

Cjevovodi od polietilenskih elemenata postupno zamjenjuju uobičajene metalne cijevi. Plastika ima mnoge značajne prednosti u odnosu na metal. Zavarivanje polietilenskih cijevi pouzdana je metoda spajanja pojedinih dijelova. Gotovi šav može podnijeti velika opterećenja, izdržljiv je i otporan je na vlagu.
Zavarivanje polietilenskih cijevi
Značajke instalacije
Prilikom lemljenja HDPE cijevi mora se imati na umu da je spoj za zavarivanje jednodijelni. Za proizvodnju trajnog spoja za zavarivanje potrebno je koristiti specijaliziranu opremu. U početku je najbolje pokušati raditi na grubim dijelovima.
Prilikom stvaranja veze na kompresijskim armaturama potrebno je odabrati opciju odvajanja pojedinih elemenata. Spoj napravljen na okovima može izdržati opterećenje pojedinačnog zagrijavanja tople vode, ali nije dizajniran za vodeni čekić ili industrijski pritisak. Šav za zavarivanje pogodan je za spajanje dijelova velikog promjera.
Stroj za zavarivanje
Uređaj za zavarivanje HDPE cijevi sastoji se od nekoliko elemenata. Svaki element izvršava svoju funkciju. Na primjer, centralizator se koristi za stezanje i centriranje cijevi. Opremljen je s dvije ili četiri stezaljke. Ravan se koristi za završetak krajeva. A ogledalo za zavarivanje zagrijava cijevi do temperature topljenja.
Uz to, uređaj je opremljen uređajem koji vam omogućuje stvaranje potrebne sile za pritiskanje cijevi na zrcalo za zavarivanje, kao i za prešanje dva dijela cijevi tijekom prešanja. Upravljačka jedinica uređaja omogućuje vam pružanje potrebnog napona, kao i održavanje parametara uređaja u određenom intervalu.

Načini zavarivanja
Tehnologija zavarivanja polietilenskih cijevi provodi se na nekoliko metoda. Svaki od njih ima određene značajke, zahtijeva upotrebu različitih vrsta alata, potrošnog materijala.
Rasplamsao
Za zavarivanje PE cijevi metodom utičnice moraju se koristiti posebni okovi. Dodatno, trebat će vam sljedeći alati:
- kalibrator;
- rezač cijevi;
- aparat za zavarivanje polimernih materijala;
- alat za skošenje;
- set mlaznica za grijanje.
Detaljne upute za izvođenje radova:
- Izrežite cijevi na veličinu.
- Upotrijebite alat za skošenje kako biste izrezali rub koji želite spojiti.
- Kalibrirajte rupu da biste dobili savršeni krug.
- Obrišite dodirne površine od prašine, odmastite.
- Postavite temperaturu grijanja aparata za zavarivanje na 210 Celzijevih stupnjeva. Nakon zagrijavanja na ovu temperaturu zasvijetlit će indikator na uređaju.
- Ugradite pripremljenu cijev i spojku na dvije mlaznice učvršćene na aparatu za zavarivanje.
- Nakon zagrijavanja uklonite dva dijela, spojite ih zajedno.
Pričekajte da se zglob ohladi.
Kundak
Metoda se koristi za zavarivanje proizvoda debljine stijenke veće od 5 mm. Potrebna oprema, alati:
- Mehanizam za obradu kriški je lakši.
- Uređaj za koaksijalno poravnanje dva dijela jedan prema drugom - centralizator.
- Sustav upravljanja za automatizirane procese.
- Aparat za zavarivanje koji se koristi za krajnji spoj.
- Pogon za spajanje pojedinih elemenata.
- Smanjivanje umetaka.
Proces rada:
- Pričvrstite dva kraja cjevovoda na središnjem postolju.
- Očistite, skosite spojeve koji se spajaju.
- Ogledalo za zavarivanje istodobno zagrijava dva dijela cjevovoda.
- Pod pritiskom se dva dijela drže dok se ne ohlade.
Da biste napravili snažnu šav, morate se upoznati sa stolom za čelično zavarivanje polietilenskih cijevi.

