

Kako saviti cijev pod pravim kutom
Metal djeluje kao prilično jak materijal, ali uz posebno izlaganje može se saviti. Do danas postoji nekoliko načina za rješavanje ovog problema. Prva tehnologija je uporaba klinova. Ali morate zapamtiti da ova metoda može oštetiti cijev ili je čak slomiti. To se može izbjeći punjenjem unutarnje šupljine suhim pijeskom. Čepove treba instalirati na oba kraja.

Sljedeći je korak započeti savijanje. Za to su klinovi ukopani u zemlju. Koristit ćete ih kao polugu. Ako niste sigurni u svoje sposobnosti, prvo biste trebali vježbati na nepotrebnim dijelovima cijevi. Ako ste suočeni s pitanjem kako saviti cijev bez savijača cijevi, tada pomoću ove tehnologije možete promijeniti oblik proizvoda čiji promjer varira od 16 do 20 mm. Za cijevi impresivnijeg promjera ova tehnika nije prikladna jer će postupak biti prilično složen. Također je važno uzeti u obzir temeljni materijal. Na primjer, za pocinčavanje se preporučuju druge metode.
Kako sami napraviti savijanje cijevi
U nekim slučajevima možete i bez kupnje stroj za savijanje ručnog profila. Ovaj uređaj možete sami izraditi. Prikladan je za obradu cijevnih proizvoda malog promjera, na primjer, za okvir sjenica ili staklenika.
Za proizvode od cijevi, čiji promjer ne prelazi 2 cm, dovoljno je samo stvoriti strukture od
betonski blok i čelični bajoneti... U betonu su napravljene 4 rupe, u njih su umetnuti metalni klinovi kroz koje se prolazi i savija u željenom smjeru profesionalna cijev.
Za cijevne strukture s promjerom većim od 2,5 cm potrebno je stvoriti zavoj profila pomoću valjaka... Učvršćeni su na betonskoj podlozi. Vrijednost radijusa bočnih rubova valjaka mora biti jednaka radijusu savijene cijevi. Profilirana cijev, postavljena između kotača, pričvršćena je na jednom kraju. Na drugom kraju, pričvršćen je na vitlo, koje se pokreće i daje cijevi potreban zavoj.
Prilikom izrade domaćih savijača cijevi za profilnu cijev, moraju se uzeti u obzir sljedeći parametri:
- Udaljenost od cijevi do pogonskog kotača za savijanje profila ovisi o dimenzijama cijevi: za proizvod radijusa 2,5 cm potreban je razmak od 6 mm, za veće strukture cijevi ta brojka varira od 6 do 12 mm.
- Premala udaljenost između kotača i cijevi rezultirat će potrebom za uložiti puno više fizičkog napora za savijanje strukture cijevi.
- Rezultat će biti previše odobrenja neravnomjerno savijanje i kršenje integriteta konstrukcije.
Korištenjem tehnologije grijanja
Prije savijanja cijevi bez savijača cijevi, trebali biste razmisliti koja je tehnologija najbolja za to. Grijanje može biti izvrsno rješenje. Ova metoda se obično koristi za čelične i aluminijske cjevovode. Za postupak je proizvod fiksiran u škripcu, ali prvo ga je potrebno napuniti i zagrijati plinskim plamenikom do mjesta koje planirate saviti. Temperatura se određuje vrlo jednostavno: kad se komad papira približi cijevi, trebao bi početi pušiti. Kada se koristi čelična gredica, zagrijavanjem bi trebala postati crvena. Iz sigurnosnih razloga tehničar bi trebao nositi rukavice.

Ravno-paralelna ploča
Ako ste suočeni sa zadatkom kako saviti cijev bez savijača cijevi, možete koristiti ravninu paralelne ploče. Ova tehnika uključuje fiksiranje proizvoda u stezaljku. Nakon toga možete se saviti, a to se mora učiniti duž ploče. Ova se tehnika smatra ne samo ekonomičnom već i jednostavnom. Da bi se postigao pozitivan rezultat, treba koristiti nekoliko ploča, od kojih svaka ima različitu zakrivljenost. Glavni uvjet je uporaba čelične cijevi. Duljina proizvoda trebala bi biti prilično impresivna.

