Fluks pematerian untuk paip tembaga

Hanya sedikit orang yang tahu apa maksud fluks pematerian. Fluks adalah bahan yang terdiri daripada unsur kimia yang membantu pateri mengisi ruang sendi dengan lebih baik. Selain itu, salah satu fungsi fluks adalah membuang kotoran dan produk dari proses pengoksidaan, seperti asid borik dan hidroklorik. Selain dari segalanya, ia membentuk lapisan pelindung dari oksigen udara... Dengan mengambil kira ciri-ciri ini, perlu memilih jenis produk logam yang perlu disambungkan dengan betul dan bahan yang akan mengisi jurang penyambungan, serta memastikan indikator pemanas suhu terkendali.
Jenis-jenis fluks
- Pembantu kimia jenis pertama merangkumi bahan yang berfungsi dengan baik untuk mencegah kakisan. Bahan penghubung ini terdiri terutamanya daripada bahan yang melarutkan cecair dan unsur seperti fosforus. Sebagai hasil kerja sama mereka, zat penghubung yang tidak terpisahkan terbentuk. Semasa menggunakan jenis ini, keperluan untuk menggunakan bahan yang dirancang untuk membersihkannya setelah proses pematerian hilang. Ia sangat menguntungkan dan sama sekali tidak menyusahkan.
- Jenis fluks kedua adalah bahan yang terdiri daripada asid salisilik, yang sangat larut dalam pelarut organik. Sebagai tambahan kepada komponen bahan penghubung ini, jeli petroleum, alkohol dan derivatif emas juga dapat dijadikan asas. Sekiranya anda menggunakan jenis fluks ini, anda dapat memperoleh hasil yang sangat baik dalam hubungannya dengan jahitan, selain kebersihan, mereka akan memperoleh penampilan yang lebih kemas.
- Jenis penyambung lembut ketiga ialah rosin dan asid borik natrium. Garam natrium mula mencair pada suhu antara 70 darjah Celsius. Perlu memberi perhatian khusus kepada fakta bahawa bahan ini dan produk pencairannya sama sekali tidak berbahaya bagi kehidupan dan kesihatan manusia. Anda boleh membuat bahan penghubung sendiri dengan mencampurkan semua komponen menjadi satu keseluruhan.
Pematerian tembaga busur tenggelam
Apakah perbezaan antara pematerian fluks?
Mula-mula anda perlu memahami perbezaannya dari pematerian arka konvensional. Oleh itu, berbanding dengan pengelasan tangan, proses pematerian fluks menjadi lebih cekap. Tahap recoil meningkat sekitar 4-5 kali... Dan ini dapat difahami, kerana arus elektrik melewati wayar elektrod hanya di pintu keluarnya. Oleh itu, penggunaan fluks dalam proses kimpalan tembaga memungkinkan untuk menggunakan arus dengan kepadatan yang meningkat. Anda juga tidak perlu risau tentang fakta bahawa elektrod akan terdedah kepada pendedahan yang berpanjangan kepada suhu tinggi, yang akan menyebabkan terlepasnya bahan pelapis.

