Lemljenje bakrenih cijevi
Bakar je skup metal, ali bakreni cjevovodi imaju konkurentsku prednost kako bi sustavi bakra bili na vrhuncu. Kompetentno izrađen od bakra pružit će dug i besprijekoran vijek trajanja vodoopskrbnog sustava tijekom čitavog vijeka kuće, dulji od pola stoljeća. Praktičnost obrade takvih proizvoda leži u jednostavnosti postupka lemljenja - to je niska temperatura, lako se provodi u domaćem okruženju u prisutnosti plinskog plamenika ili električnog lemilice.
Set alata
Komplet alata, učvršćenja i materijala koji se koriste u postupku lemljenja je kako slijedi:
- sredstva za širenje, rezanje i skidanje cijevi: ekspander, rezač cijevi ili brusilica s najtanijim diskom, kosilica, brusni papir, metalna četka;
- alat za zagrijavanje metala i topljenje lema: plinska baklja ili električno lemilo 250 W;
- materijali s kojima se povezuje: tok i lem iz legure kositra s bakrom, antimonom, srebrom ili drugim aditivima;
- pomoćni materijali - salvete za uklanjanje suvišnog toka, stalci, rukavice, alati za mjerenje i označavanje.
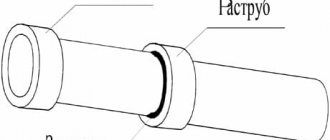
Bakrene cijevi bit će spojene bez armatura - rub jedne proširen je ekspanderom cijevi, u njega je umetnut drugi komad. Zglob se zagrijava, a šav se izlije rastopljenim kositrenim lemom - dobiva se pouzdan zapečaćeni spoj koji može podnijeti dovoljno visok pritisak i visoke temperature. Možete pravilno lemiti bakrene cijevi razumijevanjem načela postupka:
- nakon rezanja cijevi prije lemljenja, krajevi se temeljito očiste - uklanjaju se sve neravnine, a rub se brusi u svijetlo žutu boju. To se mora učiniti za uklanjanje oksida iz bakra koji sprečavaju lemljenje;
- nakon skidanja prekriven je posebnim spojem - fluksom, koji uklanja kisik, sprečavajući oksidaciju tijekom zavarivanja, pomaže rastaljenom lemu da prodre duboko u spoj;
- dijelovi presvučeni protokom pomiču se jedan na drugi i zagrijavaju gorionikom ili lemilicom. U ovom se slučaju tehnologija lemljenja lemilicom razlikuje od rada s plamenikom samo u nedostatku otvorenog plamena;
- lem se dovodi na zagrijanu površinu ispod plamena - kositar se topi, uvlači u spoj, ravnomjerno se šireći oko kruga spoja;
- nakon hlađenja, višak kositra će sam otpasti, a šav će biti hermetički zatvoren.
Ako nemate posebne vještine u takvom lemljenju, bolje je to povjeriti profesionalcima.
Savjet. U svakodnevnom životu postaje neophodno spojiti aluminijske cijevi, koje je teže obraditi od bakra. To će zahtijevati aluminijsko lemljenje i opremu za lemljenje s aluminijom - baklju koja može zagrijati metal na 400 ° C. Specifičnost postupka je da se tok ne koristi, a lem se ne uvodi u plamen, već se nanosi na spoj: topi se od dodira s vrućim metalom.




Lemljenje polipropilenskih PVC cijevi (plastika)
Polimerni proizvodi lemljeni su na nižim temperaturama od metala. Boje se otvorenog plamena, pa se za zavarivanje koriste posebne električne lemilice zvane aparati za zavarivanje.
Tehnologija zavarivanja proizvoda od polipropilena (PP) bitno se razlikuje od rada s bakrom.
Spajanje metalnih dijelova uključuje umetanje jednog segmenta u drugi, a zatim brtvljenje šava pomoću zavara od mekšeg metala.U slučaju polipropilena, oba se segmenta tope, miješaju, potpuno prodiru jedan u drugi, a kad se skrutne, dolazi do integralne homogene veze. Takvo zavarivanje naziva se difuzno od latinske riječi difuzija, što znači miješanje. Lemljenje propilenskih cijevi podrazumijeva tri stvari:
- otopite krajeve segmenata dok ne omekšaju;
- spojite jedno s drugim bez nepotrebnih zavoja;
- pričekajte dok se ne ohladi - kao rezultat toga nastaje homogeni jednodijelni odjeljak.
Lemljenje cijevi za grijanje i vodovod kod kuće
Zbog jednostavnosti postupka „uradi sam“, provodi se kod kuće. Da biste to učinili, morate kupiti:
- električni aparat za zavarivanje za zavarivanje polipropilena;
- nastavci za uređaj (uključeni u set za uređaj);
- trimer;
- dolikuje;
- pribor: marker, nož, mjerač vrpce.
Lemljenje polipropilena puno je lakše od bakra
Sama lemljenje propilenskih cijevi sastoji se u sekvencijalnom izvođenju sljedećih operacija:
- Izrežite cijevi na unaprijed zadane dimenzije, po potrebi pripremite okove.
- Obrežite krajeve - odozgo uklonite 1–1,5 mm zaštitnog sloja. To se može učiniti trimerom ili brušenjem šmirgl papirom.
