

Til installation af vandforsyning eller opvarmning af høj kvalitet skal du først og fremmest vælge et værktøj til lodning af polypropylenrør. Brugen af støbejernsrør til disse formål med brug af gevindforbindelser hører fortiden til, og brugen af polypropylenrør erstatter, som er forbundet ved lodning. Dette gøres ved hjælp af et specielt loddejern med dyser. Dette værktøj har fået popularitet ikke kun blandt specialister, men er ganske overkommelige og blandt hjemmets håndværkere, der er vant til at gøre alt på egen hånd.
Kendetegn og udstyr til loddejern
Loddekolben til propylenrør ligner et almindeligt jern i design og funktionsprincip, det adskiller sig kun i form og formål.
Hoveddelene er en termostat og et kraftigt varmeelement samt et ergonomisk håndtag, stativ og udskiftelige dyser til forskellige rørdiametre.
PMoregulatoren sikrer, at en bestemt temperatur opretholdes, da overophedet eller underafkølet polypropylen ikke giver en højkvalitetsforbindelse under loddeprocessen. Et andet formål med termostaten er at beskytte varmeelementet mod overophedning. I henhold til dets design kan varmeelementet være af to typer - runde (dyser spændes på det) og fladt i form af en jernsål med huller til fastgørelse af dyser. Den anden mulighed er mere populær.
Dyser med forskellige rørdiametre er inkluderet i sættet, og antallet af dem kan være forskelligt for forskellige sæt, her er det allerede op til dig at vælge. De kan købes separat, hvis det kræves. Tilbehørene har en speciel belægning, der forhindrer PP i at klæbe. Nogle sæt indeholder også specielle saks til skæring af propylenrør. Dette er et nødvendigt værktøj til installation, så hvis dit sæt ikke inkluderer dem, skal du helt sikkert købe dem. Som regel sælges et loddejern i et praktisk metalhus til transport og opbevaring af alle dets dele.
Dette værktøj er designet til at fungere på en 220 volt strømforsyning. Opvarmningshastigheden afhænger af loddejernets styrke. For at arbejde med rør med en diameter på 16 til 63 mm er det nok at have et loddejern med en effekt på 850 watt, og hvis du skal arbejde med diametre op til 125 mm, skal du bruge et værktøj med en effekt på op til 1500 watt. Den optimale temperatur til lodning af propylenrør indstilles med termostatknappen til + 260 ° C. Når denne værdi er nået, stopper termostaten yderligere opvarmning, hvilket vil blive signaleret af et lys på sagen.
1pokanalizacii.ru
Udstyr
For at svejse rør med egne hænder har begyndere brug for:
- Rørskærer. Giver dig mulighed for at klippe emner i størrelse. Når du udfører arbejde med dine egne hænder, skal du bruge en saks til at skære, en hacksav med en fin tand. De tillader dig ikke at danne et lige snit og ofte deformere skæreelementet. For at opnå en jævn skæring og opretholde geometri anvendes en cirkulær rørskærer til plastrør.
- Trimmer. Danner en affasning af snittet. Fjerner grater. Forhindrer delaminering af væggene på produkter forstærket med metalfolie. Det indre folielag fjernes i en længde på op til 2 mm.
- Måleværktøj og blyant. I stedet for en blyant bruges en speciel markør til at efterlade et tydeligt synligt mærke på overfladen af polypropylenrør.
- Alkoholservietter. De hjælper med at affedt og støve af svejseområdet.
- Svejsemaskine med udskifteligt tophoved. I den indledende fase er en enhed med en kapacitet på op til 1 kW tilstrækkelig. Det giver dig mulighed for at svejse produkter med en diameter på op til 63 mm. Professionelle modeller har meget magt. På samme tid opvarmes to par stikkontakter med forskellige diametre.
I vores katalog finder du alle modeller af svejseenheder, der er inkluderet i vurderingen af rørsvejsemaskiner som de mest effektive modeller.
Loddeværktøjer
For at forbinde de separate dele af vandforsyningssystemet med hinanden er det nødvendigt at bruge teknologier til temperatureksponering. Lodning eller svejsning af plastrør muliggør diffusion af plastmolekyler, hvilket resulterer i en stærk og tæt forbindelse.

Foto - apparater til lodning af plastkommunikation
Disse arbejder udføres ved hjælp af specielle enheder - en svejseomformer til plastrør eller en pistol:
- Svejseren betragtes som et mere professionelt apparat og bruges hovedsageligt af erfarne blikkenslagere. Dens pris er en størrelsesorden højere end en standard husstandspistol;
- Pistolen er en slags loddejern, der kan punktvis handle på individuelle dele af plastik eller metal-plastkommunikation.
Svejsemaskiner kan klassificeres efter strøm. Nu er de mest populære universelle modeller til 1500-1600 watt. De er praktiske til husholdningsbrug, desuden indeholder sættet også et sæt dyser til arbejde med forskellige typer rørledninger.
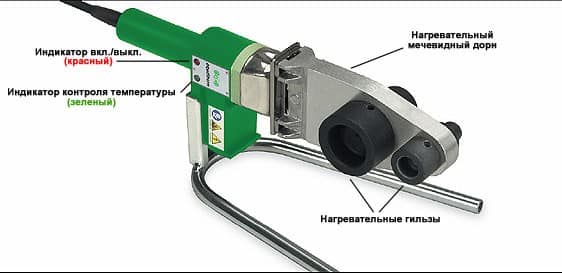
Foto - loddejern design
Det skal bemærkes, at der ud over specielle enheder også er brug for yderligere værktøjer. Dette er især en saks til skæring af VVS-dele. Og også en rullerørskærer, der giver dig mulighed for at give det mest jævne og glatte snit på kommunikationsoverfladen.
Også når du arbejder med metalplastik eller folieforstærkede rør, skal du bruge et rengøringsværktøj - en kværn. Det udjævner skærekanten, som ofte efterlader små uregelmæssigheder efter at have skåret det ønskede område. Hvis du ignorerer denne proces, er forbindelsen muligvis ikke stærk og tæt nok, hvilket påvirker driften af hele kloaksystemet.
Hvis du har brug for at lodde rør lavet af plast med en stor diameter - fra 110 mm, bruges en elektrisk kobling. Det skubbes på leddet og varmer leddet. I processen spiller centrering af de enkelte sektioner af kommunikation hovedrollen, da det næsten er umuligt at kontrollere processen under svejsning. For at arbejde med en sådan enhed bruges en speciel centreringsmaskine, som giver dig mulighed for at udjævne skærefladen for at opnå den mest tætte søm. Koblingernes kraft er noget forskellig fra kraften i svejsemaskiner og loddepistoler, i de fleste tilfælde kræves der lidt højere værdier - over 1500 watt.
Kold lodning bruges også ofte derhjemme. Teknologien indebærer brug af et aggressivt klæbemiddel, der sikrer diffusion af plastmolekyler uden brug af varmeelementer. Den største fordel ved denne metode er dens enkelhed. Sådan svejsning kan let udføres selv uden erfaring. Derudover er køb af yderligere enheder ikke påkrævet. Men på samme tid betragtes en sådan lodning som kortvarig, det vil sige, det er mere presserende foranstaltninger end en mulighed for permanent forbindelse af rør.
Foto - et eksempel på kold lodning af plastkommunikation
Du kan købe et værktøj til lodning af plastrør i næsten enhver VVS-butik, det koster i gennemsnit fra 800 rubler til flere titusinder. For eksempel varierer omkostningerne ved WESTER DWM 1000B i Sevastopol fra 1800 rubler til 2000. Prisen afhænger af enhedens angivne effekt, mærke og dets formål.
Video: hvordan man lodder plastrør korrekt
Xiphoid apparater
Sådanne billige enheder er designet til at arbejde i et hjemmemiljø. De svejser polypropylenrør op til 40 mm i diameter. Udseendet af varmepladerne i mange modeller svarer meget til husholdningsjernets. Varmeelementets plader har huller, hvor udskiftelige dyser er installeret.

