Apkures cauruļu metināšana ir galvenā metode mājsaimniecības un rūpniecības komunikāciju montāžai. Šāda veida savienojumiem nav vajadzīga nekāda apkope, piemēram, līmēti vai vītņoti savienojumi, taču tie ir pakļauti pastāvīgai termiskai un mehāniskai slodzei. Pamatojoties uz to, jums rūpīgi jāizvēlas instrumenti, materiāli un rūpīgi jāievēro metināšanas tehnoloģija. Metāla savienošanas noteikumu pārkāpšana izraisa plaisu parādīšanos un korozijas attīstību. Ja plānojat veikt šo procedūru ar savām rokām, jums vajadzētu izdomāt, kādas metodes tiek izmantotas apkures metināšanai, kā arī ar profesionālām metodēm, lai sasniegtu kvalitatīvu un izturīgu rezultātu.
Instrumentu un aprīkojuma komplekts

Sagatavojiet instrumentus un aizsargapģērbu metināšanai
Apkures cauruļu metināšana ar elektrisko metināšanu sākas ar sagatavošanas posmu:
- Kapteiņa sagatavošana. Nepieciešams pienācīgi aprīkot darbavietu, nodrošināt atbilstību drošības pasākumiem, ja nepieciešams, atkārtoti izlasiet instrukcijas par aprīkojuma un materiālu apstrādi. Lai metinātu caurules ar elektrisko metināšanu, būs nepieciešamas aizsargierīces. To skaitā ir īpašs ugunsdrošs uzvalks (bikses, jaka, cepure ar dekoru), maska, apavi un legingi. Jums jārūpējas par labu ventilāciju.
- Instrumentu un materiālu sagatavošana. Jāpievērš uzmanība visām sīkumiem, jo no tā ir atkarīga darba ērtība un gala rezultāta kvalitāte.
Lai metinātu apkuri, nepieciešami šādi instrumenti un ierīces:
- metināšanas mašīna ar rezerves turētāju;
- dzirnaviņas ar griešanas un slīpēšanas diskiem;
- metāla suka;
- dažāda lieluma smilšpapīrs;
- āmurs;
- elektrodu krājumi;
- netikums;
- skavas;
- tērauda vai azbestcementa loksnes, lai pasargātu sienas no metāla pilieniem un kvēpiem;
- tarps grīdas segumam.
Pirms cauruļu metināšanas ar elektrisko metināšanu ir jāpārbauda vairogā esošo kabeļu, kontaktligzdu un mašīnu atbilstība sagatavotā aparāta indikatoriem. Viņiem jābūt pietiekami jaudīgiem, lai izturētu smagas slodzes, ko rada pat sadzīves tehnika.



Darba secība, nomainot radiatorus
Apkures akumulatoru uzstādīšana, izmantojot gāzes metināšanu, jāveic kvalificētam metinātājam ar atbilstošu izglītību un daudzu gadu darba pieredzi. Priekšnosacījums ir arī augstas kvalitātes aprīkojuma izmantošana, kas ļauj izgatavot vajadzīgās uzticamības un izturības metinātu šuvi un atbilst drošības prasībām.
Piezīme! Ja dzīvokļa bateriju nomaiņai paredzēts izmantot metināšanu ar gāzi, pirms darba uzsākšanas obligāti jāsaņem nepieciešamās atļaujas. Ņemot vērā pašreizējo aizliegumu metināt daudzdzīvokļu mājās, bez atbilstoša apstiprinājuma, siltuma un komforta vietā jūs varat saņemt iespaidīgus naudas sodus no jauniem radiatoriem.
Viss, kas jums nepieciešams, lai strādātu
- Dzesēšanas šķidruma iztukšošana no sistēmas. Ja tas netiek darīts noteiktajā veidā, tad notecināšana notiks vecā radiatora demontāžas laikā tieši telpā, kurā tiek veikts darbs. Privātmājā parasti ir diezgan viegli noņemt ūdeni no apkures sistēmas, izmantojot īpašu krānu.
- Veco bateriju demontāža. Darbības ir diezgan vienkāršas - caurules tiek sagrieztas ar parasto dzirnaviņu. Tas jādara pēc iespējas uzmanīgāk, lai jaunu apkures ierīču uzstādīšana neradītu grūtības un noritētu ātri.
- Jaunas baterijas iesaiņošana. To var izdarīt pats. Nepieciešami tikai daži materiāli - investīciju pasta, regulējama uzgriežņu atslēga, lins, cauruļu uzgriežņu komplekts sistēmā. Uzgriežņi, kas noslēgti ar liniem un pārklāti ar pastu, ir pieskrūvēti caurulēm, kas izvirzītas no radiatora. Pēc tam no savienojuma puses ar sistēmas caurulēm tiek uzstādīts amerikāņu (lodveida vārsts ar slotiņu) un Mayevsky celtnis.
