Kako napraviti cijev od kositra - napravite to sami limene cijevi
Domaći graditelji pokušavaju pronaći najviše proračunskih mogućnosti za rješavanje problema. Stoga je pitanje kako napraviti cijev od kositra vlastitim rukama relevantno za mnoge amaterske obrtnike. Napokon, domaći cjevasti proizvod izrađen od kositra može biti posve usporediv s olucima ili crijevima koji leže na policama u specijaliziranim prodavaonicama.

Stoga morate naučiti više o postupku izrade limene cijevi koja ima karakteristike poput tvorničkih proizvoda.
Značajke izvornog materijala
Prije nego što nastavite s proizvodnjom cijevi od lima, trebali biste bliže pogledati materijal od kojeg će cijev biti izrađena i njegove značajke. Za početak treba reći da se radi o valjanim proizvodima, drugim riječima, lim je čelični lim koji je prošao kroz valjke valjaonice i ima debljinu od 0,1-0,7 mm.
Uz postupke valjanja, tehnologija proizvodnje lima podrazumijeva i obradu gotovih valjanih proizvoda od stvaranja korozivnih procesa. Da biste to učinili, na čelik se nakon valjanja nanosi sloj materijala koji nije podložan koroziji.

Rezultat izvedenih radnji je čelični lim čija širina može varirati od 512 do 1000 mm, s kromiranim ili cinkovim premazom. Gotov proizvod je plastičan, tako da se kositrom može lako rukovati. U tom se slučaju valjana ukrućenja po snazi mogu usporediti s čeličnim proizvodima. To omogućuje upotrebu lima u proizvodnji proizvoda složenog dizajna.
Vrste majica
Bolje je proizvode klasificirati prema vrsti materijala od kojeg su izrađeni. Čak se i alternativna opcija - način instalacije, u velikom broju slučajeva temelji na tome.

Metalna čahura za ojačane plastične cijevi
Također možete kombinirati dvije metode sortiranja da biste dobili pregled raspona ovih konektora:
| Metalik | To uključuje sljedeće armature:
Trojke se najčešće izrađuju lijevanjem, za što koriste:
Vrlo rijetko to mogu biti zavareni elementi. Možemo reći da je glavna prednost metalnih proizvoda njihova velika čvrstoća. |
| Plastika | Svi proizvodi, uključujući spojnice za zavarivanje i zavarivanje, izrađeni su od PVC-a i polietilena. No, zasebno je potrebno razmotriti i čarape izrađene od PVC kanalizacijskih cijevi izrađenih od plastike, ugrađenih u utičnicu ili na ljepilo.Glavna prednost polimernih okova za kanalizaciju je potpuna inertnost prema okolišu i prema pumpanim tvarima, što im omogućuje rad do pola stoljeća. |
| Kompozitni | Uključuju armature za cijevi izrađene od polietilena niskog tlaka opremljene brončanim ili čeličnim čahurama. Takva armatura pomaže u međusobnom povezivanju cjevovoda izrađenih od metala i polimera.Tejk ima navoj na bočnoj strani metalne čahure, na bočnoj strani polimernog prešanja ili zavarenog sklopa. To omogućuje uključivanje instrumentacije, poput manometra, u sustav. |
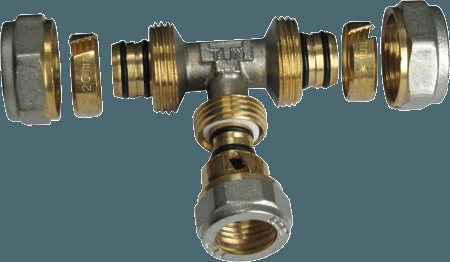
Izgleda kao sklopivi čajnik za metal-polimerne cijevi
Dodatni način
Također postoji još jedna popularna metoda klasifikacije koja uzima u obzir radne dimenzije čahure:
- kontrolne točke;
- s navojem;
- prosječni promjer.
Ali, to ovisi o promjeru cjevovoda i odgovarajućim standardima.Tema je prilično opsežna, pa se u našem članku neće dotaknuti.

Tee za PVC cijev tlačnog tipa
Montaža
U nastavku ćemo razmotriti opće preporuke postupka prilikom postavljanja armatura na tlačne ili netlačne cjevovode koji imaju određeni skup pravila. Inače će rezultat vašeg rada biti poguban ne samo za vas, već i za vaše susjede dolje.
Stoga se poslužite sljedećim smjernicama:
- U tlačnim kanalizacijskim sustavima dopušteno je koristiti okove s pravim kutom, u netlačnim je bolje ograničiti se na zavoje pri 45 otv.
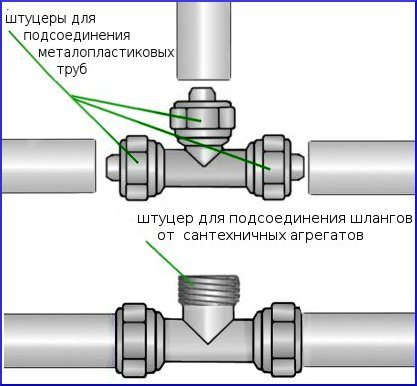
- Prilikom sastavljanja mreže s protokom na utičnicama, uputa savjetuje pravilno usmjeravanje spojnih elemenata... U tom slučaju, utičnica treba biti usmjerena prema odvodu tekućine, t.j. protok ga mora prvo ispuniti, a zatim glatki cjevovod, inače zglobovi mogu procuriti. Ako govorimo o kanalizaciji, to će biti vrlo neugodno.

Fotografija prikazuje kako sami napraviti čajnik od cijevi
- Kada pričvršćujete čahuru na ljepilo, odaberite položaj cjevovoda u odnosu na armaturu u prve dvije sekunde nakon poravnavanja... Nemojte pomicati ili rotirati sklop nakon ovoga, a ako niste sigurni u svoje mogućnosti, upotrijebite vodiče.
Savjet: kad vlastitim rukama spajate polimernu čajku s polimernom cijevi, na posljednjoj označite dubinu njezinog umetanja. U suprotnom možete blokirati pristup tekućini sklopu.
- Prilikom sastavljanja metalnog cjevovoda, unaprijed pripremite materijal za gumenjake i navojne krajeve... U tom se slučaju ne preporučuje ušteda fum-trake čija je cijena beznačajna i uvijek upotrijebite sigurnosnu maticu nakon namotavanja nekoliko zavoja brtve između nje i kraja armature prije nego što je zategnete.
- Instalirajte odvojive veze, uključujući čahuru i navoj, na dobro dostupna mjesta.