Aparat za zavarivanje polietilenskih cijevi
Ekstruder
Lemljenje HDPE cijevi ekstruderom koristi se u proizvodnji u proizvodnji cjevovoda složenih oblika. Detaljne upute za obavljanje posla:
- Izrežite dijelove na potrebnu veličinu, očistite ih od neravnina.
- Točke reza očistite od prljavštine, odmastite ih.
- Spot zavarivanje za pričvršćivanje dijelova.
- Zavarite spoj ekstruderom.
Da bi šav dobio prihvatljiv izgled, trebate pričekati da se plastika ohladi, brusiti je brusnim papirom.
Elektrofuzioni okovi
Zavarivanje HDPE cijevi elektrofuzijskim spojnicama smatra se skupom metodom koja zahtijeva kupnju određenog potrošnog materijala i alata. Elektrofuzioni okovi su plastični dijelovi koji imaju više grijaćih elemenata ugrađenih unutra. Kada koristite armaturu, morate koristiti poseban aparat za zavarivanje koji nema segment grijanja.





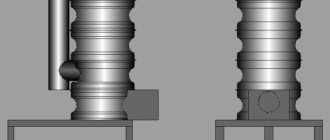
Zavarivanje utičnicom HDPE cijevi

Zavarivanje utičnicom
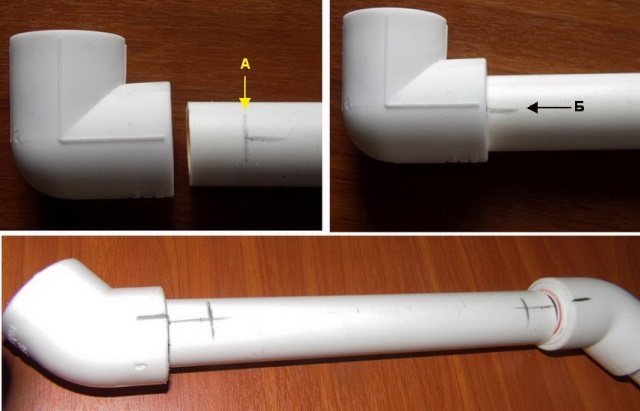
Zavarivanje utičnicom ima drugačiji postupak i drugačiji skup materijala. Da biste izveli posao, zasigurno će vam trebati lemilo za HDPE cijevi, kao i set mlaznica. Često se u takvim vezama koristi dodatna oprema, poput kutova i ekscentra. Spajanje krajeva proizvoda provodi se nakon što su na njih pričvršćeni okovi.
U radu se koristi lemilo za polipropilenske cijevi, koje sadrži nekoliko metalnih dijelova. Ovi dijelovi zagrijavaju plastične agregate. Jedan od njih je trn - poseban element koji je umetnut u unutrašnjost armature. Drugi, rukav, služi za zagrijavanje samog mjesta.
Izvođenje zavarivanja utičnicom zahtijeva posebnu pripremu. Morate poduzeti niz radnji kako biste poboljšali kvalitetu veze:
- Obradaci se moraju obrezati i poravnati točno jedan nasuprot drugog.
- Rubovi se moraju očistiti od prljavštine i ostataka plastike.
- Cijevi koje se trenutno ne koriste moraju se začepiti kako bi se izbjegle začepljenja.
- Potrebno je pregledati uređaj za lemljenje na nečistoće ili ostatke plastike od prošlih radova. Očistite ako je potrebno.
Nakon izvršenih svih pripremnih radova, možete mirno krenuti u provedbu ove metode zavarivanja. Redoslijed provedbe:
- Dijelovi koji se spajaju zagrijavaju se lemilicom na određenu temperaturu. Obično ovu temperaturu nadgleda sam uređaj, koji će u pravo vrijeme dati signal za zaustavljanje grijanja.
- Cijev se prisilno umetne u čahuru, a spojnica se gurne na trn. Za provođenje ovih operacija često je potreban prilično truda. Dijelove je potrebno umetnuti do kraja.
- Višak plastike istisnut će se i stvoriti kuglice u obliku prstena.
- Tada se oba dijela moraju ukloniti iz alata i čvrsto povezati.
