stavební páska;
- zámečnické náměstí;
- holicí strojek (pro trubky s výztuží);
- značka (tužka);
- povrchový odmašťovač.
Protože se práce provádí na vysokoteplotním zařízení, je bezpodmínečně nutné mít na rukou těsné pracovní rukavice.
Postup svařování polypropylenu
Důležité upozornění! Svařovací práce na polymerních materiálech by měly být prováděny za dobrých ventilačních podmínek. Při zahřívání a tavení polymerů se uvolňují toxické látky, které v určité koncentraci vážně působí na lidské zdraví.
Prvním krokem je příprava na práci:
- Na desku topení nainstalujte polotovary požadovaného průměru.
- Nastavte regulátor teploty páječky na 260 ° C.
- Připravte protilehlé části (označte, zkoste, odmastěte).
- Zapněte pájecí stanici.
- Počkejte, až se dosáhne provozní teploty (rozsvítí se zelená kontrolka).
Současně zatlačte protikusy (trubka - spojka) na polotovary pájecí stanice. V tomto případě je polypropylenová trubka tlačena do vnitřní oblasti jednoho ingotu a objímka (nebo hrdlo tvarované části) na vnější povrch jiného ingotu.
Konce trubky jsou obvykle zasunuty podél hranice dříve označené čáry a objímka je tlačena, dokud se nezastaví. Když držíte polypropylenové části na vyhřívaných polotovarech, měli byste si pamatovat důležitou nuanci technologie - dobu expozice.
Pokud je časové zpoždění nedostatečné, existuje riziko dosažení nízkého stupně difúze materiálu, což ovlivní kvalitu spojení. Pokud je doba tavení příliš dlouhá, vede to k deformaci struktury součásti a nezaručuje to ani vysoce kvalitní pájení. Doporučuje se použít tabulku, která udává optimální časovou hodnotu pro potrubí s různými technickými parametry.
Časový plán pájení pro polypropylenové trubky
Poté, co držíte díly na polotovarech po optimální dobu, jsou odstraněny a rychle spojeny zahřátými částmi. Postup spojování musí být proveden přesně, rychle (z hlediska času v tabulce) při dodržení vyrovnání dílů, které mají být pájeny. Je povoleno provádět drobné úpravy podél os (do 1–2 sekund), ale je nepřijatelné otáčet díly, jedna vůči druhé.
Je třeba poznamenat: uvedený čas pájení jakýchkoli polypropylenových trubek lze upravit v závislosti na pracovních podmínkách a parametrech materiálu. Například pokud se instalace provádí při teplotách pod bodem mrazu, přirozeně se stanovené sazby zvýší na 50% nominální hodnoty. Pro každé samostatně přijaté nestandardní podmínky je doba ohřevu zvolena metodou zkušebního pájení.
Jak správně pájet polypropylenové trubky
Polypropylenový materiál má výrazné termoplastické vlastnosti. Proto se produkty PP při zahřátí stávají plasty. Jak teplota stoupá, jejich struktura měkne. V tomto stavu se polypropylen podobá plastelínu.

Pájení
Ohřev a chlazení materiálu vám umožní získat spolehlivý spoj. Připojení je rychlé. Při pomalém provádění se kvalita připojení zhoršuje.
Pájení polypropylenové trubky - polyfúzní svařování. Proto se provádí pomocí speciální páječky. Nástroj umožňuje rychle zahřát materiál na požadovanou teplotu. Typicky je to mezi 300 a 320 ° C. Polypropylen se však začíná tavit již při teplotě 149 ° C.
Nedoporučuje se ohřívat PP trubky nad přípustné normy a působit na ně přehřátým nástrojem. V důsledku těchto akcí ztratí materiál své vlastnosti a produkt se snadno ohne.
Popis technologie svařování
V praxi se k připojení trubkových polypropylenových výrobků používají dvě metody: spojovací a tupá metoda.
