Sådan laver du et rør af tin - gør det selv tinrør
Hjemmebygere forsøger at vælge de mest budgetmæssige muligheder for at løse problemer. Derfor er spørgsmålet om, hvordan man laver et rør ud af tin med egne hænder, relevant for mange amatørhåndværkere. Når alt kommer til alt kan et hjemmelavet rørformet produkt fremstillet af tin sammenlignes ret med tagrender eller hylstre, der ligger på hylderne i specialbutikker.

Derfor er du nødt til at lære mere om processen med at fremstille et tinrør, der har egenskaber som fabriksprodukter.
Funktioner i kildematerialet
Før du begynder at fremstille et rør af et metalplade, skal du stifte bekendtskab med det materiale, som røret skal fremstilles af, og dets funktioner. Til at begynde med er det værd at sige, at dette er produkter af rullende type, med andre ord tin er et stålplade, der har passeret gennem valseværkerne og har en tykkelse på 0,1-0,7 mm.
Ud over rullende operationer indebærer teknologien til produktion af metalplader også behandling af færdige valsede produkter fra dannelsen af korrosionsprocesser. For at gøre dette påføres et lag materiale på stålet efter valsning, hvilket ikke er udsat for korrosion.

Resultatet af de udførte handlinger er en stålplade, hvis bredde kan variere fra 512 til 1000 mm med en krom- eller zinkbelægning. Det færdige produkt er plastik, så tin kan let håndteres. I dette tilfælde kan de rullede afstivere sammenlignes i styrke med stålprodukter. Dette muliggør brug af metalplader til fremstilling af produkter med komplekst design.
Typer af tees
Det er bedre at klassificere produkter efter den type materiale, de er fremstillet af. Selv den alternative mulighed - installationsmetoden er i overvældende tilfælde baseret på dette.

Metal-tee til forstærket plastrør
Du kan også kombinere de to sorteringsmetoder for at få et overblik over rækkevidden af disse stik:
| Metallisk | Disse inkluderer følgende fittings:
Tees er oftest lavet ved støbning, som de bruger til:
Meget sjældent kan disse være svejsede elementer. Vi kan sige, at den største fordel ved metalprodukter er deres høje styrke. |
| Plast | Alle produkter, inklusive spændetang og svejset fittings, er lavet af PVC og polyethylen. Men separat er det nødvendigt at overveje tees lavet af PVC-kloakrør af plast, installeret i en stikkontakt eller på lim.Den største fordel ved polymerbeslag til spildevand er fuldstændig inaktivitet over for miljøet og pumpede stoffer, som gør det muligt for dem at fungere i op til et halvt århundrede. |
| Sammensatte | Disse inkluderer fittings til rør lavet af lavtrykspolyethylen udstyret med bronze- eller stålhylster. Sådanne fittings hjælper med at forbinde rørledninger lavet af metal og polymerer. Tee'en har en gevind på siden af metalbøsningen, på siden af polymerskrumpe eller svejset samling. Dette gør det muligt at inkludere instrumentering, såsom manometre, i systemet. |
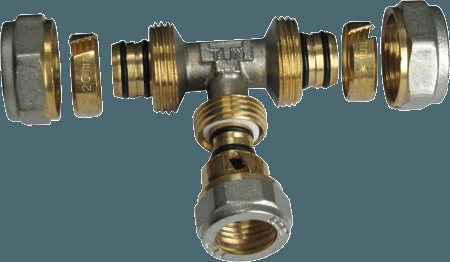
Det ligner en sammenklappelig tee til metal-polymerrør
Yderligere måde
Der er også en anden populær klassificeringsmetode, der tager hensyn til teeens arbejdsdimensioner:
- kontrolpunkter
- gevindskåret;
- gennemsnitlig diameter.
Men det afhænger af rørledningerne og de tilsvarende standarder.Emnet er ret omfattende, så det vil ikke blive berørt i vores artikel.

T-shirt til PVC-rør af tryk type
Installation
Nedenfor vil vi overveje de generelle anbefalinger til processen, når der installeres fittings på tryk- eller ikke-trykrørledninger, som har et bestemt sæt regler. Ellers vil resultatet af dit arbejde være katastrofalt ikke kun for dig, men også for dine naboer nedenunder.
Brug derfor følgende retningslinjer:
- I kloaksystemer under tryk er det tilladt at bruge fittings med en ret vinkel, i ikke-tryk er det bedre at begrænse dig selv til bøjninger ved 45.
- Ved samling af et fritstrømsnetværk på stikkontakter tilrådes instruktionen at rette forbindelseselementerne korrekt... I dette tilfælde skal soklen rettes mod væskeaftapningen, dvs. Strømmen skal først møde den og derefter den glatte rørledning, ellers kan fugerne lække. Hvis vi taler om kloakker, vil det være meget ubehageligt.

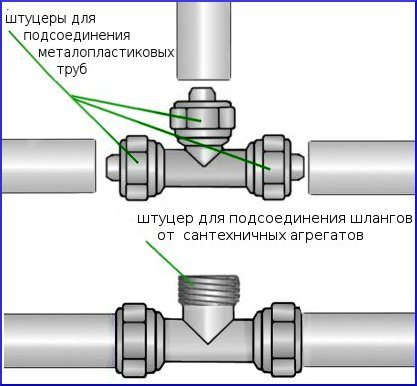
Billedet viser, hvordan man selv laver en tee fra et rør
- Når du fastgør tee til klæbemidlet, skal du vælge placeringen af rørledningen i forhold til beslaget inden for de første to sekunder efter justering af dem... Flyt eller drej ikke enheden efter dette, og hvis du ikke er sikker på dine muligheder, skal du bruge styrene.
Tip: Når du forbinder en polymer tee med et polymerrør med dine egne hænder, skal du markere dybden af dens indsættelse på den sidste. Ellers kan du blokere væskeadgang til enheden.
- Når du samler en metalrørledning, skal du forberede materiale til gummiskraber og gevindender... I dette tilfælde anbefales det ikke at gemme fum-tape, hvis pris er ubetydelig, og brug altid en låsemøtrik, efter at have viklet flere drejninger af tætningen mellem den og enden af beslaget, inden den strammes.
- Installer aftagelige forbindelser, inklusive spændetang og gevind, på vel tilgængelige steder.
Tip: Når du installerer plast- eller metalrørstuds i vanskeligt tilgængelige områder, skal du bruge svejsning eller pressefittings (som en sidste udvej).