Bahan pemateri untuk paip tembaga
Di samping itu, dalam proses penerapan arus tinggi, kedalaman lebur produk logam meningkat hingga cukup tinggi. Walaupun demikian, proses pematerian dapat dilakukan tanpa memotong tepi yang menebal. Penting untuk memberi penghargaan kerana memberikan perlindungan yang tinggi terhadap logam dalam keadaan lebur daripada bersentuhan dengan arus udara, jahitan logam dan sambungan berkualiti tinggi.
Paip tembaga pematerian dengan tangan anda sendiri
Jumlah minimum kemasukan asing dicapai dengan ketiadaan liang pada jahitan logam. Terdapat penjelasan untuk ini, kadar pembentukan kristal logam meningkat, kerana formasi sanga terdapat pada lapisan jahitan penyambung.
Kelemahan menggunakan penyambung lembut ialah logam lebur menjadi sekerap dan cair mungkin.
Sebelum membeli fluks untuk produk tembaga, perhatikan ciri khasnya. Pertama sekali, untuk mengelakkan pembentukan filem oksida, perlu dilakukan beberapa langkah:
- Sentiasa terus mengawal had penunjuk suhu penyambung lembut dan pateri, perlu memastikan ia sama. Semasa memilih fluks, fokus pada prestasinya, bergantung pada jenis pateri.
- Sekiranya penanda suhu yang kebetulan dicapai, menjadi mungkin untuk menggunakannya sebagai alat untuk mengukur perubahan suhu semasa proses pematerian. Oleh itu, pemanasan unsur-unsur semasa pematerian adalah mustahil.
Hari ini, terdapat fluks kering, pasty dan cecair yang dijual. Dalam kebanyakan kes, penyambung dalam keadaan cecair mendapati penggunaannya dalam proses pematerian cecair. Fluks kering tidak selesa digunakan. Fluks lazat untuk produk tembaga cukup mudah, kerana tidak memerlukan kelewatan dalam penggunaannya. Perhatian khusus harus diberikan kepada kualiti fluks untuk mendapatkan hasil kerja yang berkualiti tinggi.

Kualiti dapat ditentukan oleh ciri-ciri berikut:
- permukaan selepas pematerian ditutup sepenuhnya dengannya;
- mempunyai asas likat dan ketumpatan tinggi, yang memastikan ketersediaan pateri ke tempat tujuan;
- melindungi dari pembentukan filem, membersihkannya secara kualitatif daripadanya;
- mempunyai komposisi bahan kimia yang homogen;
- dengan pertolongannya, semua jahitan dapat dilihat semasa proses pematerian;
- menggunakannya, kemungkinan bekerja dalam kedudukan tegak hilang;
- kotoran yang boleh ditanggalkan dengan baik.
Untuk mencapai produk berkualiti tinggi, perlu menyingkirkannya selepas proses pematerian dengan bantuan pelarut yang dimaksudkan untuk ini.
Varieti sambungan
Pematerian bahagian suhu rendah
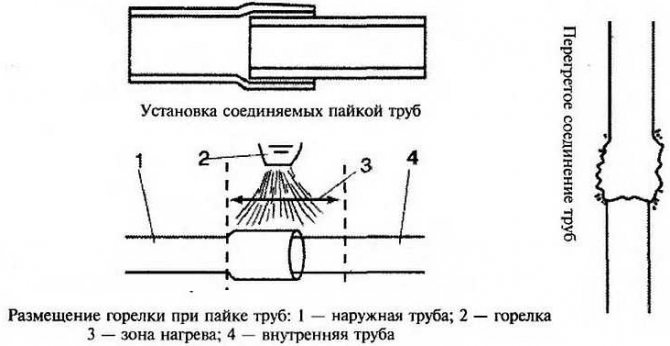
Teknologi paip tembaga mematri ini digunakan untuk pemasangan rangkaian utiliti untuk pemanasan, bekalan air dan sistem lain yang serupa, di mana suhu cecair yang diangkut tidak melebihi + 130 darjah Celsius. Dalam kes ini, api dari pembakar gas memanaskan produk tidak lebih tinggi dari + 450 darjah Celsius, dan ukuran bahagiannya adalah 6-108 mm (lihat juga artikel "Kelengkapan untuk paip polipropilena: jenis dan keterangan teknikalnya") .
Pelbagai logam lembut digunakan sebagai pateri dalam pematerian suhu rendah: plumbum, timah, dan sebagainya. Dari sinilah kaedah ini disebut "solder lembut". Lebar sendi, bergantung pada ukuran kelengkapan, boleh menjadi 7-50 mm.
Sambungan yang dimaksudkan sangat biasa semasa memasang pelbagai sistem paip.
Ini disebabkan oleh faktor berikut:
- dengan pematerian suhu rendah, tembaga tidak dapat disekat (yang mempengaruhi kekuatan saluran paip);
- proses menjalankan kerja kurang sukar dan lebih selamat;
- hanya terpakai untuk pembuatan sistem pengangkutan air;
- tidak boleh digunakan untuk menyambungkan saluran paip gas.
Memateri suhu rendah menggunakan timah atau plumbum sebagai pateri
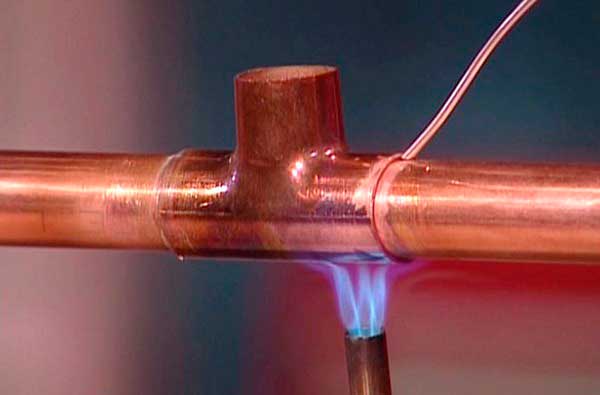
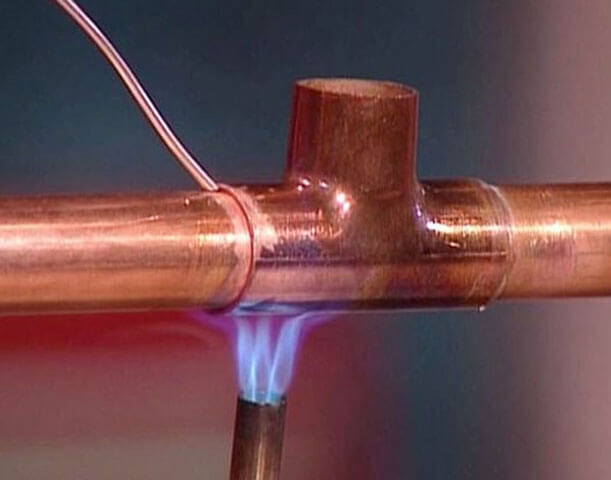
Pematerian bahagian suhu tinggi
Dalam kes ini, pematerian paip tembaga dilakukan pada suhu nyalaan melebihi + 450 darjah Celsius.
Dalam kes ini, solder digunakan berdasarkan logam berikut:
- tembaga;
- perak;
- aloi lain lebih keras daripada timah.
Penggunaan teknologi ini memungkinkan untuk memperoleh sambungan tetap dengan kekuatan yang meningkat dan menahan suhu medium yang lebih tinggi.
Nama lain untuk sambungan itu adalah "brazing keras".