Princip technologie pájení pro polypropylenové trubky je jednoduchý, protože vám umožňuje provádět vysoce kvalitní svařování s minimálními dovednostmi. Dodavatel bude muset k dosažení výsledku vynaložit trochu úsilí a peněz.
Začátečníci pravděpodobněji použijí metodu propojení, která vyžaduje méně dovedností. Je založen na použití tvarovaných dílů. Jedná se o přímý kus trubky nebo spojky.

Spojovací pájení
Spojovací prvky mají větší průměr než hlavní potrubí. Přímočaré komunikační prvky se do nich vkládají z obou stran do určité hloubky, v závislosti na průměru.
Doma se používá tato konkrétní možnost dokování. Spojuje potrubí o průměru až 63 mm.
Principem spojkové metody je roztavení části vnějšího povrchu obrobku. Také vnitřní oblast spojovacího kusu. Po zahřátí jsou oba prvky pevně spojeny.
Metoda na tupo je přímou volbou pro připojení částí systému. Realizuje se to také roztavením PP prvků, ale pouze v tomto případě se ohřívají konce se stejným velkým průměrem. Tato metoda nezahrnuje použití tvarovek.
Během svařování polypropylenových trubek s velkým průměrem nejsou povoleny odchylky od osy připojených prvků. I malý posun vede v této oblasti ke snížení vnitřní části systému.

Svařování na tupo
To způsobí zpomalení pohybu tekutiny v komunikaci. Pro přesné spojování dílů se kromě topného nástroje používá další centrovací systém.
Svařovací stroje
Konstrukčně jsou všechny stroje pro svařování zásuvek z polypropylenových trubek podobné elektrickým žehličkám. Zařízení mají topné články a vyměnitelné trysky různých průměrů. Takový nástroj se obvykle nazývá svařovací žehlička.

Páječka typu „železo“
Pro koncové spojování se používají sofistikovanější svařovací stroje. Zařízení pro přímé připojení se používá v průmyslových zařízeních.

Tupý svařovací stroj
Při práci s jakýmkoli typem topného nástroje je nutné používat rukavice z hustého materiálu.
Proces svařování
Aby se snížila pravděpodobnost chyby, musí být všechny operace prováděny přesně, přesně a extrémně důsledně.
Pokyny pro pájení polypropylenových trubek:
- Účinný provoz ventilace je zajištěn nebo kontrolován v místnosti, protože při pájení polymerních materiálů se uvolňují toxické látky. Proto je nutné zajistit efektivní cirkulaci vzduchu, aby bylo tělo chráněno před vysokými koncentracemi škodlivých prvků.
- Hrany řezaných obrobků jsou zpracovány pomocí čelního nástroje nebo speciálního sražení hran, aby se zjednodušil proces spojování dílů.
- Plochy, které mají být spojeny, jsou očištěny od prachu a odmaštěny lakovým benzínem, který musí zcela přirozeně zaschnout. Kapky vody nejsou povoleny, protože při zvyšování teploty se tvoří pára, která způsobí v materiálu póry. Snižují kvalitu spoje.
- Doporučená teplota pájení je nastavena na páječce a zařízení je zapnuto. Zahřívání se provádí až do + 260 ° C bez ohledu na průměr. Změní se pouze topné období.
- Poté, co se rozsvítí zelené světlo, začne svařování instalací přímé části na objímkovou trysku a montážního prvku na trnu. To vám umožní současně ohřát dvě části na požadovanou teplotu.
- Zahřívání se provádí po stanovenou dobu pro pájení polypropylenových trubek uvedených v tabulce.Poté je rovný a tvarovaný prvek odstraněn ze zařízení a rychle připojen k sobě navzájem.

Topné články

Připojení a fixace
Je nutné nehybně přidržovat dosedající části bez kroucení, dokud materiál nevychladne. Je povoleno opravit jejich zarovnání během 1-2 sekund. Jiné pohyby povedou k narušení molekulárních vazeb, které často způsobují úniky během provozu systémů.