Kloakering
Takket være moderne materialer er installationen af kloaksystemer blevet meget mere bekvem og nemmere. Tees til kloakrør af plast forenkler så meget som muligt opgaven med at lave ethvert ordningsprojekt i private huse i forskellige etager. På samme tid behøver du ikke bruge komplekst udstyr eller specialværktøj.

Kloak plastrør tees
I dette tilfælde anvendes 3 typer tees, der udfører deres specielle funktioner:
- For at forbinde lodrette stigrør med vandrette rørledninger anvendes optioner med vinkler på 87 ° eller 90 °.
- Ved oprettelse af vandrette grene anvendes produkter med en vinkel på 45 °.
- En kobling med et ekstra hul til reparationsarbejde kaldes revision. Det tredje hul er skruet på med et specielt låg, der giver adgang til rørledningen.
Erfaringen viser, at dette er helt nok til at skabe kloaknetværk af enhver kompleksitet i et privat hus. Derfor skal du altid stole på denne type forbindelse.
Nødvendige værktøjer
Listen over værktøjer og enheder, der er nødvendige til fremstilling af galvaniserede skorstensrør med egne hænder, skyldes tinegenskaberne, især blødhed og plasticitet. Behandling af denne type materiale kræver ikke anvendelse af en særlig indsats, der er nødvendig for at arbejde med arkmaterialer.
Derfor kræves følgende sæt værktøjer til produktion af tinrør til skorstenen:
- Saks til skæring af metal. Dette værktøj hjælper med let at skære arkmaterialet i de ønskede stykker, da den største arktykkelse når 0,7 mm.
- Hammer med blødt hoved. Du kan også bruge et træhammer, et hammer- eller stålværktøj med et blødt gummigreb.Den sidstnævnte mulighed anvendes dog meget omhyggeligt eller tages slet ikke, da den kan forårsage deformation af et tyndt blik og ødelægge hele arbejdet.
- Tang. Ved hjælp af dette værktøj løser de spørgsmålet om, hvordan man bøjer et rør lavet af tin, fordi det er stål, selvom det er tyndt, er det derfor umuligt at bøje det med dine hænder.
- Arbejdsbænk. Denne enhed er nødvendig ved skæring af materiale og ved påføring af markeringer.
- Kalibreringselement. Det kan være et rørformet produkt med en diameter på mere end 10 centimeter samt et hjørne med kanter på 7,5 centimeter. Disse elementer skal være godt fastgjort, da nitning af stødleddet udføres på deres overflade.
Ud over disse værktøjer skal du forberede en lineal eller målebånd og en markør, som er en stålstang med en skarp kant.
Forberedende fase
Først påføres der markeringer på tinarket, langs hvilket halvfabrikatet skæres. Med andre ord er den nødvendige del skåret af et bestemt metalplade, hvorfra konturen af det fremtidige rør vil blive dannet. Mærkeprocessen udføres som følger: Arket lægges ud på en arbejdsbænk, og et segment svarende til rørets længde måles fra den øverste kant. Her er et mærke lavet af en markør.

Derefter trækkes en linje langs dette mærke vinkelret på sidekanten ved hjælp af en firkant. Nu langs denne linje omkredsen af røret, det samme gøres langs den øverste kant. Samtidig tilføjes ca. 1,5 cm langs begge kanter for at danne sammenføjningskanterne. De øvre og nedre mærker er forbundet, og emnet skæres ud.
For at bestemme omkredsen kan du bruge et målebånd, eller du kan huske skolens geometri-kursus.
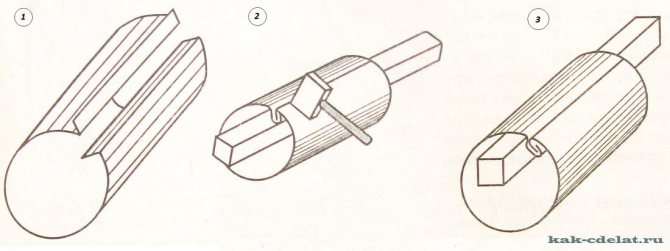
Hvordan man laver et rørlegeme af tin
Formålet med dette trin er at danne rørets profil. En linje trækkes langs længden af emnet i bunden og toppen, langs hvilken foldene vil blive bøjet. I dette tilfælde måles 5 mm på den ene side og 10 mm på den anden. Foldene skal bøjes i en vinkel på 90 0. For at gøre dette lægges arbejdsemnet på et stålhjørne og justerer foldelinjen med hjørnet. Slå kanten med en hammer, bøj den til den vinkelrette side af hjørnet.
Det anbefales at bøje produktet gradvist og passere med en hammer i hele dets længde. I dette tilfælde kan du begynde at bøje med en tang.

Nu ved folden, hvis størrelse er 10 mm, laves en fold mere til at danne en slags bogstav G. I processen med at folde folden skal du sikre, at den øverste fold er parallel med emnet, og dens længde er 5 millimeter. Når du tegner en foldfoldelinje, skal du på den ene side måle 0,5 cm en gang og på den anden side - to gange 0,5 cm hver.
Trin VII. Beskyttelse af galvaniseret tagrender mod ridser og korrosion
Hovedfjenden til galvaniserede tagrender og afløb er grene og snavs, der falder på taget med vinden og skylles ned i tagrenden af regn. Sådanne er i stand til at ridse selv den mest modstandsdygtige polymerbelægning (og meget værre uden det overhovedet), og derfor er det bedre at beskytte hele systemet så meget som muligt.
Den enkleste metode er riste, der produceres i dag i standardparametre: slidsede, perforerede, rustfrit stål, plastik, galvaniserede, messing og støbejern. De skal fastgøres med en lås eller med skruer og møtrikker. Det er vigtigt, at ristens øverste overflade forbliver 25 mm under tagbeklædningens overflade, så regnvand kan løbe godt ned i tagrenden.
Til gengæld hjælper kurven også med at løse problemet. Vand strømmer gennem tagrenderne, og kurven bevarer det største snavs, såsom blade og grene. Denne kurv er let at fjerne og rengøre, hvilket er dens fordel. Også et sådant moderne element i afløbssystemet, som en sandfælde, er designet til det samme som et stormvandsindløb, men bevarer samtidig finere snavs og sand.