- Jaunas akumulatora ievietošana. Parasti tas tiek uzstādīts vecā vietā. Savienojums tiek veikts, ieskrūvējot vārstu caurulē, pēc tam savienojot ar amerikāņu un uzstādot apkures sistēmas cauruli, kas jāsametina pie stāvvada. Tad seko pats metināšanas process, un uz tā tiek uzstādīts džemperis un celtnis. Pārsedze radīs papildu ūdens cirkulāciju, un, ja vēlaties, uz tā var uzstādīt krānu.
- pēc iespējas augstāka siltuma pārnešana;
- izturība pret spiediena kritumiem;
- iespaidīga darba dzīve;
- tehnoloģiska pielāgošana ekspluatācijas apstākļiem;
- traumu drošība, ko nodrošina izlīdzināti radiatora režģa stūri un optimālā temperatūras barjera;
- graciozs izskats.
Mēs izmantojam cauruļu liecēju
Kvalificēti speciālisti
Kvalitatīvi palīgmateriāli
Apkures radiatora nomaiņa no 5000r.
5 vai vairāk sakes aizstāšana - 5000 ₽ / gab *
4 radiatoru nomaiņa - 5500 ₽ / gab. * 3 radiatoru nomaiņa - 5800 ₽ / gab. * 2 radiatoru nomaiņa - 6000 ₽ / gab. *
1. radiatora nomaiņa - 6300 ₽ / gab. *
* Pilna konstrukcija;
- Darbs (demontāža - uzstādīšana)
- Palīgmateriāli (pīpe, Unipak pasta un sanitārais veļa)
* Garantēts pret noplūdēm - 5 gadi
* Fiksēta cena (nemainās pēc darba beigām)
* Mēs, izmantojot fotoattēlu, aprēķināsim darba izmaksas 10 minūtēs
Lēti nenozīmē augstu kvalitāti - nospiediet!
Galīgās uzstādīšanas izmaksas tiek aprēķinātas individuāli, saskaņā ar fotogrāfiju vai pēc kapteiņa aizbraukšanas uz objektu, un tās ir atkarīgas arī no veiktā darba sarežģītības!
Radiatoru vadu metināšana ar celtņu uzstādīšanu no 4000r.
Lai demontētu vecās apkures ierīces, ir nepieciešams iztukšot dzesēšanas šķidrumu no apkures sistēmas. Vieglākais veids, kā veikt šo procedūru, ir privātmājā, izmantojot celtni, kura klātbūtne tiek nodrošināta autonomas apkures sistēmas projektēšanas stadijā. Daudzdzīvokļu mājā jums būs jāzvana apkalpošanas organizācijas vai pārvaldības uzņēmuma pārstāvim.
Demontēt veco sildierīci ar dzirnaviņu palīdzību, kas ir pieejama ikvienam pašmāju remontdarbu cienītājam. Šajā gadījumā kapteinis strādā bez aizsargaprīkojuma - to nevar izdarīt
Pēc dzesēšanas šķidruma iztukšošanas viņi sāk demontēt baterijas, kas kalpojušas viņu mūžam. Cauruļu griešanai izmanto parasto dzirnaviņas. Izgriezumam jābūt kārtīgam un tiešam, lai jaunu apkures ierīču uzstādīšanu varētu veikt bez liekām grūtībām.
Tad jaunā baterija tiek iesaiņota, un šo procedūru dzīvokļa īpašnieks var veikt pats. Šajā gadījumā ir jāuzkrāj daži materiāli: investīciju pastas, lini, cauruļu uzgriežņu komplekts, regulējama uzgriežņu atslēga. Uzgriežņi ir noslēgti ar liniem, pārklāti ar pastu un pēc tam pieskrūvēti caurulēm, kas izvirzītas no radiatora. Tad no stiprinājuma puses ar apkures sistēmas caurulēm tiek uzstādīts lodveida vārsts ar slotiņu, ko sauc par amerikāņu, kā arī Mayevsky celtnis.
Jauna bimetāla apkures radiatora montāža no atsevišķām sekcijām, izmantojot sprauslas ar blīvējumu
Pēc tam viņi sāk instalēt jaunu akumulatoru, uzstādot to vecā radiatora vietā. Viņi sāk metināt akumulatorā ieskrūvēto slotiņu ar apkures sistēmu. Lai dzesēšanas šķidrums labāk cirkulētu starp caurulēm (piemērots akumulatoram un izejošam no tā), tiek sametināta džempera caurule.