- Nakon potpunog hlađenja možete nastaviti raditi na spajanju cjevovoda.
Važno! Tijekom hlađenja potrebno je osigurati potpuni ostatak veze. Bilo koji utjecaj u ovoj fazi može ugroziti nepropusnost veze.
Vrijeme lemljenja može se naći u standardima u kojima je navedeno vrijeme, ovisno o promjeru dijelova.
Priključni spoj
Također je potrebno imati na umu da je potrebno primijeniti silu prilikom spajanja cijevi i fitinga samo dok dijelovi ne odmaraju. Ako nastavite utjecati, možete kršiti integritet veze, što će u budućnosti izazvati negativne posljedice.
Alati i oprema
Oprema, alati za rad odabiru se ovisno o tome koja će se metoda zavarivanja koristiti. Svakako trebate rezač cijevi, mehanizam za skošenje.Na primjer, za elektrofuzijsko zavarivanje polietilenskih cijevi potreban je poseban aparat za zavarivanje i dijelovi za grijanje.
Termistorsko zavarivanje polietilenskih cijevi zahtijeva upotrebu ugrađenih električnih dijelova za grijanje. Za metodu kundaka trebat će vam centralizator, hidraulični pogon i alat za okretanje.
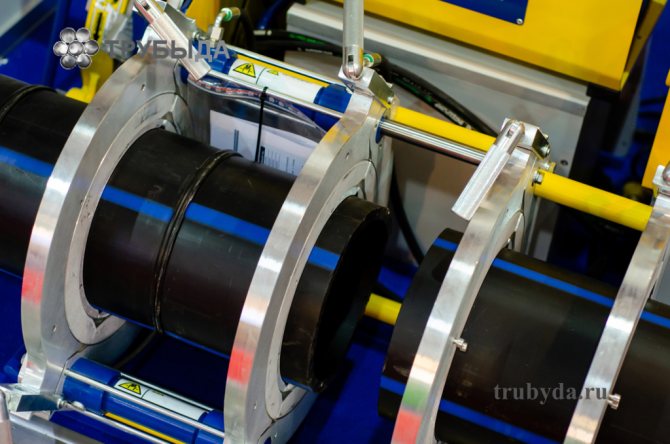
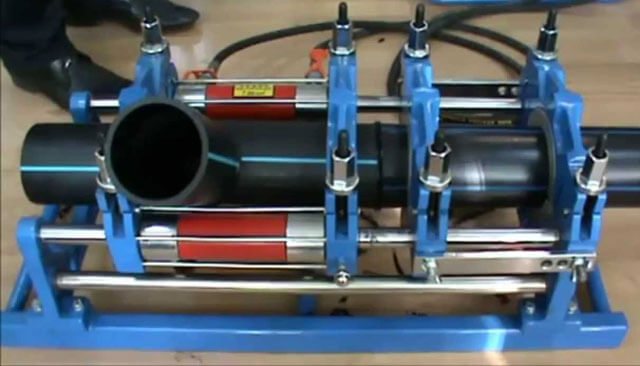
Čelno zavarivanje polietilenskih cijevi
Za čelno zavarivanje polietilenskih cijevi potrebna je posebna oprema za zavarivanje. Ova metoda spajanja učinkovita je samo za lemljenje HDPE cijevima. Njegova svestranost leži u činjenici da vam omogućuje održavanje fleksibilnosti strukture cijelom dužinom. Ova se metoda može koristiti i s rovovima i s otvorenom metodom polaganja cijevi.

Čelno lemljenje HDPE cijevi izvodi se u sljedećem slijedu:
- Ugradnja krajeva zavarenih proizvoda u centralizator opreme za zavarivanje.
- Poravnanje i čvrsto učvršćivanje dijelova.
- Čišćenje krajnjih dijelova od prljavštine, prašine, masti, drugih začepljenja i slojeva (provodi se pomoću pamučne krpe natopljene alkoholom).
- Obrada krajnjih fragmenata pomoću uređaja za okretanje (obrezivanje). Postupak se izvodi dok se ne pojave jednolični iver, debljine ne veće od 0,5 milimetara.