Her er et godt eksempel på, hvordan man beskytter en galvaniseret tagrender mod snavs:

Behandling af sømleddet
Den sidste fase involverer behandling af stødsømmen, dvs. krympning af den. For at gøre dette foldes den øverste del af den L-formede fold ned og indpakker kanten af den anden fold. Resultatet skal være en slags sandwich vinkelret på røret. For at få en stødssvejsning skal du trykke sandwichen på produktet.

For større pålidelighed er stødforbindelsen forstærket med nitter. Dog gør-det-selv-rør fremstillet af tin ved hjælp af denne sammenføjningsmetode behøver ikke yderligere forstærkning.
Sådan laver du et rør af tin - gør det selv tinrør
Hjemmebygere forsøger at vælge de mest budgetmæssige muligheder for at løse problemer. Derfor er spørgsmålet om, hvordan man laver et rør ud af tin med egne hænder, relevant for mange amatørhåndværkere. Når alt kommer til alt kan et hjemmelavet rørformet produkt fremstillet af tin sammenlignes ret med tagrender eller hylstre, der ligger på hylderne i specialbutikker.
Derfor er du nødt til at lære mere om processen med at fremstille et tinrør, der har egenskaber som fabriksprodukter.
Instruktioner til at fremstille et tinrør til ventilation med en hætte med egne hænder
At fremstille et rør af et jernark betyder at følge en række handlinger. Arbejdet består af enkle trin. For det første finder forberedelse sted, der består i at markere dele og skære emner ud.
På det tidspunkt, hvor strukturen dannes, oprettes et element med et cirkulært snit. Ved tilslutning er det nødvendigt at fastgøre elementerne i et produkt.
Adaptere til tilslutning af rør af metalplader
Du kan lave en markering og en blank i flere faser:
- Pladen placeres på overfladen uden sømme. En gulvbelægning eller arbejdsbænk er egnet til dette.
- Et segment er markeret fra den øverste kant, som er lig med den fremtidige motorvej. Mærkning udføres af en markeringsenhed. Produktion finder også sted.
- En linje trækkes gennem mærket. I dette tilfælde bruges en firkant.
- Fra linjen er segmentets bredde markeret, hvilket er lig med sektionen af røret. Til den resulterende værdi tilføjes 15 mm pr. Samling.
- De resulterende markeringer er forbundet, og emnet skæres.
Når du foretager en markering, er det værd at overveje produktets dimensioner. Bredden er størrelsen på diameteren plus en og en halv ekstra centimeter. Arbejdsstykkets længde skal være større end strukturens lige sektion.
Gør-det-selv tinarbejde udføres som følger:
- Foldene er bøjet til arkets overflade vinkelret. Foreløbigt laves der en stregmarkering for dem. hammer. Pladen placeres på bordkanten med en nedstigning til den ønskede længde, og bøjningen foretages med en gummihammer. Arbejdet udføres over hele produktets længde.
- Et rør lavet af tin med dine egne hænder antyder en anden bøjning på folden. I dette tilfælde udføres markeringen.
- Et rundt element bruges til at konstruere røret. På den er galvaniseret metalplade, der får en afrundet form. I dette tilfælde er de bøjede rørender forbundet.
Bøjninger er lavet, så hammeren passer nøjagtigt på hjørneoverfladen. Slagene er nøjagtige og klare, men ikke stærke, ellers flader sømmen.
Produktionen af tinprodukter afsluttes ved sammenføjning. I dette tilfælde kombineres kanterne og
sømmen er fastgjort. I dette tilfælde bøjes det vandrette afsnit ned og dækker kanten. Den fremspringende søm er bøjet til overfladen med en hammer. Foldningen er lavet til siden af den L-formede fold. Hvis du gør noget andet, trænger vandet ind indeni.
Gør-det-selv tinprodukter skal forbindes. Kanterne er fastgjort med nitter i aluminium eller stål.
- Nittehuller fremstilles hver tredje centimeter.
- Kanterne foldes mod hinanden.
- Arbejdsemnet er foldet tilbage, så kanterne er på ydersiden af strukturen.
- Kanterne er monteret med nitter.
For at lette tilslutningen af strukturen skal elementet i den brede side være let fladt. For at sikre stivhed ved produktets kanter. Korrekt mærkning bidrager til nem docking med andre elementer, endda fabriksproduktion.
Lignende produkter anvendes til tagrender, ventilationssystemer og skorstensstrukturer.
Funktioner i kildematerialet
Før du begynder at fremstille et rør af et metalplade, skal du stifte bekendtskab med det materiale, som røret skal fremstilles af, og dets funktioner. Til at begynde med er det værd at sige, at dette er produkter af rullende type, med andre ord tin er et stålplade, der har passeret gennem valseværkerne og har en tykkelse på 0,1-0,7 mm.
Ud over rullende operationer indebærer teknologien til produktion af metalplader også behandling af færdige valsede produkter fra dannelsen af korrosionsprocesser. For at gøre dette påføres et lag materiale på stålet efter valsning, hvilket ikke er udsat for korrosion.
Resultatet af de udførte handlinger er en stålplade, hvis bredde kan variere fra 512 til 1000 mm med en krom- eller zinkbelægning. Det færdige produkt er plastik, så tin kan let håndteres. I dette tilfælde kan de rullede afstivere sammenlignes i styrke med stålprodukter. Dette muliggør brug af metalplader til fremstilling af produkter med komplekst design.
Materielle egenskaber
Galvaniserede strukturer er lavet af metalplader. Materialet er rullet stålplade med en tykkelse på 0,1 - 0,7 mm.
Produkter med komplekse former er dannet af et blødt materiale
Produktionen af ark foregår på rullende maskiner, men de produkter, der opnås på denne måde, har brug for yderligere beskyttelse. Derfor er det dækket af et materiale, der er modstandsdygtigt over for korrosion. I sidste ende modtager forbrugerne en stålplade med en bredde på 512-1000 mm, som har en mikronbelægning med krom, tin eller zink.
Produktet er kendetegnet ved plasticitet, som muliggør manuel behandling af metalplader. Desuden, hvis der rulles afstivere på materialet, er det ikke ringere end styrken i stål. Af disse grunde bruges tin til fremstilling af produkter med komplekse former.
Nødvendige værktøjer
Listen over værktøjer og enheder, der er nødvendige til fremstilling af galvaniserede skorstensrør med egne hænder, skyldes tinegenskaberne, især blødhed og plasticitet. Behandling af denne type materiale kræver ikke anvendelse af en særlig indsats, der er nødvendig for at arbejde med arkmaterialer.