Ved svejsning til polypropylenrør henviser positive anmeldelser til PRORAB 6405-K-modellen. Det er kendetegnet ved tilstrækkelig pålidelighed og relativt lave omkostninger. Perfekt til lektier. Dette apparat består af en varmeplade, en termostat og et håndtag. Sættet af et loddejern til svejsning af polypropylenrør kan også omfatte yderligere udstyr: en fræser, en enhed til affasning, en enhed til fjernelse af armering.
Loddeinstruktioner
Selvsvejsning af plastrørledninger udføres ved hjælp af et spildevandsprojekt og i overensstemmelse med GOSTs. For hvert materiale udføres lodning i overensstemmelse med en bestemt temperatur, nedenstående tabel hjælper dig med at vælge de rigtige værdier:
| Diameter, mm | Opvarmning, sekunder | Svejsning, sekunder | Afkøling, sekunder |
| 16 | 6 | 4 | 3 |
| 20 | 6 | 4 | 4 |
| 25 | 7 | 4 | 4 |
| 32 | 9 | 4 | 4 |
| 40 | 12 | 5 | 4 |
| 50 | 17 | 5 | 5 |
| 63 | 23 | 5 | 5 |
| 75 | 30 | 7 | 7 |
| 90 | 38 | 7 | 8 |
| 110 | 48 | 9 | 10 |
| 160 | 80 | 14 | 14 |
Trin-for-trin instruktioner om, hvordan man lodder plastrør i varmesystemer eller forbinder et VVS:
- Du skal installere specielle dyser på svejseapparatet, for eksempel fittings til rør på 25 mm. Ved hjælp af bordet bestemmes tidspunktet for deres opvarmning, temperaturen i henhold til standarderne er omkring 260 grader. Dette er den optimale parameter til lodning af konventionelle plast- og forstærkede rør;
- Derefter forberedes andre VVS-værktøjer. Sørg for at kontrollere, at fræseren er slibet, inden du skærer. Til små diametre anbefales skåret ikke i en ret vinkel, men ved 45 grader; Foto - loddesæt
- Nu skal du måle størrelsen på beslaget på røret og tage højde for et hul på 1 mm. Det skal være til stede, når du tilmelder dig. Marker det ved kommunikation. Dette er meget vigtigt, da beslaget ikke kan skubbes helt ind, efter at plasten er opvarmet, vil den ekspandere lidt;
- Et beslag skal anbringes på den forvarmede dyse, hvorefter et rør skal indsættes i et andet hul i forbindelsesdelen. Yderligere opvarmes pistolen, og dysen opvarmes igen i hele længden; Foto - varmeelementer
- Det er stadig forsigtigt at fjerne de opvarmede dele og tilslutte dem. Resultatet bliver en stærk og forseglet montering med et beslag;
- Den næste fase af rørlodning inkluderer genopvarmning af loddekolben, men først nu lægges et stykke med et beslag på dysen, og den frie del af kommunikationen indsættes i et andet hul;
- Efter opvarmning gentages operationen: delene fjernes fra dysen og tilsluttes.
Når arbejdet er afsluttet, skal du vente på det angivne tidspunkt for at afkøle forbindelsen, nogle mestre bruger også en hårtørrer til at fremskynde processen.
Foto - hårtørrer til plastik
Nogle gange kan der ikke anvendes et strygejern, og der kræves elektrofusionsmuffer. Deres funktionsprincip svarer meget til det ovenfor beskrevne, den største forskel er, at for sådan rørlodning opvarmes hele apparatet fuldstændigt og ikke dets individuelle dyser.
Før svejsning påbegyndes, er det bydende nødvendigt at affedt sektionerne samt rengøre dem for støv og snavs. For at gøre dette skal du aftørre beslaget og ærmet med alkohol på indersiden og røret på ydersiden. Lodning udføres på samme måde som tidligere nævnt.
Blikkenslagerens anbefalinger:
- Brug ikke for meget pres, når du forbinder røret til beslaget. Efter lodning bliver plasten mere bøjelig, på grund af hvilken der med for stort tryk kan forekomme rynker inde i røret;
- Lad ikke beslaget løbe frit på røret;
- Vær opmærksom på opvarmningstid og temperatur. Hvis du overskrider eller omvendt reducerer disse indikatorer, vil monteringen vise sig at være skrøbelig;
- Når du arbejder derhjemme med vand eller kloakrør, skal du ikke efterlade et hul på højst 1 mm ved fastgørelsesstedet, ellers vil der være lækager i dette område.
www.kanalizaciya-stroy.ru
Hvordan skal du arbejde
- Først og fremmest skal du udarbejde en arbejdsplan (helst på papir), vælge steder til lægning af rør. Denne aktivitet reducerer unødvendige trin og besværlig svejsning på farten. Du må indrømme, at det er meget bedre og lettere at samle rørene på arbejdspladsen og montere dem i systemet med et par enkle bevægelser.
- For at forbinde polypropylenrør kræver det opvarmning af kanterne på de dele, der skal forbindes. Elementerne sættes på dysen, du skal holde dem på dysen i et par sekunder. Rørene opvarmes udefra, elementets indre del opvarmes i muffen.
- Efter opvarmning af elementerne, så prøv at samle dem i den korrekte struktur så hurtigt som muligt. Hvis justering er påkrævet, er det kun et par sekunder, du kan stole på. Oftest arbejdes der med øjet. Det anbefales ikke at vride elementerne.
- Opbevar ikke polypropylen i loddejernet meget længe. En forbindelse af høj kvalitet opnås kun ved opvarmning til den korrekte temperatur. Polypropylen kan lække ved overophedning, tætheden brydes.
Sørg for at åbne vandhanen på koblingen, før du lodder PP-rørene!
- Hvis du har gjort alt korrekt, kommer en lille mængde plast ud og flyder på ærmet. Hvis der opstår vanskeligheder ved påklædning, bøjninger af plastik, skal du fjerne affasningen.
Tyske regler DVS-2207-1 indeholder en rørvinkel på femten grader og en fordybning på to til tre millimeter. I Den Russiske Føderation ifølge standarderne - en vinkel på femogfyrre grader og en fordybning på en tredjedel af tykkelsen. Hvis affasningen er jævn, kan den følgelig være inden for de specificerede grænser.
- For at få den rette sikkerhed skal svejseapparatet placeres på et specielt stativ. Glem ikke at indstille den korrekte temperatur til to hundrede og tres grader Celsius (for at fremskynde processen kan du indstille den til to hundrede og firs grader). Temperaturer lavere og højere vil resultere i forbindelser af dårlig kvalitet. Når du køber en loddemaskine, skal du vælge en model med en termostat.
- Rør og andre elementer anbringes på dysen med lidt indsats på grund af den ret imponerende radius. Du kan vride dem lidt for at gøre det lettere at sætte på vedhæftet fil. På samme tid skal du ikke lægge rør på dysen helt i slutningen for ikke at smelte enderne. Brug en markør til at kende den korrekte dybde.
- Det er kun muligt at tilberede efter vægt efter samling af alle hovedelementerne.
Enkle polypropylenrør kan ikke fungere under tryk; de skal bruges til koldtvandsforsyningssystemer. Og under trykforstærkede polypropylenrør. Før svejsning skal du fjerne små dele af armeringen med en barbermaskine.
Anbring ikke plastrør for tæt på varmekedlen. Til dette anvendes et metalrør med en længde på mere end en halv meter.
Enheden og funktionsprincippet for værktøjet til svejsning af polypropylen
I dag er mange indenlandske og udenlandske virksomheder involveret i produktionen af udstyr til tilslutning af plastrør, som forsøger at gøre det så praktisk og effektivt som muligt. Til dette er loddejernene udstyret med yderligere funktioner, deres udseende, placeringen af håndtagene og metoderne til fastgørelse af dyserne ændres. Imidlertid forbliver hovedelementerne og knudepunkterne de samme (fig. 1):
- termostat;
- varmeelement (varmeelement);
- krop med et håndtag;
- dyser.
Ifølge driftsprincippet ligner maskinen til svejsning af polypropylenrør et almindeligt jern. For det første varmer elementet ovnen op. Det afgiver varmen til dyserne, som opvarmer plasten til en bestemt temperatur og derved opnår den krævede viskositet.Hele processen overvåges af en termostat, ved hjælp af hvilken opvarmningstemperaturen holdes inden for de angivne grænser.
Pålideligheden af polypropylenforbindelsen afhænger direkte af termostatens stabilitet. Normalt er billige loddejern udstyret med termostater af lav kvalitet. Dette fører til, at plasten overophedes eller undervarme under svejseprocessen. Som et resultat får du en dårlig forbindelse. Derfor skal du ikke spare på at købe et loddejern. Når du vælger et værktøj til lodning af polypropylen, er det nødvendigt at foretrække udstyr med glat temperaturkontrol og nøjagtig kalibrering.
Udstyr til at forbinde rør ved svejsning
Enhver maskine til svejsning af polypropylenrør har en arbejdsflade, der varmer op fra en elektrisk strøm. Enheden kan udstyres med et eller flere varmeelementer, der opvarmer forskellige dyser. Det er disse enheder med forskellige diametre, der giver dig mulighed for at arbejde med forskellige rør med en enhed. Derhjemme kaldes dette udstyr et jern til svejsning af polypropylenrør.
Maskinerne har som regel fire sæt svejsedyser i et sæt, der giver dig mulighed for at forbinde næsten ethvert rør, der bruges i husholdningssystemer. Dyser til svejsning af polypropylenrør er belagt med teflonsprøjtning, hvilket udelukker muligheden for, at plast klæber til dem under opvarmning. Uafhængig produktion af disse enheder er umulig på grund af sprøjteprocessens kompleksitet.
Sådan vælges et jern til svejsning af polypropylenrør
Når du køber et værktøj til lodning af polypropylen, skal du være opmærksom på følgende egenskaber:
- strøm;
- et sæt dyser
- fuldt sæt;
- fabrikant.
Effekt er det vigtigste tekniske kendetegn ved loddejernet, som den maksimale diameter af de tilsluttede elementer afhænger af, samt tidspunktet for deres opvarmning og følgelig svejsehastigheden. Det skal dog huskes, at når du køber et værktøj, behøver du ikke at jage strøm, da prisen på udstyr også stiger med sin stigning.
Når du vælger en enhed til lodning af polypropylenrør med hensyn til effekt, er det nødvendigt at gange diameteren på de tilsluttede elementer med 10.
Som et resultat får du værdien af værktøjets mindste effekt. For eksempel, hvis du skal tilslutte rør med et tværsnit på 40 mm, når du designer et varmesystem, skal du i dette tilfælde købe et loddejern med en kapacitet på mindst 0,4 kW. For at udføre reparationsarbejde i din lejlighed eller dit private hus er en jerneffekt på 0,7 kW tilstrækkelig. Hvis du planlægger at bruge et loddejern til professionelle formål, når rørdiameteren kan nå 100 mm, anbefales det at købe en enhed med en effekt på op til 2 kW.
Et sæt vedhæftede filer. Dyser af høj kvalitet til lodning af polypropylenrør skal opfylde følgende betingelser:
- har god varmeafledning
- har høj mekanisk styrke
- opretholde deres størrelse, når temperaturen falder.
Næsten alt moderne udstyr til rørsvejsning har evnen til at bruge flere dyser med forskellige diametre på samme tid. Dette giver dig mulighed for at reducere tiden til installationsarbejde betydeligt, da det ikke er nødvendigt at vente, indtil dysen er kølet ned for at udskifte den.
Strukturelt består alle dyser af 2 dele: til udvendig (hylster) og intern (dorn) opvarmning af polypropylen (fig. 2). Enhver legering, der opfylder alle ovenstående krav, kan bruges som fremstillingsmateriale. Ved fremstilling af tilbehør for at øge deres styrke og holdbarhed anvendes forskellige belægninger. Oftest er det teflon, som også har en non-stick egenskab, så den opvarmede plast ikke klæber til vedhæftningerne.
Et sæt til svejsning af polypropylenrør kan have følgende konfiguration:
- Komplet. Perfekt til en professionel svejser. Pakken inkluderer en svejsemaskine, en skruenøgle til dyser, et komplet sæt dyser og yderligere værktøjer, der letter installationsarbejdet (fræser, målebånd osv.).
- Gennemsnit. Den inkluderer en svejsemaskine, en skruenøgle og almindeligt anvendte dyser (20, 25, 32 og 40 mm). Hvis du har brug for andre dyser til rørsvejsning, kan de købes separat.
- Minimumet. Kun loddejern til svejsning og en skruenøgle til dyser er inkluderet. Et sådant sæt har en relativt lav pris og er perfekt, hvis du har brug for lodning af rør med samme diameter.
Producentfirma. På markedet for VVS-udstyr findes der loddejern til lodning af polypropylenrør fra forskellige producenter. Blandt dem besættes det første sted med hensyn til byggekvalitet og brugervenlighed af tjekkiske og tyske værktøjer. Det skal bemærkes, at det er ret dyrt, så det anbefales kun at købe det til professionelt arbejde.
Tyrkiske og indenlandske modeller af loddejern er billigere end deres tyske og tjekkiske kolleger, men deres tekniske egenskaber er noget dårligere. Til privat brug er sådant udstyr bedst egnet. Kinesisk fremstillede loddejern er de mest overkommelige, men lave omkostninger betyder ofte en kort levetid.
Hvis du har brug for et loddejern til en enkelt reparation, er kinesiske modeller den bedste løsning.