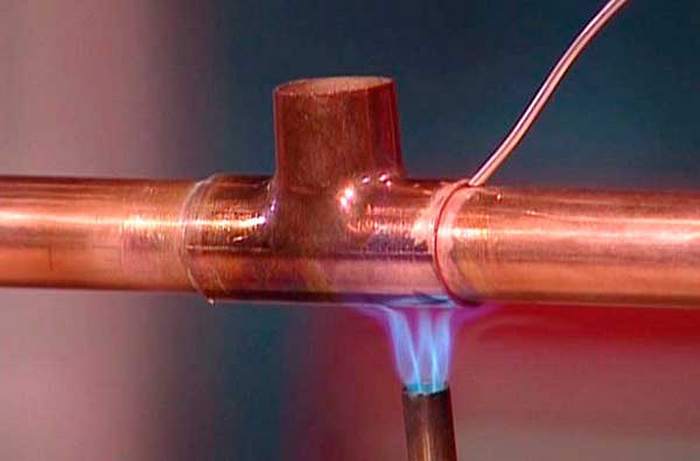
Foto menunjukkan proses mematri suhu tinggi
Paip tembaga brazing digunakan dalam kes berikut:
- sambungan bahagian yang lebih besar daripada 28 mm;
- sambungan bahagian yang bertujuan untuk mengangkut cecair, yang suhunya melebihi 130 darjah Celsius;
- pembuatan sistem pemanasan (kaedah sambungan ini membolehkan anda melepaskan diri dari rangkaian kejuruteraan yang ada tanpa merosakkan ciri teknikal yang terakhir).
- penggunaan pematerian pepejal disediakan dengan arahan untuk pemasangan sistem saluran paip gas.
Nota! Semasa pematerian suhu tinggi, tembaga dianalisis, akibatnya paip kehilangan kekuatannya. Untuk mengurangkan fenomena ini, sendi perlu menyejukkan secara semula jadi, dan pemanasan semasa pematerian serendah mungkin.
Penyambungan bahagian sejuk
Terdapat juga sambungan paip tembaga tanpa solder. Untuk ini, gandingan kelim khas digunakan, reka bentuknya serupa dengan produk serupa yang digunakan ketika bekerja dengan bahagian polimer.
Secara luaran, sendi sejuk serupa dengan pemasangan pematerian. Walau bagaimanapun, bekas juga dilengkapi dengan penutup getah yang diperbuat daripada polimer khas.
Selain itu, terdapat juga sambungan saluran paip tembaga yang terlepas. Untuk ini, collet fitting digunakan.
Mereka dibahagikan kepada dua jenis:
- kerana bergabung dengan bahagian keras dan sederhana-keras;
- kerana menyertai produk lembut dan separa keras.

