Pájení měděných trubek
Měď je drahý kov, ale měděné potrubí má konkurenční výhodu, aby udržovalo měděné systémy ve špičkové poptávce. Kompetentně vyrobené z mědi zajistí dlouhou a bezproblémovou životnost vodovodního systému po celou dobu životnosti domu, přesahující půl století. Praktičnost zpracování těchto produktů spočívá v jednoduchosti procesu pájení - je nízkoteplotní, snadno se provádí v domácím prostředí za přítomnosti plynového hořáku nebo elektrické páječky.
Sada nástrojů
Kompletní sada nástrojů, přípravků a materiálů použitých při procesu pájení je následující:
- prostředky pro rozpínání, řezání a odizolování trubek: expandér, řezačka trubek nebo bruska s nejtenčím kotoučem, úkosovačka, brusný papír, kovový kartáč;
- nástroj pro ohřev kovu a tavení pájky: plynový hořák nebo elektrická páječka 250 W;
- materiály, se kterými dochází ke spojení: tavidlo a pájka ze slitiny cínu s mědí, antimonem, stříbrem nebo jinými přísadami;
- pomocné materiály - ubrousky na odstraňování přebytečného tavidla, stojany, rukavice, měřicí a značkovací nástroje.
Měděné trubky budou spojeny bez tvarovek - okraj jednoho je rozšířen pomocí expandéru trubek, do kterého je vložen další kus. Spoj se zahřívá a šev se nalije roztavenou cínovou pájkou - získá se spolehlivý utěsněný spoj, který vydrží dostatečně vysoký tlak a vysoké teploty. Měděné trubky můžete správně pájet pochopením principů procesu:
- po řezání trubek před pájením jsou konce důkladně očištěny - všechny otřepy jsou odstraněny a okraj je obroušen do jasně žluté barvy. To je třeba provést k odstranění oxidů z mědi, které zabraňují pájení;
- po odizolování je pokryt speciální směsí - tavidlo, které odstraňuje kyslík a zabraňuje oxidaci během svařování, pomáhá roztavené pájce proniknout hluboko do spoje;
- sekce pokryté tavidlem jsou nasunuty jedna na druhou a zahřívány hořákem nebo páječkou. V tomto případě se technologie pájení páječkou liší od práce s hořákem pouze v nepřítomnosti otevřeného plamene;
- pájka se přivede na ohřátý povrch pod plamenem - cín se roztaví, vtáhne do spoje a rovnoměrně se rozšíří kolem kruhu spoje;
- po ochlazení přebytečný cín sám odpadne a šev bude hermeticky uzavřen.
Pokud nemáte v tomto pájení speciální dovednosti, je lepší svěřit to profesionálům.
Rada. V každodenním životě je nutné spojovat hliníkové trubky, které se zpracovávají obtížněji než měď. To bude vyžadovat zařízení pro pájení hliníku a pájení hliníku - hořák schopný ohřát kov na 400 ° C. Specifičnost postupu spočívá v tom, že se nepoužívá tavidlo a pájka se nezavádí do plamene, ale nanáší se na spoj: taje při kontaktu s horkým kovem.




Pájení polypropylenových trubek z PVC (plast)
Polymerní výrobky jsou pájeny při nižších teplotách než kov. Bojí se otevřeného ohně, proto se ke svařování používají speciální elektrické páječky zvané svářečky.
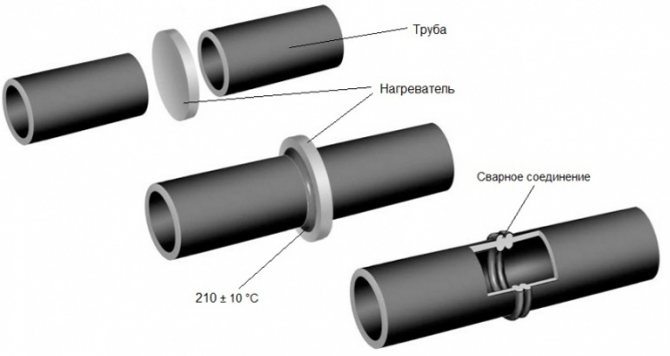
Technologie svařování polypropylenových výrobků (PP) se zásadně liší od práce s mědí.
Spojování kovových profilů zahrnuje vložení jednoho profilu do druhého a následné utěsnění švu pomocí svaru z měkčího kovu.V případě polypropylenu jsou oba segmenty roztaveny, smíchány, úplně do sebe pronikly a po ztuhnutí dochází k integrálnímu homogennímu spojení. Takové svařování se z latinského slova difúze nazývá difúzní, což znamená míchání. Pájení propylenových trubek znamená dělat tři věci:
- roztavte konce segmentů, dokud nejsou měkké;
- propojte jeden s druhým bez zbytečných zatáček;
- počkejte, až vychladne - ve výsledku se vytvoří homogenní jednodílný úsek.