Savjet: Kada postavljate plastične ili metalne cijevi za cijevi na teško dostupna područja, upotrijebite zavarivanje ili preso (u krajnjem slučaju).
Kanalizacija
Zahvaljujući modernim materijalima, instalacija kanalizacijskih sustava postala je puno prikladnija i lakša.Trojevi za kanalizacijske cijevi od plastike maksimalno pojednostavljuju zadatak izrade bilo koje sheme-projekta u privatnim kućama različitih katova. Istodobno, ne trebate koristiti složenu opremu ili posebne alate.

Kanalizacijske cijevi od plastičnih cijevi
U ovom se slučaju koriste 3 vrste čajnika koji izvršavaju svoje posebne funkcije:
- Za spajanje vertikalnih uspona s vodoravnim cjevovodima koriste se opcije s kutovima od 87 ° ili 90 °.
- Prilikom stvaranja vodoravnih grana koriste se proizvodi pod kutom od 45 °.
- Spojka s dodatnom rupom za popravak naziva se revizija. Treća rupa je pričvršćena posebnim poklopcem koji omogućuje pristup cjevovodu.
Iskustvo pokazuje da je to sasvim dovoljno za stvaranje kanalizacijske mreže bilo koje složenosti u privatnoj kući. Stoga se uvijek biste trebali pouzdati u ovu vrstu veze.
Potrebni alati
Popis alata i uređaja potrebnih za izradu pocinčanih cijevi za dimnjake vlastitim rukama zaslužan je za svojstva kositra, posebno mekoću i plastičnost. Obrada ove vrste materijala ne zahtijeva primjenu posebnih napora potrebnih za rad s limenim materijalima.
Stoga je za proizvodnju limenih cijevi za dimnjak potreban sljedeći set alata:
- Škare za rezanje metala. Ovaj alat pomaže u jednostavnom rezanju limova na željene komade, jer najveća debljina lima doseže 0,7 mm.
- Čekić s mekanom glavom. Također možete koristiti drveni čekić, čekić ili alat od čelika s mekanim gumenim držačem.Međutim, potonja se opcija koristi vrlo pažljivo ili se uopće ne poduzima, jer može prouzročiti deformaciju tankog lima i pokvariti cijelo djelo.
- Kliješta. Pomoću ovog alata rješavaju pitanje kako saviti cijev od kositra, jer je čelična, iako je tanka, pa ju je nemoguće saviti rukama.
- Radni stol. Ovaj je uređaj potreban prilikom rezanja materijala i kod nanošenja oznaka.
- Kalibrirajući element. To može biti cjevasti proizvod promjera većeg od 10 centimetara, kao i kut s rubovima 7,5 centimetara. Ti elementi moraju biti dobro učvršćeni, jer će se na njihovoj površini izvesti zakivanje sučelja.
Uz ove alate, trebali biste pripremiti ravnalo ili mjeru vrpce i marker, koji je čelična šipka s oštrim rubom.
Pripremna faza
Prvo se na lim kositra stavljaju oznake duž kojih će se rezati poluproizvod. Drugim riječima, potreban dio je izrezan od određenog lima, od kojeg će se oblikovati kontura buduće cijevi. Postupak označavanja provodi se na sljedeći način: list se postavlja na radni stol i od gornjeg ruba mjeri segment jednak duljini cijevi. Ovdje se oznaka vrši pomoću markera.

Zatim se pomoću kvadrata povlači crta duž ove oznake okomito na bočni rub. Sada duž ove crte opseg cijevi, isto se radi uz gornji rub. Istodobno se dodaje oko 1,5 cm duž oba ruba kako bi se oblikovali rubovi koji se spajaju. Gornja i donja oznaka su povezane i izradak je izrezan.
Da biste odredili opseg, možete upotrijebiti vrpcu ili se prisjetiti školskog tečaja geometrije.
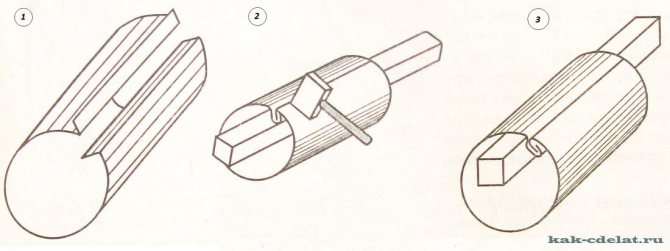
Kako izraditi tijelo cijevi od kositra
Svrha ove faze je oblikovanje profila cijevi. Dužinom obratka na dnu i na vrhu povlači se crta duž koje će se nabori savijati. U tom se slučaju na jednoj strani mjeri 5 mm, a na drugoj 10 mm. Nabori moraju biti savijeni pod kutom od 90 0. Da biste to učinili, obradak je položen na čelični kut, poravnavajući liniju nabora s rubom kuta. Udarivši čekićem rub, savijte ga na okomitu stranu kuta.
Proizvod se preporučuje savijati postupno, prolazeći čekićem duž cijele duljine. U tom slučaju možete početi savijati kliještima.

Sada, na pregibu, čija je veličina 10 mm, napravljen je još jedan nabor da se stvori vrsta slova G. U procesu presavijanja nabora morate osigurati da gornji nabor bude paralelan s izratkom i duljina mu je 5 milimetara. Stoga, kada crtate liniju preklopa nabora, na jednoj strani izmjerite 0,5 cm jednom, a na drugoj strani - dva puta 0,5 cm svaka.
Faza VII. Zaštita pocinčanog oluka od ogrebotina i korozije
Glavni neprijatelj pocinčanih oluka i odvoda su grane i krhotine koje vjetrom padaju na krov, a kiša ih ispire u oluk. Takvi su sposobni ogrebati i najotporniji polimerni premaz (i još gore bez njega), pa je stoga bolje zaštititi cijeli sustav što je više moguće.
Najjednostavnija metoda su rešetke, koje se danas proizvode u standardnim parametrima: prorezane, perforirane, od nehrđajućeg čelika, plastike, pocinčanog, mesinga i lijevanog željeza. Treba ih pričvrstiti zasunom ili vijcima i maticama. Važno je da gornja površina rešetke ostane 25 mm ispod površine krovnog pokrivača kako bi kišnica mogla dobro odvoditi u žlijeb.
Zauzvrat, košarica će također pomoći u suočavanju s problemom. Voda teče kroz oluke, a košara zadržava najveću nečistoću, poput lišća i grana. Ovu košaru je lako ukloniti i očistiti, što je njena prednost. Također, takav moderni element odvodnog sustava, poput zamke za pijesak, dizajniran je za isto kao i ulaz za oborinsku vodu, ali istodobno zadržava sitniju prljavštinu i pijesak.