- Uklanjanje obratka i ručna provjera krajeva radi paralelizma. Ako se otkrije značajan razmak između površina, ponovno podrežite dok se ne pronađe potrebna sukladnost.
- Zagrijavanje krajeva slijepih cijevi grijaćim elementom čija je površina prekrivena neprianjajućim slojem.
- Po dolasku do topljenja obratka, uklanjanje grijaćeg elementa i zatvaranje krajeva cijevi za zavarivanje. Kontaktni tlak se povećava dok se ne postigne potpuno i čvrsto zatvaranje. Proizvode treba držati neko vrijeme (obično 5-10 minuta) dok se spoj potpuno ne stvrdne.
- Kontrola kvalitete zavarene konstrukcije. Procjenjuje se izgled zavarenih krajeva, međusobno dopisivanje i čvrstoća lemljenja.
Uz sam postupak zavarivanja, važno je obratiti posebnu pozornost na pripremne radove navedene u polaznim točkama. Treba ih pažljivo izvesti prije lemljenja HDPE cijevi, jer o tome uvelike ovisi pouzdanost i čvrstoća proizvedenog spoja.
Preduvjet za visoku učinkovitost sučelnog zavarivanja je njegova primjena jednim šavom. Samo u ovom slučaju postiže se maksimalna čvrstoća zavarenog spoja, inače se može pokazati nedovoljnom.
Faze rada
Za zavarivanje HDPE cijevi vlastitim rukama kod kuće, upotrijebite metodu spajanja dijelova u spoj. Faze rada:
- Obrežite elemente na potrebne dimenzije.
- Chamfer, centrirajte dva dijela.
- Uklonite neravnine i nečistoće s dijelova koji se spajaju. Odmastite ih alkoholom.
- Zagrijte dva dijela plastičnim zavarivačem.
- Pritisnite dva dijela rukama.
Pričekajte da se šav ohladi. Brusite kuglice od plastike finim šmirgl papirom. Metoda čeonih spojeva osigurava fleksibilnost cjevovoda duž cijele duljine, što se smatra plusom. Ako trebate napraviti šav na teško dostupnom mjestu, poželjno je odabrati način spajanja. Dijeljeni spojevi prikladni su za izradu privremenih cjevovoda.
Zavarivanje polietilenskih cijevi smatra se pouzdanom metodom izrade plastičnih cjevovoda. Razlikuje se nekoliko metoda rada, koje se međusobno razlikuju po korištenoj opremi, u fazama zavarivanja. Možete i sami uspostaviti snažnu vezu.
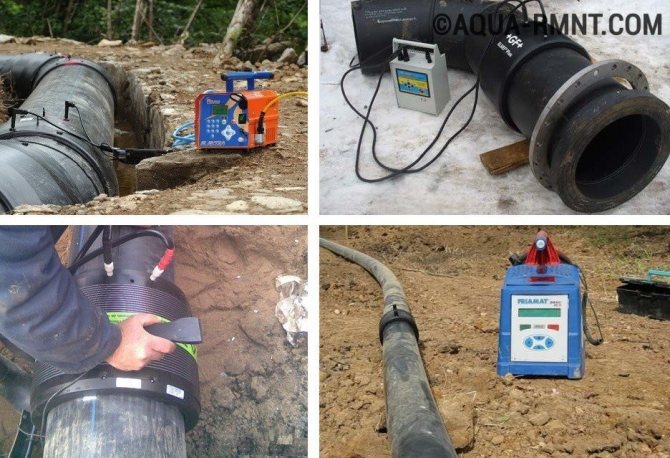
Elektrofuzijsko zavarivanje

Elektrofuzijsko zavarivanje
Posebna vrsta zavarivanja utičnicom, koja se sastoji u upotrebi posebne opreme.Ova veza pomaže postići visoku čvrstoću i trajnost gotove konstrukcije. Metoda se realizira uz pomoć električnih spojnica, koje već imaju grijaće elemente u sebi.
Mogu se koristiti okovi s unutarnjim grijaćim elementima. Spirale zagrijavaju materijal, čineći ga savitljivim. Tada se dva dijela spajaju i osigurava se pouzdana monolitna veza.