Pájecí trubky pro vytápění a instalatérské práce doma
Kvůli jednoduchosti postupu „udělej si sám“ se provádí doma. K tomu je třeba zakoupit:
- elektrický svařovací stroj pro svařování polypropylenu;
- přílohy pro zařízení (obsažené v sadě pro zařízení);
- zastřihovač;
- kování;
- příslušenství: popisovač, nůž, svinovací metr.
Pájení polypropylenu je mnohem snazší než měď
Pájení propylenových trubek pro své vlastní použití spočívá v postupném provádění následujících operací:
- Odřízněte trubky na předem stanovené rozměry, v případě potřeby připravte armatury.
- Ořízněte konce - odstraňte 1–1,5 mm ochranné vrstvy shora. To lze provést vyžínačem nebo broušením smirkovým papírem.
- Připravte svařovací stroj - vybavte ho tryskami o průměru trubek a připojte jej k síti. Polypropylen taje při 250 ° C. Zařízení má teplotní spínač a indikátor topení. Po dosažení požadované teploty vydá zařízení zvukový nebo světelný signál, že je připraven na svařovací proces.
- Vložte trubku a tvarovku do příslušných trysek a dodržujte čas přesně podle pokynů, aby nedošlo k přehřátí nebo přehřátí.
- Odstraňte zahřáté části z trysek a poté pájejte vložením jednoho prvku do druhého. V této fázi musí být akce sebevědomé a jasné - je zakázáno pohybovat prvky tam a zpět nebo se otáčet podél osy.
- Nechte polypropylen vychladnout - nechte konstrukci chvíli bez mechanického namáhání.
- Vizuálně zkontrolujte spojení, zda nemá vady: při dodržení technologie bude šev jednotný a pevný.
Pájení HDPE trubek pomocí polypropylenových tvarovek.
Upřímně, jsem proti této metodě. Nyní vysvětlím proč:
- Polypropylen a polyethylen mají různé teploty tání. HDPE taje na něco málo přes 100 stupňů Celsia, zatímco polypropylen se taví na 260 stupňů. Svařování se ukáže jako nekvalitní.
- I když se ukáže, že takové spojení vytvoří, stále není jasné, pro jaký tlak je určen a jak dlouho ho dokáže udržet.
Přečtěte si také: Připojení přípojnic pro vodiče
Proto vám doporučuji, abyste při takových experimentech neztráceli čas a peníze.
Správné pájení velkých HDPE trubek za normální teploty
Jsou dvou typů:
- nízká pevnost - jsou vyráběny pod vysokým tlakem a získávají nízkou hustotu;
- vysoce pevné (HDPE) - jsou vyráběny za nízkého tlaku, ale získávají vysokou hustotu.
Jiný název pro vysokopevnostní polyetylénové trubky - HDPE znamená nízkotlaký polyetylén. Slova „nízký tlak“ v názvu znamenají podmínky, za kterých byly výrobky vyrobeny, a nesouvisí s rozsahem použití. Nízkotlaký polyethylen (HDPE) se používá v podmínkách vysokého tlaku a teploty - v hlavních plynovodech nebo vodovodech. Správné pájení polypropylenových trubek není snadný úkol.
Vzhledem k tomu, že se výrobky z HDPE vyrábějí v široké škále průměrů (20 mm až 1 m 20 cm) a tloušťek stěn, existuje více než jeden způsob jejich spojování a mnoho typů zařízení pro pájení polyetylénových trubek. Svařování polyetylénových trubek se provádí jednou z následujících metod:
- zadek (nebo zadek);
- zvonovitý tvar;
- elektrofúze.
Pro takové pájení potřebujete speciální pájecí stroj.
Tupé svařování PE trubek v průmyslových podmínkách se provádí drahou a objemnou jednotkou s mechanickým nebo hydraulickým pohonem. Sada zařízení obsahuje vodítka pro centrování, zastřihovač pro hladké řezání styčných hran, topný článek, pohony a časovače. Samotná technologie typu end-to-end je jednoduchá, ale použité zařízení není levné: cena svařovacího stroje pro HDPE trubky je v průměru 250 tisíc rublů a samostatný topný článek stojí asi 50 tisíc.
Schéma pájení pro polyetylénové trubky s páječkou na těžko přístupných místech
Pájení polyetylénových trubek probíhá podle následujícího schématu:
- výrobky, které mají být připojeny, jsou vloženy do stroje na svařování trubek, jsou vycentrovány;
- mezi ně je vložen automatický čelní nástroj, který rovnoměrně rozřezává HDPE a odstraňuje třísky;
- protilehlé konce jsou spojeny, je provedena vizuální kontrola vyrovnání a těsnosti okrajů;
- konce, které mají být svařeny, jsou odmaštěny, je mezi nimi instalován topný článek;
- konce se zahřívají a taví po určitou dobu při dané teplotě;
- topný článek je odstraněn a přípojka se ochladí po dobu nastavenou časovačem;
- získá se silné spojení bez ovlivnění flexibility potrubí.
Doma se to děje na stejném principu, ale používají se jednodušší zařízení - páječka na polyetylénové trubky. Stojí to od 30 tisíc rublů, je to svařovací zrcadlo pokryté teflonem a vydrží vysoké teploty - až 300 ° C.