Evo dobrog primjera kako zaštititi pocinčani žlijeb od ruševina:

Obrada spoja šava
Posljednja faza uključuje obradu šavova, tj. Prešanje. Da biste to učinili, gornji dio nabora u obliku slova L preklopljen je prema dolje, omatajući rub drugog nabora. Rezultat bi trebao biti vrsta sendviča okomitog na cijev. Da biste dobili čelni zavar, trebate pritisnuti sendvič na proizvod.

Za veću pouzdanost, šav na stražnjoj strani ojačan je zakovicama. No, sami napravite cijevi od kositra pomoću ove metode spajanja ne trebaju dodatno pojačanje.
Kako napraviti cijev od kositra - napravite to sami limene cijevi
Domaći graditelji pokušavaju pronaći najviše proračunskih mogućnosti za rješavanje problema. Stoga je pitanje kako napraviti cijev od kositra vlastitim rukama relevantno za mnoge amaterske obrtnike. Napokon, domaći cjevasti proizvod od kositra može se u potpunosti usporediti s olucima ili crijevima koji leže na policama u specijaliziranim trgovinama.
Stoga morate naučiti više o postupku izrade limene cijevi koja ima karakteristike poput tvorničkih proizvoda.
Upute za izradu limene cijevi za ventilaciju s kapom vlastitim rukama
Napraviti cijev od lima željeza znači slijediti slijed radnji. Rad se sastoji od jednostavnih koraka. Prvo se odvija priprema koja se sastoji od označavanja dijelova i izrezivanja praznih mjesta.
U fazi oblikovanja tijela konstrukcije stvara se element kružnog presjeka. Prilikom spajanja potrebno je elemente pričvrstiti u jedan proizvod.
Ispravljači za spajanje cijevi od lima
Oznake i praznine možete napraviti u nekoliko faza:
- List se postavlja na površinu bez šavova. Za to je prikladna podna obloga ili radni stol.
- Od gornjeg ruba označen je segment koji je po veličini jednak budućoj autocesti. Označavanje se vrši uređajem za označavanje. Također se odvija i proizvodnja.
- Kroz oznaku se povlači crta. U ovom slučaju koristi se kvadrat.
- Od crte je označena širina segmenta, koja je jednaka presjeku cijevi. Dobivenoj vrijednosti dodajte 15 mm po spoju.
- Rezultirajuće oznake su povezane, a obradak je izrezan.
Prilikom izrade oznaka vrijedi razmotriti dimenzije proizvoda. Širina je veličina promjera plus jedan i pol dodatnih centimetara. Duljina obratka mora biti veća od ravnog dijela konstrukcije.
Radovi na limu samostalno obavljaju se na sljedeći način:
- Nabori su savijeni na površinu lima pod pravim kutom. Preliminarno im se pravi oznaka crte. malj. List se postavlja na rub stola spuštanjem do željene duljine i savijanje se vrši gumenim čekićem. Rad se izvodi duž cijele duljine proizvoda.
- Cijev od kositra s vlastitim rukama sugerira još jedan zavoj na pregibu. U tom se slučaju vrši označavanje.
- Za konstrukciju cijevi koristi se okrugli element. Na njemu je pocinčani lim, koji dobiva zaobljeni oblik. U tom su slučaju spojeni savijeni krajevi cijevi.
Zavoji se izrađuju tako da čekić točno stane na površinu kuta. Udarci su precizni i jasni, ali ne jaki, inače će se šav izravnati.
Proizvodnja proizvoda od kositra dovršava se spajanjem. U tom se slučaju rubovi kombiniraju i
šav je pričvršćen. U tom se slučaju vodoravni presjek savija prema dolje i pokriva rub. Istureni šav savijen je čekićem na površinu. Nabor je izveden na bočnu stranu nabora u obliku slova L. Ako učinite drugačije, voda će prodrijeti unutra.
Trebate povezati proizvode od kositra koji sami rade. Rubovi su učvršćeni aluminijskim ili čeličnim zakovicama.
- Rupe za zakovice izrađuju se svaka tri centimetra.
- Rubovi su presavijeni jedan prema drugome.
- Obradak je presavijen natrag tako da su rubovi na vanjskoj strani konstrukcije.
- Rubovi su montirani zakovicama.
Da bi se olakšala povezanost konstrukcije, element na širokoj strani trebao bi biti blago raširen. Da biste osigurali krutost na rubovima proizvoda. Ispravno označavanje doprinosi lakoći spajanja s ostalim elementima, čak i u tvorničkoj proizvodnji.
Slični proizvodi koriste se za oluke, ventilacijske sustave i konstrukcije dimnjaka.
Značajke izvornog materijala
Prije nego što započnete izrađivati cijev od lima, trebali biste se upoznati s materijalom od kojeg će se izrađivati cijev i njegovim značajkama. Za početak vrijedi reći da se radi o proizvodima valjanog tipa, drugim riječima, lim je čelični lim koji je prošao kroz valjke valjaonice i ima debljinu od 0,1-0,7 mm.
Uz postupke valjanja, tehnologija proizvodnje lima podrazumijeva i obradu gotovih valjanih proizvoda od stvaranja procesa korozije. Za to se na čelik nakon valjanja nanosi sloj materijala koji nije podložan koroziji.
Rezultat izvedenih radnji je čelični lim čija širina može varirati od 512 do 1000 mm, s kromiranim ili cinkovim premazom. Gotov proizvod je plastičan, tako da se kositrom može lako rukovati. U tom se slučaju valjana ukrućenja po snazi mogu usporediti s čeličnim proizvodima. To omogućuje upotrebu lima u proizvodnji proizvoda složenog dizajna.
Karakteristike materijala
Pocinčane konstrukcije izrađene su od lima. Materijal je valjani čelični lim debljine 0,1 - 0,7 mm.
Proizvodi složenih oblika izrađeni su od mekog materijala
Proizvodnja limova odvija se na strojevima za valjanje, ali tako dobiveni proizvodi trebaju dodatnu zaštitu. Stoga je prekriven materijalom koji je otporan na koroziju. U konačnici, potrošači dobivaju čelični lim širine 512-1000 mm koji ima mikronsku oblogu s kromom, kositrom ili cinkom.
Proizvod karakterizira plastičnost koja omogućuje ručnu obradu lima. Štoviše, ako se na materijalu kotrljaju ukruti, po snazi nije inferiorniji od čeličnih kolega. Iz tih se razloga kalaj koristi u proizvodnji proizvoda složenih oblika.