Před provedením této operace musíte nejprve nakreslit čáru na úseku potrubí označující hloubku, do které bude vložena do armatury, dokud se nezastaví. Uvedená vzdálenost také umožňuje ohřívat páječkou pouze požadovanou oblast. Pro každý průměr potrubí se používá jiná hodnota.
Pájecí stůl pro polypropylenové trubky
Pokud nevydržíte dobu ohřevu, nepájí se připojení dobře. Podhřátí zabraňuje šíření materiálu. Přehřátí způsobí deformaci výrobků. Proto byste měli vždy použít hodnoty z tabulky.
Pájecí doba pro stůl z polypropylenových trubek
Během pájení tenkostěnných trubkových výrobků je doba ohřevu těchto prvků snížena dvakrát, ale dobu ohřevu spojek nelze změnit. Mělo by to odpovídat doporučeným hodnotám. Při práci venku nebo v nevytápěné místnosti, kde je teplota nižší než + 5 ° C, je nutné PP produkt ohřát o 50% déle.
Pokud je dodržena doba ohřevu, vyjmutí z páječky a připojení dílů, jejich fixace a teplota svařování polypropylenových trubek, vytvoří se po obvodu uvnitř spoje úhledně tvarovaná housenka. Jeho výška je obvykle 1 mm. Neruší pohyb kapaliny. Čistý límec je také vytvořen venku. To nezkazí vzhled křižovatky.
Pájené potrubní spojení s výztuží
Zvažme, jak správně pájet vyztužené polypropylenové trubky. Zde je odstranění ochranného materiálu povinné. Přítomnost vyztužené vrstvy (hliníkové fólie) ve struktuře potrubí vyžaduje další ohřev. Ale o to nejde.
Tyto výrobky mají obvykle nadměrný průměr a nehodí se na standardní hroty páječky. Je třeba je před procesem pájení vyčistit. Výjimkou jsou trubky vyztužené skleněnými vlákny. Jsou pájeny standardním způsobem.
Vzhledem k rozmanitosti technologií pro vyztužování polypropylenových trubek se před pájením používají různé způsoby zpracování. K odizolování se tradičně používá sever.
Tento název má speciální zařízení v podobě kovového pouzdra s noži. Schweier se nasazuje na koncovou část trubky, která se má pájet natvrdo, a vyztužená vrstva se seškrábne rotačními pohyby kolem osy trubky, aby se vyčistil plast.
Pokud je vyztužená vrstva umístěna ve střední části stěny plastové trubky, je zde rozumnější použít další nástroj pro zpracování - plastový ořezávač trubek.
Zařízení se příliš neliší od severu, s výjimkou umístění a konstrukce řezných prvků. Po zpracování čelním nástrojem je koncová část trubky vyrovnána podél konce a část vyztužené vrstvy je vyříznuta do hloubky 2 mm po celém obvodu. Toto zpracování umožňuje provádět pájení bez závad.
Dopad chyb na kvalitu svařování
Pomalé a pečlivě zvážené kroky jsou zárukou proti chybám, které mohou zrušit veškerou práci. Měly by být brány v úvahu všechny maličkosti pájecí technologie a neměly by být ani krok od nich.
Časté chyby, které vedou k vadným uzlům instalované vodovodní sítě propylenu:
- Povrch potrubí nebyl očištěn od mastného filmu.
- Úhel řezu spojovaných částí se liší od hodnoty 90 °.
- Volné uložení konce trubky do tvarovky.
- Nedostatečné nebo nadhodnocené zahřívání pájených dílů.
- Neúplné odstranění vyztužené vrstvy z trubky.
- Oprava polohy dílů po tuhnutí polymeru.