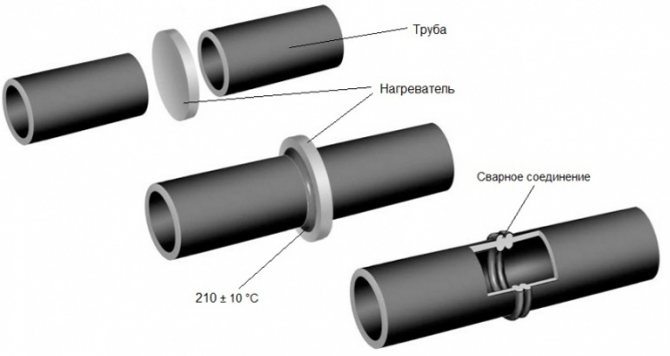
- Pripremite aparat za zavarivanje - opremite ga mlaznicama za promjer cijevi i spojite na mrežu. Polipropilen se topi na 250 ° C. Uređaj ima temperaturni prekidač i indikator grijanja. Kad se postigne željena temperatura, uređaj daje zvučni ili svjetlosni signal o spremnosti za postupak zavarivanja.
- Umetnite cijev i priključak u odgovarajuće mlaznice i poštujte vrijeme strogo prema uputama, izbjegavajući pregrijavanje ili pregrijavanje.
- Uklonite zagrijane dijelove iz mlaznica, a zatim zalemite umetanjem jednog elementa u drugi. U ovoj fazi akcije moraju biti sigurne i jasne - zabranjeno je pomicanje elemenata naprijed-natrag ili okretanje duž osi.
- Ostavite da se polipropilen ohladi - ostavite konstrukciju neko vrijeme bez mehaničkih naprezanja.
- Vizualno provjerite vezu na nedostatke: ako se slijedi tehnologija, šav će se pokazati jednoličnim i čvrstim.
Lemljenje HDPE cijevi pomoću polipropilenskih fitinga.
Iskreno, protiv sam ove metode. Sada ću objasniti zašto:
- Polipropilen i polietilen imaju različita tališta. HDPE se topi na nešto više od 100 Celzijevih stupnjeva, dok se polipropilen topi na 260 stupnjeva. Pokazaće se da je zavarivanje loše kvalitete.
- Čak i ako se pokaže da stvara takvu vezu, još uvijek nije jasno za koji je pritisak dizajniran i koliko dugo ga može držati.
Pročitajte također: Spajanje sabirnica za žice
Stoga vam savjetujem da ne gubite vrijeme i novac u takvim eksperimentima.
Ispravno lemljenje velikih HDPE cijevi pri normalnoj temperaturi
Dvije su vrste:
- male čvrstoće - izrađuju se pod visokim tlakom i stječu malu gustoću;
- visoke čvrstoće (HDPE) - izrađuju se pod niskim tlakom, ali stječu visoku gustoću.
Drugi naziv za polietilenske cijevi visoke čvrstoće - HDPE označava polietilen niskog tlaka. Riječi "niski tlak" u nazivu znače uvjete pod kojima su proizvodi proizvedeni i nisu povezani s opsegom primjene. Niskotlačni polietilen (HDPE) koristi se u uvjetima visokog tlaka i temperature - u glavnim cjevovodima za plin ili vodu. Ispravno lemljenje polipropilenskih cijevi nije lak zadatak.
Budući da se HDPE proizvodi proizvode u širokom rasponu promjera (20 mm do 1 m 20 cm) i debljina stijenki, postoji više načina spajanja s njima i mnoge vrste opreme za lemljenje polietilenskih cijevi. Zavarivanje polietilenskih cijevi vrši se jednom od sljedećih metoda:
- kundak (ili kundak);
- u obliku zvona;
- elektrofuzija.
Za takvo lemljenje potreban vam je poseban stroj za lemljenje.
Čelno zavarivanje PE cijevi u industrijskim uvjetima izvodi skup i glomazan stroj s mehaničkim ili hidrauličkim pogonom. Komplet uređaja uključuje vodilice za centriranje, trimer za glatko rezanje prislonjenih rubova, grijaći element, pogone i timere. Sama tehnologija od kraja do kraja je jednostavna, ali korištena oprema nije jeftina: cijena aparata za zavarivanje HDPE cijevi u prosjeku iznosi 250 tisuća rubalja, a zasebni grijaći element košta oko 50 tisuća.
Shema lemljenja polietilenskih cijevi lemilicom na teško dostupnim mjestima
Lemljenje polietilenskih cijevi odvija se prema sljedećoj shemi:
- proizvodi koji se spajaju umetnuti su u aparat za zavarivanje cijevi, centrirani su;
- između njih je umetnut automatski okrenuti alat koji ravnomjerno reže HDPE uklanjajući iver;
- spojeni su suprotni krajevi, provodi se vizualna kontrola poravnanja i nepropusnosti rubova;
- krajevi koji se zavaruju su odmašćeni, između njih je ugrađen grijaći element;
- krajevi se zagrijavaju i tope na određenoj temperaturi određeno vrijeme;
- grijaći element se uklanja i spoj se hladi tijekom razdoblja određenog timerom;
- dobiva se jaka veza bez utjecaja na fleksibilnost cjevovoda.
Kod kuće se to događa po istom principu, ali koriste se jednostavniji uređaji - lemilica za polietilenske cijevi. Košta od 30 tisuća rubalja, to je ogledalo za zavarivanje prekriveno teflonom i može izdržati visoke temperature - do 300 ° C.