Derfor kræves følgende sæt værktøjer til produktion af tinrør til skorstenen:
- Saks til skæring af metal. Dette værktøj hjælper med let at skære arkmaterialet i de ønskede stykker, da den største arktykkelse når 0,7 mm.
- Hammer med blødt hoved. Du kan også bruge et træhammer, et hammer- eller stålværktøj med et blødt gummigreb. Den sidstnævnte mulighed anvendes dog meget omhyggeligt eller tages slet ikke, da den kan forårsage deformation af et tyndt blik og ødelægge hele arbejdet.
- Tang. Ved hjælp af dette værktøj løser de spørgsmålet om, hvordan man bøjer et rør lavet af tin, fordi det er stål, selvom det er tyndt, er det derfor umuligt at bøje det med dine hænder.
- Arbejdsbænk. Denne enhed er nødvendig ved skæring af materiale og ved påføring af markeringer.
- Kalibreringselement. Det kan være et rørformet produkt med en diameter på mere end 10 centimeter samt et hjørne med kanter på 7,5 centimeter. Disse elementer skal være godt fastgjort, da nitning af stødleddet udføres på deres overflade.
Ud over disse værktøjer skal du forberede en lineal eller målebånd og en markør, som er en stålstang med en skarp kant.
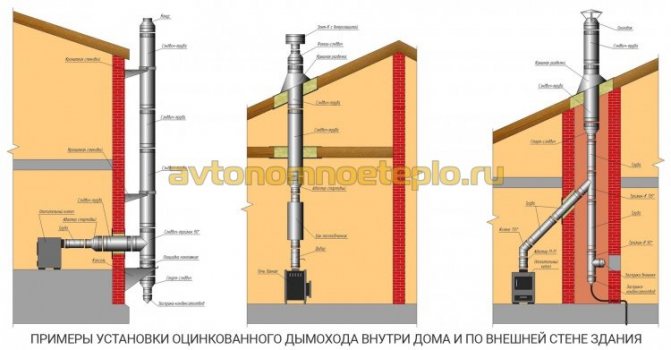
Installation af galvaniserede røggasrør
Når de sælger et sæt til et røggassystem, vedlægger de fleste producenter detaljerede instruktioner til installation med egne hænder. Det er ikke svært at montere strukturen selv, det er nok at tage højde for nogle af de funktioner, der er velkendte for fagfolk:
- Det er nødvendigt at forbinde skorstenelementerne ved hjælp af rør-til-rør-metoden startende fra det nedre segment af strukturen.
- For at rengøre galvaniserede skorstene er det nødvendigt at sørge for flere inspektionsbrønde.
- For at sikre maksimal modstandsdygtighed over for vindbelastningen er der monteret vægbeslag til installation hver halve meter.
- Når du passerer gulvpladerne og tagene, er der installeret en skorstensgennemgang.
Installationen udføres i overensstemmelse med eksisterende brandbestemmelser og SNiP.
Regler for udendørs og indendørs rørarrangement
Hvordan og hvad skal man isolere en galvaniseret skorsten
Hvis du uafhængigt isolerer skorstensrøret lavet af galvaniseret stål fra kondensat, kan du reducere omkostningerne ved strukturen med 1,5-2 gange. For at fuldføre arbejdet skal du have følgende:
- Varmeisolering - der anvendes mineralsk ikke-brændbar isolering med en lav fugtabsorptionsgrad. Materiale tykkelse er ikke mindre end 5 mm.
- Beskyttende lag - toppen af mineralisoleringen er dækket af foliemateriale. Lagene er fastgjort med strikketråd eller klemmer.
Forberedende fase
Først påføres der markeringer på tinarket, langs hvilket halvfabrikatet skæres. Med andre ord er den nødvendige del skåret af et bestemt metalplade, hvorfra konturen af det fremtidige rør vil blive dannet. Mærkeprocessen udføres som følger: Arket lægges ud på en arbejdsbænk, og et segment svarende til rørets længde måles fra den øverste kant. Her er et mærke lavet af en markør.
Derefter trækkes en linje langs dette mærke vinkelret på sidekanten ved hjælp af en firkant. Nu langs denne linje omkredsen af røret, det samme gøres langs den øverste kant. Samtidig tilføjes ca. 1,5 cm langs begge kanter for at danne sammenføjningskanterne. De øvre og nedre mærker er forbundet, og emnet skæres ud.
Hvordan man laver et rørlegeme af tin
Formålet med dette trin er at danne rørets profil. En linje trækkes langs længden af emnet i bunden og toppen, langs hvilken foldene vil blive bøjet. I dette tilfælde måles 5 mm på den ene side og 10 mm på den anden. Foldene skal bøjes i en vinkel på 90 0. For at gøre dette lægges arbejdsemnet på et stålhjørne og justerer foldelinjen med hjørnet. Slå kanten med en hammer, bøj den til den vinkelrette side af hjørnet.
Det anbefales at bøje produktet gradvist og passere med en hammer i hele dets længde. I dette tilfælde kan du begynde at bøje med en tang.
Nu ved folden, hvis størrelse er 10 mm, laves en fold mere til at danne en slags bogstav G. I processen med at folde folden skal du sikre, at den øverste fold er parallel med emnet, og dens længde er 5 millimeter. Når du tegner en foldfoldelinje, skal du på den ene side måle 0,5 cm en gang og på den anden side - to gange 0,5 cm hver.
Når du har afsluttet formningen af foldene, kan du gå videre til dannelsen af rørlegemet. Til dette anbringes et tomt ark på et kalibreringselement og tappes med en hammer eller andet egnet værktøj for at opnå en profil med en bestemt form. Arbejdsemnet får først en U-form og bliver derefter rundt. I dette tilfælde skal foldene sammenføjes.
Sådan laver du et galvaniseret rør med dine egne hænder: trin for trin instruktioner, beregning i henhold til skemaet og tegning
God dag, kære gæst!
Det første galvaniserede ark rullede af samlebåndet på en af de britiske fabrikker tilbage i 1867. Sandt nok var metal på det tidspunkt udelukkende dækket med guld og sølv. Men før første verdenskrig blev produktionen af dele med et beskyttende lag zink sat i drift, og siden da har de været utroligt populære.