Almindelige fejl ved svejsning af polypropylenrør
Når der installeres vandrør af polypropylen, laver uerfarne blikkenslagere derhjemme nogle gange nogle fejl, der påvirker svejsningens kvalitet negativt:
- Tilstedeværelsen af snavs og vandrester på overfladerne, der skal svejses. En erfaren håndværker vil aldrig glemme at rengøre overfladerne, der skal svejses, da selv en let forurening eller tilstedeværelsen af en lille mængde vand fører til alvorlige forstyrrelser i leddets kvalitet;
- Forkert positionering. Ved tilslutning af opvarmede elementer har nybegyndermesteren meget lidt tid til den korrekte gensidige installation af elementerne; efter denne korte periode fører en ændring i rørets og stikkets relative position til en svækkelse af forbindelsen
- Uoverensstemmelse mellem materialer. Dårlig forbindelse kan skyldes rør og fittings af dårlig kvalitet. I dette tilfælde er det ikke sandsynligt, at selv en erfaren installatør kan garantere en kvalitetsforbindelse. Men der er en anden mulighed: når man prøver at kombinere to elementer af høj kvalitet fra forskellige producenter. En vis forskel i den kemiske sammensætning af polymerer fra forskellige producenter kan forhindre dannelsen af en svejsning af høj kvalitet.
Afslutningsvis kan det bemærkes, at svejsning af polypropylenrør med egne hænder, underlagt teknologiske normer og regler, er helt i stand til at sikre en højkvalitets forbindelse af vandforsyningselementer.