Parametri čelnog zavarivanja polietilenskih cijevi: temperatura, vrijeme zagrijavanja i hlađenja - ovise o promjeru i debljini stijenke, zavarivači ih postavljaju prema posebnoj tablici. Kako bi se uklonile pogreške na mnogim uređajima, parametri se postavljaju automatski.
Elektrofuzijsko zavarivanje HDPE cijevi pripada industrijskoj kategoriji i sastoji se od topljenja dijela cjevovoda ispod spojnice, na koji se napaja električna struja, a temperatura raste. Elektrofuzijske spojnice za polietilenske cijevi troše veliku količinu električne energije tijekom rada i smatraju se skupljima, ali pomažu u slučajevima kada je nemoguće koristiti uređaj velikih dimenzija. Mogu se koristiti kod kuće.
Opseg primjene polietilenskih cijevi
Polietilenski proizvodi široko se koriste u modernoj gradnji
Koriste se u izgradnji vodovoda, kanalizacijskih sustava, plinovoda. PE cijevi nalaze svoju primjenu u tlačnoj i gravitacijskoj kanalizaciji, služe kao zaštitne kutije za električne i telefonske žice.
Stare mreže obnavljaju se uz pomoć polietilenskih cijevi. Zamjena se može provesti uništavanjem dotrajalih komunikacija, ali moguće je postavljanje novih usporedno sa starim, što ne zahtijeva zaustavljanje opskrbe stanovništva stanovništvom i zatvaranje kanalizacijskog sustava. Rekonstrukcija bunara i ostalih komunikacijskih i sanitarnih čvorova ovisi o stupnju njihovog propadanja. Pojedinačni dijelovi (grlovi, zaporni ventili, itd.) Mogu biti podvrgnuti djelomičnoj zamjeni; ako je potrebno, provodi se glavni remont s kompletnom zamjenom cjevovoda.
DIZAJN PRESTIGE LLC
Tvrdo lemljenje ojačanih polivinilkloridnih cijevi
Lemljenje se može izvršiti istim strojem koji se koristi za zavarivanje analoga polipropilena. Zidovi od PVC proizvoda su deblji i kruti, pa su za njihovo povezivanje potrebni okovi. Njihova je točka topljenja niža, stoga se ovaj tip ne koristi za opskrbu toplom vodom - zidovi cjevovoda deformiraju se pod utjecajem visokih temperatura. Lemljenje se vrši električnim aparatom za zavarivanje s mlaznicama, na kojem se tope krajevi proizvoda koji se spajaju. Da biste pravilno lemili pvc cijevi, morate izvršiti nekoliko koraka:
- očistite rubove;
- uklonite armaturu, ako postoji;
- namjestite temperaturu taljenja na najviše 200 ° C.
Alati, elementi, redoslijed postupaka isti su kao i kod rada s uzorcima polipropilena.
GLEDAJ VIDEO
U svakodnevnom životu polipropilen, polietilen ili PVC cijev jednom se općenitom riječju naziva plastikom, a principi njihovog povezivanja imaju mnogo zajedničkog. Ne može svatko pravilno lemiti cijevi, ali može naučiti.
Danas se polimerni proizvodi koriste u mnogim područjima našeg života i industrije. Ali HDPE - polietilen niskog tlaka - posebno je popularan. Ovaj je materijal čvrst, izdržljiv, jednostavan za ugradnju zbog male specifične težine. Cjevovodi za razne namjene često se izrađuju od polietilenskih cijevi. Za spajanje pojedinih obradaka zavareni su HDPE proizvodi. U našem ćemo članku razgovarati o sortama i značajkama zavarivanja HDPE cijevi.
Raznolikosti veza
Za spajanje polietilenskih cijevi možete koristiti sljedeće metode:
- Odvojiva. Da bi se izvršilo takvo spajanje HDPE praznih mjesta, bit će potrebne čelične prirubnice. Glavna značajka ovog načela pristajanja je da se cjevovod može rastaviti tijekom rada.
- Neodvojivi. U ovom slučaju neće uspjeti rastaviti komunikaciju. Da bi se napravila takva veza, obratci moraju biti zavareni. Za to se može koristiti jedna od sljedećih metoda:
- čelno zavarivanje polietilenskih praznih mjesta;
- zavarivanje HDPE proizvoda pomoću spojnica.
Za sastavljanje cjevovoda od elemenata velikog promjera koriste se termorezijski okov ili čelno zavarivanje. Korištenjem obje metode dobiva se pouzdana monolitna veza.
Brze polietilenske cijevi
Problemi s polietilenskim proizvodima povezani su sa karakteristikama svih viskoelastičnih termoplastika. Njihova čvrstoća u velikoj mjeri ovisi o stupnju savijanja i sabijanja, a općenito je relativno mala. Polietilen je osjetljiv na ultraljubičasto svjetlo, što se mora nadoknaditi dodacima za bojanje (obično čađom) i upotrebom zaštitne boje. Toplinsko širenje polietilena prilično je veliko i mora se nadoknaditi konstruktivnim zavojem cijevi u obliku slova L ili U.
Danas su domaći podzemni cjevovodi dugi oko 2 milijuna km. To su uglavnom čelični cjevovodi. Na primjer, polietilenske cijevi čine oko 10% cijele duljine plinovoda. Ostale mreže također nemaju vrlo visoke performanse u ovom parametru. Međutim, ustrajna je tendencija da se moderni postojani cjevovodi mijenjaju u korist polietilenskih cijevi.