Potrebni alati
Popis alata i uređaja potrebnih za izradu pocinčanih cijevi za dimnjake vlastitim rukama zaslužan je za svojstva kositra, posebno mekoću i plastičnost. Obrada ove vrste materijala ne zahtijeva primjenu posebnih napora potrebnih za rad s limenim materijalima.
Stoga je za proizvodnju limenih cijevi za dimnjak potreban sljedeći set alata:
- Škare za rezanje metala. Ovaj alat pomaže u jednostavnom rezanju limova na željene komade, jer najveća debljina lima doseže 0,7 mm.
- Čekić s mekanom glavom. Također možete koristiti drveni čekić, čekić ili alat od čelika s mekanim gumenim držačem. Međutim, potonja se opcija koristi vrlo pažljivo ili se uopće ne poduzima, jer može prouzročiti deformaciju tankog lima i pokvariti cijelo djelo.
- Kliješta. Pomoću ovog alata rješavaju pitanje kako saviti cijev od kositra, jer je čelična, iako je tanka, pa ju je nemoguće saviti rukama.
- Radni stol. Ovaj je uređaj potreban prilikom rezanja materijala i kod nanošenja oznaka.
- Kalibrirajući element. To može biti cjevasti proizvod promjera većeg od 10 centimetara, kao i kut s rubovima 7,5 centimetara. Ti elementi moraju biti dobro učvršćeni, jer će se na njihovoj površini izvesti zakivanje sučelja.
Uz ove alate, trebali biste pripremiti ravnalo ili mjeru vrpce i marker, koji je čelična šipka s oštrim rubom.
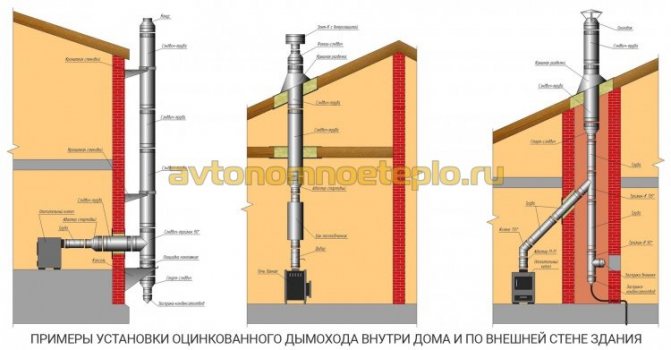
Ugradnja pocinčanih dimnih cijevi
Većina proizvođača, kada prodaju komplet za sustav odvoda dima, vlastitim rukama prilažu detaljne upute za ugradnju. Nije teško sami montirati strukturu, dovoljno je uzeti u obzir neke značajke koje su dobro poznate profesionalcima:
- Potrebno je povezati elemente dimnjaka metodom cijevi do cijevi, počevši od donjeg segmenta konstrukcije.
- Za čišćenje pocinčanih dimnjaka potrebno je osigurati nekoliko inspekcijskih bušotina.
- Svakih pola metra, kako bi se osigurala maksimalna otpornost na opterećenje vjetrom, pričvršćuju se zidni nosači za ugradnju.
- Prilikom prolaska podnih ploča i krovova postavlja se prolaz dimnjaka.
Instalacija se provodi u skladu s postojećim protupožarnim propisima i SNiP-om.
Pravila za raspored vanjskih i unutarnjih cijevi
Kako i čime izolirati pocinčani dimnjak
Ako neovisno izolirate cijev za dimnjak od pocinčanog čelika od kondenzata, možete smanjiti troškove strukture za 1,5-2 puta. Da biste dovršili posao, trebat će vam sljedeće:
- Toplinska izolacija - koristi se mineralna nezapaljiva izolacija s malim stupnjem apsorpcije vlage. Debljina materijala nije manja od 5 mm.
- Zaštitni sloj - vrh mineralne izolacije prekriven je folijskim materijalom. Slojevi su fiksirani žicom za pletenje ili stezaljkama.
Pripremna faza
Prvo se na lim kositra stavljaju oznake duž kojih će se rezati poluproizvod. Drugim riječima, potreban dio je izrezan od određenog lima, od kojeg će se oblikovati kontura buduće cijevi. Postupak označavanja provodi se na sljedeći način: list se postavlja na radni stol i od gornjeg ruba mjeri segment jednak duljini cijevi. Ovdje se oznaka vrši pomoću markera.
Zatim se pomoću kvadrata povlači crta duž ove oznake okomito na bočni rub. Sada duž ove crte opseg cijevi, isto se radi uz gornji rub. Istodobno se dodaje oko 1,5 cm duž oba ruba kako bi se oblikovali rubovi koji se spajaju. Gornja i donja oznaka su povezane i izradak je izrezan.
Kako izraditi tijelo cijevi od kositra
Svrha ove faze je oblikovanje profila cijevi. Dužinom obratka na dnu i na vrhu povlači se crta duž koje će se nabori savijati. U tom se slučaju na jednoj strani mjeri 5 mm, a na drugoj 10 mm. Nabori moraju biti savijeni pod kutom od 90 0. Da biste to učinili, obradak je položen na čelični kut, poravnavajući liniju nabora s rubom kuta. Udarivši čekićem rub, savijte ga na okomitu stranu kuta.
Proizvod se preporučuje savijati postupno, prolazeći čekićem duž cijele duljine. U tom slučaju možete početi savijati kliještima.
Sada, na pregibu, čija je veličina 10 mm, napravljen je još jedan nabor da se stvori vrsta slova G. U procesu presavijanja nabora morate osigurati da gornji nabor bude paralelan s izratkom i duljina mu je 5 milimetara. Stoga, kada crtate liniju preklopa nabora, na jednoj strani izmjerite 0,5 cm jednom, a na drugoj strani - dva puta 0,5 cm svaka.
Po završetku oblikovanja nabora možete nastaviti s oblikovanjem tijela cijevi. Za to se prazni list stavlja na element za kalibriranje i tapka čekićem ili drugim prikladnim alatom kako bi se dobio profil određenog oblika. Obradak prvo uzima oblik U, a zatim postaje okrugli. U tom se slučaju nabori moraju spojiti.
Kako izraditi pocinčanu cijev vlastitim rukama: korak po korak upute, izračun prema shemi i crtežu
Dobar dan, dragi gosti!
Prvi pocinčani lim otkotrljao se s montažne trake jedne od britanskih tvornica davne 1867. godine. Istina, u to je vrijeme metal bio pokriven isključivo zlatom i srebrom. No, prije Prvog svjetskog rata proizvodnja dijelova sa zaštitnim slojem cinka puštena je u tok i od tada su nevjerojatno popularni.