Kelengkapan mampatan boleh digunakan untuk sambungan sejuk.
Tampal untuk pematerian lembut paip tembaga di Moscow
"Perunding Dalam Talian" boleh didapati di laman web penjual. Untuk pergi ke laman web, klik "Ke kedai"
Pesanan satu klik boleh didapati di laman web penjual. Untuk pergi ke laman web, klik "Ke kedai"
"Perunding Dalam Talian" boleh didapati di laman web penjual. Untuk pergi ke laman web, klik "Ke kedai"
Pesanan satu klik boleh didapati di laman web penjual. Untuk pergi ke laman web, klik "Ke kedai"
Nombor percuma 8-800 boleh didapati di laman web penjual. Untuk pergi ke laman web, klik "Ke kedai"
"Perunding Dalam Talian" boleh didapati di laman web penjual. Untuk pergi ke laman web, klik "Ke kedai"
Apa jenis solder untuk paip tembaga yang lebih baik untuk digunakan, jenis dan ciri bahan
Produk tiub tembaga digunakan dalam pelbagai industri. Gas, produk minyak, air dan media lain diangkut melalui saluran paip yang dibuat daripadanya. Untuk pemasangan garisan, solder digunakan untuk mengimpal paip tembaga.

Keadaan di mana saluran paip sedemikian dikendalikan boleh berbeza - ia mempengaruhi pilihan jenis pateri untuk menghubungkan elemen struktur.
Apa itu pematerian dan pematerian?
Solder adalah aloi atau logam yang digunakan untuk bergabung dengan bahagian logam individu untuk melengkapkan satu sistem. Teknologi menggabungkan dua bahagian ke dalam struktur satu bahagian biasanya disebut pematerian.
Oleh kerana penjual digunakan di banyak industri, mereka dihasilkan dalam pelbagai bentuk - ini boleh menjadi wayar, batang, kerajang, dll. Komposisi kimia pateri untuk memateri paip tembaga secara langsung bergantung pada suhu lebur, pada jenis elemen yang digunakan, pada parameter dan nuansa lain.

Asas pateri adalah unsur kimia berikut:
Untuk pateri, suhu lebur harus lebih rendah daripada logam dari mana bahagian-bahagiannya dibuat, yang sedikit dipanaskan semasa proses pematerian dan tidak boleh cacat. Pematerian dianggap kaedah penyambungan yang lebih menguntungkan berbanding dengan pengelasan.