Alati za ovu vrstu zavarivanja mnogo su skuplji, ali funkcionalno su puno bolji. Korištenje elektrofuzionih spojnica osigurava da u unutarnjem dijelu nema prstenastih zrnaca i osigurava dobar prolaz vode. Sljedeća je prednost što ova metoda ne zahtijeva izravnu upotrebu opreme za zavarivanje. To pomaže u izvođenju radova u skučenim uvjetima.
Postupak elektrofuzijskog zavarivanja:
- Dijelovi koji se spajaju izrezani su na pravim mjestima.
- Krajevi proizvoda, kao i električna spojnica, čiste se od onečišćenja.
- Na površini se ostavljaju odgovarajuće oznake koje pomažu u određivanju dubine umetanja spojnice.
- Uz pomoć žica, elektromagnet je povezan s opremom za zavarivanje.
- Na uređaju, master pritisne gumb za pokretanje zavarivanja, koje će započeti zagrijavanje elemenata.
- Čim proces završi. Uređaj će sam isključiti grijanje.
- Nakon otprilike sat vremena, veza će se potpuno ohladiti i moći će se pustiti u rad.

Završne kape
Najbolje je pokriti krajeve neiskorištenih cijevi prije početka zavarivanja posebnim čepovima kako bi se izbjeglo hlađenje.
Tijekom zavarivanja važno je dijelove držati u krutom položaju. To se može učiniti pomoću posebnih držača ili postolja. Konačni zavar ne smije biti deblji od 0,5 debljine stijenke.
Priprema za rad
Prije nego što prijeđete izravno na zavarivanje, treba provesti prethodnu pripremu. Njegove su faze iste bez obzira na to koja se metoda primjenjuje.
Prije svega, morate pripremiti radno područje dovoljne veličine, u koje će se smjestiti sva potrebna oprema, cijevi i okovi (ako postoje). Prije početka rada i spajanja aparata za zavarivanje na mrežu, provjerite integritet električnih kabela. Također je vrijedno osigurati da stezaljke i elektronički senzori budu u dobrom stanju, oštrice trimera su naoštrene, a obloge pripremljene za rad odgovaraju promjeru cijevi. Dijelovi koji su tijekom rada podvrgnuti trenju podmazuju se, a grijač, okrenuti alat i strugalo čiste i odmašćuju.
Sami cijevi također se obrađuju: na mjestima predloženih spojeva površina se čisti. Dakle, moguće je riješiti se različitih nečistoća koje će ometati stvaranje pouzdane veze.
Napravi sam kućnim zavarivanjem
Ova se metoda provodi pomoću posebnog aparata za zavarivanje cjevovoda. Sam postupak je sljedeći. Krajevi elemenata čiste se od prljavštine i brišu sredstvom za odmašćivanje. Zatim se zagrijavaju posebnim grijaćim elementom do viskoznog stanja i spajaju pod pritiskom. Nakon toga se šav mora prirodno ohladiti i tek tada se može raditi cjevovodom.
Međutim, prilikom izvođenja sučelnog zavarivanja trebali biste nadzirati takve parametre kao što su:
- Vrijeme zagrijavanja;
- Visina pretoka krajeva;
- Pritisak na površine koje se spajaju;
- Temperatura.
Ako se promatraju svi preporučeni parametri, šav bi se trebao pokazati jednakim s istim izbočenjem na cijeloj površini. Čeono zavarivanje smatra se glavnom metodom stvaranja cjevovoda od polietilenskih komponenata.
Vrste cijevnih priključaka
Za međusobno spajanje bilo kojih cijevi uglavnom se koriste:
- Mehanički spoj
... Najlakši način za spajanje cijevi je korištenje fitinga.Dodatni spojni elementi različitih konfiguracija omogućuju montažu različitih sustava. - Zavarivanje
... Cijevi se mogu ugraditi i metodom bez rova i polaganjem u rovove nakon montaže na površinu. Otporno zavarivanje koristi se za održavanje fleksibilnosti (bez gubitka čvrstoće) vodoopskrbnog sustava izrađenog od polietilenskih cijevi. U praksi se koriste:
- čeono zavarivanje;
- elektrofuzijsko zavarivanje.