Někdy na vysoce kvalitních materiálech nadměrné zahřívání nedává viditelné vnější vady. Vnitřní deformace se však zaznamená, když roztavený polypropylen uzavře vnitřní průchod potrubí. V budoucnu taková jednotka ztratí svůj výkon - rychle se ucpe a zablokuje tok vody.
Pokud se úhel řezu koncových dílů liší od 90 °, leží v okamžiku spojování dílů konce trubek ve zkosené rovině. Vytvoří se vychýlení dílů, které je patrné, když již byla namontována řada dlouhá několik metrů. Z tohoto důvodu často musíte znovu sestavit celou sestavu. Zvláště pokud jsou trubky uloženy v drážkách.
Špatné odmaštění povrchů páření přispívá k tvorbě „rejekčních ostrovů“. V takových bodech nedochází k polyfúznímu svařování vůbec nebo jen částečně. Chvíli fungují potrubí s podobnou vadou, ale v každém okamžiku se může vytvořit poryv. Časté jsou také chyby spojené s volným lícováním potrubí uvnitř tvarovky.
Podobný výsledek je uveden pro spoje provedené s neúplným čištěním výztužné vrstvy. Na vysokotlakých potrubích je zpravidla instalována trubka s výztuží. Zbytková hliníková fólie vytváří v pájecí oblasti bezdotykovou oblast. Tato oblast se často stává kanálem, kterým je vytlačována voda.
Hrubou chybou je pokus opravit prvky, které mají být pájeny, posouváním kolem osy vůči sobě navzájem. Takové akce drasticky snižují účinek polyfúzního svařování. Přesto se v některých bodech vytvoří šev a získá se tzv. „Lepivost“. S malou brzdnou silou drží „připínáček“ spojení. Jakmile však připojení vystavíte tlaku, hrot se okamžitě rozpadne.
Závěry a užitečné video k danému tématu
Profesionálové se vždy musí hodně učit. Jak pracovat s polypropylenem lze vidět v následujícím videu:
Instalace polymerních potrubí horkým pájením je pohodlná a oblíbená technika. Úspěšně se používá při instalaci komunikací, a to i na úrovni domácnosti. Tuto metodu svařování mohou používat i lidé bez zkušeností. Hlavní věcí je správně pochopit technologii a zajistit její přesnou implementaci. A technologické vybavení lze levně koupit nebo pronajmout.
sovet-ingenera.com
Pájecí nástroj pro polypropylenové trubky
Práce vyžaduje:
- Ruleta a tužka (značka) pro značení dílů, úroveň - pro ovládání struktury jako celku.
- Nůžky na trubky a škrabky na hrany svařovaných dílů se společným názvem „odizolování“. Odizolování se liší podle účelu a typu: ve válcových tělesech jsou holicí strojky (čištění hran, srážení hran) a čelní plochy (řezání výztuže do hloubky pájení), k čištění hrany trubky je k dispozici nástroj s vrtáky.
- Páječka na polypropylenové trubky.
- OOP: silné rukavice nebo rukavice.
Kromě toho budete potřebovat obecný stavební nástroj pro instalaci trubkových svorek na stěny: děrovač, kladivo, šroubovák.











Jak si vybrat páječku na polypropylenové trubky a další nástroje
- Pro malé množství práce (oprava kutilů) si můžete koupit nejlevnější páječky - jsou dost pro 2 ... 3 pájky. Pro ohřev dílů je lepší vzít si kvalitní teflonové podložky.
- Pro profesionální použití nebude levný model fungovat. Pro velké množství pájení je zapotřebí pouze profesionální svařovací stroj s velkou sadou vysoce kvalitních podložek.
- Nůžky. Profesionální nůžky poskytují téměř rovný, kolmý řez, ale jsou drahé. Je lepší je zakoupit pro trubky o průměru 40 mm, jejichž pájení vyžaduje maximální dodržení rozměrů a kvality obecně.Jednoduché levné nůžky téměř nikdy neposkytují ideální rovinu - při jejich použití je trubka řezána v úhlu 10 ° ... 15 ° vzhledem k ideálnímu řezu. U malých průměrů to není děsivé: trubky s malým průměrem a tenkou stěnou se dostatečně zahřejí, průhyb neovlivňuje pájení.