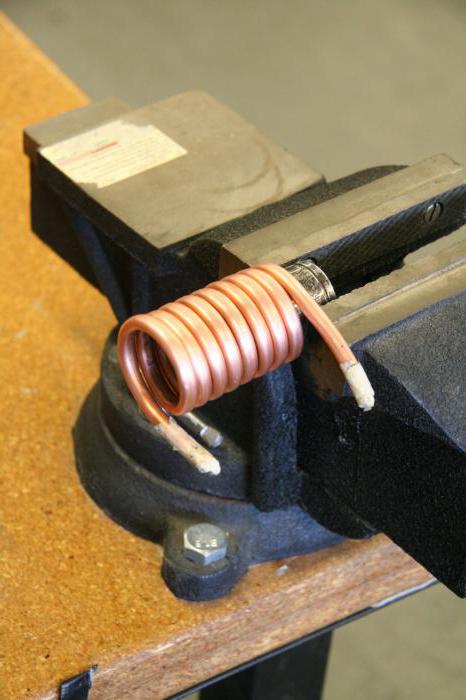
Korištenje metalne opruge
Često domaći obrtnici razmišljaju o pitanju kako saviti cijev bez savijača cijevi kod kuće. Za to se može koristiti metalna opruga. Ova je tehnika izvrsna za obojene cijevi koje imaju dobru plastičnost.
Opruga se koristi za sprečavanje deformacija. Da bi se dobio dobar rezultat, mora se uzeti u obzir veličina opruge koja mora odgovarati unutarnjem promjeru metalne konstrukcije. Ovaj je zahtjev posljedica činjenice da se cijev treba umetnuti u šupljinu. Tada se savijanje može izvesti vezivanjem opruge žicom kako bi se olakšalo kasnije dohvaćanje.
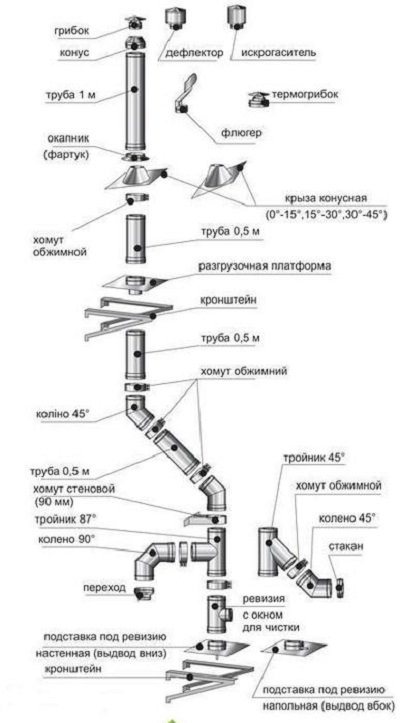
Kako izraditi dimnjake od nehrđajućeg čelika vlastitim rukama - dizajn i tehnologija
Dizajn dimnjaka uvijek treba raditi profesionalno. Da biste to učinili, potrebno je uzeti u obzir specifičnosti rada grijača, znati parametre zgrade i klimatske karakteristike područja. Tek nakon što uzmete u obzir sve ove parametre, možete odabrati optimalnu tehnologiju i materijal za izradu dimnjaka (ovdje su napisani više detalja o vrstama).
Pojavom modularnih sustava dimnjačkih sendviča, mnogi su obrtnici krenuli izrađivati vlastite analoge. Ali je li moguće kod kuće? Da biste odgovorili na ovo pitanje, potrebno je analizirati upotrijebljene materijale i alate.