Īsts sava amata meistars uzmanīgi uzstādīs jaunu šādu akumulatoru. Īpašniekiem atliek tikai nokrāsot nomainītās cauruļu sekcijas, pēc kurām neviens pat neuzminēs par uzstādīšanas darbiem
Kā redzat, apkures ierīču nomaiņas process ir nopietns un ļoti atbildīgs bizness. Tāpēc, lai veiktu darbu, ir vērts rakstiski sazināties ar mājokļu biroju.Dzīvokļa īpašnieks raksta pieprasījuma paziņojumu, kurā viņš apraksta problēmu un nepieciešamību izslēgt daudzdzīvokļu mājas apkures sistēmu.
Mājokļu biroja darbinieki izskatīs pieteikumu, dos atļauju un vienosies ar pretendentu par uzstādīšanas darbu datumu. Tālāk jums jāgaida santehniķis, kuru mājokļu birojs nosūtīs uz pieteikumā norādīto adresi. Santehniķis izslēgs apkures sistēmu un veiks visus nepieciešamos darbus. Pabeidzot radiatora nomaiņas procedūru, speciālists obligāti pārbaudīs sistēmu testa režīmā, lai nodrošinātu pretendentam sniegto pakalpojumu kvalitāti.
Dažos mājokļu birojos viņiem var būt nepieciešami dokumenti, no kuriem jūs varat uzzināt uzstādīto sildelementu tehniskās īpašības. Šādi dokumenti var ietvert tehnisko pasi, kā arī cauruļu un bateriju aprakstu.
Šodien mūsu uzņēmums strādā ar bimetāla radiatoriem, kurus prezentē veiksmīgākās inovācijas apkures iekārtu tirgū. Tieši šie produkti tiek pamatoti uzskatīti par mūsdienu apkures sistēmu līderiem, kas daudzus gadus spēj nodrošināt optimālu mikroklimatu ar augstu efektivitāti. Bimetāla radiatoru galvenās prioritātes:
Lasi vēl: Iebūvētās trauku mazgājamās mašīnas Electrolux 45 cm: kuru labāk izvēlēties
Visi šāda veida radiatori tiek ražoti automatizētās kvalitātes kontroles apstākļos, tāpēc lietotājs savā rīcībā saņem uzticamus, pārbaudītus apkures moduļus.
Mēģināsim noskaidrot, ar ko viņi atšķiras viens no otra, kādi ir viņu plusi un mīnusi. Izmantojot šo informāciju, jūs varēsiet izvēlēties radiatoru, kas atbilst jūsu vajadzībām un ir piemērots lietošanai noteiktos apstākļos.
Plastmasas cauruļu metināšanas tehnoloģija

Polipropilēna cauruļu metināšanai tiek izmantots īpašs aparāts
Polipropilēns pakāpeniski aizstāj tēraudu, jo tam ir vairākas pozitīvas īpašības par salīdzinoši zemām izmaksām. Plastmasas cauruļvadi ir paredzēti augsta spiediena, vieglām, gludām iekšējām sienām un lieliskam izskatam. Bet cauruļvads efektīvi pildīs savas funkcijas, ja visas locītavas būs stipras un cieši pieguļošas. Jāpatur prātā, ka, izlaižot karstu ūdeni, kura temperatūra pārsniedz 110 grādus, polimērs kļūst mīksts un sāk palielināties. Tāpēc apkures ierīkošanai tiek izmantoti tikai ar stikla šķiedru vai alumīnija foliju pastiprināti izstrādājumi.
Lai savienotu saites, tiek izmantots īpašs lodāmurs. Ierīce ir abpusēja, vienā malā ir sprauslas ārējai, bet otrā - savienoto daļu iekšējai sildīšanai.
Lai tos savienotu, tiek izmantoti šādi piederumi:
- savienojumi;
- adapteri;
- stūri;
- tees;
- krusti;
- vītņoti atloki savienošanai ar apkures akumulatoru.
Lodējot polipropilēna sakarus, tiek izmantots difūzijas princips siltuma ietekmē. Blakus esošo saišu malas izkausē, viela sajaucas un veido monolītu savienojumu.
Metināšanas procesā savienojums pārvēršas par monolītu savienojumu
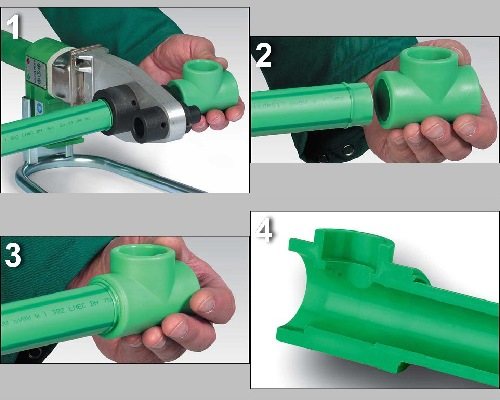
Polimēru detaļu metināšanas procesu veic pēc šādas metodes:
- Cauruļvadu shēmas sastādīšana apkures sistēmai.