Parametry tupého svařování polyetylénových trubek: teplota, doba ohřevu a chlazení - závisí na průměru a tloušťce stěny, jsou nastaveny svářeči podle speciální tabulky. Aby se eliminovaly chyby v mnoha zařízeních, parametry se nastavují automaticky.
Elektrofúzní svařování HDPE trubek patří do průmyslové kategorie a spočívá v roztavení části potrubí pod spojkou, do které je dodáván elektrický proud, a teplota stoupá. Elektrofúzní spojky pro polyetylénové trubky spotřebovávají během provozu velké množství elektřiny a jsou považovány za nákladnější, ale pomáhají v případech, kdy není možné použít zařízení s velkými rozměry. Mohou být použity doma.
Rozsah použití polyetylénových trubek
Polyetylénové výrobky se v moderní konstrukci široce používají
Používají se při stavbě vodovodů, kanalizací, plynovodů. PE trubky nacházejí uplatnění v tlakových a gravitačních kanálech, slouží jako ochranná pouzdra pro elektrické a telefonní vodiče.
Rekonstrukce starých sítí se provádí pomocí polyetylénových trubek. Výměnu lze provést se zničením opotřebovaných komunikací, ale je možné pokládat nové souběžně se starými, což nevyžaduje zastavení přívodu vody k obyvatelstvu a uzavření kanalizace. Rekonstrukce studní a dalších komunikačních a hygienických zařízení závisí na stupni jejich zhoršení. Jednotlivé díly (hrdla, uzavírací ventily atd.) Mohou být částečně vyměněny; v případě potřeby se provede velká oprava s kompletní výměnou potrubí.
DESIGN PRESTIGE LLC
Pájené vyztužené trubky z polyvinylchloridu
Pájení lze provádět pomocí stejného stroje, který se používá pro svařování polypropylenových analogů. Stěny výrobků z PVC jsou silnější a tužší, proto je nutné je spojit. Jejich bod tání je nižší, proto se tento typ nepoužívá pro zásobování horkou vodou - stěny potrubí se zdeformují vlivem vysokých teplot. Pájení se provádí elektrickým svařovacím strojem s tryskami, na kterých jsou roztaveny konce spojovaných výrobků. Chcete-li správně pájet pvc trubky, musíte provést několik kroků:
- vyčistěte okraje;
- odstranit výztuhu, pokud existuje;
- nastavte teplotu tání na nejvýše 200 ° C
Nástroje, přípravky, sled akcí jsou stejné jako při práci se vzorky polypropylenu.
SLEDUJTE VIDEO
V každodenním životě jsou trubky z polypropylenu, polyethylenu nebo PVC často označovány jedním obecným slovem jako plast a principy jejich spojení mají mnoho společného. Ne každý dokáže správně pájet trubky, ale každý se může naučit.
Dnes se polymerní výrobky používají v mnoha oblastech našeho života a průmyslu. Ale obzvláště populární je HDPE - nízkotlaký polyethylen. Tento materiál je pevný, odolný a snadno se instaluje díky své nízké měrné hmotnosti. Potrubí pro různé účely se často vyrábějí z polyetylenových trubek. Pro připojení jednotlivých obrobků jsou výrobky z HDPE svařovány. V našem článku budeme hovořit o odrůdách a vlastnostech svařování HDPE trubek.
Odrůdy spojení
K připojení polyetylénových trubek můžete použít následující metody:
- Odnímatelné. K provedení takového spojení HDPE polotovarů budou zapotřebí ocelové příruby. Hlavním rysem tohoto principu dokování je, že potrubí lze během provozu rozebrat.
- Neoddělitelný. V takovém případě nebude demontáž komunikace fungovat. K vytvoření takového spojení musí být obrobky svařeny. K tomu lze použít jednu z následujících metod:
- tupé svařování polyetylenových polotovarů;
- svařování HDPE produktů pomocí spojek.
Pro sestavení potrubí z prvků o velkém průměru se používají termorezistivní tvarovky nebo svařování na tupo. Při použití obou metod se získá spolehlivé monolitické spojení.
Rychlé polyetylénové trubky
Problémy s polyethylenovými výrobky jsou spojeny s charakteristikami všech viskoelastických termoplastů. Jejich pevnost do značné míry závisí na stupni ohybu a stlačení a obecně je relativně malá. Polyethylen je citlivý na ultrafialové světlo, což je třeba kompenzovat barvícími přísadami (obvykle sazemi) a použitím ochranné barvy. Tepelná roztažnost polyethylenu je poměrně vysoká a musí být kompenzována konstrukčním ohybem trubky ve tvaru L nebo U.
Dnes jsou domácí podzemní plynovody dlouhé asi 2 miliony km. Jedná se hlavně o ocelové potrubí. Například polyetylénové trubky tvoří asi 10% z celé délky plynovodů. Jiné sítě také nemají v tomto parametru příliš vysoký výkon. Existuje však přetrvávající tendence, že moderní potrubí v procentech se mění ve prospěch polyetylenových trubek.