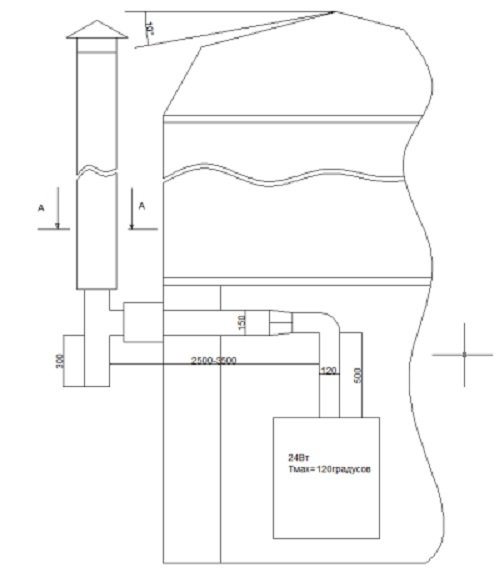
Izrada dimnjaka
Prije izrade dimnjaka morate znati točnu potrošnju materijala. Za to se izrađuje plan uzimajući u obzir specifičnosti zgrade i mjesto kotla.
Štoviše, potrebno je uzeti u obzir promjer cijevi, koji mora odgovarati karakteristikama grijača. Često se u takvim slučajevima čine pogreške pri planiranju dugih vodoravnih dionica cjevovoda.
To dovodi do značajnog smanjenja potiska i brzog stvaranja čađe u vodoravnoj cijevi.
Zahtjevi za dimnjake od nehrđajućeg čelika
Materijal
Kao materijal za proizvodnju industrijskih dimnjaka koristi se specijalni nehrđajući čelik otporan na toplinu.
Tijekom njegove proizvodnje dolazi do procesa legiranja kromom, niklom i molibdenom. To mu daje posebna svojstva koja mu omogućuju održavanje cjelovite strukture materijala kada je izložen visokim temperaturama. Uključuju sljedeće marke - AISI 316 L, AISI 310 S, AISI 304 i AISI 321.

Ovisno o postotku legiranih elemenata, mijenjaju se određene karakteristike materijala:
- Krom značajno poboljšava tvrdoću i otpornost na koroziju.
- Nikal je odgovoran za duktilnost i čvrstoću.
- Molibden - Povećava čvrstoću kada je izložen visokim temperaturama.
Sve to ukazuje na važnost izbora materijala prilikom izrade vlastitog dimnjaka od nehrđajućeg čelika. Pokušali su ih napraviti od običnog prehrambenog čelika. Glavni mu je nedostatak visok udio kroma, t.j. brzo će se pogoršati kada je izložen visokim temperaturama.
Primjeri izrade takvih struktura prikazani su u nastavku:

Kao što možete vidjeti na fotografijama, platna su jednostavno uvijena u nekoliko slojeva i držana brojnim zakovicama. Međutim, ovaj dizajn postavlja niz pitanja:
- Ako zakovice nisu izrađene od nehrđajućeg čelika otpornog na toplinu, tada će pod toplinskim utjecajem izgubiti oblik i jednostavno ispasti iz konstrukcije.
- Nedostatak priključne utičnice. Ako se instalacija izvodi "spojnica", velika je vjerojatnost ulaska dimnih plinova u prostor između slojeva čelika. To će dovesti do brzog trošenja.
- Klasa čelika. Instalacija takve strukture trebala bi se provesti tek nakon glavnog, pouzdanog dimnjaka. Inače, inače, cijev će brzo izgorjeti zbog visokih temperatura.
Ako želite izraditi dimnjak od nehrđajućeg čelika, sami biste trebali odabrati točnu klasu čelika. Samodeljni sendvič dimnjak trebao bi se sastojati od toplinski otpornog čelika unutarnje i vanjske cijevi s dobrom vremenskom otpornošću.
Prostor između cijevi izoliran je bazaltnom vunom.