- Noteikta garuma sagatavju zāģēšana. Tiek koriģēts cauruļu iegremdēšanas daudzums armatūras atverēs un pašu armatūras izmēri.
- Uzsildiet lodāmuru, līdz iedegas zaļais indikators. Tas ir pierādījums tam, ka montāža var sākties.
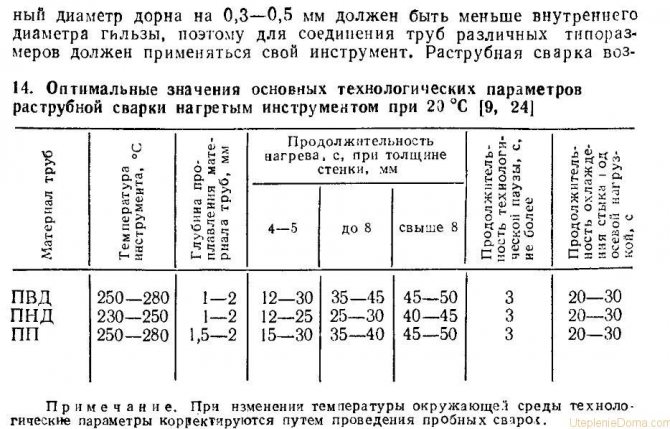
- Daļu piestiprināšana ierīcei uz attiecīgā diametra atzarojuma caurulēm. Tie ir jāuzsilda saskaņā ar tabulas norādēm, ar kuru komplektē aprīkojumu.
- Cauruļu un veidgabalu savienojums. Tas tiek darīts stingri vienā virzienā, līdz iekšējā daļa balstās pret armatūras bloķēšanas cilni. Jūs nevarat pagriezt produktus, pārvietot tos uz priekšu un atpakaļ. Savienojuma leņķa korekcija ir atļauta.
- Atdzesēšana. Savienojums ir jāuztur statiskā stāvoklī tik ilgi, cik noteikts ierīces instrukcijās. Tikai pēc tam montāža var turpināties.
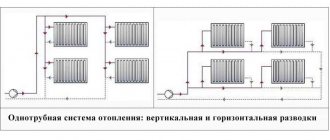
Atšķirībā no metāla caurulēm, polimēru caurulēm ir nepieciešams atbalsts vertikālām un horizontālām spolēm. Ik pēc 100-150 cm tie tiek piestiprināti pie sienām ar plastmasas starplikas skavām. Pēc montāžas polipropilēna sakariem nav nepieciešama papildu apdare un turpmāka apkope.


Kas nepieciešams metināšanai
Lai pabeigtu metināšanas procesu, jums būs nepieciešams īpašs aprīkojums un dažas prasmes:
- Metināšanai tiek izmantotas šādas konstrukcijas mašīnas:
- ar elektrodiem metāla cauruļu savienošanai;
- aparāts, kas atgādina lodāmuru plastmasas detaļu savienošanai.
- Prasības profesionālajām prasmēm:
- metāla cauruļu elektriskai metināšanai ir nepieciešama pieredze ar diezgan sarežģītām metināšanas iekārtām;
- pat neprofesionāls var kvalitatīvi veikt polipropilēna cauruļu savienošanas procesu, izmantojot elektrofūziju.
Metāla cauruļu metināšanas tehnoloģija

Vara caurulēm tiek izmantota gāzes metināšanas tehnoloģija
Lai savienojums būtu stiprs un saspringts, pirms uzstādīšanas ir jāsagatavo sistēmas daļas. Nepieciešams pārbaudīt malu vienmērīgumu, sagriezt un sasmalcināt metālu 10 mm attālumā no griezuma. Pēc tam notīrītās vietas jāapstrādā ar šķīdinātāju, lai tās attaukotu.
Lai metinātu caurules dažādiem mērķiem, tiek izmantoti elektrodi ar šādu pārklājuma sastāvu:
- rutilskābe (RA) - aukstā un karstā ūdens apgādes ierīkošanai publiskajā sektorā;
- rutils (RR) - apkures sistēmu montāžai, kas darbojas zem augsta spiediena;
- rutila celuloze (RC) - izmanto konstrukcijās, kurām nepieciešama augsta šuvju uzticamība;
- universāls (B) - visu veidu cauruļvadu montāžai dzīvojamā sektorā un ražošanā.