To ne čudi - cink produžava život željeza 20-30 puta. Proizvodi od pocinčanog čelika izdržljivi su, ne prepuštaju se hrđi i u svakodnevnom životu ponašaju se ne gore od nehrđajućeg čelika, iako su puno jeftiniji.
U današnjem članku predlažem obratiti više pažnje na ovaj skromni materijal i reći vam kako napraviti pocinčanu cijev vlastitim rukama.
Prednosti i nedostaci takve cijevi
Pocinčavanje je prvenstveno čelik, materijal koji ima brojne neporecive prednosti.
To uključuje:
- Snaga;
- Sposobnost podnošenja visokih temperatura;
- Izvrsna toplinska vodljivost;
- Niska cijena u usporedbi s ostalim materijalima.
Ali bez zaštitne prevlake, željezni metal je osjetljiv na koroziju, brzo hrđa i postaje neupotrebljiv. Pocinčavanje je uspješno riješilo ovaj problem. I, unatoč činjenici da su pocinčane i čelične cijevi jednakog oblika, pocinčani proizvod ima brojne prednosti.
Dodatne prednosti pocinčanog proizvoda:
- Otpornost na koroziju, sposobnost podnošenja negativnih utjecaja okoliša;
- Produženi vijek trajanja;
- Povećana snaga;
- Širok raspon radnih temperatura;
- Visoka otpornost na mehanička naprezanja;
- Pocinčana cijev podnosi visoki unutarnji i vanjski tlak;
- Jednostavnost i jednostavnost instalacije;
- Velika otpornost na vatru;
- Cink ubija sve patogene mikroorganizme;
- Pocinčavanje praktički nije inferiorno u kvaliteti od nelegiranog nehrđajućeg čelika, ali košta red veličine jeftinije.
Ali, kao i svako inženjersko rješenje, pocinčani željezni cjevovodi nisu idealni.
Mane proizvoda:
- Ne baš atraktivan dizajn;
- Skupo u usporedbi s konvencionalnim čelikom;
- Cink komplicira postupak zavarivanja;
- Za razliku od plastike, u prisutnosti izbočina na zidovima gotovo je nemoguće osigurati glatki prijelaz u strukturi izrađenoj od pocinčanih cijevi.
Učinite to sami ili naručite
Što je bolje, kupiti pocinčani lim potrebne debljine i saviti cijev sami ili otići u trgovinu i kupiti gotov proizvod?
Savjeti za odabir
Kao i obično, krenimo od cijene. Gotova cijev promjera 100 mm i duljine od 3 metra koštat će nas oko 500 rubalja. Trošak materijala u ovom slučaju iznosi 150 rubalja, ostatak su troškovi rada i marža prodavatelja.
A ako planirate organizirati cijeli sustav odvodnje? I sami vidite da ćete gotove proizvode morati platiti 2,5-3 puta. Samo izrađene cijevi znatno će olakšati financijski teret.
Uz to, tvornički proizvodi imaju strogo definirane dimenzije, a ponekad je teško pronaći pravu za svoj sustav. A debljina gotove cijevi obično ne prelazi 1 mm.
Nužno je zapamtiti da bilo koji tvornički proizvod, za razliku od domaćeg, podvrgava se strogoj kontroli kvalitete, ima savršeno okruglu površinu i točnost zavara.
Hoće li domaći majstor uspjeti osigurati da su svi ti uvjeti daleko od činjenice.
Koji materijal odabrati
Ako je odlučeno da sami napravite dio, trebali biste započeti odabirom materijala, u našem slučaju, pocinčanog lima potrebne debljine.
Karakteristike materijala
Tvornički pocinčani čelik mora biti u skladu s GOST 14918-80. Glavne karakteristike na koje biste trebali obratiti pažnju pri odabiru:
Najčešće debljine pocinčavanja su od 0,35 do 3 mm. Što je tanji list, lakša je obrada, što je važno za izradu proizvoda kod kuće. Ali ne zaboravite - manje debljine - manje čvrstoće.
- Debljina prevlake cinka
Postoje 3 klase materijala, u skladu s debljinom sloja cinka. Zbirimo podatke u tablicu radi praktičnosti.
| Klasa čelika prema debljini sloja cinka | Masa zaštitnog sloja dostupnog s obje strane (g) | Debljina sloja (μm) |
| P (povećano) | 570 — 855 | 40-60 |
| Ja | 258-570 | 18-40 |
| II | 142.5-258 | 10-18 |
GOST dopušta neka odstupanja u debljini i prisutnost nekih nedostataka
Obilježava:
- NR - normalna razlika u debljini;
- UR - smanjena varijacija debljine.
Opcije izgleda listova:
- KR - s uzorcima kristalizacije (neke pukotine i potamnjenje);
- MT - bez uzoraka.
Važna karakteristika za proizvodnju cijevi je sposobnost izvlačenja lima:
- H - normalna napa;
- G - duboko crtanje;
- VG - vrlo dubok crtež.
Oznake čelika VG imaju najveću duktilnost, H - odgovarajuće najmanju.
Što trebate raditi
Nakon kupnje lista potrebnih karakteristika, trebali biste se opskrbiti potrebnim inventarom.
Potrebni alati:
- Škare za metal. Odaberite prikladan alat za rezanje širokog lima;
- Ručni čekić (aka čekić) s gumenim ili drvenim vrhom. Čekić treba biti čvrst, težak, ali bez oštrih rubova;
- Čelična gredica za oblikovanje tijela cijevi ("pištolj"). Njegova duljina je najmanje 1 metar, promjer ovisi o potrebnom promjeru gotovog proizvoda;
- Vladar;
- Alat za označavanje pocinčavanja (oštra metalna šipka);
- Radni stol. Na uglu stola s radnim stolom trebao bi biti metalni kut, dug najmanje 1 m. Upotrijebit će se za savijanje rubova cijevi, pa mora biti vrlo sigurno učvršćen;
- Kliješta.
Izračun veličine
Standardni pocinčani lim je ili 1000 × 2000 mm ili 1250 × 2500 mm, iako se mogu naći i drugi rezovi.
Širina obratka izračunava se po formuli:
L (opseg, to je širina obratka) = 2 * 3,14 * R (R je potreban radijus cijevi, mm).
Dakle, za proizvodnju cijevi promjera 100 mm, izradak širine
2 × 3,14 × 50 mm = 314 mm.
Dobivenoj konačnoj duljini dodajte zavoj od 15 mm i dobijte potrebnu veličinu za rezanje -300 mm.