Tupé svařování HDPE produktů
Tupé svařování HDPE trubek vyžaduje použití svařovacího zařízení. Vzhledem k tomu, že během svařování nejsou použity žádné další součásti, je proces instalace značně zjednodušený. Tímto způsobem lze svařovat pouze HDPE polotovary.
Pozor: vysoce kvalitní svařování na tupo z HDPE produktů bude fungovat, pouze pokud se provádí pomocí jednoho švu. Díky tomu bude maximalizována pevnost spojení spojovaných dílů.
Tupé svařování polyetylénových trubek je nejúčinnější a nejuniverzálnější technologií, protože udržuje pružnost materiálu v celém potrubí. Tuto metodu lze použít bez ohledu na typ použité instalace potrubí (příkop, bezvýkopový nebo otevřený).
Pájení polyetylenových trubek na tupo se provádí v následujícím pořadí:
- Nejprve musí být konce obrobků, které mají být spojeny, namontovány do centralizátoru svařovacího zařízení.
- Po vyrovnání a upevnění dílů pomocí bavlněné ubrousky a alkoholu je nutné konce očistit od prachu, nečistot a mastnoty.
- Potom jsou konce, které mají být svařeny, zpracovány pomocí obkladového zařízení. Ořezávání se zastaví, když se začnou vytvářet jednotné třísky o tloušťce nejvýše 0,5 mm. Obrobek lze nyní odstranit a rovnoběžnost konců lze zkontrolovat ručně.
- Pokud je mezi svařovanými plochami zjištěna nepřijatelná mezera, je nutné operaci ořezávání opakovat.
- Poté jsou trubky pájeny natvrdo. Za tímto účelem se pomocí ohřívacího prvku s nepřilnavým povrchem ohřejí konce obrobků na požadovanou teplotu.
- Když jsou konce dostatečně roztaveny, rozdělíme výrobky, které mají být svařeny, a také odstraníme prvek pro ohřev ze svařovací zóny.
- Poté mohou být konce, které mají být svařeny, uzavřeny a upínací tlak může být zvýšen, dokud nedosáhne požadované hodnoty.
- Svar musí být po stanovenou dobu udržován pod tlakem.
- Poté se zkontroluje kvalita svařování. Za tímto účelem se hodnotí vzhled otřepů, šířka a výška.



Zásuvkové svařování HDPE polotovarů
Svařování HDPE trubek spojovací metodou se provádí pomocí speciální svařovací jednotky zvané páječka a také pomocí sady speciálních trysek, které se mohou lišit v průměru. Velikost trysky se volí na základě průměru svařovaných polyetylenových trubek.
Spojování pájení HDPE potrubí se provádí pomocí tvarovek. Konfigurace těchto produktů se může lišit. Přicházejí ve formě úhlů, odpališť nebo spojek. U této metody pájení jsou konce obrobků a tvarovek svařeny.
Důležité: hlavní výhodou objímkového svařování je, že může být prováděno na těžko přístupných místech, kde je obtížné axiální posunutí obrobků.
Ohřev polyethylenových dílů se provádí kontaktem obrobku s ohřátou kovovou částí svařovací jednotky. Skládá se ze dvou válcovacích částí:
- trn ohřívá vnitřní povrch tvarovky;
- topná trubka je vložena do objímky.
Chcete-li nainstalovat tuto trysku do otvoru pájecí jednotky, musí být objímka a trn zkrouceny dohromady.
Pájení polyetylénových trubek spojovací metodou zahrnuje následující přípravná opatření:
- Obrobky je třeba stříhat speciálními nůžkami na požadovanou velikost. V tomto případě je nutné zajistit, aby byl řez striktně kolmý k podélné ose produktu.
- Před provedením pájení musí být konce spojovaných dílů očištěny.
- Aby se zabránilo nežádoucímu ochlazování během svařování, jsou konce potrubí, které nejsou aktuálně připojeny, utěsněny zátkami.
- Poté musíte vyčistit povrch svařovací trysky od částeček materiálu, které mohly zůstat po předchozí práci.
Nyní můžete zahájit samotný proces svařování, který se provádí v následujícím pořadí:
- Nejprve musí být tryska zahřátá na teplotu svařování. Když hodnota dosáhne požadované úrovně, vydá signál indikátor na těle páječky.
- Poté musí být trubka HDPE zasunuta do objímky, dokud se nezastaví. Na druhé straně je tvarovka také tlačena na trn, dokud se nezastaví. Vzhledem k tomu, že se průměry mírně liší, bude nutné vyvinout určité úsilí k dokončení postupu.
- Čas svařování trubek volíme podle speciálních tabulek, kde je tento indikátor indikován pro výrobky různých průměrů.
- V procesu vkládání trubkového prvku a sklouzávání na tvarovce se přebytečný materiál z povrchu obrobků roztaví a vytlačuje. Výsledkem je, že podél okraje svařovaných prvků je vytvořen prstencový lem - šíp.