Tehnologija proizvodnje
Nakon kupnje materijala trebali biste razmotriti način obrade. U proizvodnji se za proizvodnju cilindričnih elemenata koriste posebni valjci i strojevi za zavarivanje. Kod kuće je prilično problematično "nositi se" s limom od nehrđajućeg čelika. Na nekim se resursima savjetuje to učiniti uz pomoć širokih stezaljki i spoj spoja lima obraditi posebnim brtvilom otpornim na toplinu. Ali ovaj način proizvodnje ne udovoljava najosnovnijim sigurnosnim zahtjevima za dimnjake.
Stoga, ako nije moguće obraditi čelični lim na profesionalnoj opremi, preporučuje se upotreba gotovih elemenata tvornički izrađenog dimnjaka od nehrđajućeg čelika.
Kako biste se uvjerili u marljivost proizvodnje nehrđajućih dimnjaka, možete pogledati video o procesu njihove proizvodnje:
Profilna cijev i njezina preinaka
Ova vrsta metalne konstrukcije prilično je popularna pri gradnji staklenika i sjenica na osobnoj parceli. Glavna značajka građevinskog materijala je da se pri savijanju može oštetiti. Izlaz iz ove situacije može biti punjenje unutarnje šupljine sitnim pijeskom ili vodom. Ovim se radnjama uklanja mogućnost oštećenja cijevi i postiže izvrstan rezultat. Ova je tehnika pogodna za cjevovode od mesinga i duralumin.
Ako razmišljate o pitanju kako saviti cijev bez savijača cijevi za nadstrešnicu, tada za to možete upotrijebiti gumeni čekić. Koristi se za proizvode četvrtastog oblika. Cjevovod se instalira na pouzdane nosače, a zatim se koristi čekić. Radnje moraju biti točne i glatke kako bi se eliminirala mogućnost oštećenja. Ako je potrebno postići veliki kut, tada je za olakšavanje postupka potrebno zagrijati cijev na mjestu gdje treba saviti.
Oblik cijevi od nehrđajućeg čelika za dimnjake, sendviče, pećnice, kupke: kvadratne, okrugle
Okrugla cijev vrsta je proizvoda za kojom se traže industrijska poduzeća. Koristi se u stvaranju cjevovoda u naftnoj i plinskoj industriji, u građevinskoj industriji, vodoopskrbi i grijanju, u strojarstvu, u stvaranju posuda i cilindara.

Obrasci mogu biti vrlo različiti, ako trebate nešto neobično, naručite stručnjaka
Pravokutne cijevi otporne na koroziju uobičajene su za noseće konstrukcije, nosače i stalke opreme. Glavni plus je lakoća u usporedbi s okruglim proizvodima. Stručnjaci također primjećuju takav pokazatelj kao izvrsnu čvrstoću - zbog ukrućenja rebara profila.
Četvrtasta cijev je neophodna pri stvaranju struktura za prehrambenu, farmaceutsku i kemijsku industriju. Prikaz profila proizvoda može podnijeti pristojna opterećenja, na primjer u ventilacijskim sustavima. Često ih kupuju privatni trgovci za izgradnju ograda, staklenika i drugih ljetnih vikendica.Osim toga, lagan i izdržljiv profil pogodan je za proizvodnju ljuljački i tobogana.
Razlike su isključivo vanjske i ni na koji način ne utječu na kvalitetu robe.
Metode savijanja metal-plastike
Često se vlasnici prigradskih nekretnina pitaju kako sami saviti cijev bez savijača cijevi. Kada je na raspolaganju metal-plastika, možete upotrijebiti vlastitu snagu bez upotrebe priručnih alata. Proizvod je stegnut i savijen glatko. U ovom je slučaju važno isključiti vjerojatnost inflekcije. Važno je voditi se pravilima koja navode da za svaka 2 cm obratka kut savijanja može biti 15 °.