Važna točka - širina obratka - vrijednost nije konstantna. S jedne strane, to je 330 mm, s druge strane 340 (za cijev promjera 100 mm). To je učinjeno radi praktičnosti naknadne instalacije cijevi međusobno ili s drugim elementima sustava.
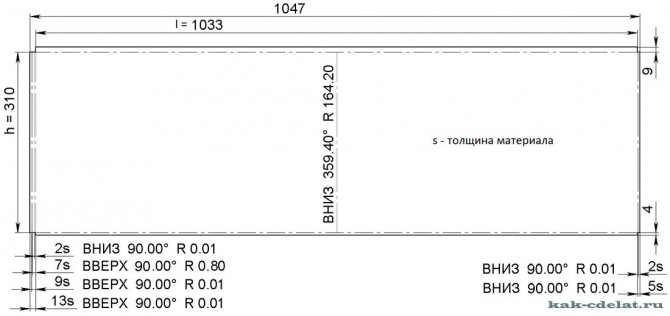
Crtež i dijagram
Sl. 1. Uzorak lima za cijev promjera 100 mm.
Shema formiranja nabora je sljedeća:
Sl. 2
Izrezivanje obratka
Nakon izračuna potrebnih dimenzija, slijepa ploča budućeg proizvoda je izrezana. Za ovo:
- List kositra položi se na vodoravnu površinu, označavanje se nanosi ravnim crtama, strogo prema veličini poluproizvoda.
Za cijev promjera 100 mm, duž jednog ruba lima, mjere se segmenti od 340 i 330 mm jedan za drugim (vidi sliku 1). Isti segmenti, ali u suprotnom slijedu, označeni su na suprotnoj strani. Sve okomite crte treba nacrtati pomoću kvadrata.
Ne zaboravite dodati 15-20 mm na širinu proizvoda za preklop!
- Lim se prema crtežu izreže u pravokutnike.
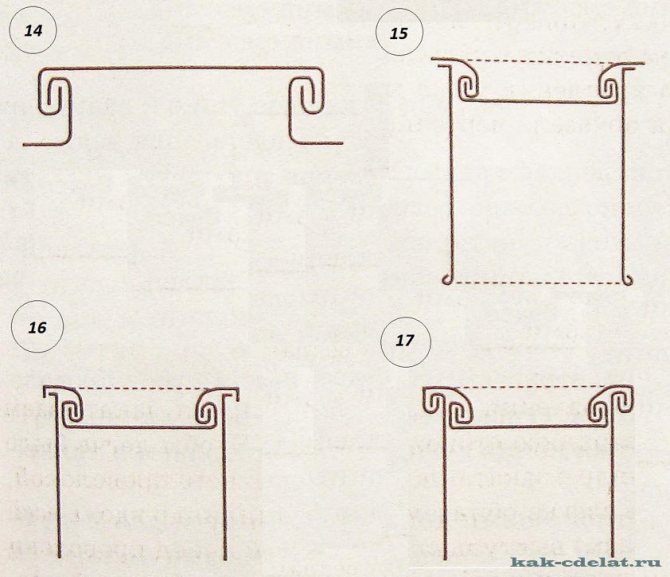
Formiranje profila
Rezultirajuće pravokutne praznine moraju se "pretvoriti" u cijev. Da bismo to učinili, formirat ćemo njegov profil.
Faze formiranja profila:
- Cijelom duljinom obratka nacrtane su dvije crte, s uvlakom od 5 mm od jednog i 10 mm od drugog ruba. Te su linije granice nabora.
U našem slučaju, šav ili bravica šava znači vrstu spoja rubova cijevi;
- Savijte rubove duž označene crte, strogo pod kutom od 900. Za to upotrijebite metalni kut, poravnavajući liniju nabora s rubom kuta. Počinjemo s kliještima, nastavljamo s čekićem;
- Prolazimo čekićem duž cijele duljine, postupno formirajući budući šav;
- Na naboru širine 10 mm izrađujemo još jedan nabor u obliku slova G. Širina gornje šipke je 5 mm, mjesto je strogo paralelno s obratkom;
- Nakon formiranja nabora pređite na tijelo cijevi. Stavljamo prazno na top i čekićem dajemo listu okrugli oblik.
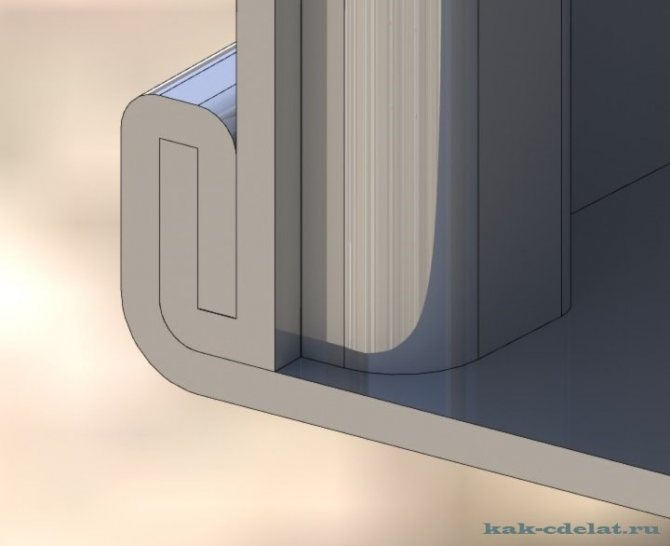
Obrada zavarivanja u sučelju
Posljednja faza je obrada (prešanje) stražnjeg zgloba.Da biste to učinili, savijte gornji dio nabora u obliku slova L prema dolje, omotajući oko njega suprotni rub. Rezultat je nabor od nekoliko slojeva metala, koji se cijelom dužinom mora pritisnuti na cijev.
U tvornici se dodatna čvrstoća daje šavu posebnim metalnim zakovicama.
Za ručno izrađene predmete nije potrebna dodatna obrada.
izrada
Pogledajte korisne srodne videozapise.