- Tlak při vkládání dílů by měl být zastaven v okamžiku, kdy obrobek a tvarovka dosáhnou dorazu.Je velmi důležité dodržet tuto podmínku, protože jinak nebude spojení dostatečně silné. Vzhledem k tomu, že je obtížné přesně určit hloubku ponoru obrobku, je nutné nejprve tuto hodnotu změřit a na potrubí udělat značku.
- Poté vyjměte obrobky, které se mají svařovat, z trysky. Poté namontujte trubku do tvarovky tak, aby těsně dosedala na prstencovou patku. Nechejte připojené prvky vychladnout. V takovém případě byste je neměli kroutit a vystavovat je různým mechanickým vlivům.
Elektrofúzní svařování
K vytvoření takového spojení je zapotřebí speciální elektromagnet, do kterého jsou namontovány zapuštěné topné prvky. Pokud porovnáme toto svařování se svařováním na tupo, bude to stát víc kvůli potřebě nákupu drahých elektrických spojek.
Tato technika má však své výhody:
- Protože se na vnitřním povrchu trubek netvoří otřepy, permeabilita potrubí se nesnižuje.
- Tato metoda svařování je vhodná pro použití v omezeném prostoru, kde není možné instalovat celkovou svařovanou jednotku.
Pro připojení dvou obrobků do přímé části potrubí se používají konvenční elektrofúzní spojky. V některých případech však mohou být zapotřebí elektrofúzní odpaliště a sedlové větve. Pro dokončení práce budete potřebovat elektrofúzní svařovací jednotku.
Postup svařování se provádí pomocí polyetylenové svařované tvarovky. Jedná se o speciální produkt, který má zabudované spirály, které fungují jako topné články. V tomto případě je část tvarovky, která je roztavena v důsledku zahřáté spirály, spojena s polymerním materiálem obrobku a vytváří tak souvislé monolitické potrubí. Mimochodem, spirála zůstává ve výsledném švu navždy.
Důležité: technologie elektrofúze vám umožňuje získat spojení s vysokou pevností. Kvůli vysokým nákladům na tuto metodu se však používá při instalaci tlakových komunikací pro přepravu plynu a ropných produktů.
Svařování pomocí elektrofúze se provádí v následujícím pořadí:
- Pomocí speciálního řezacího zařízení se trubky rozřezávají na kousky požadované velikosti.
- Dále musí být obrobky v místě svařování očištěny od nečistot a odmastěny. Elektrofúze musí být podrobena stejnému ošetření.
- Poté se na trubkových prvcích vytvoří značky, které vám umožní kontrolovat hloubku zasunutí trubky do objímky.
- Aby se zabránilo nežádoucímu ochlazení prvků během svařování, jsou volné konce trubek ucpané.
- Pomocí speciálních drátů je svařovací jednotka připojena k elektrické spojce, je stisknuto tlačítko start.
- Po určité době se jednotka sama vypne, což znamená dokončení svařování.
- Takto získaná spojení lze provozovat až po hodině.
Pozor: hlavní podmínkou pro získání vysoce kvalitního švu je nehybnost dílů během procesu svařování a chlazení.
Na získané svarové spoje jsou kladeny následující požadavky:
- Prstencovitý lem svaru by měl před svařováním překrývat značku na obrobku.
- Přípustné vzájemné posunutí trubních částí není větší než 10% tloušťky stěny HDPE prvku.
- Pokud tloušťka stěny svařovaného dílu není větší než 5 mm, měla by být výška patky vysoce kvalitního svařovaného švu přibližně 2,5 mm. V případě svařovacích trubek o tloušťce stěny 6-20 mm by výška patky měla být větší než 5 mm.
Při výběru způsobu svařování HDPE polotovarů stojí za zvážení provozní podmínky instalovaných nástrojů. Pouze při zohlednění tohoto faktoru lze vybudovat spolehlivý a vysoce kvalitní plynovod, který bude fungovat efektivně po celou dobu, která mu bude přidělena.
Přidat do záložek
Když bude nutné vyměnit potrubí v domě, vyvstává otázka, zda to udělat sami, nebo zavolat velitele. Zcela nedávno bylo zavolat instalatéra, aby opravil instalatérství, známou a přirozenou věcí. Ale nyní, když se objevily plastové trubky (kov-plast, polypropylen, plast, výrobky z HDPE), které mají nízkou cenu, poměrně dobrou pevnost a snadnou metodu instalace, jsou případy vlastní instalace stále častější. Pájení polyetylénových trubek významně ušetří proces instalace vodovodního systému.
Typy plastových trubek: polyethylen, polypropylen, kov-plast.
Ale jak se pájet a co je k tomu potřeba?