Čeono zavarivanje HDPE proizvoda
Čelno zavarivanje HDPE cijevi zahtijeva upotrebu opreme za zavarivanje. Zbog činjenice da se tijekom zavarivanja ne koriste dodatni dijelovi, postupak ugradnje je uvelike pojednostavljen. Na taj se način mogu zavariti samo HDPE slijepe probe.
Pažnja: visokokvalitetno čelno zavarivanje HDPE proizvoda funkcionirat će samo ako se izvodi jednim šavom. Zbog toga će čvrstoća spajanja dijelova koji se spajaju biti maksimalna.
Čelno zavarivanje polietilenskih cijevi najučinkovitija je i najsvestranija tehnologija, jer održava fleksibilnost materijala tijekom cijelog cjevovoda. Ova se metoda može primijeniti bez obzira na vrstu korištene instalacije cjevovoda (rov, bez rova ili otvoren).
Čelno lemljenje polietilenskih cijevi izvodi se u sljedećem slijedu:
- Za početak krajevi obradaka koji se spajaju moraju biti ugrađeni u centralizator opreme za zavarivanje.
- Nakon poravnanja i učvršćivanja dijelova, pomoću pamučne salvete i alkohola, potrebno je očistiti krajeve od prašine, prljavštine i masti.
- Zatim se krajevi koji se zavaruju obrađuju pomoću uređaja za okretanje. Obrezivanje se zaustavlja kada se počnu stvarati jednolični iver debljine ne veće od 0,5 mm. Obradak se sada može ukloniti i paralelnost krajeva može se provjeriti ručno.
- Ako se utvrdi neprihvatljivi razmak između površina koje se zavaruju, postupak obrezivanja mora se ponoviti.
- Nakon toga, cijevi se leme. Za to se krajevi obradaka zagrijavaju na potrebnu temperaturu pomoću grijaćeg elementa s neprianjajućim premazom.
- Kada su krajevi dovoljno rastopljeni, odvajamo proizvode koji se zavaruju, a također uklanjamo element za grijanje iz zone zavarivanja.
- Nakon toga se krajevi koji se zavaruju mogu zatvoriti i povećati pritisak stezanja dok ne dosegne potrebnu vrijednost.
- Zavar se mora držati pod pritiskom određeno vrijeme.
- Nakon toga provjerava se kvaliteta zavarivanja. Za to se procjenjuju izgled ureza, širina i visina.



Zavarivanje utičnicom od HDPE-a
Zavarivanje HDPE cijevi metodom spajanja izvodi se pomoću posebne jedinice za zavarivanje nazvane lemilicom, kao i skupa posebnih mlaznica koje se mogu razlikovati u promjeru. Veličina mlaznice odabire se na temelju promjera zavarenih polietilenskih cijevi.
Lemljenje spojnica HDPE cjevovoda izvodi se pomoću okova. Konfiguracija ovih proizvoda može se razlikovati. Dolaze u obliku kutova, čaura ili spojnica. Ovim načinom lemljenja zavaruju se krajevi obradaka i okova.
Važno: glavna prednost zavarivanja utičnicom je ta što se može izvoditi na teško dostupnim mjestima gdje je aksijalno pomicanje obratka teško.
Zagrijavanje polietilenskih dijelova provodi se kontaktom obratka s zagrijanim metalnim dijelom jedinice za zavarivanje. Sastoji se od dva valjka:
- trn zagrijava unutarnju površinu okova;
- cijev za grijanje umetnuta je u čahuru.
Da biste instalirali ovu mlaznicu u rupu jedinice za lemljenje, čahura i trn moraju biti međusobno uvijeni.
Lemljenje polietilenskih cijevi metodom spajanja uključuje sljedeće pripremne mjere:
- Obradaci se moraju rezati posebnim škarama do željene veličine. U tom je slučaju potrebno osigurati da je rez strogo okomit na uzdužnu os proizvoda.
- Prije izvođenja lemljenja, krajevi izratka koji se spajaju moraju se očistiti.
- Da bi se spriječilo neželjeno hlađenje tijekom zavarivanja, krajevi cijevi koji trenutno nisu spojeni brtve se čepovima.
- Nakon toga trebate očistiti površinu mlaznice za zavarivanje od čestica materijala koje su mogle ostati nakon prethodnog rada.
Sada možete započeti sam postupak zavarivanja, koji se izvodi u sljedećem slijedu:
- Prvo se mlaznica mora zagrijati do temperature zavarivanja. Kad vrijednost dosegne potrebnu razinu, signal na tijelu lemilice dat će signal.
- Nakon toga, HDPE cijev mora se umetnuti u čahuru dok se ne zaustavi. Zauzvrat, fiting se također gura na trn dok se ne zaustavi. Budući da su promjeri malo različiti, morat će se uložiti određeni napor kako bi se postupak dovršio.
- Vrijeme zavarivanja cijevi odabiremo prema posebnim tablicama, gdje je ovaj pokazatelj naznačen za proizvode različitih promjera.
- U procesu umetanja cjevastog elementa i klizanja na armaturi, višak materijala s površine obratka se topi i istiskuje. Kao rezultat, duž ruba elemenata koji se zavaruju formira se prstenasta kuglica - gart.