Izrada cijevi:
Urezivanje cijevi u ravninu:
Stručni savjet
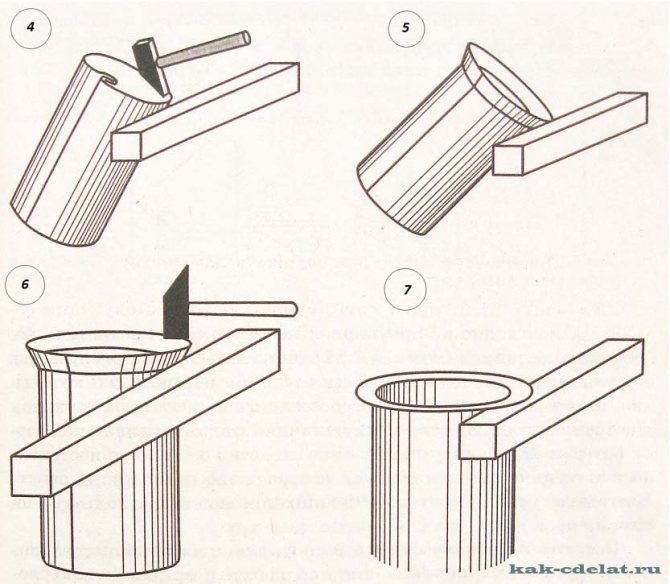
Za praktičnost povezivanja gotove cijevi s drugim elementima sustava, potrebno je napraviti utičnicu na kraju proizvoda.
Kako napraviti utičnicu na pocinčanoj metalnoj cijevi
Zvono je tehnološko proširenje dizajnirano za praktičnost međusobnog postavljanja komunikacijskih elemenata i umetanja u ravninu. Utičnica na gotovoj cijevi izrađena je duž širokog ruba, spaljivanjem ruba na dubinu od 15-20 mm. U tvornici se za spaljivanje koristi specijalni alat - konus za zubanje.
Kod kuće možete sami proširiti rub cijevi, pomoću kliješta. U idealnom slučaju - instalirajte posebne prstenove na krajeve izratka - ukrućenja.
Slika 3. Uzorak rasplamsavanja:
Značajke rada s kositrom
Pocinčani lim je jeftin i pouzdan materijal. Njegova glavna značajka je mala debljina (najčešće se kod kuće koristi list debljine od 0,3 do 1 mm) i plastičnost. Zahvaljujući svojoj mekoći prikladno je raditi s pocinčavanjem i čak ni početniku limariji neće biti teško samostalno izraditi željeni proizvod.
Istodobno, unatoč mekoći čelika, dobiveni šav šava vrlo je pouzdan i sposoban je izdržati značajna mehanička naprezanja.
Zaključak
Opseg primjene pocinčanih cijevi je širok. Koriste se za odvodnju, dimnjak, ventilacijske sustave, pa sposobnost samostalne izrade dijelova definitivno neće biti suvišna.
Osobno smatram da je kakva god vještina koju naučite uvijek korisna. Zato vas čekam u našoj grupi i zajednicama. Lekcije, video zapisi, stručni savjeti - sve je tu. Pridruži nam se!
(2 5,00 od 5) Učitavanje ...
Izvor: https://vseotrube.ru/materialy/metallicheskie/kak-sdelat-trubu-iz-otsinkovki
Obrada spoja šava
Posljednja faza uključuje obradu šavova, tj. Prešanje. Da biste to učinili, gornji dio nabora u obliku slova L preklopljen je prema dolje, omatajući rub drugog nabora. Rezultat bi trebao biti vrsta sendviča okomitog na cijev. Da biste dobili čelni zavar, trebate pritisnuti sendvič na proizvod.
Za veću pouzdanost, šav na stražnjoj strani ojačan je zakovicama. No, sami napravite cijevi od kositra pomoću ove metode spajanja ne trebaju dodatno pojačanje.
Kako napraviti pocinčanu cijev vlastitim rukama?
Možete slobodno kupiti pocinčane cijevi, ali trošak takvih proizvoda prilično je visok, pa želja za izradom pocinčane cijevi vlastitim rukama diktira, prije svega, razmatranje ekonomičnosti.
Istodobno, proizvodnja pocinčanih cijevi ne zahtijeva upotrebu posebnih napora, posebne skupe armature i alata i nekakvo profesionalno znanje, pa se svaki domaći majstor može nositi s tim, u čijem se arsenalu nalazi set standardne stolarije alata.
Postupak montaže okvira
Nakon pripreme svih dijelova za čamac, nastavljamo s izravnim postupkom montaže čamca od pocinčanog čelika i ploča vlastitim rukama. Da biste to učinili, morate učiniti sljedeće:
Preporučena literatura: Prednosti i nedostaci gumenih čamaca s tvrdim dnom ispod motora
- U pramcu je potrebno kombinirati dvije strane i trokutastu prazno mjesto za luk. Kao spojni elementi mogu se koristiti čavli ili samorezni vijci.Ako blok strši iznad bočnih strana, tada se mora izrezati u jednu razinu.
- Sljedeći je korak instaliranje privremenog odstojnika. Ovom se procesu mora pristupiti pažljivo. Tako da prilikom savijanja stranice ne pucaju, odstojnik je podložen pod ne prevelikim kutom.
- Nakon ugradnje odstojnika, potrebno je dodatno saviti stranice. Uže ili par pomagača učinit će posao.
- Zamjenjujemo stražnji dio, namještamo, uklanjamo potrebnu skosnicu. Morate se dobro uklopiti kako ne biste ostavili praznine. Sve bi trebalo dobro stati.
- Završivši ugradnju, čekićemo bočne stranice i otpiljemo sve izbočine.
- Nakon što se stranice sastave, postavljamo trajne nosače dok uklanjamo privremene. Koliko detalja treba postaviti ovisi o željama vlasnika.
Prije pričvršćivanja drvenih dijelova čavlima ili samoreznim vijcima vrijedi prethodno bušiti rupe bušilicom. Ova metoda sprečava pucanje ploča.
Završna faza u montaži drvene konstrukcije bit će skošenje na donjim dijelovima stranica, odstojnika i premazivanje zaštitnog antiseptičkog sloja.
Karakteristike pocinčanih cijevi
Pocinčane metalne cijevi koriste se za opremanje dimnjaka; popularne su zbog svoje male težine i, sukladno tome, jednostavnosti ugradnje. Pocinčani dimnjaci ne zahtijevaju izgradnju temelja, a to značajno smanjuje troškove opreme za dimnjake.

Takve cijevi udovoljavaju standardima zaštite od požara, podnose temperature i do 900 °, pa se čak mogu koristiti za odvođenje dima iz kotlova i peći za grijanje na kruta goriva.
Također, pocinčane cijevi u kućnoj gradnji koriste se za opremanje oluka. Takve cijevi već su prilično pristupačne u smislu troškova, ali istodobno postupak može biti još jeftiniji upotrebom ručno izrađenih proizvoda.
Mogu li se pocinčane cijevi koristiti za dimnjak
Pocinkovani dimnjaci koriste se pod određenim uvjetima.