Dette er ikke overraskende - zink forlænger jernets levetid 20-30 gange. Produkter lavet af galvaniseret stål er holdbare, giver ikke efter for rust og opfører sig ikke i hverdagen dårligere end rustfrit stål, selvom de er meget billigere.
I dagens artikel foreslår jeg at være mere opmærksom på dette beskedne materiale og fortælle dig, hvordan du laver et galvaniseret rør med dine egne hænder.
Fordele og ulemper ved et sådant rør
Galvanisering er primært stål, et materiale der har mange ubestridelige fordele.
Disse inkluderer:
- Styrke;
- Evne til at modstå høje temperaturer;
- Fremragende varmeledningsevne;
- Lave omkostninger sammenlignet med andre materialer.
Men uden en beskyttende belægning er jernholdigt metal modtageligt for korrosion, ruster hurtigt og bliver ubrugeligt. Forzinkning løste dette problem med succes. Og på trods af at galvaniserede rør og stålrør har samme form, har et galvaniseret produkt en række fordele.
Yderligere fordele ved et galvaniseret produkt:
- Korrosionsbestandighed, evne til at modstå negative miljøpåvirkninger;
- Forlænget levetid
- Øget styrke
- Bredt driftstemperaturområde
- Høj modstandsdygtighed over for mekanisk belastning;
- Galvaniseret rør tåler højt indvendigt og udvendigt tryk;
- Enkelhed og nem installation
- Høj brandmodstand
- Zink dræber alle patogene mikroorganismer;
- Galvanisering er praktisk talt ikke ringere end lavlegeret rustfrit stål, men det koster en størrelsesorden billigere.
Men som enhver teknisk løsning er galvaniserede jernrør ikke ideelle.
Ulemper ved produktet:
- Ikke et meget attraktivt design;
- Dyrt i forhold til konventionelt stål;
- Zink komplicerer svejseprocessen;
- I modsætning til plastik er det næsten ikke muligt at sikre en jævn overgang i en struktur lavet af galvaniserede rør i nærvær af fremspring på væggene.
Gør det selv eller bestil
Hvad er bedre, køb et galvaniseret ark med den krævede tykkelse, og bøj røret selv, eller gå til butikken og køb et færdigt produkt?
Tips til udvælgelse
Lad os som sædvanlig starte med prisen. Et færdigt rør med en diameter på 100 mm og en længde på 3 meter koster os omkring 500 rubler. Omkostningerne ved materialet i dette tilfælde er 150 rubler, resten er arbejdsomkostninger og sælgerens margen.
Og hvis du planlægger at organisere et helt dræningssystem? Du kan selv se, at du bliver nødt til at betale for meget 2,5-3 gange for færdige produkter. Selvfremstillede rør letter den økonomiske byrde betydeligt.
Derudover har fabriksprodukter strengt definerede dimensioner, og nogle gange er det svært at finde den rigtige til dit system. Og tykkelsen på det færdige rør overstiger normalt ikke 1 mm.
Det er bydende nødvendigt at huske, at ethvert fabriksprodukt, i modsætning til hjemmelavet, gennemgår streng kvalitetskontrol, har en perfekt rund overflade og svejsens nøjagtighed.
Det er langt fra en kendsgerning, om en håndværker i hjemmet vil være i stand til at sikre, at alle disse betingelser er opfyldt.
Hvilket materiale at vælge
Hvis det blev besluttet at lave en del på egen hånd, skal du starte med at vælge et materiale, i vores tilfælde et galvaniseret ark med den krævede tykkelse.
Materielle egenskaber
Fabrikszinkbelagt stålplade skal overholde GOST 14918-80. De vigtigste egenskaber, som du skal være opmærksom på, når du vælger:
De mest almindelige galvaniseringstykkelser er fra 0,35 til 3 mm. Jo tyndere arket, jo lettere er det at behandle, hvilket er vigtigt for fremstilling af produkter derhjemme. Men glem ikke - mindre tykkelse - mindre styrke.
- Tykkelse af zinkbelægning
Der er 3 klasser af materiale i overensstemmelse med tykkelsen af zinklaget. Lad os sammenfatte dataene i en tabel for nemheds skyld.
| Stålklasse i henhold til tykkelsen af zinklaget | Massen af det beskyttende lag, der er tilgængelig på begge sider (g) | Belægningstykkelse (μm) |
| P (øget) | 570 — 855 | 40-60 |
| jeg | 258-570 | 18-40 |
| II | 142.5-258 | 10-18 |
GOST tillader nogle afvigelser i tykkelse og tilstedeværelsen af nogle defekter
Mærkning:
- НР - normal tykkelsesforskel;
- UR - reduceret tykkelsesvariation.
Valgmuligheder for arkudseende:
- KR - Med krystallisationsmønstre (nogle revner og mørkfarvning);
- MT - ingen mønstre.
Et vigtigt kendetegn ved fremstilling af rør er metalpladens evne til at tegne:
- H - normal hætte
- G - dyb tegning;
- VG - meget dyb tegning.
Stålmærkning VG har den højeste duktilitet, H - tilsvarende den laveste.
Hvad du har brug for for at arbejde
Når du har købt et ark med de nødvendige egenskaber, skal du opbevare den nødvendige beholdning.
Nødvendige værktøjer:
- Saks til metal. Vælg et praktisk værktøj til at skære et bredt metalplade;
- Håndhammer (aka hammer) med en spids af gummi eller træ. Mallet skal være fast, tung, men fri for skarpe kanter;
- Stålrørspindel til dannelse af rørlegemet ("pistol"). Dens længde er mindst 1 meter, dens diameter afhænger af den nødvendige diameter af det færdige produkt;
- Lineal;
- Markeringsværktøj til galvanisering (skarp metalstang);
- Arbejds bord. På hjørnet af arbejdsbordet skal der være et metalhjørne, mindst 1 m langt. Det vil blive brugt til at bøje kanterne af røret, så det skal fastgøres meget sikkert;
- Tang.
Størrelsesberegning
Standard galvaniseret metalplade er enten 1000 × 2000 mm eller 1250 × 2500 mm, selvom andre snit kan findes.
Arbejdsstykkets bredde beregnes efter formlen:
L (omkreds, det er arbejdsemnets bredde) = 2 * 3,14 * R (R er den krævede radius af røret, mm).
Således til fremstilling af et rør med en diameter på 100 mm, et emne med en bredde på
2 × 3,14 × 50 mm = 314 mm.