- Pritisak pri umetanju dijelova treba zaustaviti u trenutku kada obradak i armatura dosegnu graničnik.Vrlo je važno pridržavati se ovog uvjeta, jer u suprotnom veza neće biti dovoljno jaka. Budući da je teško precizno odrediti dubinu uronjenosti obratka, potrebno je prvo izmjeriti ovu vrijednost i označiti cijev.
- Zatim uklonite radne dijelove koji se zavaruju iz mlaznice. Nakon toga ugradite cijev u armaturu tako da čvrsto leži na prstenastoj kuglici. Ostavite da se povezani elementi ohlade. U tom ih slučaju ne biste trebali uvijati i izlagati raznim mehaničkim utjecajima.
Elektrofuzijsko zavarivanje
Za takvu vezu potreban je poseban elektromagnet u koji su ugrađeni ugrađeni grijaći elementi. Usporedimo li ovo zavarivanje sa čelnim zavarivanjem, tada će koštati više zbog potrebe za kupnjom skupih električnih spojnica.
Međutim, ova tehnika ima svoje prednosti:
- Budući da se na unutarnjoj površini cijevi ne stvara zakovica, propusnost cjevovoda ne opada.
- Ovu metodu zavarivanja prikladno je koristiti u zatvorenom prostoru, gdje je nemoguće instalirati ukupnu zavarenu jedinicu.
Za spajanje dva obratka u ravni dio cjevovoda koriste se konvencionalne elektrofuzijske spojnice. Međutim, u nekim slučajevima mogu biti potrebne elektrofuzijske majice i sedlaste grane. Da biste dovršili posao, trebat će vam jedinica za elektrofuzijsko zavarivanje.
Postupak zavarivanja izvodi se pomoću polietilensko zavarenog okova. Ovo je poseban proizvod koji ima ugrađene spirale koje djeluju kao grijaći elementi. U tom je slučaju dio ugradnog materijala, koji se topi zbog zagrijane spirale, povezan s polimernim materijalom obratka, čineći kontinuirani monolitni cjevovod. Usput, spirala zauvijek ostaje u rezultirajućem šavu.
Važno: tehnologija elektrofuzije omogućuje vam dobivanje veze visoke čvrstoće. Međutim, zbog visoke cijene ove metode koristi se u instalaciji tlačnih komunikacija za transport plina i naftnih derivata.
Zavarivanje elektrofuzijom izvodi se u slijedu:
- Uz pomoć posebne opreme za rezanje, cijevi se režu na komade željene veličine.
- Nadalje, obratci se moraju očistiti od prljavštine i odmastiti na mjestu zavarivanja. Elektrofuzija mora biti podvrgnuta istom tretmanu.
- Zatim se na cjevastim elementima prave oznake koje će vam omogućiti kontrolu dubine umetanja cijevi u čahuru.
- Kako bi se spriječilo neželjeno hlađenje elemenata tijekom zavarivanja, slobodni krajevi cijevi začepljeni su.
- Uz pomoć posebnih žica, jedinica za zavarivanje spojena je na električnu spojku, pritisnuta je tipka za pokretanje.
- Nakon određenog vremenskog razdoblja, jedinica će se sama isključiti, što će značiti završetak zavarivanja.
- Ovako dobivene veze mogu se aktivirati tek nakon sat vremena.
Pažnja: glavni uvjet za dobivanje visokokvalitetnog šava je nepokretnost dijelova tijekom postupka zavarivanja i hlađenja.
Na dobivene zavarene spojeve postavljaju se sljedeći zahtjevi:
- Prstenasta kuglica zavara trebala bi se preklapati s oznakom izrađenom na izratku prije zavarivanja.
- Dopušteno pomicanje dijelova cijevi jedan prema drugom nije veće od 10% debljine stijenke HDPE elementa.
- Ako debljina stijenke obratka koji se zavaruje nije veća od 5 mm, tada bi visina zrna visokokvalitetnog zavara trebala biti približno 2,5 mm. U slučaju zavarivanja cijevi s debljinom stijenke od 6-20 mm, visina zrna treba biti veća od 5 mm.
Pri odabiru metode za zavarivanje HDPE praznih mjesta, vrijedi razmotriti radne uvjete instaliranih uslužnih programa. Samo uzimajući u obzir ovaj faktor može se izgraditi pouzdan i kvalitetan cjevovod koji će učinkovito raditi tijekom cijelog dodijeljenog razdoblja.
Dodaj u oznake
Kada postane potrebno zamijeniti cjevovod u kući, postavlja se pitanje da li to učiniti sami ili nazvati gospodara. Nedavno je pozivanje vodoinstalatera radi popravljanja vodovoda bilo poznato i prirodno. Ali sada, kada su se pojavile plastične cijevi (metal-plastične, polipropilenske, plastične, HDPE proizvodi), koje imaju nisku cijenu, prilično dobru čvrstoću i jednostavan način ugradnje, slučajevi samoinstalacije su sve češći. Lemljenje polietilenskih cijevi značajno će uštedjeti postupak instalacije vodoopskrbnog sustava.
Vrste plastičnih cijevi: polietilen, polipropilen, metal-plastika.
Ali kako se lemiti i što je za to potrebno?