Loddeteknologi til polypropylenrør
Lodning af plastrør er ret simpelt. Det vigtigste er at observere temperaturregimet og materialets opvarmningstid. For det første er loddejernet installeret på et bord eller en anden pålidelig base, hvorefter en dyse af det krævede afsnit er fastgjort til det med en nøgle. Derefter indstilles den ønskede temperatur på enheden, som den varmer op i ca. 10 minutter.
Derefter placeres enderne af rørene, der skal forbindes, og forbindelseselementet (vinkel, kobling, MPH, MPV) på dysen. Efter et par sekunder (holdetiden afhænger af loddejernets styrke og rørdiameteren) fjernes plastprodukterne fra dyserne og forbindes til hinanden.
Der er ikke noget vanskeligt at vælge et loddejern til lodning af polypropylen. Det vigtigste er at vide til hvilket formål du har brug for det.Og hvis du følger alle reglerne for betjening, når du arbejder med værktøjet, kan du være sikker på, at sådant udstyr varer ud over garantiperioden.
expertsvarki.ru
Loddetemperatur
Det er nødvendigt, at svejsetemperaturen i polypropylenrør er ca. 260 ° C. Typisk kan ethvert loddejern (med eller uden temperaturregulering) give denne værdi.
Kvaliteten af de svejste sømme af polypropylenrør påvirkes af valget af det optimale temperaturregime og holdetid for materialet under opvarmning. Hvis disse parametre er under den krævede værdi, er fugen ikke stærk nok, over tid kan den lække. Når opvarmningstiden og temperaturen er for høj, smelter materialet meget, sømmen viser sig at være for stor og grim. Derudover kan det komme væsentligt ned i diameteren ved at komme ind.
Temperaturen omkring svejsemaskinen skal også tages i betragtning. Hvis den er lav, er det nødvendigt at øge holdetiden med 2 sekunder, hvis den er høj, tværtimod reducere den. Overholdelse af disse enkle regler vil være let at svejse polypropylenrør med dine egne hænder.
Rørdiameteren er også af stor betydning. Tabellen beskriver de krævede parametre ved + 20 ° C, hvordan man korrekt svejser polypropylenrør.
| Rørets udvendige diameter, mm | Opvarmningstid, s |
| 16 | 5 |
| 20 | 5 |
| 25 | 7 |
| 32 | 8 |
| 40 | 12 |
| 50 | 18 |
| 63 | 20 |
| 75 | 30 |
| 90 | 40 |
| 110 | 50 |

Stor diameter polypropylenrørsvejsesmaskine
Specificitet af lodning af polypropylenrør
Loddeprocessen udføres på grund af materialets udtalt termoplastiske egenskaber. Polypropylen blødgør, når den opvarmes - den får en tilstand svarende til plasticin.
Generel beskrivelse af teknologi
At bringe materialet tilbage til en normal temperaturbaggrund bidrager til hærdningen af dets struktur til en normal tilstand. Disse egenskaber er blevet den vigtigste lodningsteknologi, som på teknisk sprog kaldes polyfusionssvejsning.
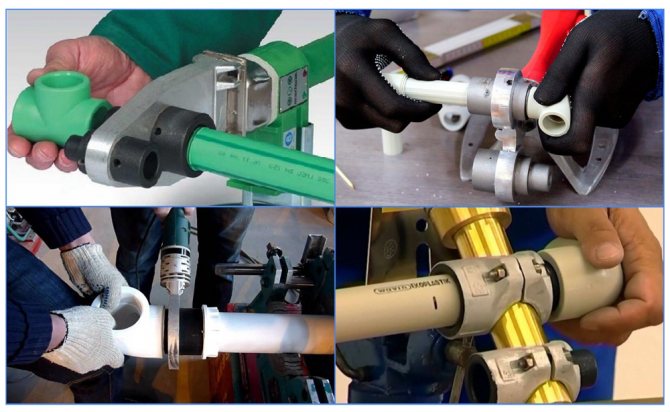
I praksis anvendes to metoder til samling af de dele, der skal svejses:
- Kobling.
- Lige.
Den første svejseteknik viser, hvordan du kan lodde polypropylenrør ved hjælp af et formet stykke - en muffe eller et rør med en større ydre diameter. Normalt loddes plastrør på denne måde, hvis diameter ikke overstiger 63 mm.
Princippet om svejsning af to dele er i dette tilfælde baseret på at smelte en del af røret langs den ydre omkreds og en del af koblingen langs det indre område. Derefter passer begge dele tæt.
Den anden metode - direkte kontakt er baseret på det samme princip om smeltning af små sektioner af plastrør med deres efterfølgende sammenføjning. Men i denne version fungerer to rør med samme diameter som stødelementer, og de er forbundet med deres endeflader. Denne, ukomplicerede metode til lodning af polypropylen ved første øjekast kræver høj præcisionsbehandling af fugearealerne og nøjagtig installation af to dele langs akserne under deres lodning.
Sammen med de angivne "varme" teknologier praktiseres også teknikken til "kold" lodning. Her bruges som en aktiv loddekomponent et specielt opløsningsmiddel, der kan blødgøre strukturen af polypropylen. Denne teknik adskiller sig imidlertid ikke med et højt niveau af popularitet.
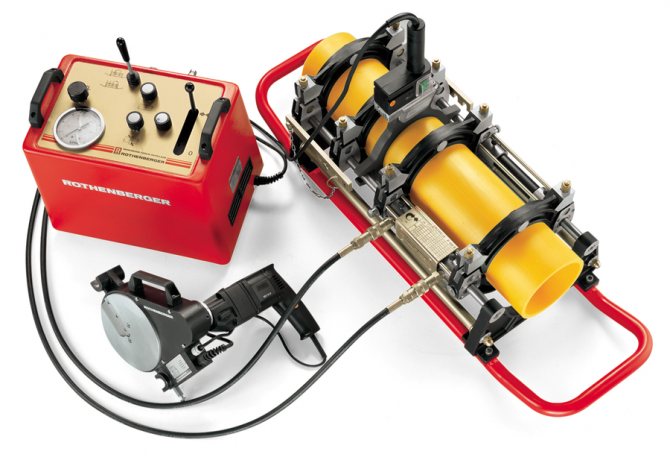
Loddemaskiner til svejsning af rør
Både koblingen og den direkte teknik kræver, at plastrørene loddes med specielle svejsemaskiner. Strukturelt er loddeteknikken noget som et elektrisk jern. Grundlaget for enhederne er et massivt metalvarmeelement, på hvis overflade der er monteret aftagelige dyser - metalemner med forskellige diametre.
Til stødsvejsning har loddesammens design en øget kompleksitet. Normalt inkluderer sådant udstyr ikke kun et varmeelement, men også et system til centrering af de dele, der skal svejses.Direkte svejseudstyr, som selve teknologien, bruges som regel sjældent i hjemmet. Prioriteten for brugen her er den industrielle sektor.
Ud over loddejern har mesteren også brug for:
- saks til polypropylen (rørskærer);
- konstruktion tape;
- låsesmedens firkant;
- barbermaskine (til rør med forstærkning);
- markør (blyant);
- overflade affedtningsmiddel.
Da der udføres arbejde på højtemperaturudstyr, er det bydende nødvendigt at bære stramme arbejdshandsker på dine hænder.
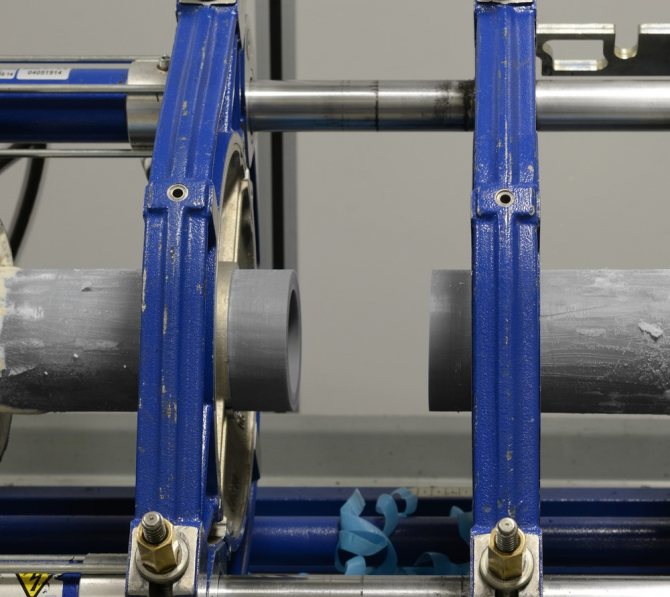
Svejseprocedure af polypropylen
Vigtig advarsel! Svejsearbejde på polymere materialer skal udføres under god ventilation af rummet. Når polymerer opvarmes og smeltes, frigives giftige stoffer, som i en vis koncentration har en alvorlig indvirkning på menneskers sundhed.
Det første trin er at forberede sig på arbejde:
- Installer emner med den krævede diameter på varmepladen.
- Indstil temperaturregulatoren på loddejernet til 260 ° C.
- Forbered parringsdelene (mærke, affasning, affedtning).
- Tænd loddestationen.
- Vent, indtil driftstemperaturen er nået (den grønne indikator tændes).
Skub samtidig parringsdelene (rørkobling) på loddestationens emner. I dette tilfælde skubbes polypropylenrøret ind i det indre område af en barre og bøsningen (eller muffen på den formede del) på den ydre overflade af en anden barre.
Normalt indsættes rørets ender langs kanten af den tidligere markerede linje, og bøsningen skubbes på, indtil den stopper. Når man holder polypropylendele på opvarmede emner, skal man huske en vigtig nuance af teknologien - holdetiden.
Hvis tidsforsinkelsen er utilstrækkelig, er der en risiko for at opnå en lav grad af diffusion af materialet, hvilket vil påvirke krydset kvalitet. Hvis smeltetiden er for lang, fører dette til deformation af delens struktur og garanterer heller ikke lodning af høj kvalitet. Det anbefales at bruge tabellen, som angiver den optimale tidsværdi for rør med forskellige tekniske parametre.
Loddetidsplan for polypropylenrør
Efter at have holdt delene på emnerne i en optimal periode, fjernes de og sammenføjes hurtigt af de opvarmede dele. Forbindelsesproceduren skal udføres nøjagtigt, hurtigt (med hensyn til tid i tabellen) under overholdelse af justeringen af de dele, der skal loddes. Det er tilladt at foretage mindre justeringer langs akserne (inden for 1-2 sekunder), men det er uacceptabelt at dreje delene, den ene i forhold til den anden.
Det skal bemærkes: den angivne tid til lodning af polypropylenrør kan justeres afhængigt af arbejdsforholdene og materialets parametre. For eksempel, hvis installationen udføres ved omgivelsestemperaturer under nul, stiger naturligvis de specificerede hastigheder til 50% af det nominelle. For hver separat taget ikke-standardbetingelse vælges opvarmningstiden ved hjælp af testlodningsmetoden.
Sådan loddes polypropylenrør korrekt
Polypropylenmateriale har udtalt termoplastiske egenskaber. Derfor bliver PP-produkter plast, når de opvarmes. Når temperaturen stiger, blødgør deres struktur. I denne tilstand ligner polypropylen plasticine.