Pemegang sesuai dengan titik lebur terdiri daripada beberapa jenis:
- Fusible - dari 150 hingga 450 darjah.
- Pencairan sederhana - tidak lebih tinggi daripada 1100 darjah.
- Titik lebur tinggi - hingga 1850 darjah.
Penjual jenis pertama digunakan untuk pematerian lembut, dan yang kedua dan ketiga untuk pematerian keras.
Apa yang anda perlukan untuk memateri paip tembaga? Semasa menyertai produk, selain solder, diperlukan fluks. Ia perlu untuk melindungi permukaan yang terikat dari pengoksidaan.Untuk menjadikan sambungannya kuat, anda mesti memilih solder dan fluks yang betul. Tujuan menggunakan penjual adalah untuk mendapatkan jahitan yang boleh dipercayai. Selalunya mustahil dilakukan tanpa menyambungkan paip untuk tujuan yang berbeza, termasuk produk tembaga.
Apa yang anda perlukan untuk memateri tembaga
Tidak ada peralatan pematerian tembaga yang mahal atau barang khas yang diperlukan, semuanya sangat mudah.
Untuk menyolder paip tembaga untuk kegunaan rumah, anda memerlukan perkara berikut:
- Elemen pemanasan dalam bentuk pembakar gas untuk memanaskan dan mencairkan pateri. Gas propana yang paling biasa digunakan adalah tekanan terkawal. Anda boleh menggunakan solder yang lebih kuat atau pengering rambut dengan kekuatan yang baik.
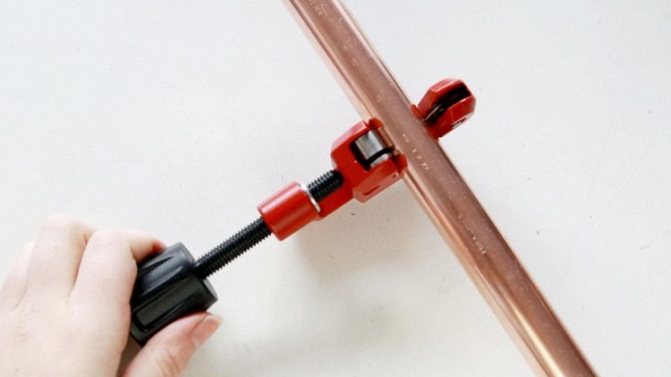
- Pemotong khas untuk produk tembaga. Tembaga adalah logam yang sangat lembut, jadi anda perlu memotongnya dengan lembut kerana risiko menghancurkan dinding. Pemotong seperti itu disebut pemotong paip, mereka mempunyai pelbagai jenis - untuk setiap selera. Terdapat pelbagai model di pasaran, termasuk alat untuk memotong di tempat yang paling tidak dapat diakses.
- Kelengkapan pateri sekiranya selekoh tiub tanpa pengikat diharapkan.
- Pengembang paip juga merupakan alat khas untuk memperbesar diameter paip tembaga sebelum memanaskan, jika perlu. Kemungkinan ini sangat penting apabila produk dengan dimensi yang sedikit berbeza saiznya bergabung.
- Apa yang disebut "bevelling device" adalah peranti di mana namanya bercakap untuk dirinya sendiri. Ini mengenai chamfering dari hujung hujung tiub. Faktanya ialah setelah memotong, burr logam dapat terbentuk di hujungnya. Mereka sama sekali tidak berbahaya, tetapi sebaliknya, mereka tidak akan membiarkan pembentukan sendi pantat yang kuat dan cantik. Beveller terdiri daripada dua jenis: berbentuk pensil atau berbentuk bulat. Bulat lebih disukai dan lebih senang digunakan: mereka boleh digunakan untuk menghilangkan burr dari produk tembaga lembut dengan diameter hingga 36 mm.
- Berus dan berus dengan bulu keluli untuk menyediakan bahagian tembaga: membuang kotoran dan filem oksida.
- Bahan habis untuk pateri itu sendiri. Pemegang untuk paip tembaga yang memateri boleh terdiri daripada dua jenis wayar: wayar tembaga dengan takat lebur yang tinggi, yang mengandungi sebahagian kecil fosfor 6%. Pilihan kedua ialah dawai timah, yang leburnya jauh lebih rendah - kira-kira 350 ° C.
- Pasta dan campuran fluks khas untuk melindungi logam daripada pembentukan kecacatan dalam bentuk gelembung udara dan lekatan yang lebih baik antara tembaga bahagian dan pateri.