Zásyp výkopu
Pro počáteční zásyp se použije zemina odstraněná z výkopu, ve kterém nejsou kameny o rozměrech 20 mm. Vyrábí se po celé délce trubky, asi 15 cm vysoké od jejího vrcholu. Pokud je nutné zásyp zhutnit, musí půda splňovat určité požadavky. Můžete použít jemný štěrk (20–20 mm) nebo drcený kámen (4–44 mm). Půda nesmí padat přímo na potrubí. Zakopané potrubí uložené na dně výkopu je třeba zhutnit. Naplněná zemina je na obou stranách trubky zhutněna ve vrstvách po 20 cm, aby se neposunula. Půda není vrazena přímo nad potrubí.
Zásyp se provádí po zhutnění a získá se zhutněná vrstva asi 30 cm přes trubku. Výkop může být zasypán vyhloubenou zeminou, velikost největších kamenů není větší než 300 mm. I když existuje vrstva ochranného zásypu o tloušťce asi 30 cm, velikost kamenů v půdě použité pro zásyp nesmí být větší než 60 mm.
DESIGN PRESTIGE LLC
Jaký typ produktů byste si měli vybrat?
Ne tak dávno byly kovové trubky nejběžnější a cenově dostupné v oblasti zásobování vodou, ale nyní se objevila celá řada plastových systémů. Každý typ má své vlastní výhody a nevýhody. Mezi hlavní obecné výhody plastových konstrukcí patří pohodlí a snadná instalace, odolnost proti korozi, dobrý výkon (například žádný zvuk tekoucí vody, dlouhá životnost atd.).
Podívejme se na některé z nich:
- Trubky z vyztuženého plastu mají dobrou tepelnou vodivost, ale nejsou příliš odolné vůči mechanickému namáhání.
- U kovoplastů jsou zapotřebí tvarovky a krimpovací kleště, speciální svařovací zařízení není nutné. Používá se pro jakýkoli typ vody.
- Výrobky z polypropylenu vyžadují použití speciálního zařízení pro svařování dílů, mají širokou škálu aplikací, jsou možné různé varianty: vícevrstvé, skleněné vlákno, jednovrstvé, uhlíkové vlákno.
- Trubky ze zesítěného polyethylenu mají zlepšené výkonové charakteristiky, během instalace se používají pouze metody studeného připojení, tyto prvky nemusí být pájeny, používají se k vytápění a zásobování vodou.
- Nejlevnějším řešením jsou PVC konstrukce. Takové prvky mají tuhou strukturu, umožňují skryté i otevřené pokládání potrubí, nevyžadují k instalaci speciální nástroje.
- Polyetylenové trubky nebo HDPE (nízkotlaké polyethylenové systémy) mají dobrý výkon.
Nedávno je začali používat řemeslníci z různých společností. Vlastnosti tohoto typu jsou nízká hmotnost, jednoduchá a rychlá instalace trubních profilů a prvků, žádná interakce s vodou a necitlivost na korozi, nízké náklady a trvanlivost. Používají se k pokládce technické a pitné vody. Pro instalaci prvků se používají speciální tvarovky a pájení polyetylénových trubek jedním ze dvou způsobů (tupý spoj nebo zásuvka).Pokud pájíte součásti systémů HDPE správně, pak vás potrubí potěší trvanlivostí, spolehlivostí a pevností.
Proces výstavby potrubí
Stojí za zmínku, že otázku (plastovou i HDPE) lze spíše přirovnat k otázce, než k tomu, protože samotný proces je velmi jednoduchý. Všechny sekce jsou namontovány pomocí tvarovek a připojeny k potrubí pájením, takže nejdůležitější je výběr vhodného zařízení. Pojďme se ale podívat na obecné pořadí metody sestřihu.
Nástroje a součásti:
- Žehlička a páječka. Můžete si je koupit v jakémkoli obchodě se specializovanými nástroji, přičemž byste neměli honit levné možnosti, protože to ovlivní kvalitu práce. Požádejte o radu odborníky nebo konzultanty v obchodě, kteří vám pomohou najít nejlepší páječku pro vaši aplikaci. Každá páječka má podobné zařízení, jediný rozdíl je v domácím nebo profesionálním typu a také v průměru, pro který je vybrán požadovaný pár bitů pro vnější a vnitřní povrchy / části. Díky dobře zvolenému nástroji , jako páječka, bude možné zahřát potrubí a pevně spojit konce, čímž se provede "lepení" dvou částí potrubí a vytvoří se spolehlivé a silné spojení po mnoho let.
- Spojky, tvarovky, rohy, hmoždinky, T-kusy, spony pro montáž na zeď, topná tělesa. Nezapomeňte na jednoduchou konstrukční tužku, měřicí pásku a plastové nůžky.
Pečlivě zvažte umístění a nakreslete výkres budoucího potrubí
Zkontrolujte všechny součásti, odřízněte materiály s minimálními ztrátami a nepřesnostmi. Pokud je to možné, najděte si asistenta, který vám pomůže při všech pracích a umožní vám provést instalaci přesněji, ale pokud to není možné, můžete to udělat sami.
Rozšířenou metodou je rychlá instalace, při níž je nutné díly pájet v teplotním rozsahu nad 180 ° C. Tato metoda pájení polyetylénových trubek umožňuje sestavit potrubí dostatečně rychle.