Lodning
Opvarmning og afkøling af materialet giver dig mulighed for at få en pålidelig samling. Forbindelsen er hurtig. Når den udføres langsomt, forringes forbindelseskvaliteten.
Lodning af et polypropylenrør - polyfusionssvejsning. Derfor udføres det ved hjælp af et specielt loddejern. Værktøjet giver dig mulighed for hurtigt at varme materialet op til den ønskede temperatur. Det er typisk mellem 300 og 320 ° C. Imidlertid begynder polypropylen at smelte allerede ved 149 ° C.
Det anbefales ikke at opvarme PP-rør ud over de tilladte normer og at reagere på dem med et overophedet værktøj. Som et resultat af sådanne handlinger mister materialet dets egenskaber, og produktet bøjes let.
Beskrivelse af svejseteknologi
I praksis bruges to metoder til at forbinde rørformede polypropylenprodukter: koblings- og stødmetoden.
Princippet om loddeteknologi til polypropylenrør er simpelt, fordi det giver dig mulighed for at udføre svejsning af høj kvalitet med minimale færdigheder. Entreprenøren bliver nødt til at bruge lidt indsats og penge for at opnå resultatet.
Begyndere bruger ofte koblingsmetoden for forbindelse, hvilket kræver mindre dygtighed. Det er baseret på brugen af formede dele. Dette er et lige stykke rør eller kobling.

Kobling lodning
Forbindelseselementerne har større diameter end hovedrørledningen. Retlinjære kommunikationselementer indsættes i dem fra begge sider til en bestemt dybde afhængigt af diameteren.
Derhjemme bruges denne særlige dockingmulighed. Den forbinder rørledninger med en diameter på op til 63 mm.
Princippet med koblingsmetoden er at smelte en del af den ydre overflade af emnet. Også det indre område af forbindelsesstykket. Efter opvarmning er de to elementer tæt forbundet.
Butt-metoden er en direkte mulighed for at forbinde systemdele. Det realiseres også på grund af smeltningen af PP-elementerne, men kun i dette tilfælde opvarmes enderne med den samme store diameter. Denne metode involverer ikke brugen af fittings.
Under svejsning af polypropylenrør med stor diameter er afvigelser fra de forbundne elementers akse ikke tilladt. Selv et lille skift fører til et fald i systemets indre del i dette område.

Butt svejsning
Dette medfører en afmatning i væskens bevægelse i kommunikationen. For nøjagtig sammenføjning af dele anvendes der ud over opvarmningsværktøjet et centreringssystem.
Svejsemaskiner
Strukturelt ligner alle maskiner til stiksvejsning af polypropylenrør elektriske strygejern. Enhederne har varmeelementer og udskiftelige dyser med forskellige diametre. Et sådant værktøj kaldes normalt et svejsejern.

Loddejern type "jern"
Mere sofistikerede svejsemaskiner anvendes til endeforbindelse. Direkte forbindelsesudstyr bruges i industrielle faciliteter.

Butt svejsemaskine
Når der arbejdes med enhver form for opvarmningsværktøj, skal der bæres handsker af tæt stof.
Svejseproces
For at mindske sandsynligheden for fejl skal alle operationer udføres nøjagtigt, nøjagtigt og usædvanligt konsekvent.
Lodning af polypropylenrør instruktion:
- Den effektive drift af ventilation sikres eller kontrolleres i rummet, da giftige stoffer frigøres under lodning af polymermaterialer. Derfor er det nødvendigt at skabe effektiv luftcirkulation for at beskytte kroppen mod høje koncentrationer af skadelige elementer.
- Kanterne på de skårne emner behandles ved hjælp af et vendt værktøj eller et specielt affasningsværktøj for at forenkle processen med at samle dele.
- Overfladerne, der skal sammenføjes, rengøres for støv og affedtes med hvid spiritus, som skal tørre helt naturligt. Dråber med vand er ikke tilladt, da der dannes damp, når temperaturen stiger, hvilket vil medføre, at der opstår porer i materialet. De vil forringe kvaliteten af leddet.
- Den anbefalede loddetemperatur indstilles på loddejernet, og enheden tændes. Opvarmning udføres op til + 260 ° C uanset diameter. Kun opvarmningsperioden ændres.
- Når det grønne lys tændes, begynder svejsning med at installere en lige sektion på muffedysen og monteringselementet på dornen. Dette giver dig mulighed for samtidig at opvarme to dele til den ønskede temperatur.
- Opvarmning udføres i den angivne tid til lodning af polypropylenrør, der er angivet i tabellen.Derefter fjernes det lige og formede element fra enheden og forbindes hurtigt med hinanden.