Aukstu metināšanu var izmantot, lai īslaicīgi savienotu caurules
Jūs varat pagatavot metāla caurules, izmantojot šādas tehnoloģijas:
- Elektriskā metināšana. To veic manuāli vai izmantojot mašīnu. Darbības princips ir balstīts uz elektroniskas loka izveidošanu, kas notiek īssavienojuma laikā. Šo procesu papildina liela daudzuma siltuma izdalīšanās, kā rezultātā metāls izkūst. Šuves izveidošanai izmanto patērējamus vai nederīgus elektrodus.
- Gāzes metināšana. Cauruļu savienojumi kūst degošas gāzes ietekmē vienlaikus ar metāla uzlikšanu, kas darbojas kā savienojums. Tiek veidots monolīts savienojums, kuram ir viendabīga struktūra ar blakus esošajām daļām.
- Aukstā metināšana. Šo metodi izmanto, uzstādot zema spiediena cauruļvadus vai remontējot tos grūti sasniedzamās vietās. Metodes būtība ir pārsēja, kas piesūcināta ar ātri nostiprinošu līmi, aptīšana ap sitienu.
Opcijas izvēle ir pareiza, ja tā atbilst sistēmas īpašībām un dzesēšanas šķidruma īpašībām.
PVC caurule
| PVC caurule 160х3,6х1 000m | Dators | 264,37 |
| PVC caurule 160х3,6х2 000m | Dators | 503,75 |
| PVC caurule 160х3,6х3 000m | Dators | 775,41 |
| PVC caurule 50х3,2х0,500m | Dators | 42,30 |
| PVC caurule 50х3,2х1,000m | Dators | 70,68 |
| PVC caurule 50х3,2х2 000m | wt | 131,85 |
| PVC caurule 110х2,7х1,000m | Dators | 104,87 |
| PVC caurule 110х2,7 000m | Dators | 195,12 |
| PVC caurule 110х2,7 000m | Dators | 298,25 |
Aprēķinot apkures izmaksas
Apkures sistēmas remonta izmaksas
Ūdensapgādes ierīkošanas izmaksas
Inženiertehniskās sistēmas: apkures ūdens apgāde:
- Metināšanas caurules Šāda sarežģīta savienojuma panākumi lielā mērā ir atkarīgi no pareizas cauruļu metināšanas metodes izvēles, kas tiek izvēlēta konkrētam metāla tipam. Parasti elektriskā loka metināšana tiek atzīta par labāko cauruļu savienošanas iespēju. Bet to var izdarīt tikai metinātājs, kuram ir vismaz minimālais ...
- Tērauda cauruļu metināšana Tērauda cauruļu metināšana joprojām ir vispopulārākā - gan ražošanā, gan ikdienas dzīvē. Šeit būtiska loma ir metinātāja kvalifikācijai. Attiecībā uz metināšanas iekārtām tiek izmantotas elektriskās metināšanas, gāzes metināšanas un pusautomātiskās ierīces. Pirms metināšanas uzsākšanas tiek veikta iepriekšēja rūpīga malu attīrīšana no piesārņojuma ...
- Vertikālo cauruļu metināšana Dažos gadījumos metināšana var būt ļoti sarežģīta. Tā, piemēram, ir grūti pagatavot caurules, kas atrodas vertikālā stāvoklī. Šādu metināšanu var pielīdzināt horizontālo cauruļu metināšanai, taču jums pastāvīgi jāmaina elektroda slīpuma leņķis attiecībā pret cauruli, pagriežot to pa perimetru ...
- Cinkotu cauruļu metināšana Īpašā cinkoto cauruļu metināšanas tehnoloģija ļauj tos savienot, nesabojājot cinka pārklājumu. Pievienošanās vietai tiek pielietota plūsma, kas nodrošina aizsardzību pret pārklājuma izdegšanu. Zem plūsmas slāņa cinks karstuma dēļ vispirms kļūst viskozs-šķidrs, pēc tam tas kūst, bet neizdeg un ...
- Formveida cauruļu metināšana Galvenā formas cauruļu metināšanas metode ir parastā savienojuma vieta. To veic, izmantojot loka vai gāzes metodi, taču tā vienkāršības un augstas kvalitātes šuves dēļ pirmais no tiem ir biežāk sastopams. Tomēr formas caurules elektriskai metināšanai nepieciešama vismaz neliela metinātāja pieredze. Daudz kas ir atkarīgs ...
- Gāzes cauruļu metināšana Lai iegūtu patiesu profesionalitāti, ir nepieciešams metināt gāzes caurules, kas ir diezgan bīstami. Jums jāstrādā ātri un efektīvi. Pirms savienojuma uzsākšanas tiek apstrādātas cauruļu malas: tās notīra no piesārņojuma. Ja caurule ir biezu sienu - vairāk nekā 4 mm, tad malas ir slīpas, lai atvieglotu metāla sakarsēšanu vietā ...