Ako ste suočeni s pitanjem kako saviti cijev bez savijača cijevi za staklenik, tada možete koristiti komade žice koji ispunjavaju unutarnju šupljinu. To vam omogućuje postizanje ravnomjernog i glatkog zavoja u najkraćem mogućem roku. Suhi sitni pijesak može se koristiti kao punilo. Ulijeva se unutra, a rubovi se zatvaraju čepovima. Tada se jedan kraj proizvoda mora učvrstiti, osiguravajući pouzdanost i čvrstoću pričvršćivanja. Za zagrijavanje nabora upotrijebite plinsku lampu ili puhalicu. Spremnost materijala provjerava se papirom.

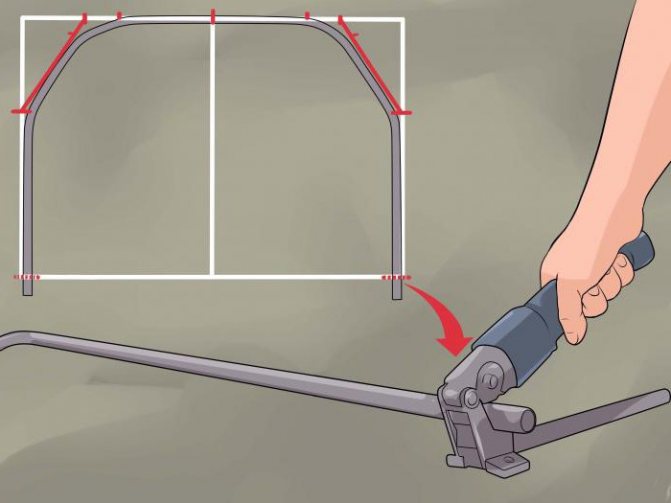
Uređaji za savijanje cijevi
Postoji mnogo načina savijanja cijevi, čak i ručno, ali postoji velika opasnost od loma. Stoga je za savijanje najbolje koristiti posebnu opremu ili priručni materijal koji će uvelike olakšati postupak savijanja.
Savijanje cijevi
Da bi se savila metalna cijev, koriste se posebni uređaji - profesionalni savijači cijevi, različiti u svom dizajnu:
- Ručni savijač cijevi koristi se za savijanje cijevi s malim promjerom presjeka. U pravilu ovaj uređaj može savijati cijevi izrađene od obojenih metala i nehrđajućeg čelika. Prije savijanja aluminijske cijevi ili cijevi od nehrđajućeg čelika, umetnite jedan njen kraj u savijač cijevi i polugom postupno savijte proizvod pod željeni kut.
- hidraulički savijači cijevi su uređaji dizajnirani za savijanje cijevi velikog promjera. U ovom uređaju sve sile primijenjene na savijanje nadoknađuju se hidrauličkim cilindrima. Kako saviti cijev velikog promjera pomoću hidrauličnog savijača cijevi? Prvo morate odrediti mjesto zavoja, a zatim popraviti jedan kraj cijevi u utorima savijača cijevi i pomoću poluge izvoditi translacijske pokrete.

- za savijanje cijevi različitih promjera poprečnog presjeka koriste se elektromehanički savijači cijevi. Karakterizira ih visoka produktivnost, precizno savijanje cijevi i nema potrebe za fizičkom snagom rukovatelja. Takvi su uređaji skupi, pa ih ne biste trebali kupiti za privatnu upotrebu.


Ravno-paralelna ploča
Ako je krajnje potrebno saviti cijev, a pri ruci nema savijača cijevi, tada se za savijanje cijevi može koristiti ploča - već savijeni obradak s utorom, koji je pogodan za savijanje metalnih i metalno-plastičnih cijevi sa promjera do 45 mm. Cijev koja se savija umetnuta je u posebnu stezaljku na ploči, stegnuta i savijena duž ploče duž utora. Ova metoda savijanja bez savijanja cijevi prilično je primitivna, ali, kako pokazuje praksa, vrlo je pouzdana.
Važno! Ravno paralelnom pločom mogu se saviti samo kratke cijevi.