Varmeelementer

Forbindelse og fiksering
Det er nødvendigt at holde de tilstødende dele bevægeligt uden at vride, indtil materialet køler af. Det er tilladt at rette deres tilpasning inden for 1-2 sekunder. Andre bevægelser vil føre til afbrydelse af molekylære bindinger, hvilket ofte forårsager lækager under driften af systemer.
Før du udfører denne handling, skal du først tegne en linje på rørsektionen, der angiver den dybde, som den vil blive indsat i beslaget, indtil den stopper. Den angivne afstand giver dig også mulighed for kun at opvarme det krævede område med et loddejern. Der anvendes en anden værdi for hver rørdiameter.
Loddebord til polypropylenrør
Hvis du ikke modstår opvarmningstiden, fungerer det ikke godt at lodde forbindelsen. Underophedning forhindrer diffusion af materialet. Overophedning vil medføre deformation af produkter. Derfor skal du altid bruge værdierne fra tabellen.
Loddetid til bord af polypropylenrør
Under lodning af tyndvæggede rørprodukter reduceres opvarmningstiden for disse elementer med 2 gange, men koblingernes opvarmningsperiode kan ikke ændres. Det skal svare til de anbefalede værdier. Når du arbejder udendørs eller i et uopvarmet rum, hvor temperaturen er mindre end + 5 ° C, er det nødvendigt at opvarme PP-produktet med 50% længere.
Hvis der observeres opvarmningstid, fjernelse fra loddejernet og tilslutning af dele, deres fiksering og svejsetemperaturen af polypropylenrør, dannes en pænt formet perle omkring omkredsen inde i leddet. Dens højde er normalt 1 mm. Det forstyrrer ikke væskens bevægelse. En pæn krave er også skabt udenfor. Det ødelægger ikke udseendet af krydset.
Lodning af rør med forstærkning
Lad os overveje, hvordan man korrekt lodder forstærkede polypropylenrør. Fjernelse af beskyttelsesmaterialet er obligatorisk her. Tilstedeværelsen af et forstærket lag (aluminiumsfolie) i rørkonstruktionen kræver yderligere opvarmning. Men det er ikke meningen.
Disse produkter har typisk en overdimensioneret diameter og passer ikke til standard loddejernspidser. De skal rengøres inden lodningsprocessen. Undtagelsen er glasfiberarmerede rør. De loddes på en standard måde.
I betragtning af de mange forskellige teknologier til forstærkning af polypropylenrør anvendes forskellige behandlingsmetoder inden lodning. Traditionelt bruges en sever til stripping.
Dette navn har en speciel enhed i form af en metalbøsning med knive. Schweier anbringes på slutningen af røret, der skal loddes, og det forstærkede lag skrabes af med roterende bevægelser omkring røraksen for at rengøre plast.
Hvis det forstærkede lag er placeret i midten af plastrørets væg, er det her mere rimeligt at bruge et andet værktøj til behandling - en plastrørstrimmer.
Enheden adskiller sig ikke meget fra skåret, undtagen placeringen og designet af skæreelementerne. Efter bearbejdning med et vendende værktøj justeres rørets endedel langs enden plus en del af det forstærkede lag skæres til en dybde på 2 mm langs hele omkredsen. Denne behandling gør det muligt at udføre lodning uden fejl.
Fejlets indvirkning på svejsekvaliteten
Langsomme, nøje overvejede handlinger er en garanti mod fejl, der kan annullere alt arbejdet. Alle de små ting ved lodningsteknologien skal tages i betragtning og ikke et skridt væk fra dem.
Almindelige fejl, der resulterer i defekte noder på det installerede propylen vandforsyningsnetværk:
- Røroverfladen er ikke renset for fedtfilmen.
- Skæringsvinklen på parringsdelene adskiller sig fra værdien 90º.
- Løs pasform af rørenden i montering.
- Utilstrækkelig eller overvurderet opvarmning af de dele, der skal loddes.
- Ufuldstændig fjernelse af det forstærkede lag fra røret.
- Korrektion af placeringen af dele, efter at polymeren er hærdet.
Undertiden på materialer af høj kvalitet giver overdreven opvarmning ikke synlige eksterne fejl. Imidlertid bemærkes indre deformation, når smeltet polypropylen lukker den indre rørpassage. I fremtiden mister en sådan enhed sin præstation - den tilstopper hurtigt og blokerer vandstrømmen.
Hvis endedelenes afskæringsvinkel adskiller sig fra 90º, i det øjeblik, hvor delene forbindes, ligger enderne af rørene i et skråt plan. Der dannes en forkert justering af dele, som bliver mærkbar, når der allerede er monteret en række meter lang linje. Ofte af denne grund er du nødt til at foretage hele forsamlingen igen. Især hvis rør lægges i riller.
Dårlig affedtning af parringsoverflader bidrager til dannelsen af "afvisningsøer". På sådanne punkter forekommer polyfusionssvejsning slet ikke eller kun delvist. I et stykke tid fungerer rør med en lignende defekt, men når som helst kan der dannes et vindkast. Fejl forbundet med en løs pasning af røret inde i beslaget er også almindelige.
Et lignende resultat er vist for samlinger lavet med ufuldstændig rengøring af armeringslaget. Som regel installeres et rør med forstærkning på højtryksledninger. Resterende aluminiumsfolie skaber et kontaktfrit område i loddeområdet. Dette område bliver ofte en kanal, hvorigennem vand presses ud.
En grov fejl er et forsøg på at rette de elementer, der skal loddes, med at rulle rundt om aksen i forhold til hinanden. Sådanne handlinger reducerer effekten af polyfusionssvejsning drastisk. Ikke desto mindre dannes der på nogle punkter en søm, og der opnås en såkaldt "tack". Med en lille brudkraft holder "tack" forbindelsen. Så snart du sætter forbindelsen under pres, falder spidsen straks fra hinanden.
Konklusioner og nyttig video om emnet
Professionelle har altid meget at lære. Hvordan man arbejder med polypropylen kan ses i følgende video:
Installation af polymerrørledninger ved varm lodning er en bekvem og populær teknik. Det bruges med succes til installation af kommunikation, også på husstandsniveau. Desuden kan folk uden erfaring bruge denne svejsemetode. Det vigtigste er at forstå teknologien korrekt og sikre dens nøjagtige implementering. Og teknologisk udstyr kan købes billigt eller lejes.
sovet-ingenera.com
Loddeværktøj til polypropylenrør
At arbejde kræver:
- Roulette og blyant (markør) til markering af dele, niveau - for at kontrollere strukturen som helhed.
- Rørsaks og skrabeværktøj til kanterne af svejsede dele med det fælles navn "stripping". Stripping er forskellig i formål og type: der er barbermaskiner (kantrengøring, affasning) og facers (skærer armeringen til loddedybden) i cylindriske legemer, der er et værktøj med bor til rengøring af rørkanten.
- Loddejern til polypropylenrør.
- PPE: tykke handsker eller handsker.
Derudover skal du bruge et generelt konstruktionsværktøj til installation af rørklemmer på væggene: en stansemaskine, en hammer, en skruetrækker.