Je nutné vzít dva bity: pomocí páječky a bitů většího průměru zahřejte vnější okraj segmentu trubky a pomocí kousku menšího průměru zahřejte vnitřní okraj, po kterém se prvky zahřívají. Poté je nutné obě části spojit a pevně a pevně je přitlačit k sobě, přičemž okraje pečlivě spojit. Pak je bezpodmínečně nutné počkat nějaký čas na opravu a ochlazení všech prvků.
Všechno je dost jednoduché. Hlavní věc je dobrá páječka a materiál.
Trubky z HDPE polyetylénu se používají téměř ve všech moderních komunikačních systémech, od zásobování vodou po plynovody a kabelové kanály. Jsou silné, pružné a odolné. Správná instalace potrubního systému z polyethylenu zajistí jeho spolehlivost i na spojích trubních částí a znalost připojení potrubí HDPE vlastníma rukama ušetří peníze na jejich instalaci.
Bezvýkopové pokládání potrubí
Schéma bezvýkopové pokládky polyetylénových trubek
V některých případech, kdy se potrubí protíná s železnicí, rušnou dopravní tepnou, řekou nebo jinou překážkou, není možné pokládat otevřený příkop. Důvodem může být také potřeba co nejvíce minimalizovat náklady na kopání příkopu. To je základ pro aplikaci bezvýkopové metody kladení polyetylenových potrubí. Metoda bezvýkopového pokládání vodorovného směrového vrtání (metoda HDD) se rozšířila.
Horizontální vrtání je speciální způsob budování komunikace bez otevírání země. Práce začínají v bodě, kdy je trubka vyvedena na povrch. Tato technologie zaručuje vysokou přesnost vrtačky v zamýšleném místě úniku na povrch.Tato metoda umožňuje pokládat podzemní potrubí o délce více než 100 ma průměru až 630 mm nebo více. Existují dvě hlavní metody horizontálního vrtání: řízené a neřízené.
Vedené horizontální vrtání se provádí tunelovacími stroji pomocí proplachovacího a pilotního vrtání.
Nekontrolované horizontální vrtání se provádí dvěma způsoby: 1) bez pouzdra (beranidlo, vrtání s posunem, vrtání šnekem) a 2) s pouzdrem (injektážní vrtání, bodové vrtání, příklepové vrtání, beranění).
Horizontální vrtání a bezvýkopové polyetylénové trubky jsou považovány za nejmodernější technologii. Pro rozšíření studny se používá speciální vrtací nástavec. Aby se zlepšilo umístění, je studna ošetřena vrtným kalem, který formuje a maže samotný kanál.
Vlastnosti polyetylénových výrobků tedy umožňují jejich instalaci a pokládání pomocí jakékoli v současnosti známé metody, s přihlédnutím k omezením vyplývajícím z minimálního povoleného poloměru ohybu.
Tažená nebo tlačená polyethylenová trubka je schopna opakovat konfiguraci staré trasy s poloměrem zakřivení více než 120 průměrů samotné trubky. Kovové výrobky prakticky nemají takový poloměr ohybu.
DESIGN PRESTIGE LLC
Instalace potrubí do systému
HDPE trubky se vyrábějí v měřených délkách standardní délky - každá 6 a 12 metrů, stejně jako ve svitcích nebo dlouhých svitcích - každá 100-500 metrů. V procesu jejich instalace do systému v konkrétní místnosti budou určitě vyžadovány následující operace:
- Řez (řez) polyetylénových trubek pro pájení nebo fitinkové spojení. Tato operace musí být prováděna velmi opatrně, aby byl řez co nejhladší, bez trhlin a otřepů, kolmý na povrch trubky. Takový řez lze provést pomocí:
- Ruční nebo elektrická řezačka trubek, která zvládne trubky o průměru 15 až 30 mm,
- Kruhová řezačka pro domácí potrubí o průměru od 15 do 160 mm,
- Tzv. "Gilotina na trubky" slouží k vytvoření vysoce kvalitního řezu trubky o průměru 63 až 350 mm,
- Pásová pila, která je nejdražším profesionálním nástrojem a dokáže produkovat čisté a rovnoměrné řezy v trubkách do průměru 1600 mm.
- Při zakoupení velké stopáže potrubí bude nutné narovnat kroužky cívky na přímé segmenty. Potíž spočívá ve skutečnosti, že při narovnávání trubky jej můžete náhodně poškodit. Zde je třeba si uvědomit, že materiál trubky je HDPE, což je termoplastický polymer. Proto pro mírnou změnu tvaru stačí výrobky krátkodobě držet na teplém místě (ve vytápěné místnosti, na slunci) nebo je opláchnout horkou vodou. Poté se snadno ohnou.
- Vytvoření úhlu ohnutím přímých segmentů. V takovém případě bude zapotřebí větší ohřev určité oblasti, než při vyrovnávání oblouku. K tomu použijte topení stejnou teplou vodou, fén na budovy nebo jednoduchý plynový hořák.