Zatrpavanje rova
Za početno zatrpavanje koristi se tlo uklonjeno iz rova u kojem nema kamenja veličine 20 mm. Proizvodi se za cijelu duljinu cijevi, visoku oko 15 cm od vrha. Ako je potrebno nabiti zasipanje, tlo mora udovoljavati određenim zahtjevima. Možete koristiti sitni šljunak (20-20 mm) ili drobljeni kamen (4-44 mm). Tlo se ne smije ispustiti izravno na cjevovod. Ukopani cjevovod položen na dnu rova treba sabiti. Ispunjeno tlo nabija se u slojevima od 20 cm s obje strane cijevi tako da se ne pomakne. Tlo se ne nabija izravno iznad cijevi.
Nasipanje se izvodi nakon zbijanja i dobiva se zbijeni sloj od oko 30 cm preko cijevi. Rov se može zatrpati iskopanim tlom, veličina najvećeg kamenja dopuštena je ne više od 300 mm. Čak i ako postoji sloj zaštitnog zasipa debljine oko 30 cm, veličina kamenja u tlu koje se koristi za zasipanje ne može biti veća od 60 mm.
DIZAJN PRESTIGE LLC
Koju vrstu proizvoda biste trebali odabrati?
Ne tako davno, metalne cijevi bile su najčešće i pristupačne na području vodoopskrbe, ali sada su se pojavili razni plastični sustavi. Svaka vrsta ima svoje prednosti i nedostatke. Glavne opće prednosti plastičnih konstrukcija su praktičnost i jednostavnost ugradnje, otpornost na koroziju, dobre performanse (kao što nema zvuka tekuće vode, dug vijek trajanja itd.).
Pogledajmo neke od njih:
- Ojačane plastične cijevi imaju dobru toplinsku vodljivost, ali nisu vrlo otporne na mehanička naprezanja.
- Za metal-plastiku potrebni su okovi i alat za prešanje; nije potreban poseban uređaj za zavarivanje. Koristi se za bilo koju vrstu vode.
- Proizvodi od polipropilena zahtijevaju upotrebu posebne opreme za zavarivanje dijelova, imaju širok spektar primjene, moguće su razne varijacije: višeslojne, stakloplastike, jednoslojne, ugljična vlakna.
- Cijevi od umreženog polietilena imaju povećane karakteristike performansi, tijekom postavljanja koriste se samo hladni načini spajanja, takvi elementi ne trebaju biti zalemljeni, koriste se za grijanje i opskrbu vodom.
- PVC konstrukcije su najjeftinija opcija. Takvi elementi imaju krutu strukturu, omogućuju i skriveno i otvoreno polaganje cjevovoda, ne zahtijevaju posebne alate za ugradnju.
- Polietilenske cijevi ili HDPE (polietilenski sustavi niskog tlaka) imaju dobre performanse.
Nedavno su ih počeli koristiti obrtnici iz različitih tvrtki. Karakteristike ove vrste su mala težina, jednostavna i brza ugradnja dijelova cijevi i elemenata, odsustvo interakcije s vodom i nepodložnost koroziji, niska cijena i trajnost. Koriste se za polaganje tehničke i vode za piće. Za ugradnju elemenata koriste se posebni priključci i lemljenje polietilenskih cijevi na jedan od dva načina (čeoni spoj ili u utičnicu).Ako pravilno lemite dijelove HDPE sustava, tada će vas cjevovod oduševiti trajnošću, pouzdanošću i snagom.
Postupak izgradnje instalacije cijevi
Vrijedno je napomenuti da se pitanje, (i plastično i HDPE), može radije izjednačiti s pitanjem, nego li to učiniti, jer je sam postupak vrlo jednostavan. Svi se dijelovi montiraju pomoću armatura i lemljenjem spajaju na cjevovod, pa je najvažnije odabrati prikladan uređaj. No, pogledajmo opći redoslijed metode spajanja.
Alati i dijelovi:
- Željezo i lemilice. Možete ga kupiti u bilo kojoj trgovini specijaliziranih alata, dok ne biste trebali juriti jeftine opcije, jer će to utjecati na kvalitetu rada. Zatražite savjet od stručnjaka ili savjetnika u trgovini, a oni će vam pomoći pronaći najbolje lemilo za vašu primjenu. Svako lemilo ima sličan uređaj, razlika je samo u kućanstvu ili profesionalnom tipu, kao i u promjeru, za koji se odabire potreban par bitova za vanjske i unutarnje površine / dijelove. , poput lemilice, bit će moguće zagrijati cijev i čvrsto spojiti krajeve, provodeći tako "lijepljenje" dva dijela cijevi i stvarajući pouzdanu i snažnu vezu dugi niz godina.
- Spojnice, okovi, uglovi, čepovi, čarape, kopče za zidnu montažu, grijači. Ne zaboravite na jednostavnu građevinsku olovku, mjernu traku i plastične škare.
Pažljivo razmotrite mjesto i nacrtajte crtež budućeg cjevovoda
Provjerite sve dijelove, izrežite materijale uz minimalne gubitke i netočnosti. Ako je moguće, pronađite sebi pomoćnika koji će vam pomoći u svim poslovima i omogućit će vam preciznije izvođenje instalacije, ali ako to nije moguće, onda to možete učiniti sami.
Raširena metoda je brza ugradnja, kod koje dijelove treba lemiti u temperaturnom rasponu od preko 180 ºS. Ova metoda lemljenja polietilenskih cijevi omogućuje vam dovoljno brzo sastavljanje cjevovoda.