Sådan vælges et loddejern til polypropylenrør og andet værktøj
- For en lille smule arbejde (DIY-reparation) kan du købe de billigste loddejern - de er ret nok til 2 ... 3 soldater. Det er bedre at tage teflonpuder af høj kvalitet til opvarmning af dele.
- Til professionel brug fungerer en billig model ikke. Til store mængder lodning kræves kun en professionel svejsemaskine med et stort sæt puder af høj kvalitet.
- Saks. Professionel saks giver en næsten lige, vinkelret snit, men er dyre. Det er bedre at købe dem til rør med en diameter på 40 mm, hvis lodning kræver maksimal overensstemmelse med dimensionerne og kvaliteten generelt.Enkel billig saks giver næsten aldrig et ideelt plan - når du bruger dem, skæres røret i en vinkel på 10 ° ... 15 ° i forhold til det ideelle snit. For små diametre er dette ikke skræmmende: rør med en lille diameter og en tynd væg opvarmes godt nok, afbøjningen påvirker ikke lodningen.
- Strippeværktøj. En professionel blikkenslager skal have det. En hjemmelavet håndværker, der sælger plastrør op til maksimalt 25 mm i diameter, kan undvære det.
Vi laver en svejseenhed med egne hænder
Gode loddejern koster fra tusind til flere tusinde rubler, men hvis du har brug for at gøre en hel del arbejde og have en idé om at spare penge, kan du improvisere og skabe et loddejern med dine egne hænder.
Hvad vi har brug for:
- Et simpelt gammelt jern.
- Ønsket vedhæftningsstørrelse.
- Termisk pasta.
- Temperatur måler.
- Dysen er skruet fast på strygejernet, enderne skal behandles med termisk pasta.
- Tænk og tænk over: hvordan og fra hvilken side det vil være bedre at arbejde. Fastgør redskabet, inden du starter arbejdet. Ved høje temperaturer vil denne proces være vanskelig eller umulig derhjemme.
- Hvis det er svært at arbejde mod væggen, kan du afskære en del af jernets skarpe spids.
- Inden du begynder at arbejde, skal du varme strygejernet op i et par minutter.
- Hold øje med den korrekte temperatur. Det skal være tooghalvtredsoghalvfems grader Celsius. Måleenheden hjælper dig med dette.
Installation af polypropylenrør
Inden rørledningen installeres, skal du markere placeringen af dens fastgørelse, installere klemmerne - denne operation udføres inden lodning af polypropylenrørene.
Forbered de dele, der skal loddes:
- Røret skæres altid med en margen til lodning af zoner (se tabel) for et specifikt afsnit. Dele skæres aldrig på én gang. I løbet af arbejdet akkumuleres altid målefejl. Hvis du respekterer dimensionerne, vil du ikke afvige meget fra de planlagte dimensioner, men du kan akkumulere 1 ... 2 ekstra centimeter (både negativt og positivt). Det tilrådes at lave en margen i tilfælde af lokale afvigelser: under lodning kan systemets konfiguration ændre sig, hvilket medfører, at dimensionerne på strukturen, der skal loddes, ændres.
- De forberedte dele rengøres.
- Der påføres mærker på delene: De markerer loddens dybde på røret (hvor langt røret kommer ind i beslaget) og forbindelsesaksen - vandrette mærker på begge elementer, som skal falde sammen under installationen. Marker altid delene - dette forenkler i høj grad arbejdet, især når du installerer komplekse strukturer med mange sving.
Sådan loddes polypropylenrør:
- Tag dine vanter på.
- Begge forbindelseselementer installeres samtidigt på et opvarmet loddejern og opvarmes i en bestemt tid.
- Efter opvarmning fjernes delene fra puderne og forbindes med mærker og sætter den ene ind i den anden. Efter at have fjernet de opvarmede dele fra loddejernet til tilslutning og fiksering, har du 1-2 sekunder. Arbejd trygt og omhyggeligt for ikke at brænde dig selv (se punkt 1).
- Dernæst er det nødvendigt at opretholde forbindelsen, indtil den hærder (tid - se tabel).
- Yderligere lodning med det nysvejste område er mulig, efter at enheden er kølet ned. Hvis du ikke modstår køletiden, er det muligt at deformere de tidligere lodde dele.
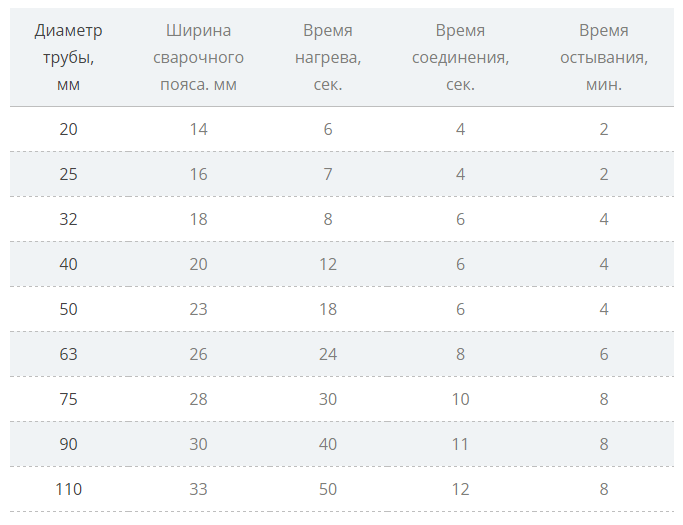
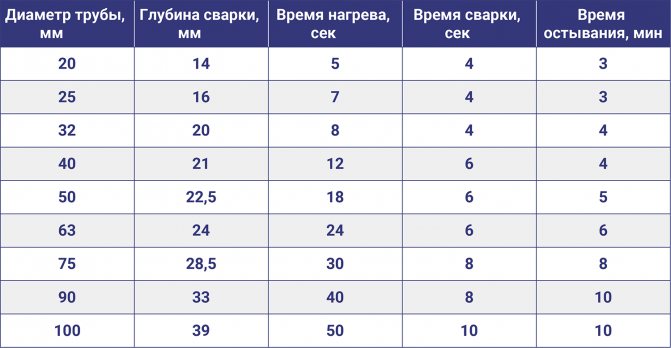
Tabel 1. Tidspunkt for opvarmning, opbevaring og afkøling af polypropylenrør og fittings.
| Udenfor rørdiameter, mm | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 |
| Loddezone: afstand fra delens kant (loddeplade) til mærket, mm. | 13 | 14 | 15 | 16,5 | 18 | 20 | 24 | 26 | 29 | 32,5 |
| Dele opvarmningstid, s | 5 | 6 | 7 | 8 | 12 | 18 | 24 | 30 | 40 | 50 |
| Forbindelse holdetid, s | 4 | 4 | 4 | 6 | 6 | 6 | 8 | 8 | 8 | 10 |
| Køletid (til lodning af tilstødende samlinger), min. | 2 | 2 | 2 | 4 | 4 | 4 | 6 | 6 | 8 | 8 |
VIGTIG! Timedataene for forskellige materialer kan variere afhængigt af rørmaterialets renhed, tilstedeværelsen af armering og andre aspekter op til stuetemperaturen. Men disse afvigelser er tydeligt kun synlige på rør med stor diameter. For små dimensioner vil tiden variere med maksimalt 1 ... 1,5 s.Hvis noget ikke fungerer for dig, eller hvis du gør det for første gang, kan du købe nogle af de enkleste beslag (koblinger), skære nogle rør (flere stykker på 7 ... 10 cm) og kontrollere, hvordan materialet reagerer på opvarmning og tilslutning.
DIY svejsning af polypropylenrør til begyndere
Sådan oprettes polypropylensvejsning - en jævn søm
Kvalitativt og pænt installerede rør i huset er nøglen til din ro i mange år, da dårlige krav skaber en masse problemer ikke kun for dem, der bor i lejligheden, men også for alle naboer.
For at spare dit eget budget på hyppige reparationer og udskiftning af rør samt at bevare din lejlighed i lang tid og ikke ødelægge forholdet til naboer anbefales det nøje at overveje udvælgelse og installation af høj kvalitet rør. Til installation af varme-, kloak- og vandforsyningssystemer bruges rør af polypropylen ofte.
Det er ikke uden grund, at polypropylenrør har vundet popularitet. Disse rør er meget holdbare, de er ikke bange for korrosion, de kræver ikke meget tid og kræfter under installationen, og der er ikke behov for at bruge komplekst udstyr. Nogle mennesker synes, at plastsvejsning er en vanskelig proces, men det er det ikke.
Men faktisk er det ikke nødvendigt at være professionel, det er nok at læse instruktionerne såvel som være opmærksomme og nøjagtige.
Højkvalitets svejsning af polypropylenrør
For at lave sømme af høj kvalitet, som er nøglen til styrken af hele rørledningssystemet, er det nødvendigt at vælge detaljerne korrekt. Polypropylenrør kan bruges til forskellige formål og er lavet af tilgængeligt materiale:
- PPH. De bruges til at skabe ventilation, industrielle rørledninger samt til at levere koldt vandforsyning. De er lavet af homopolypropylen.
- PPS. Flammehæmmende rør. De er i stand til at modstå temperaturer på femoghalvfems grader.
- РРВ. Disse rør er gode til at levere koldt vand såvel som til at skabe et varmesystem. De er lavet af polypropylenblokcopolymer.
- Forstærkede dele. Sådanne dele er lavet af mange lag. De bruges til at reducere termisk forlængelse i rør.
Hovedopgaven er at vælge de korrekte dele til hver type rør, og du behøver heller ikke at begå en fejl med valget af den rigtige kobling og montering.
For at polypropylensvejsning skal udføres effektivt, er der behov for en manuel svejsemaskine. En industriel model af en svejsemaskine er muligvis kun nødvendig for store rør. Du skal også fylde speciel saks, som du kan skære rør med.
Hvis du planlægger at bruge forstærkede dele, skal du forberede en enhed til rengøring. Ofte sælges alt hvad du har brug for i et sæt med en svejsemaskine. Modeller med manuel svejsning varierer afhængigt af udstyret.