POZORNOST! Chcete-li ohýbat HDPE trubku, měla by být zahřívána velmi opatrně, protože při nízkém ohřevu se může v ohybu zlomit a příliš vysoká teplota ji může poškodit.
Organizace instalačních prací
Svařovací a instalační práce s polyetylenovými trubkami se provádějí buď podle základního schématu, nebo metodou trasy. Základní metoda se používá v případech, kdy se objekt nachází v blízkosti místa svařování, kde jsou trubky předem připojeny a poté jsou přivedeny v hotových úsecích na trasu potrubí. Délka sekce může dosáhnout více než 30 m. Na místě jsou svařeny do pevného závitu, který je poté nutné opatrně uložit do výkopu, aby nedošlo k narušení poloměru ohybu.
Svařování trasy začíná pokládáním trubek podél výkopu.Poté se provádí instalace a svařování pomocí mobilních svařovacích zařízení. Malé trubky lze do výkopu uložit ručně. Nejčastěji se však používají kladače potrubí nebo jeřáby. Hotová nit by měla být spuštěna bez trhání rovnoměrně, po předchozím zajištění konopnými lany nebo měkkými smyčkami, které by měly být umístěny ve vzdálenosti 5-10 metrů od sebe. Jednodílný svařovaný řetězec musí být opatrně spuštěn do výkopu, aby během instalace nebyl překročen kritický poloměr ohybu. Nejprve byste měli počkat alespoň 2 hodiny po navaření posledního článku.
DESIGN PRESTIGE LLC
Způsoby připojení
Metody spojování polyetylénových trubek lze rozdělit do dvou hlavních skupin: instalace pomocí dalších dílů (spojky a tvarovky) a přímé svařování spojů.
Svařování
Svarové švy poskytují nejsilnější jednodílný spoj s úplným utěsněním spojů a odolávají zatížení podobnému pevným povrchům. Pájení se provádí na trubky o průměru větším než 50 mm a vyžaduje speciální svařovací stroj.
Svařování HDPE trubkových profilů lze provádět:
- Zadek. V tomto případě je vyžadována speciální rovnoměrnost řezů a jejich vzájemné posunutí o ne více než 10% tloušťky stěny trubky. Práce probíhají postupně:
- Části potrubí jsou očištěny od všech nečistot a odmaštěny (například alkoholem nebo jinými látkami),
- Oba konce se zahřívají na viskozitu polymeru,
- Sekce potrubí jsou spojeny tlakem a fixovány nehybně, dokud úplně nevychladnou. V tomto případě musíte zajistit, aby se šev ukázal být rovnoměrný, bez prohlubní a výstupků, aby byla zajištěna jeho spolehlivost.
- S použitím elektrofúzního pouzdra. Zde budete také potřebovat zařízení pro práci s takovými spojkami, které mají zabudovanou spirálu a při zahřátí se mohou rychle roztavit:
- Vyčištěné a odmaštěné konce potrubí jsou upevněny v objímce,
- Svorky přístroje jsou připojeny k vývodům spirály, než se začne tavit,
- Potrubí je upevněno, dokud zcela nevychladne.
Postup je uveden ve videu.
DŮLEŽITÉ! Svařované spojky se obvykle používají na těžko přístupných místech, kde je jednoduché svařování obtížné: při vytváření spojů nebo při opravě již nainstalovaných systémů, ve studnách atd.
Instalace
Přímá montáž znamená vytvoření odnímatelných spojů pomocí kování všech dostupných typů: spojky, rohové oblouky, T-kusy, nastavitelné na 4 délky atd. Taková připojení se obvykle provádějí v systémech, kde není vyžadována vysoká pevnost namontovaných spojů, nebo v oblastech, kde může být nutná demontáž a rekonstrukce (například v soukromém domě pro připojení externího zavlažovacího systému na letní období).
Bezšvovou instalaci lze provést následujícími způsoby:
- Spojení trubek pomocí na nich uspořádaných hrdel, vybavených O-kroužky, pro které stačí jen vzájemně spojit odpovídající prvky trubek a dobře přitlačit.
- Spojení armatury s tlakovými prvky probíhá v několika fázích: přes trubkový výřez se natáhne upínací matice;
- potrubí je nasazeno na armaturu armatury pevně, dokud se nezastaví;
- upínací matice je utažena pomocí klíčů.
Rozsah použití HDPE trubek
HDPE potrubí se používají pro různá potrubí:
- přívod studené vody;
- dodávka plynu;
- likvidace odpadních vod;
- kanalizace, včetně dešťové vody;
- pro skryté vedení.
V závislosti na účelu kanálu je vybrána metoda připojení:
- Pro instalatérské práce můžete použít kteroukoli z popsaných metod instalace. Postačují však odpojitelné spoje pomocí armatur.
- Kanalizační systém je namontován ve tvaru zvonu a vkládá potrubí do sebe. K utěsnění v těchto materiálech existuje speciální těsnicí gumový kroužek.
Elektroinstalace je položena v rovných nebo vlnitých trubkách.Pro spolehlivost lze použít difuzně svařovanou sestavu.