- Cauruļu metināšana ar manuālu loka metināšanu Profesionāļi, veicot cauruļu metināšanu ar manuālo loka metināšanu, iesaka izveidot trīskāršu šuvi - tas būs uzticamāks nekā viens. Metinātājam ir visērtāk strādāt ar grozāmo cauruli. Tā saukto rotējošo savienojumu metināšana notiek šādi: vispirms tiek savienota viena ceturtdaļa no caurules diametra, pēc tam caurule tiek pagriezta ...
- Automātiska cauruļu metināšana un sagatavošana metināšanai Mūsdienu metināšanas tehnoloģijas ir spērušas lielu priekšu. Viens no virzieniem ir automātiska cauruļu metināšana. Izmantojot automātisko metināšanu, kļuva iespējams novērst ievērojamu skaitu trūkumu, ko pieļauj manuālā loka metināšana (šuves neviendabīgums, zema veiktā darba uzticamība). Augstas kvalitātes manuāla loka metināšana ir iespējama tikai ...
- Vertikālo cauruļu metināšana Otro un trešo šuvi veic ar lēnām kustībām. Šuves sākums un beigas ir nobīdītas par 3 centimetriem. Pēdējā šuve ir taisna un beigās nonāk pie pašas caurules - uz tīru metālu. Ja vertikālās caurules tiek metinātas vairākos slāņos, tad ir nepieciešams ...
- Metinot fiksētu cauruli Metinot stingri nostiprinātu cauruli, tiek izmantota cita tehnika: pirmā šuve tiek novadīta no apakšas uz pusi no caurules diametra un pēc tam iet uz leju, atpakaļ uz sākumu, izmantojot otro šuve sākas arī no apakšas, bet ved no otras puses un pretējā virzienā. Citi ...
- Metināšanas process Apkures caurules jāmetina ar spraudēm. Šī ir muca locītavas tehnoloģija. Tie ir daļa no šuves. To ieviešanai tiek izmantoti tāda paša veida elektrodi, kas tiks izmantoti galvenajai metināšanai. Ja izstrādājumu diametrs ir līdz 30 cm, varat izgatavot četrus ...
- Komplektu un detaļu metināšana Pēc šī posma, pārliecinoties par savienojumu pareizu izlīdzināšanu, šuve tiek metināta. Pirms pirmās reizes izmantojiet elektrodus ar mazāku diametru, piemēram, 3 mm.Šajā gadījumā griezums tiek piepildīts ar metināšanas materiālu līdz 2/3 no griezuma augstuma. Kad process ir pabeigts, ir jānotīra metinātā virsma ...
- Cauruļvadu metināšana Cauruļvadu elektriskās loka metināšanas metodi bieži izmanto tehnoloģisko līniju uzstādīšanā vai ražošanā. Tos ražo līdzstrāvā vai maiņstrāvā. Ekonomisks un līdz ar to izdevīgāks ir metināšana ar maiņstrāvu, jo tiek patērēts mazāk enerģijas. Un aprīkojums ir vajadzīgs vairāk ...
- Manuālās loka metināšanas iezīmes To veic vairākās kārtās, pēc katras ir nepieciešams noņemt izdedžus. Katra nākamā šuve tiek veikta, pārklājot iepriekšējo. Šī metode ļauj sasniegt maksimālu hermētiskumu un samazina fistulu iespējamību. Mēs strādājam visu diennakti DESIGN PRESTIGE LLC +7 495 ...
- Sagatavošanās metināšanai Vispirms jāsāk sagatavot caurules. Metināmās virsmas ir jātīra un jāattauko. Tas ir vienīgais veids, kā izvairīties no šuvju defektiem. Produktiem jābūt ar atbilstošu malu atvēršanās leņķi; jāievēro perpendikulārums produkta ass gala virsmas plaknei. Apkures cauruļu sagatavošana lieliem ...
- Ūdens cauruļu un veidgabalu metināšana Saturs: [slēpt] Cauruļvadu metināšana: klasifikācija Cauruļu metināšanas process caurulēm cauruļu veidgabali, kas ir saprotams. Tas ir visuzticamākais stiprinājums, ...
- Metāla cauruļu aizsardzība pret koroziju Metāla cauruļu aizsardzība pret koroziju Veiksmīga metāla ūdens cauruļu aizsardzība no ... ...