Potrebno je uzeti dva bita: pomoću lemilice i bitova većeg promjera zagrijte vanjski rub segmenta cijevi, a pomoću bita manjeg promjera - unutarnji rub, nakon čega se elementi zagrijavaju. Zatim je potrebno spojiti dva dijela i čvrsto ih i čvrsto pritisnuti, lagano spajajući rubove. Tada je neophodno pričekati neko vrijeme za učvršćivanje i hlađenje svih elemenata.
Sve je dovoljno jednostavno. Glavna stvar je dobro lemilo i materijal.
Cijevi od polietilena HDPE koriste se u gotovo svim modernim komunikacijskim sustavima, od opskrbe vodom do plinovoda i kabelskih kanala. Snažni su, fleksibilni i izdržljivi. Ispravna ugradnja polietilenskog sustava cjevovoda osigurat će njegovu pouzdanost čak i na zglobovima dijelova cijevi, a znajući kako povezati HDPE cijevi vlastitim rukama uštedjet ćete novac na njihovoj ugradnji.
Polaganje cjevovoda bez rova
Dijagram polaganja polietilenskih cijevi bez rova
U nekim slučajevima, kada se cjevovodi presijeku sa željezničkom prugom, prometnom prometnicom, rijekom ili drugom preprekom, nije moguće postaviti otvoreni rov. Razlog može biti i potreba da se troškovi kopanja rova što je više moguće svedu na minimum. To je osnova za primjenu metode polaganja polietilenskih cjevovoda bez rova. Metoda polaganja vodoravnog usmjerenog bušenja bez rova (HDD metoda) postala je raširena.
Horizontalno bušenje poseban je način izgradnje komunikacija bez otvaranja tla. Radovi započinju na mjestu gdje je cijev iznesena na površinu. Tehnologija jamči visoku točnost svrdla na predviđenom mjestu izlaska na površinu.Metoda omogućuje polaganje podzemnih cijevi duljine veće od 100 m i promjera do 630 mm ili više. Dvije su glavne metode vodoravnog bušenja: vođeno i nevođeno.
Vođeno vodoravno bušenje izvodi se strojevima za tuneliranje, ispiranjem i pilot bušenjem.
Nekontrolirano vodoravno bušenje provodi se na dva načina: 1) bez kućišta (ram s ramom, bušenje istiskivanjem, bušenje svrdlom) i 2) s kućištem (injekcijsko bušenje, bušenje bušenjem, udarno bušenje, bušenje s navojem).
Vodoravno bušenje i polietilenske cijevi bez rova smatraju se najmodernijom tehnologijom. Za proširenje bušotine koristi se poseban nastavak za bušenje. Kako bi se poboljšalo postavljanje, bušotina se obrađuje muljem za bušenje, koje oblikuje i podmazuje sam kanal.
Dakle, karakteristike polietilenskih proizvoda omogućuju njihovu ugradnju i polaganje bilo kojom trenutno poznatom metodom, uzimajući u obzir ograničenja nametnuta minimalnim dopuštenim radijusom savijanja.
Povučena ili potisnuta polietilenska cijev može ponoviti konfiguraciju stare rute s radijusom zakrivljenosti većim od 120 promjera same cijevi. Metalni proizvodi praktički nemaju takav radijus savijanja.
DIZAJN PRESTIGE LLC
Instaliranje cijevi u sustav
HDPE cijevi proizvode se u izmjerenim duljinama standardne duljine - po 6 i 12 metara, kao i u zavojnicama ili dugim zavojnicama - po 100-500 metara. U procesu njihove instalacije u sustav u određenoj prostoriji definitivno će biti potrebne sljedeće radnje:
- Izrežite (režite) polietilenske cijevi za lemljenje ili spoj za spajanje. Ova se operacija mora izvoditi vrlo pažljivo kako bi rez bio što glatkiji, bez pukotina i ispupčenja, okomito na površinu cijevi. Takav se rez može izvesti pomoću:
- Ručni ili električni rezač cijevi koji može rukovati cijevima promjera 15 do 30 mm,
- Kružni rezač za cijevi za domaćinstvo promjera od 15 do 160 mm,
- Takozvana "cijevna giljotina", koja se koristi za stvaranje visokokvalitetnog reza cijevi promjera 63 do 350 mm,
- Tračna pila koja je najskuplji profesionalni alat i može stvoriti čiste i ujednačene rezove cijevi promjera do 1600 mm.
- Ispravljanje prstenova zavojnice u ravne segmente bit će potrebno prilikom kupnje velike snimke cijevi. Teškoća leži u činjenici da prilikom ispravljanja cijevi možete slučajno oštetiti. Ovdje trebate imati na umu da je materijal cijevi HDPE, koji je termoplastični polimer. Stoga je za laganu promjenu oblika dovoljno kratko držati proizvode na toplom mjestu (u grijanoj sobi, na suncu) ili ih isprati vrućom vodom. Nakon toga lako će se saviti.
- Formiranje kuta savijanjem segmenata ravnih linija. U tom će slučaju biti potrebno više zagrijavanja određenog područja nego kod ravnanja luka. Da biste to učinili, upotrijebite grijanje istom vrućom vodom, građevinski sušilo za kosu ili jednostavni plinski plamenik.
PAŽNJA! Za savijanje HDPE cijevi treba je zagrijavati vrlo pažljivo, jer se pri slabom zagrijavanju može slomiti na zavoju, a previsoka temperatura može je oštetiti.