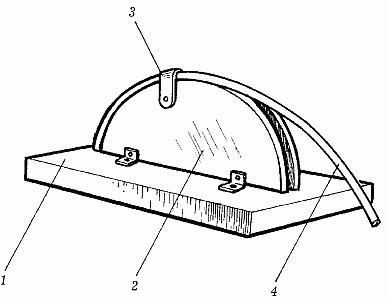
Na slici je prikazan najjednostavniji dizajn ravnine paralelne ploče, gdje je 1 ploča, 2 ploča, 3 stezaljka, 4 cijev koju treba saviti. Takav uređaj možete napraviti sami.
Čelična opruga
Za savijanje cijevi od obojenih metala, koje su dovoljno mekane i savitljive, a koje se često savijaju ili pucaju pri savijanju, koristi se čelična opruga srednje tvrdoće čiji bi joj promjer trebao omogućiti ulazak u unutrašnjost cijevi.Opruga se umetne na mjesto budućeg zavoja, nakon čega se cijev može saviti na koljeno ili pričvršćivanjem u porok. Čelična opruga omogućit će zidovima cijevi da se lako savijaju bez deformiranja ili pucanja, jer uzima sve sile kompresije i istezanja metala.
Zapamtiti! Prije umetanja čelične opruge u cijev, na njezin kraj pričvrstite dugu žicu ili snažnu uzicu pomoću koje ćete nakon savijanja lako izvući oprugu iz cijevi.
Metode savijanja polipropilenskih cijevi
Ako je potrebno promijeniti smjer savijanja polipropilenske cijevi, može se koristiti jedna od dvije moguće metode. Prva uključuje zagrijavanje nabora. Za to se obično koristi građevinski sušilo za kosu. Optimalna temperatura zagrijavanja je 150 ° C. Ruke treba zaštititi rukavicama otpornim na visoke temperature.
U završnoj fazi proizvod se savija u traženi oblik. Zadebljani zid trebao bi se nalaziti na vanjskoj strani zavoja. Nakon što se materijal ohladi, morat će se provjeriti ima li pukotina i udubljenja. Drugi način savijanja takve cijevi je hladan. Međutim, radijus savijanja ne smije biti veći od 8 promjera, u suprotnom se proizvod može slomiti.
Metode savijanja cijevi bez savijača cijevi od različitih materijala
Često se dogodi da je potrebno odmah saviti cijev kako biste imali vremena dovršiti polaganje vodoopskrbnog sustava, ugraditi grijani pod ili završiti stvaranje zakrivljenog proizvoda, ali savijač cijevi nema pri ruci i on je vrlo daleko do najbliže radionice. Što učiniti u takvoj situaciji? I kako ga saviti bez savijača cijevi?
Savjeti za savijanje metalno-plastične cijevi
U izgradnji privatnih kuća, metal-plastične cijevi često se koriste, u pravilu, savijene. Ali ne preporučuje se savijanje savijačem cijevi! Stoga ih je bolje saviti ručno - to je lakše i brže. Ali ne vrijedi cijev savijati jednim potezom. Napokon, postoji velika opasnost od oštećenja. Stoga je najbolje izvoditi savijanje postupno, polako, u kretanju prema naprijed. Da biste to učinili, trebate uzeti cijev u ruke i saviti je pod željenim kutom u 5-6 pristupa.
Savijamo polipropilensku cijev
Savijene polipropilenske cijevi, u pravilu, koriste se prilikom polaganja vodoopskrbnih, grijaćih i kanalizacijskih sustava zaobilazeći neku vrstu prepreke. Ali polipropilen je prilično tvrd materijal koji se ne može saviti; kad se savije, opružan je i vraća se u prvobitni položaj.
Kako onda saviti cijev od polipropilena? Korištenje industrijskog sušila za kosu! Postupno zagrijavanje na mjestu nabora, možete ga saviti pod bilo kojim kutom. Glavna stvar je stalno zagrijavati i istodobno ga savijati glatkim pokretima. Ali imajte na umu da je također nemoguće jako zagrijati polipropilensku cijev, jer će se ona početi topiti.