Perkara tambahan untuk alat asas untuk memateri paip tembaga adalah alat yang tidak khusus:
- pita pengukur atau pita pengukur;
- tahap bangunan;
- penanda dan berus;
- tukul.
Sebelum memulakan pematerian paip, perlu menyelesaikan persoalan teknologi asas: jenis pateri apa yang akan disolder? Pateri keras wayar tembaga, yang lebih biasa digunakan dalam penghawa dingin dan peti sejuk?
Atau gunakan wayar timah yang berfungsi dengan baik dengan paip pemanasan atau paip?
Paip kuprum tembaga
Kerana tembaga lemah mudah terkena proses menghakis, mudah disolder. Timah, perak, aloi dan logam lain adalah yang terbaik bersentuhan dengannya semasa proses pemasangan.
Pematerian kapilari digunakan untuk menghubungkan produk tembaga. Ini didasarkan pada kemampuan cairan, karena lekatan, untuk bergerak di sepanjang saluran sempit, termasuk melawan arah graviti. Oleh kerana fenomena kapilari, solder dapat mengisi jurang secara seragam, tanpa mengira bagaimana paip diletakkan.
Dalam kes ini, proses pematerian boleh berlaku menggunakan aloi ringan, sederhana dan tinggi lebur. Oleh kerana jenis pertama, pematerian suhu rendah dilakukan, dan dua yang lain - suhu tinggi.Pemilihan pateri berdasarkan keadaan di mana saluran paip siap akan digunakan.
Jenis lebur rendah, juga disebut solder lembut untuk paip tembaga mematri, termasuk timah dan aloi: timah-tembaga, timah-perak, timah-tembaga-perak. Solders, komponen utamanya adalah timbal, termasuk dalam jenis yang sama, tetapi beracun dan oleh sebab itu mereka tidak boleh digunakan ketika memasang saluran paip untuk membekalkan air minum.
Teknologi pematerian untuk paip tembaga
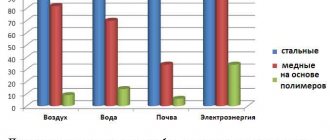
Paip tembaga digunakan untuk pemasangan pelbagai komunikasi: paip air, sistem pemanasan dan paip gas. Mereka mempunyai beberapa kelebihan, seperti:
- tahan terhadap kesan kakisan yang merosakkan;
- permukaan paip tembaga agak licin;
- tahan terhadap sinaran ultraviolet;
- mempunyai pekali kekonduksian terma yang tinggi;
- mampu menahan suhu tinggi;
- mempunyai kekuatan yang baik;
- hayat operasi saluran paip tembaga mencapai 50 tahun.
Nota! Kelemahan utama saluran paip seperti ini adalah kosnya yang agak tinggi, namun bahan tembaga tetap popular kerana sangat dipercayai dan tahan lama.
Pematerian digunakan untuk menghubungkan unsur-unsur individu struktur tembaga. Varietasnya adalah seperti berikut:
- pematerian suhu tinggi;
- pematerian suhu rendah.
Pilihan mematri suhu tinggi digunakan untuk mendapatkan sambungan dengan kekuatan yang meningkat. Memateri suhu rendah digunakan dalam semua kes lain.
Cara memilih solder
Walaupun penjual lembut dianggap tidak cukup kuat, ketika menggunakan pengelasan kapilari, struktur sanitasi berkualiti tinggi dapat diperoleh. Penjual lebur rendah digunakan untuk bergabung dengan produk paip tembaga dengan diameter 6-180 milimeter. Mereka lebih disukai kerana bekerja pada suhu rendah. Faktanya ialah tembaga pada suhu tinggi mampu kehilangan kekuatan.
Semua penjual yang tergolong dalam jenis lebur sederhana dan tinggi adalah jenis pepejal. Untuk pematerian suhu tinggi produk tembaga, penjual berdasarkan tembaga, perak dan logam lain digunakan. Berkat penggunaannya, jahitan diperoleh yang tahan lama dan tahan terhadap tekanan tinggi dan suhu tinggi.