Kada se cink zagrije na 419 °, počinje oslobađati štetne za ljude tvari. Stoga se preporuča ugraditi zavoje izrađene od ovog materijala u dimovodne sustave, gdje temperatura ne prelazi 350 ° C.

Prema pravilima Ministarstva za izvanredne situacije iz 2009. godine, upotreba metalnih sredstava za uklanjanje dima za peći na ugljen zabranjena je.
Uz to, pocinčana utičnica s jednim zidom izgorit će nakon jedne ili dvije sezone. U praksi se koristi kao vanjsko kućište u dvostrukim stijenkama s izolacijom.
Što trebate za izradu pocinčane cijevi
Kod kuće za izradu pocinčane cijevi potreban vam je lim od kositra; materijal zbog svoje mekoće i duktilnosti ne zahtijeva posebne napore.
Kalaj se industrijski izrađuje od tankog lima debljine 0,1 do 0,7 mm na strojevima za valjanje, nakon čega se prekrivaju antikorozivnim zaštitnim slojem kroma, kositra ili cinka. Napokon, obradci se režu na standardne veličine, širine od 512 mm do 2000 mm.

Snaga takvih proizvoda ni na koji način nije inferiorna od čeličnih kolega, pogotovo ako materijal ima dodatna ukrućenja, ali istodobno je vrlo plastičan i omogućuje ručno postavljanje cjevovoda složenog oblika. Premaz protiv korozije štiti cijev od vanjskog okoliša.
Problem takvih cijevi je nedovoljna čvrstoća na savijanje, stoga se za proizvodnju otvorenih dijelova u strukturu uvode ukrućivači radi ojačanja proizvoda.
- u trgovinama je predstavljen širok raspon takvih cijevi različitih veličina: jednokružni;
- dvostruki krug (izrađen u obliku sendviča i sastoji se od unutarnje i vanjske cijevi);
- valovita, koju karakterizira povećana fleksibilnost.
Bilješka! Kod kuće je tehnički moguće napraviti samo cijev s jednim krugom.
Pri odabiru debljine lima treba uzeti u obzir svrhu cijevi. Na primjer, pocinčana cijev za uklanjanje dimnih plinova iz peći i kamina na čvrsto gorivo mora imati povećanu otpornost na visoke temperature, a ujedno i visoka antikorozivna svojstva.
To je važno! Što je temperatura radnog medija viša, zidovi cijevi moraju biti deblji.
Alati
Za rad su potrebni posebni alati za savijanje, pravilno mjerenje kuta savijanja i rezanje cijevi na željenu duljinu.
Vrste odvodnih cijevi od pocinčanog željeza
Potrošaču se nude pocinčane cijevi s jednim i dvozidom. Kako bi se olakšali postavljanje, proizvođači proizvode sve potrebne dijelove: čajnike, inspekcijske kanale i hvatače kondenzata. Podržan je standardni raspon promjera. Bit će prilično problematično naručiti cijev ili adaptere nestandardnih veličina u tvornici.
Da biste odabrali potreban materijal za sustav ispuštanja dima, morat ćete uzeti u obzir tehničke karakteristike, otpornost materijala na izgaranje i učinke kiselog okoliša, kao i glavne mogućnosti rada.
Pocinčane cijevi za sendvič za dimnjak
Dvokružne izolirane cijevi za dimnjak od pocinčanog lima dostupne su u dvije modifikacije:
- Sendvič cijevi - struktura gdje su unutarnji i vanjski slojevi izrađeni od pocinčanog metala. Dizajn smanjuje proizvodnju kondenzata, ali nije u stanju izdržati značajnu toplinu. Deformacija se događa kada se unutarnji sloj zagrije na 500 ° C.
- Modularni dimnjaci izrađeni od nehrđajućeg čelika otpornog na kiseline s vanjskom izolacijom i pocinčanom školjkom. Takav uređaj značajno smanjuje troškove konstrukcije i gotovo dva puta povećava vijek trajanja.
Unutarnji sloj cijevi treba biti izrađen od metala debljine 1 mm, za vanjski sloj dovoljno je 0,5 mm.
Pocinčani dimnjaci s jednim zidom
Pocinčani dimnjak brzo izgara u sljedećim slučajevima:
- Nema izolacije.
- Pogrešno odabrana debljina cijevi.
- Nepridržavanje ili poremećaj proizvodnog procesa. Pocinčavanje je izrađeno od ugljičnog čelika, prema GOST 14918-80.
Ako su svi ovi uvjeti zadovoljeni, jednoslojna pocinčana cijev može raditi i do 10 godina.
Upute za proizvodnju pocinčanih cijevi
Prije svega, trebate označiti željezni lim primjenjujući preklopne linije na jednoj strani veličine 5 mm, na drugoj dva puta po 5 mm, nabor na jednoj strani trebao bi biti širi od druge kako bi se oblikovao jak šav u budućnosti. Savijte list pod kutom od 90 ° s obje strane kutom i kliještima.

To je važno! Savijte oblik postupno, pomičući se s jednog ruba na drugi duž linije nabora.
Zatim, okrećući obradak, stvaraju se nabori, kut se podešava na 135-140 °, tapkajući rubove lima čekićem ili čekićem mekanim udarcem, kako ne bi oštetili materijal proizvoda. Nakon stvaranja nabora, možete prijeći na stvaranje same cijevi.
Pričvrstite obradak na predložak za dimenzioniranje kako biste ga oblikovali i ponovno tapkajte dok se nabori ne sjedine.
Široki rub ponovno je savijen paralelno s ravninom proizvoda pod kutom od 90 °.
Posljednja faza je spajanje krajeva ravnim šavom pomoću čekića.
Poravnajte nabore, savijte vodoravni dio drugog nabora, omotajući njime prvi nabor, a zatim savijte ovaj šav, čvrsto ga pritiskajući na ravninu cijevi.
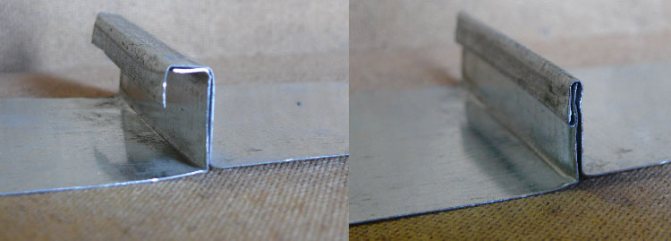
Spoj možete dodatno ojačati metalnim zakovicama pomoću aparata za zavarivanje, iako najčešće pocinčane cijevi povezane ravnim šavom ne trebaju dodatno pojačanje.