Tilføj 15 mm bøjning til den resulterende endelige længde, og opnå den nødvendige størrelse til skæring -300 mm.
Et vigtigt punkt - arbejdsemnets bredde - værdien er ikke konstant. På den ene side er det 330 mm, på den anden side 340 (for et rør med en diameter på 100 mm). Dette gøres for nemheds skyld ved efterfølgende installation af rør med hinanden eller med andre elementer i systemet.
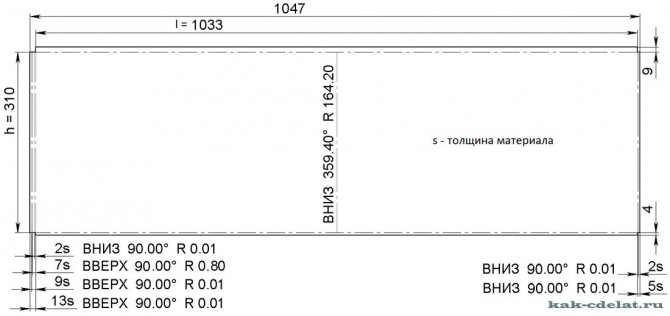
Tegning og diagram
Fig. 1. Mønster af et ark til et rør med en diameter på 100 mm.
Foldeformationsskemaet er som følger:
Fig. 2
Skæring af emnet
Efter beregning af de krævede dimensioner udskæres blanket for det fremtidige produkt. For det:
- Et tinnark lægges ud på en vandret overflade, mærkning påføres i lige linjer strengt i henhold til størrelsen på det halvfabrikat.
For et rør med en diameter på 100 mm langs den ene kant af pladen måles segmenter på 340 og 330 mm efter hinanden (se figur 1). De samme segmenter, men i den modsatte rækkefølge, er markeret på den modsatte side. Alle vinkelrette linjer skal tegnes med et kvadrat.
Glem ikke at tilføje 15-20 mm til produktets bredde til folden!
- Formen skæres i rektangler ifølge tegningen.
Profildannelse
De resulterende rektangulære emner skal "omdannes" til et rør. For at gøre dette danner vi dens profil.
Stadier af profildannelse:
- To linier er tegnet over hele emnets længde med et indryk på 5 mm fra den ene kant og 10 mm fra den anden. Disse linjer er grænserne for foldfoldningen.
I vores tilfælde betyder en søm eller en sømlås typen af samling af rørkanterne;
- Bøj kanterne langs den markerede linje strengt i en vinkel på 900. Brug et metalhjørne til dette, og juster foldelinjen med hjørnet. Vi starter med en tang, fortsætter med en hammer;
- Vi passerer med en hammer over hele længden og danner gradvist den fremtidige søm;
- Ved en foldning på 10 mm bred laver vi en anden fold i form af bogstavet G. Bredden på den øvre stang er 5 mm, placeringen er strengt parallel med emnet;
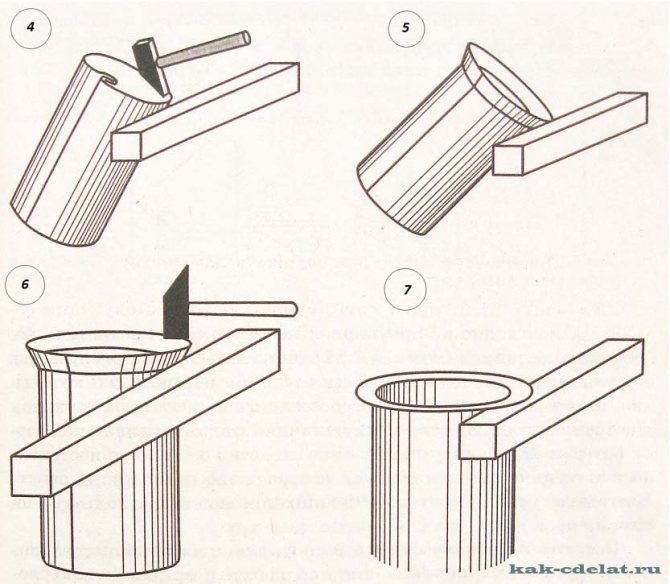
- Efter dannelse af foldene skal du gå til rørlegemet. Vi lægger emnet på kanonen og bruger en hammer til at give arket en rund form.
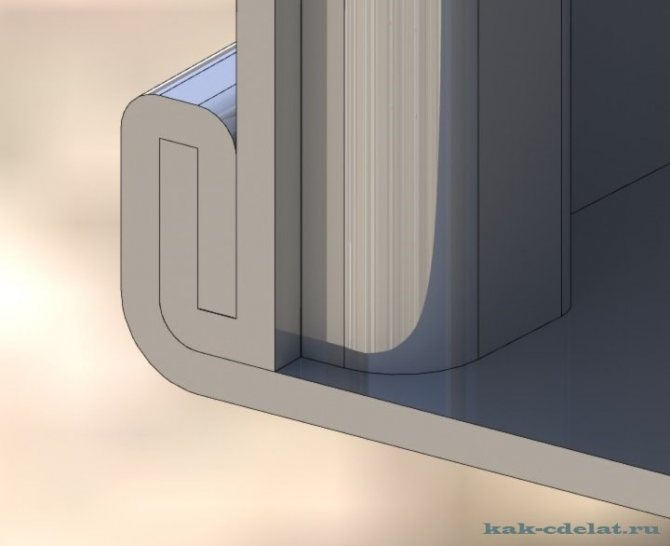
Butt svejsebehandling
Den sidste fase er bearbejdning (krympning) af stødleddet.For at gøre dette skal du bøje den øverste del af den L-formede fold nedad og vikle den modsatte kant omkring den. Resultatet er en foldning af flere lag metal, som skal presses mod røret i hele dens længde.
På fabrikken gives sømmen ekstra styrke med specielle metalnitter.
For håndlavede genstande er der ikke behov for yderligere behandling.
gør
Tjek nyttige relaterede videoer.
Rørfremstilling:
Flyindskæring af et rør:
Ekspertråd
For nemheds skyld at forbinde det færdige rør med andre elementer i systemet er det nødvendigt at oprette en stikkontakt i slutningen af produktet.
Sådan oprettes en stikkontakt på et galvaniseret metalrør
Klokken er en teknologisk udvidelse designet til at gøre det nemmere at montere kommunikationselementer med hinanden og indsættelse i flyet. Stikket på det færdige rør er lavet langs en bred kant ved at flare kanten til en dybde på 15-20 mm. På fabrikken bruges et specielt værktøj til flaring - en flammende kegle.