- Odizolovací nástroj. Musí to mít profesionální instalatér. Domácí řemeslník, který pájí plastové trubky o průměru maximálně 25 mm, se bez ní zaobíjí.
Vyrábíme svařovací zařízení vlastníma rukama
Dobré páječky stojí od tisíce do několika tisíc rublů, ale pokud potřebujete udělat dost práce a mít nápad, jak ušetřit peníze, můžete improvizovat a vytvořit páječku vlastními rukama.
Co potřebujeme:
- Jednoduché staré železo.
- Požadovaná velikost přílohy.
- Tepelná pasta.
- Teplotní senzor.
- Tryska je přišroubována k žehličce, konce by měly být ošetřeny tepelnou pastou.
- Přemýšlejte a přemýšlejte: jak a ze které strany bude lepší pracovat. Před zahájením práce připevněte nástavec. Při vysokých teplotách bude tento proces doma obtížný nebo nemožný.
- Pokud je obtížné pracovat proti zdi, můžete odříznout část ostrého hrotu žehličky.
- Před zahájením práce musíte žehličku několik minut zahřát.
- Dávejte pozor na správnou teplotu. Mělo by to být dvě stě šedesát dvě stě sedmdesát stupňů Celsia. Měřicí zařízení vám s tím pomůže.
Instalace polypropylenových trubek
Před instalací potrubí označte místa jeho připevnění, namontujte svorky - tato operace se provádí před pájením polypropylenových trubek.
Připravte díly, které mají být pájeny natvrdo:
- Trubka je vždy řezána s rezervou pro pájecí zóny (viz tabulka) pro konkrétní řez. Díly nejsou nikdy řezány najednou. V průběhu práce se chyba měření vždy hromadí. Pokud respektujete rozměry, nebudete se moc odchýlit od plánovaných rozměrů, ale můžete nashromáždit 1 ... 2 centimetry navíc (negativně i pozitivně). V případě místních odchylek je vhodné vytvořit rezervu: během pájení se může změnit konfigurace systému, v důsledku čehož se změní rozměry struktury, která má být pájena.
- Připravené díly se vyčistí.
- Značky jsou aplikovány na součásti: označují hloubku pájky na trubce (jak daleko bude trubka vstupovat do tvarovky) a osu spojení - vodorovné značky na obou prvcích, které by se měly během instalace shodovat. Vždy označte součásti - to výrazně zjednodušuje práci, zejména při instalaci složitých konstrukcí s mnoha zatáčkami.
Jak pájet polypropylenové trubky:
- Nasaďte si rukavice.
- Oba připojovací prvky jsou současně instalovány na vyhřívané páječce a po určitou dobu se zahřívají.
- Po zahřátí se části vyjmou z podložek a spojí se značkami a zasunou jeden do druhého. Po vyjmutí zahřátých částí z páječky na připojení a fixaci máte 1-2 sekundy. Pracujte sebevědomě a opatrně, abyste se nespálili (viz bod 1).
- Dále je nutné udržovat spojení, dokud neztuhne (čas - viz tabulka).
- Po ochlazení jednotky je možné další pájení s nově svařovanou oblastí. Pokud nevydržíte dobu chlazení, je možná deformace dříve pájených dílů.