Sættet, komplet med det mindste antal dele, vil være egnet til arbejde med samme rør eller diametre. Den gennemsnitlige konfiguration inkluderer flere vedhæftede filer i forskellige diametre. Og du kan også købe et apparat fuldt udstyret med alle dyser og værktøjer, der kan være nødvendige under svejseprocessen.
For at denne svejsning skal udføres i henhold til reglerne, skal de først opvarmes med teflondyser, der indsættes i svejsemaskinen. For at gøre dette er svejsemaskinen installeret på benene, så du skal vælge og fastgøre dyserne i den ønskede størrelse, hvorefter du skal vælge den ønskede temperatur (det skal angives i instruktionerne, der er knyttet til værktøjet).
Derefter skal du tænde enheden og vente, indtil enheden varmer op. Når enheden er opvarmet, kombinerer vi beslag og dorn, rør og muffe.Når svejsedysen er justeret med røret, smelter det øverste lag af dysen, og det indre lag smelter ikke, men opvarmes og bliver plastisk, hvilket gør det muligt at indsætte røret i dysen. Efter samme princip kombineres dornen og beslaget.
Når elementerne er opvarmet, fjerner vi dem fra dyserne med hurtige præcise bevægelser, så kombinerer vi de varme dele ved at indsætte den ene i den anden. Det er vigtigt ikke at vride eller klemme delene for meget for at forhindre beskadigelse. De smeltede dele holder ikke temperaturen længe og forbliver plastik, indtil de afkøles fuldstændigt, derfor skal de, for at undgå deformation, være tæt fastgjort og holdes, indtil de mister deres plasticitet. Elementerne bliver holdbare, når deres temperatur er afkølet under fyrre grader. Det er da dekorationen og skaderne ikke bliver skræmmende, og du kan begynde at rense sømme.
Svejsning af polypropylenrør instruktion
Hvis denne svejsning udføres af dig personligt og for første gang, skal du først købe ekstra dele og rørstykker for at øve dig. Når du har mestret svejseevnen, vil du være i stand til at fuldføre det endelige arbejde mere præcist og effektivt. Når du har reservedele ved hånden, vil du også være forsikret mod at skulle løbe til butikken, hvis noget går galt under svejseprocessen.
Som du kan se, er det ikke nødvendigt at bruge en specialist for at svejse polypropylenrør. Dette er en meget let, ikke tidskrævende proces, som alle kan mestre. Enhver professionel, der engang var begynder, og hvad angår højkvalitets og nøjagtig svejsning af polypropylenrør, er det let at flytte fra en person, der ikke har nogen idé om, hvordan man gør dette til en rigtig specialist. Vær ikke bange, følg instruktionerne nøje, forbinder din opmærksomhed og nøjagtighed, så får du succes!
Lignende artikler
aquarem.ru
Ufærdig og loddet
Re-melt opstår, når dele overeksponeres på varmepuderne. Som et resultat får vi:
- Reduktion af rørets indvendige diameter.
- Samledeformation under køling, rørafvigelse fra vandret eller lodret.
- Når du prøver at rette forbindelsen med dine hænder, kan delene rulle (de er meget varme, de køler i lang tid, de lodder ikke), og som et resultat kan lodningen vise sig at være af dårlig kvalitet - lækage.
Underophedning opstår, når dele er underophedet. Resultaterne af underdosering er også negative:
- Dele er ikke inkluderet i forbindelsen.
- Genopvarmning kan føre til uønskede deformationer af dele, hvilket kan føre til lækager.
- Med en let undershoot opstår den værste situation: delene kommer ind i leddet, men uden at skabe en forseglet samling. Med en sådan undershoot kommer røret ind i fittingen, men ikke glat uden at glide, med en let interferens.
Tilslutning af rør på svært tilgængelige steder og svejsning af komplekse strukturer
Sådanne strukturer inkluderer:
- installation af tællere;
- forbindelse til vandvarmeren
- distribution til nærliggende forbrugere
- lodning i lukkede rum.
Flere detaljer:
- Når du lodder rør til måleren, skal du tage højde for dens dimensioner: lejlighedens vandmåler er større i størrelse end røret. Hvis du først accepterer rørene, vil det være svært at installere enheden selv - den har ikke plads nok.
- Vandvarmere har komplekse rørledninger. Under forholdene i små lejligheder skal du være forsigtig, når du beregner rør. Marker altid selv de områder, hvor du ikke kan bruge loddejernet - her skal du lodde forbindelserne "på gulvet" og derefter justere dem langs væggen og enheden.
- Nærliggende enheder skaber mange problemer: lodningen er forsinket i tide, da ophobning af rør forstyrrer processen, øges ventetiden til afkøling af loddede led. Du skal klart tænke på den rækkefølge, hvor du vil forbinde alle delene, så de ikke interfererer efter lodning af tilstødende elementer.
- Lodning under trange forhold tager mere tid at finde ud af, hvordan man kommer til samlingen end selve svejseprocessen. Derfor, selvom du har brug for at lodde 2 ... 3 noder, skal du nøje overveje alle muligheder. Det er ønskeligt at have en assistent, der fodrer eller samler loddejernet.
- Lodning i riller. Ved loddepunkterne skal stroben udvides og uddybes, så du kan indsætte et loddejern i det. Stroben i tilstødende bøjninger og samlinger skal også være bredere, så røret har en effektreserve, når det fjernes fra loddejernet.
Interessant: hvad er forskellen mellem rørsvejsning og lodning
I essensen af processen adskiller disse operationer sig ikke: delene, der skal sammenføjes, opvarmes til en tilstand, hvor de kan limes sammen og opnå en forseglet forbindelse. Et loddejern kaldes ofte en svejsemaskine - det er også korrekt. Men begrebet "svejsning af polypropylenrør" bruges mere til industriel lodning af rørledninger med stor diameter i offentlige forsyningsvirksomheder (butt svejsning).
Store loddemaskiner har en lidt anden struktur. Arbejdet foregår som følger:
- Rørene, der skal svejses, placeres i en centreringsanordning (styring), beskyttet af en speciel skive, der sikrer fladhed og parallelitet af de kanter, der skal rengøres. Efter fjernelse af skiven kontrolleres kontaktområdet - rørene skal passe perfekt.
- Der indsættes en varmeskive mellem rørene, dele af rørledningen er fastgjort til den og opvarmet.
- Varmeelementet fjernes, rørene bringes en mod en og svejses sammen til fugen.
- Efter at fugen er afkølet (eksponering er påkrævet) fjernes styrestrukturen.
stroikadialog.ru
Skære rør
Processen med at skære emner udføres med et specielt værktøj. Skønt derhjemme udføres skærefasen ofte med en stiksav til metal, en kværn eller et elektrisk stiksav. Med denne fremgangsmåde til skæring opnås overfladen med store grater, derfor skal kanterne rengøres omhyggeligt inden svejsning af polypropylenrørene.

Det er bedre for uerfarne installatører at skære rør med speciel saks:
- Præcisionstypemodellen er meget praktisk at betjene. Har et savtakket blad og en speciel skralde. Saks giver dig mulighed for at få en høj kvalitet og endda klippe. Men hvis du har brug for at arbejde med et stort antal emner, kan din hånd hurtigt blive træt.
- En endnu bedre klippekvalitet kan opnås ved hjælp af en rullemodel. Skæringsteknologi udføres af en styrerulle, der roterer rundt om røret. Lav skærehastighed betragtes som en negativ egenskab.
- Trådløse modeller kombinerer alle fordelene - kvalitet og skærehastighed. De er udstyret med en lille elmotor og kan bruges til store mængder arbejde.
Arbejdsstykker med stor diameter skæres med specielle rørskærere for at opnå en høj kvalitet og rent snit.