Derhjemme kan du udvide kanten af røret selv ved hjælp af en tang. Ideelt set - monter specielle ringe på enderne af emnet - afstivere.
Fig. 3. Flammende mønster:
Funktioner ved at arbejde med tin
Galvaniseret plade er et billigt og pålideligt materiale. Dets vigtigste funktion er dens lille tykkelse (ofte bruges et ark med en tykkelse på 0,3 til 1 mm derhjemme) og plasticitet. Takket være sin blødhed er det praktisk at arbejde med galvanisering, og det vil ikke være svært for selv en begynderblikkemager at fremstille det ønskede produkt alene.
På trods af stålets blødhed er den opnåede søm på samme tid meget pålidelig og er i stand til at modstå betydelig mekanisk belastning.
Konklusion
Anvendelsesområdet for galvaniserede rør er omfattende. De bruges til dræning, skorsten, ventilationssystemer, så evnen til selvstændigt at fremstille dele vil bestemt ikke være overflødig.
Personligt finder jeg, at uanset hvilken færdighed du lærer, er det altid nyttigt. Derfor venter jeg på dig i vores gruppe og samfund. Lektioner, træningsvideoer, ekspertrådgivning - alt er der. Kom med os!
(2 5,00 af 5) Indlæser ...
Kilde: https://vseotrube.ru/materialy/metallicheskie/kak-sdelat-trubu-iz-otsinkovki
Behandling af sømleddet
Den sidste fase involverer behandling af stødsømmen, dvs. krympning af den. For at gøre dette foldes den øverste del af den L-formede fold ned og indpakker kanten af den anden fold. Resultatet skal være en slags sandwich vinkelret på røret. For at få en stødssvejsning skal du trykke sandwichen på produktet.
For større pålidelighed er stødsømmen forstærket med nitter. Dog gør-det-selv-rør fremstillet af tin ved hjælp af denne sammenføjningsmetode behøver ikke yderligere forstærkning.
Hvordan laver man et galvaniseret rør med egne hænder?
Du kan frit købe galvaniserede rør, men prisen på sådanne produkter er ret høj, så ønsket om at lave et galvaniseret rør med dine egne hænder dikteres først og fremmest af økonomiske overvejelser.
Samtidig kræver fremstilling af galvaniserede rør ikke brug af særlig indsats, specielle dyre inventar og værktøj og en eller anden form for professionel viden, så enhver hjemmelavet håndværker kan klare dette, i hvis arsenal der er et sæt standard tømrerarbejde værktøjer.
Ramme monteringsproces
Efter forberedelse af alle dele til båden fortsætter vi med den direkte proces med samling af båden fra galvaniseret stål og plader med egne hænder. For at gøre dette skal du gøre følgende:
Anbefalet læsning: Fordele og ulemper ved gummibåde med en hård bund under motoren
- I buen er det nødvendigt at kombinere to sider og et trekantet emne til buen. Negle eller selvskærende skruer kan bruges som forbindelseselementer.Hvis blokken stikker ud over siderne, skal den skæres i et niveau.
- Det næste trin er at installere en midlertidig afstandsstykke. Denne proces skal behandles omhyggeligt. Så når bøjningen ikke sprænges, placeres afstandsstykket i en ikke for stor vinkel.
- Efter installation af afstandsstykket er det nødvendigt at bøje siderne yderligere. Et reb eller et par hjælpere vil gøre jobbet.
- Vi udskifter den bageste del, justerer, fjerner den nødvendige affasning. Du skal passe godt for ikke at efterlade huller. Alt skal passe tæt.
- Når pasformen er afsluttet, hammer vi siderne og savede alle fremspring.
- Når siderne er samlet, installerer vi permanente stivere, mens vi fjerner de midlertidige. Hvor meget detaljer, der skal indstilles, afhænger af ejerens præference.
Før du fastgør trædelene med søm eller selvskærende skruer, er det værd at forbore hullerne med en boremaskine. Denne metode forhindrer pladerne i at revne.
Det sidste trin i samlingen af trækonstruktionen vil blive affaset på de nedre dele af siderne, afstandsstykker og belægning af et beskyttende antiseptisk lag.
Karakteristika for galvaniserede rør
Galvaniserede metalrør bruges til at udstyre skorstene; de er populære på grund af deres lette vægt og følgelig lette installation. Galvaniserede skorstene kræver ikke konstruktion af et fundament, og dette reducerer omkostningerne ved skorstensudstyr betydeligt.

Sådanne rør opfylder brandsikkerhedsstandarder, der tåler temperaturer op til 900 °, så de kan endda bruges til røgudsugning fra kedler og ovne til fast brændsel.
Galvaniserede rør i hjemmekonstruktion bruges også til at udstyre tagrender. Sådanne rør er allerede ret overkommelige med hensyn til omkostninger, men samtidig kan processen gøres endnu billigere ved hjælp af håndlavede produkter.
Kan galvaniserede rør bruges til en skorsten
Zinkbelagte skorstene anvendes under visse betingelser.
Når zink opvarmes til 419 °, begynder det at frigive stoffer, der er skadelige for mennesker. Derfor anbefales det at installere bøjninger lavet af dette materiale i røggassystemer, hvor temperaturen ikke overstiger 350 ° C.

I henhold til reglerne i ministeriet for nødsituationer fra 2009 er brugen af metalrøgelimineringsmidler til kulfyrede ovne forbudt.
Derudover brænder en enkeltvægs galvaniseret udgang efter en eller to sæsoner. I praksis bruges det som et ydre hus i dobbeltvæggede strukturer med isolering.
Hvad du har brug for for at lave et galvaniseret rør
Hjemme, for at fremstille et galvaniseret rør, har du brug for et ark af tin; materialet kræver ikke brug af særlig indsats på grund af dets blødhed og duktilitet.
Tin er industrielt fremstillet af tyndt stålplade med en tykkelse på 0,1 til 0,7 mm på rullende maskiner, hvorefter de er dækket af et korrosionsbeskyttende lag af krom, tin eller zink. Endelig skæres emnerne til standardstørrelser med en bredde på 512 mm til 2000 mm.

Styrken af sådanne produkter er på ingen måde ringere end modstykker i stål, især hvis materialet har yderligere afstivere, men på samme tid er det meget plastisk og giver dig mulighed for manuelt at montere rørledninger med kompleks form. Antikorrosionsbelægning beskytter røret mod det ydre miljø.