Tabulka 1. Doba ohřevu, držení a chlazení polypropylenových trubek a tvarovek.
| Vnější průměr trubky, mm | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 |
| Pájecí zóna: vzdálenost od okraje dílu (pájecí podložky) ke značce, mm. | 13 | 14 | 15 | 16,5 | 18 | 20 | 24 | 26 | 29 | 32,5 |
| Doba ohřevu dílů, s | 5 | 6 | 7 | 8 | 12 | 18 | 24 | 30 | 40 | 50 |
| Doba držení připojení, s | 4 | 4 | 4 | 6 | 6 | 6 | 8 | 8 | 8 | 10 |
| Doba chlazení (pro pájení sousedních spojů), min. | 2 | 2 | 2 | 4 | 4 | 4 | 6 | 6 | 8 | 8 |
DŮLEŽITÉ! Časové údaje pro různé materiály se mohou lišit v závislosti na čistotě materiálu potrubí, přítomnosti výztuže a dalších aspektech až do teploty místnosti. Ale tyto odchylky jsou jasně viditelné pouze na trubkách velkého průměru. U malých rozměrů se čas bude lišit maximálně o 1 ... 1,5 s.Pokud vám něco nevyjde nebo to děláte poprvé, můžete si koupit nejjednodušší tvarovky (spojky), odříznout některé trubky (několik kusů 7 ... 10 cm) a zkontrolovat, jak materiál reaguje na ohřev a připojení.
DIY svařování polypropylenových trubek pro začátečníky
Jak vzniká svařování polypropylenem - rovnoměrný šev
Kvalitativně a úhledně instalované potrubí v domě je klíčem k vaší duševní pohodě po mnoho let, protože špatné požadavky vytvářejí spoustu problémů nejen pro obyvatele bytu, ale také pro všechny sousedy.
V zájmu úspory vlastního rozpočtu, častých oprav a výměny potrubí, jakož i dlouhodobé ochrany vašeho bytu a nekazení vztahů se sousedy se doporučuje pečlivě zvážit výběr a instalaci vysoce kvalitních potrubí. Pro instalaci topných, kanalizačních a vodovodních systémů se velmi často používají trubky z polypropylenu.
Není divu, že si polypropylenové trubky získaly popularitu. Tyto trubky jsou velmi odolné, nebojí se koroze, nevyžadují při instalaci mnoho času a úsilí a není třeba používat složité vybavení. Někteří lidé si myslí, že svařování plastů je obtížný proces, ale není.
Ve skutečnosti však není nutné být profesionálem, stačí si přečíst pokyny a být pozorní a přesní.
Vysoce kvalitní svařování polypropylenových trubek
K výrobě vysoce kvalitních švů, které jsou klíčem k síle celého potrubního systému, je nutné správně vybrat podrobnosti. Polypropylenové trubky lze použít pro různé účely a jsou vyrobeny z dostupného materiálu:
- PPH. Používají se k vytváření větrání, průmyslových potrubí a také k zásobování studenou vodou. Jsou vyrobeny z homopolypropylenu.
- PPS. Trubky zpomalující hoření. Jsou schopni odolat teplotám devadesáti pěti stupňů.
- РРВ. Tyto trubky jsou dobré pro zásobování studenou vodou i pro vytváření topného systému. Jsou vyrobeny z polypropylenového blokového kopolymeru.
- Zesílené díly. Tyto části jsou vyrobeny z mnoha vrstev. Používají se ke snížení tepelného prodloužení v potrubí.
Hlavním úkolem je vybrat správné součásti pro každý typ potrubí a také se nemusíte mýlit s výběrem správné spojky a armatury.
Aby bylo možné svařování polypropylenu provádět efektivně, je zapotřebí ruční svařovací stroj. Průmyslový model svařovacího stroje může být potřebný pouze pro velké trubky. Musíte také zásobit speciální nůžky, kterými můžete stříhat trubky.
Pokud plánujete použít vyztužené části, musíte si připravit zařízení na jejich čištění. Nejčastěji se vše, co potřebujete, prodává v sadě se svařovacím strojem. Modely ručních svařovacích strojů se liší v závislosti na vybavení.
Sada s minimálním počtem dílů bude vhodná pro práci s trubkami stejných nebo průměrů. Průměrná konfigurace zahrnuje několik příloh různých průměrů. Můžete si také zakoupit zařízení plně vybavené všemi tryskami a nástroji, které mohou být během procesu svařování zapotřebí.