Kako saviti plastičnu cijev
Da biste savili PVC cijev, morate kupiti fiberboard. Od njih možete izgraditi okvir, koji je potreban da bi se strukturi dao određeni oblik. Čim pločici date željeni oblik, treba je izbrusiti, za to je bolje koristiti fini brusni papir.
Sljedeći je korak oblikovanje silikonske ljuske za plastičnu blanku. Djelat će kao pričvršćivač za PVC strukturu u okviru. Uz to, igrat će zaštitnu ulogu protiv iverja, mehaničkih oštećenja i ogrebotina. Predmet se stavi u pripremljenu zaštitnu ljusku, a zatim se mjesto savijanja zagrije. Plastika omekšava i sjeda na okvir. Na taj će se način postići željeni oblik plastične obloge. Proizvod se ostavlja dok se ne ohladi. To će potrajati 15 minuta. Nakon toga se PVC cijev može ukloniti s okvira, ostavljajući je da se potpuno ohladi.
Preporuke stručnjaka
Ako ste suočeni s pitanjem kako saviti aluminijsku cijev bez savijača cijevi, tada za izvođenje radova možete koristiti brusilicu s kojom na mjestu predviđenog zavoja treba napraviti nekoliko tankih rezova. Proizvod je prethodno stegnut u škripac. Čim se naprave rezovi, treba ih očistiti od iverja, tek nakon toga možete početi savijati cijev.
Ponekad proizvod treba saviti u krug. Čim se prsten zatvori, rupe su zavarene, a neki obrtnici za to čak koriste i lemilicu. Kako bi mjesto nabora bilo uredno, dodatno se brusi i prekriva zaštitnim sredstvom. To eliminira koroziju i prerano uništavanje spoja.
Značajke savijanja cijevi

Sve metode savijanja obratka mogu se podijeliti na ručne i mehaničke, kao i na vruće i hladne. Ponekad je postupak savijanja popraćen neželjenim posljedicama za cjevasti proizvod, koje imaju značajan utjecaj na daljnji rad elementa. Stupanj očitovanja ovih posljedica ovisi o materijalu od kojeg je izrađena cijev, njezinu promjeru, radijusu savijanja, kao i načinu na koji je izveden postupak savijanja.
Negativne posljedice savijanja uključuju sljedeće točke:
- Smanjivanje debljine stjenke obratka smještenog uz vanjski radijus savijanja.
- Stvaranje nabora i nabora na zidu, koji se nalazi duž unutarnjeg radijusa zavoja.
- Promjena konfiguracije presjeka (smanjenje veličine lumena i njegovo ovalisanje oblika).
- Promjena radijusa savijanja uslijed opružnog učinka materijala.
Najčešći nedostatak savijanja je promjena konfiguracije presjeka i debljine stijenke. Zbog naprezanja metala, vanjski zid na zavoju postaje tanji, a unutarnji zid se, naprotiv, zadebljava. To rezultira primjetnim slabljenjem cjevastog elementa. Ova je pojava opasna puknućem vanjskog zida cijevi, jer je upravo ona izložena većem pritisku transportiranog medija.
Također značajno slabi ovalizaciju obradaka. Ova je pojava posebno opasna kod savijanja cjevovoda namijenjenog transportu tvari u uvjetima pulsirajućeg tereta. Ako se takvi elementi koriste kao građevinske konstrukcije, tada će ovalizacija utjecati na izgled elementa. Zato se u procesu savijanja trude što je moguće manje smanjiti takve pojave.
Ako se na unutarnjem zidu stvaraju nabori uslijed zgušnjavanja materijala, onda će to dovesti ne samo do smanjenja presjeka, već će stvoriti i otpor pokretnom toku. To će pak povećati vjerojatnost korozije. Uz to će se smanjiti nosivost cjevastog strukturnog člana.