Problemet med sådanne rør er utilstrækkelig bøjningsstyrke, og derfor fremstilles stivere i strukturen til fremstilling af åbne dele for at styrke produktet.
- en bred vifte af sådanne rør i forskellige størrelser præsenteres i butikkerne: enkelt kredsløb;
- dobbelt kredsløb (lavet i form af en sandwich og bestående af et indre og ydre rør);
- bølgepap, kendetegnet ved øget fleksibilitet.
Bemærk! Derhjemme er det teknisk muligt kun at fremstille et rør med et enkelt kredsløb.
Når du vælger en arktykkelse, skal rørets formål tages i betragtning. For eksempel skal et galvaniseret rør til fjernelse af røggas fra ovne og pejse med fast brændsel have øget modstandsdygtighed over for høje temperaturer og samtidig høje antikorrosionsegenskaber.
Det er vigtigt! Jo højere temperaturen på arbejdsmediet er, desto tykkere skal rørvæggene være.
Værktøjer
Til arbejde er der brug for specialværktøj til at bøje, måle bøjningsvinklen korrekt og skære røret til den ønskede længde.
Typer af udstødningsrør af galvaniseret jern
Forbrugeren tilbydes galvaniserede rør med enkelt væg og dobbelt væg. For at lette installationen producerer producenterne alle de nødvendige komponenter: tees, inspektionskanaler og kondensfælder. En standard række af diametre understøttes. Det vil være ret problematisk at bestille et rør eller adaptere af ikke-standardstørrelser fra fabrikken.
For at vælge det nødvendige materiale til røgudsugningssystemet skal du tage højde for de tekniske egenskaber, materialets modstandsdygtighed over for udbrændthed og virkningerne af et surt miljø samt de vigtigste driftsmuligheder.
Galvaniserede skorstensrør
Dobbelt kredsløb isolerede skorstensrør lavet af galvaniseret plade fås i to modifikationer:
- Sandwichrør - en struktur, hvor det indre og det ydre lag er lavet af galvaniseret metal. Designet reducerer produktionen af kondensat, men er ikke i stand til at modstå betydelig varme. Deformation opstår, når det indre lag opvarmes til 500 ° C.
- Modulære skorstene i syrefast rustfrit stål med udvendig isolering og galvaniseret skal. En sådan enhed reducerer strukturomkostningerne betydeligt og øger levetiden næsten to gange.
Det indre lag af røret skal være lavet af metal med en tykkelse på 1 mm, for det ydre lag er 0,5 mm nok.
Galvaniserede skorstene med en væg
Den galvaniserede skorsten brænder hurtigt ud i følgende tilfælde:
- Der er ingen isolering.
- Forkert valgt rørtykkelse.
- Manglende overholdelse eller afbrydelse af produktionsprocessen. Galvanisering er lavet af kulstofstål i henhold til GOST 14918-80.
Hvis alle disse betingelser er opfyldt, kan et enkeltlags galvaniseret rør arbejde op til 10 år.
Instruktioner til fremstilling af galvaniserede rør
Først og fremmest skal du markere jernarket ved at anvende foldfoldelinier på den ene side med en størrelse på 5 mm, på den anden to gange 5 mm hver, folden på den ene side skal være bredere end den anden for at danne en stærk søm i fremtiden. Bøj arket i en vinkel på 90 ° på begge sider ved hjælp af et hjørne og en tang.

Det er vigtigt! Bøj formen gradvist og bevæg dig fra den ene kant til den anden langs foldelinjen.
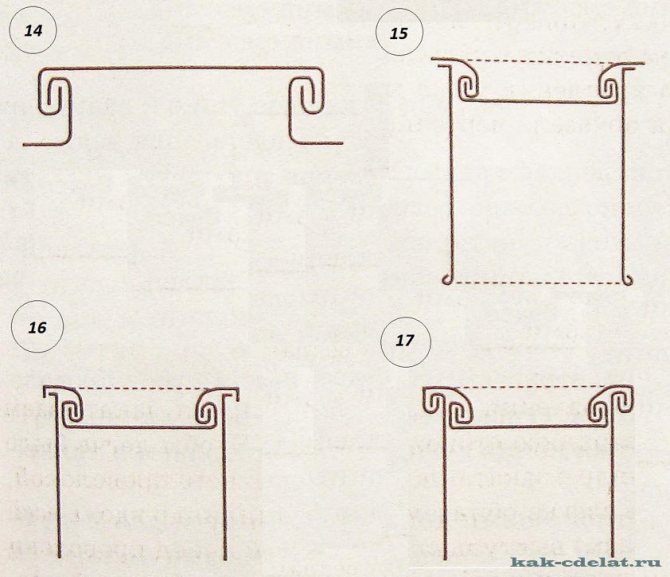
Derefter dannes foldene ved at dreje arbejdsemnet, vinklen justeres til 135-140 °, banke kanterne på dåsen med en hammer eller en hammer med en blød angriber for ikke at beskadige produktets materiale. Efter dannelsen af foldene kan du fortsætte med dannelsen af selve røret.
Fastgør arbejdsemnet til størrelsesskabelonen for at forme det, og tryk på det igen, indtil foldene kommer sammen.
Den brede kant er igen bøjet parallelt med produktets plan i en vinkel på 90 °.
Den sidste fase er at slutte enderne sammen med en flad søm ved hjælp af en hammer.
Ret foldene ind, bøj den vandrette del af den anden fold, indpak den første fold med den, og bøj derefter denne søm og tryk den tæt mod rørets plan.
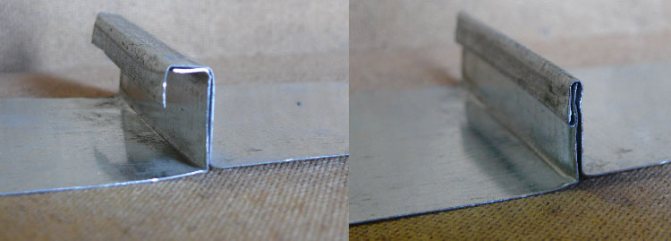
Du kan desuden styrke leddet med metalnitter ved hjælp af en svejsemaskine, selvom galvaniserede rør ofte er forbundet med en flad søm ikke har brug for yderligere forstærkning.