Aby toto svařování probíhalo podle pravidel, musí být nejprve zahříváno teflonovými tryskami, které jsou vloženy do svařovacího stroje. K tomu je svařovací stroj nainstalován na nohách, pak musíte vybrat a upevnit trysky požadované velikosti, poté musíte zvolit požadovanou teplotu (mělo by to být uvedeno v pokynech připojených k nástroji).
Poté musíte zařízení zapnout a počkat, až se zařízení zahřeje. Když se zařízení zahřeje, spojíme tvarovku a trn, trubku a objímku.Když je svařovací tryska vyrovnána s trubkou, horní vrstva trysky se roztaví a vnitřní vrstva se neroztaví, ale zahřívá se a stává se plastickou, což umožňuje vložení trubky do trysky. Ze stejného principu jsou trn a tvarovka kombinovány.
Poté, co se prvky zahřejí, odstraníme je z trysek rychlými přesnými pohyby, poté spojíme horké části vložením jedné do druhé. Je důležité, abyste díly příliš nekrucovali a nestlačovali, aby nedošlo k poškození. Roztavené části neudržují teplotu dlouho a zůstávají plastické, dokud úplně nevychladnou, proto je nutné je pevně zafixovat a držet, dokud neztratí svoji plastickost, aby se zabránilo deformaci. Prvky se stávají odolnými poté, co jejich teplota klesne pod čtyřicet stupňů. To je pak, že dekorace a poškození se nestanou strašidelnými a můžete začít čistit švy.
Pokyny pro svařování polypropylenových trubek
Pokud toto svařování provádíte osobně a poprvé, pak si nejprve nechte procvičit další díly a kusy potrubí. Po zvládnutí svařovacích dovedností budete schopni dokončit závěrečnou práci přesněji a efektivněji. Budete-li mít po ruce náhradní díly, budete pojištěni, že nebudete muset běžet do obchodu, pokud se během procesu svařování něco pokazí.
Jak vidíte, pro svařování polypropylenových trubek není nutné využívat služeb odborníka. Jedná se o velmi snadný, časově nenáročný proces, který zvládne každý. Každý profesionál, který byl kdysi začátečníkem, a pokud jde o vysoce kvalitní a přesné svařování polypropylenových trubek, je snadné přejít od osoby, která nemá ponětí, jak to udělat, ke skutečnému specialistovi. Nebojte se, přísně dodržujte pokyny, propojte svou pozornost a přesnost a budete mít úspěch!
Podobné články
aquarem.ru
Nedokončené a pájené
K opětovnému roztavení dochází, když jsou díly přeexponovány na topných podložkách. Ve výsledku získáme:
- Zmenšení vnitřního průměru trubky.
- Deformace kloubu během chlazení, odchylka potrubí od vodorovné nebo svislé.
- Když se pokusíte opravit spojení rukama, části se mohou posouvat (jsou velmi horké, dlouho ochlazují, nepájejí se) a ve výsledku se pájení může ukázat jako nekvalitní - únik.
K přehřátí dochází, když jsou součásti přehřáté. Výsledky poddávkování jsou také negativní:
- Součásti nejsou součástí připojení.
- Přehřátí může vést k nežádoucím deformacím dílů, které mohou vést k netěsnostem.
- S mírným podříznutím nastane nejhorší situace: díly vstupují do spoje, ale bez vytvoření těsného spoje. Při takovém podříznutí trubka vstupuje do armatury, ale ne hladce, bez prokluzu, s mírným rušením.
Spojování potrubí na těžko přístupných místech a svařování složitých konstrukcí
Mezi takové struktury patří:
- instalace čítačů;
- připojení k ohřívači vody;
- distribuce sousedním sousedním spotřebitelům;
- pájení ve stísněných prostorech.