Organizacija instalacijskih radova
Radovi na zavarivanju i ugradnji s polietilenskim cijevima izvode se ili prema osnovnoj shemi ili metodom rute. Osnovna metoda koristi se u slučajevima kada se objekt nalazi u blizini mjesta zavarivanja, gdje su cijevi prethodno povezane, a zatim se u gotovim dijelovima dovode do trase cjevovoda. Duljina presjeka može doseći više od 30 m. Na mjestu su zavareni u čvrsti navoj, koji se zatim mora pažljivo položiti u rov kako ne bi poremetio radijus savijanja.
Zavarivanje ruta započinje polaganjem cijevi duž rova.Zatim se instalacija i zavarivanje provodi pokretnim instalacijama za zavarivanje. Cijevi malog promjera mogu se ručno položiti u rov. Međutim, najčešće se koriste slojevi cijevi ili dizalice. Gotov konac treba spustiti bez trzaja, ravnomjerno, prethodno ga učvrstivši konopčanim užadima ili mekim praćkama, koje bi trebale biti smještene na udaljenosti od 5-10 metara jedna od druge. Jednodijelni zavareni niz mora se pažljivo spustiti u rov kako tijekom ugradnje ne bi bio prekoračen kritični radijus zavoja. Prvo biste trebali pričekati najmanje 2 sata nakon zavarivanja posljednje veze.
DIZAJN PRESTIGE LLC
Načini povezivanja
Metode spajanja polietilenskih cijevi mogu se podijeliti u dvije glavne skupine: ugradnja pomoću dodatnih dijelova (spojnice i spojnice) i izravno zavarivanje spojeva.
Zavarivanje
Zavareni šavovi pružaju najčvršći jednodijelni spoj s potpuno brtvljenjem spojeva, podnoseći opterećenja slična čvrstim površinama. Lemljenje se nanosi na cijevi promjera većeg od 50 mm i zahtijeva poseban aparat za zavarivanje.
Zavarivanje HDPE dijelova cijevi može se izvršiti:
- Kundak. U ovom slučaju potrebna je posebna ujednačenost rezova i njihovo pomicanje u odnosu na međusobno ne više od 10% debljine stijenke cijevi. Rad se odvija sekvencijalno:
- Dijelovi cijevi se čiste od svih onečišćenja i odmašćuju (na primjer, alkoholom ili drugim tvarima),
- Oba kraja zagrijavaju se do viskoznosti polimera,
- Dijelovi cijevi povezani su pritiskom i nepomično fiksirani dok se potpuno ne ohlade. U tom slučaju morate osigurati da se šav pokaže ravnomjernim, bez udubljenja i izbočina kako biste osigurali njegovu pouzdanost.
- Uz upotrebu elektrofuzijske čahure. Ovdje će vam trebati i uređaj za rad s takvim spojnicama, koje imaju ugrađenu spiralu i mogu se brzo topiti kad se zagrije:
- Očišćeni i odmašćeni krajevi cijevi učvršćeni su u čahuri,
- Stezaljke uređaja spojene su na izlaze spirale prije nego što se ona počne topiti,
- Cijev je fiksirana dok se potpuno ne ohladi.
Pogledajte kako se to radi u videu.
VAŽNO! Zavarene spojnice obično se koriste na teško dostupnim mjestima gdje je jednostavno zavarivanje teško: prilikom stvaranja veza ili popravljanja već instaliranih sustava, u bušotinama itd.
Montaža
Izravna montaža znači stvaranje odvojivih spojeva pomoću armatura svih dostupnih tipova: spojnica, kutnih zavoja, troskova, prilagodljivih za 4 duljine itd. Takve veze obično se izvode u sustavima u kojima nije potrebna super-čvrstoća montiranih spojeva ili u područjima gdje može biti potrebno demontiranje i rekonstrukcija (na primjer, u privatnoj kući za povezivanje vanjskog sustava za navodnjavanje za ljetno razdoblje).
Instalacija bez zavarivanja može se izvesti na sljedeće načine:
- Spajanje cijevi uz pomoć na njima postavljenih utičnica, opremljenih O-prstenima, za koje je dovoljno samo međusobno staviti odgovarajuće elemente cijevi i dobro pritisnuti.
- Priključni spoj s kompresijskim elementima odvija se u nekoliko faza: stezna matica se navlači preko reza cijevi;
- cijev se čvrsto stavlja na armaturu armature dok se ne zaustavi;
- stezna matica je zategnuta ključevima.
Područje primjene HDPE cijevi
HDPE cjevovodi koriste se za razne cjevovode:
- opskrba hladnom vodom;
- opskrba plinom;
- odlaganje otpadnih voda;
- kanalizacija, uključujući oborinsku vodu;
- za skriveno ožičenje.
Ovisno o namjeni cjevovoda, odabire se način spajanja:
- Za vodovod možete koristiti bilo koji od opisanih načina ugradnje. Međutim, odvojivi spojevi pomoću okova bit će dovoljni.
- Kanalizacijski sustav montiran je u obliku zvona, umetajući cijevi jedna u drugu. Za brtvljenje u takvim materijalima postoji poseban brtveni gumeni prsten.
Ožičenje se polaže u ravne ili valovite cijevi.Za pouzdanost se može koristiti difuzijski zavareni sklop.