- Apkures cauruļu metināšana Pakalpojumi ūdensapgādes apkures ierīkošanai DESIGN PRESTIGE LLC 8 (495) 744-67-74 Papildus ātram un kvalitatīvam apkures cauruļu remontam mēs nodrošinām arī profesionālu uzstādīšanu līdz atslēgām. Mūsu lapā par apkuri> resant.ru/otoplenie-doma.html
- Vara lodcauruļu metināšana Kopš tā laika lodēts varš ir palicis Krievijā. Maskavā ne katra organizācija nodarbojas ar santehnikas cauruļu ražošanu, izmantojot vara cietlodi, tas ir ļoti atbildīgs process un prasa kvalificētu darbaspēku. Profesionālim vara caurules lodēšana nebūs pārāk daudz pūļu, ...
- Metāla cauruļu mērķis katlu telpām Skurstenis ir sava veida vertikāli izvietota ierīce, kuras mērķis ir iegūtos sadegšanas produktus izvadīt atmosfērā. Caurulēm ir dažādas formas, tās atšķiras pēc dizaina īpašībām, bet kopumā tās veic gandrīz to pašu funkciju. Šāda plāna struktūru galvenais mērķis ...
Iepriekšējā ziņa Uzņēmuma YUSTECH rakšanas darbi.
Nākamais ieraksts Gatavošanās metināšanai
Metināto šuvju klasifikācija

Veicot nekvalitatīvu metināšanu, laika gaitā parādās šuvju defekti
Savienojumu var metināt dažādos veidos, pamatojoties uz konstrukcijas īpašībām un apstrādājamā metāla biezumu.
Pastāv šāda metināto šuvju klasifikācija:
- Pēc izskata tie ir plakani (normāli), novājināti (ieliekti) un pastiprināti (izliekti).
- Pēc garuma - ciets (nepārtraukts, slēgts), nepārtraukts (punkti, segmenti). Attiecībā uz garumu šuves ir sadalītas īsās (līdz 25 cm), vidējās (26-100 cm) un garās (vairāk nekā 101 cm).
- Izpildes laikā - horizontāli (uz vertikālām sekcijām), vertikāli (uz horizontālām sijām), griesti (kad savienojums ir izgatavots no apakšas), apakšā (elektrods šuves augšpusē).
- Pēc efektīvā spēka - sāns (gar asi), frontāls (pāri asij), slīps (pāri), kombinēts (tipu kombinācija).
- Pēc slāņu un caurbraukšanas reižu skaita - viena slāņa (viena pāreja) un daudzslāņu (vairākas pārejas).
Pareizi uzstādot apkures sistēmu, var veikt visas uzskaitītās šuves. Ja nepieciešams, metināšana tiek veikta arī cauruļu iekšpusē.
Gāzes metināšanas algoritms
Gāzes metināšanas darbi tiek veikti pēc šāda algoritma:
- pirmkārt, tērauda daļas tiek sagatavotas metināšanai, sagriežot šuvi;
- tad viņi veic metināšanas darbus, izvēloties piemērotāko metināšanas šuves veidu no trim esošajiem - griestiem, horizontāliem vai vertikāliem;
- pēc tam uzmanīgi pārbaudiet uzlikto un atdzesēto šuvi, lai identificētu vājās vietas, kuras vēlreiz jāuzvāra, lai novērstu mikroplaisu parādīšanos;
- metinājuma virsma tiek notīrīta.
Metināšanas detaļu savienošanai var izmantot metināšanu ar gāzi neatkarīgi no to lieluma un formas. Gāzes metināšanas procesā tiek izkausētas savienojamo detaļu malas, uz kurām tiek nogulsnēts īpašs pildvielas vads. Veiktspēja tiek sasniegta, izmantojot acetilēnu un skābekli, kā arī pārbaudītu lodmetālu.
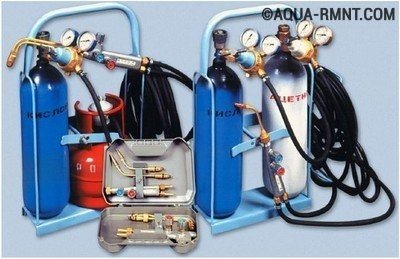
Iekārtu un palīgmateriālu komplekts gāzes metināšanai. Acetilēna un skābekļa balonu ir pietiekami, lai uzstādītu četras sildīšanas baterijas
Izkausētais metāls, atdziestot, rada spēcīgu un ļoti uzticamu savienojamo detaļu savienojumu. Visbiežāk, izmantojot gāzes metināšanu, tiek piestiprinātas tērauda caurules, kuru diametrs nepārsniedz 100 mm. Kompetenti veikta apkures bateriju nomaiņa ar gāzes metināšanu samazina nulles iespējamību, ka metināšanas vietās var rasties apkures sistēmas izrāviens, jo šuvis lodēšanas sapludināšanas dēļ ir daudz spēcīgāks nekā galveno cauruļu materiāls.