Více informací:
- Při pájení potrubí k měřiči berte v úvahu jeho rozměry: vodoměr v bytě je větší než trubka. Pokud nejprve přijmete potrubí, bude obtížné nainstalovat samotné zařízení - nebude mít dostatek místa.
- Ohřívače vody mají složité potrubí. V podmínkách malých bytů musíte být při výpočtu potrubí opatrní. Vždy si sami označte oblasti, kde nebudete moci páječku používat - zde budete muset pájet přípojky „na podlaze“ a poté je upravit podél stěny a zařízení.
- Zařízení v okolí vytvářejí mnoho problémů: pájení je časově zpožděno, protože hromadění trubek narušuje proces, zvyšuje se čekací doba na ochlazení pájených spojů. Musíte jasně přemýšlet o pořadí, ve kterém spojíte všechny součásti, aby po pájení sousedních prvků nezasahovaly.
- Pájení ve stísněných podmínkách zabere více času, než přijít na to, jak se dostat ke spoji, než samotný proces svařování. Proto i když potřebujete pájet 2 ... 3 uzly, pečlivě zvažte všechny možnosti. Je žádoucí mít asistenta, který bude páječku krmit nebo vyzvedávat.
- Pájení v drážkách. V místech pájení by měl být blesk rozšířen a prohlouben, abyste do něj mohli vložit páječku. Stroboskop v přilehlých ohybech a spojích by měl být také širší, aby trubka měla při vyjmutí z páječky výkonovou rezervu.
Zajímavé: jaký je rozdíl mezi svařováním trubek a pájením na tvrdo
V podstatě se tyto operace neliší: spojované díly se zahřívají do stavu, kdy je lze slepit a získat utěsněné spojení. Páječka se často nazývá svářečka - to je také správné. Ale koncept „svařování polypropylenových trubek“ se používá spíše pro průmyslové pájení potrubí o velkém průměru ve veřejných službách (svařování na tupo).
Velké pájecí stroje mají mírně odlišnou strukturu. Práce probíhají následovně:
- Trubky, které mají být svařovány, jsou umístěny ve středícím zařízení (vedení), chráněném speciálním diskem, který zajišťuje rovinnost a rovnoběžnost poškrábaných okrajů. Po vyjmutí disku se zkontroluje kontaktní plocha - trubky by měly dokonale sedět.
- Mezi potrubí je vložen topný kotouč, k němu jsou připojeny části potrubí a zahřátý.
- Topný článek je odstraněn, trubky jsou vedeny jeden k jednomu a svařovaný spoj ke spoji.
- Po vychladnutí spoje (je nutná expozice) je vodicí konstrukce odstraněna.
stroikadialog.ru
Řezání trubek
Proces řezání polotovarů se provádí pomocí speciálního nástroje. I když je doma fáze řezání často prováděna pilkou na kov, bruskou nebo elektrickou skládačkou. Při této metodě řezání je povrch získán velkými otřepy, proto je nutné před svařováním polypropylenových trubek pečlivě očistit hrany.

Pro začínající montéry je lepší stříhat trubky speciálními nůžkami:
- Obsluha modelu přesného typu je velmi pohodlná. Má ozubenou čepel a speciální ráčnu. Nůžky vám umožňují získat vysoce kvalitní a rovnoměrný střih. Pokud však potřebujete pracovat s velkým počtem obrobků, může se vaše ruka rychle unavit.
- Ještě lepší kvality řezu lze dosáhnout použitím válečkového modelu. Technologie řezání se provádí pomocí vodicího válce, který se otáčí kolem trubky. Nízká řezná rychlost je považována za negativní vlastnost.
- Akumulátorové modely kombinují všechny výhody - kvalitu a rychlost řezání. Jsou vybaveny malým elektromotorem a lze je použít pro velké množství práce.
Obrobky o velkém průměru jsou řezány speciálními řezačkami trubek, aby se získal vysoce kvalitní a čistý řez.