Tikai profesionāliem gāzes metinātājiem, kuriem ir šīs specialitātes izglītības sertifikāts, ir atļauts uzstādīt apkures baterijas, izmantojot gāzes metināšanu. Turklāt metinātājam jābūt derīgai ugunsdrošības atļaujai. Ieteicams, lai speciālistam būtu gāzmetināšanas pieredze (izcila, ja ir daudz gadu).
Gāzes metināšanas darbi tiek veikti kombinezonos, īpašās brillēs ar aizsargājošu vairogu, kas neļauj acīm noķert "zaķus", kā saka pieredzējuši metinātāji. Mēs nedrīkstam aizmirst par cimdiem, kas aizsargā roku ādu no negatīvo faktoru ietekmes.

Gāzes metinātāja obligātajā aprīkojumā ietilpst tādi aizsarglīdzekļi kā brilles, vizieris un darba cimdi. Visi šie priekšmeti ir paredzēti metināšanai ar gāzi.
Lūdzu, ņemiet vērā, ka šobrīd daudzdzīvokļu mājās ir aizliegts veikt gāzes metināšanu, nesaņemot pilnvaroto iestāžu atļauju. Šīs likumdošanas normas pārkāpējiem draud iespaidīgs naudas sods.
Gāzes metinātāja obligātajā aprīkojumā ietilpst tādi aizsarglīdzekļi kā brilles, vizieris un darba cimdi. Visi šie priekšmeti ir paredzēti metināšanai ar gāzi.
Metināto savienojumu pamatveidi
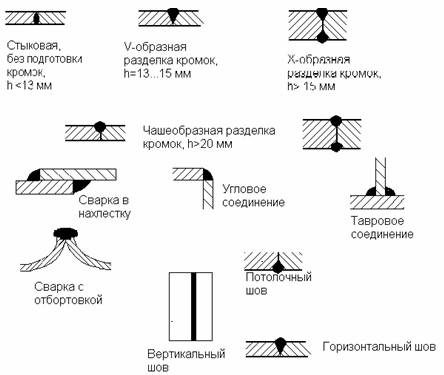
Metināto savienojumu veidi
Šuves ir sadalītas šādos veidos pēc to atrašanās vietas kosmosā:
- leņķiskais - daļas atrodas leņķī;
- T-veida - elementu gala un sānu savienojums;
- muca - caurules ir savienotas vienā plaknē;
- pārklājas - daļas ir uzliktas viena otrai;
- beigas - blakus esošās fragmentu sānu virsmas.
Darba gaitā kapteinis izvēlas sev ērtāko un piemērotāko detaļu metināšanas metodi.
Argona-loka metode
Ir nepieciešams metināt gāzes cauruļvadus, izmantojot TIG (Tungsten Insert Gas) tehnoloģiju, izmantojot ugunsizturīgus elektrodus, kuru pamatā ir volframs. Tas rada elektrisko loka, kuras ietekmē:
- dibena savienojuma malas ir izkusušas (strādājot pie plānsienu caurulēm un velmētiem izstrādājumiem no st. 10, st.20);
- kausējums veidojas, uzkarsējot pildvielas stiepli.
Metinot maģistrālos cauruļvadus, tiek izmantoti taisngrieži vai invertori.Visā darba virsmā izveidojas aizsarggāzes mākonis, argons tiek jonizēts pretējā polaritātē.
Darba iezīmes:
- sienas līdz 4 mm tiek vārītas no augšas uz leju, lai kausējums vienmērīgi piepildītu savienojumu;
- biezu sienu velmētus produktus vislabāk var pagatavot apakšējā stāvoklī vai no apakšas uz augšu;
- katra no iespiešanās vietām sākas citā vietā ar pārklāšanos līdz 30 mm;
- argons tiek piegādāts pirms loka aizdedzināšanas, padeve beidzas pēc savienojuma augšējās daļas sacietēšanas (minimālā ekspozīcija 20 sekundes);
- metināšanai ar augstu leģēto nerūsējošo sakausējumu es izmantoju FP 8-2 plūsmu, caurules iekšpusē tiek piegādāta aizsarggāze, lai aizsargātu šuves iekšējo virsmu;
- starplikas gredzeni velmētiem izstrādājumiem, kuru siena pārsniedz 10 mm, netiek izmantoti.
Darba strāvas stiprums ir atkarīgs no sakausējuma ķīmiskā sastāva, velmētā produkta biezuma. Iespējamās vērtības ir no 150 līdz 500 A. Saskaņā ar strāvas stiprumu tiek izvēlēts elektroda diametrs.