Antaranya, permintaan paling banyak:
- tembaga-fosforus;
- tembaga-perak-fosforus;
- perak.
Dalam kes terakhir, bukan sahaja pateri diperlukan, tetapi juga pasta fluks untuk paip tembaga yang mematri.
Intipati proses
Saluran paip, yang dibuat dengan cara ini, kerana penggunaan paip tembaga semasa pemasangannya, dibezakan oleh kebolehpercayaan yang tinggi dan ketahanan yang luar biasa. Sudah tentu, sistem sedemikian mempunyai kos yang cukup tinggi, tetapi sepenuhnya dibenarkan oleh ciri unik yang dimilikinya. Yang penting, paip tembaga boleh digunakan baik dalam sistem paip dan pemanasan. Dan sebenarnya, dan dalam kes lain, mereka menunjukkan kebolehpercayaan dan ketahanan tertinggi.
Kaedah paling mudah dan boleh dipercayai untuk memasang sistem tersebut adalah dengan mematangkan paip tembaga. Teknologi sambungan ini telah lama digunakan, dipelajari dengan baik dan tidak menimbulkan masalah tertentu dalam pelaksanaan praktikal. Inti kaedah ini adalah bahawa sendi antara bahagian yang akan disambungkan dipenuhi dengan sebatian khas yang disebut solder. Agar pateri untuk paip tembaga mematri masuk dan mengisi sendi antara bahagian-bahagian, ia dileburkan di bawah pengaruh suhu tinggi. Setelah pemanasan pateri berhenti, dan ia telah memenuhi sepenuhnya jahitan masa depan, ia menjadi kukuh, membentuk sambungan yang boleh dipercayai, dimeteraikan dan tahan lama.
Tembaga pemateri juga sesuai kerana, jika perlu, unsur-unsur saluran paip yang tersambung selalu dapat diputuskan dengan mudah.Untuk melakukan ini, cukup untuk memanaskan sendi agar pateri lembut dan lentur.

Proses pematerian paip tembaga
Kebaikan dan keburukan dari pelbagai jenis penjual
Kelebihan penting yang dimiliki aloi tembaga adalah berkaitan langsung dengan kekuatan jahitan yang dihasilkan dan ketahanannya terhadap suhu tinggi. Dengan menggunakan pematerian suhu tinggi, paip tembaga dengan diameter 6 hingga 159 milimeter bergabung. Semasa meletakkan saluran bekalan air, keratan rentas produk paip yang disambungkan oleh pematerian jenis ini tidak boleh kurang dari 28 milimeter.

Seperti yang ditunjukkan oleh amalan, dari penjual lembut untuk bergabung dengan paip tembaga, tembaga timah adalah yang paling popular, dan di antara penjual keras, tembaga-fosforus sering digunakan. Syarikat yang berbeza mempunyai teknologi pembuatan dan peratusan komponen yang berbeza.
Sebelum anda mula membuat saluran paip tembaga, anda harus memastikan bahawa tidak ada kerosakan di permukaan, yang sering dijumpai semasa memotong paip. Kebolehpercayaan jahitan sangat bergantung pada kebersihan produk yang digunakan dalam proses kerja. Untuk produk dengan diameter 6-108 milimeter, lebar sendi boleh menjadi 7-50 milimeter.
Dapur gas

Untuk menyolder paip air tembaga dengan betul, anda perlu menyediakan jenis pembakar yang sesuai. Mereka dibahagikan kepada beberapa jenis:
- Peranti dengan silinder boleh guna untuk kegunaan isi rumah;
- Pembakar dengan silinder pegun yang dipasang;
- Obor Oxyacetylene sesuai untuk memateri paip tembaga. Dialah yang perlu dijumpai untuk melaksanakan kerja.
Sebaliknya, obor untuk mencairkan pateri dan tembaga pemateri mungkin berbeza dari segi kekuatan. Anda perlu memilih bergantung pada jenis solder yang akan anda gunakan (lembut atau keras).
- Untuk pematerian lembut, anda boleh mengambil obor separa profesional berkuasa rendah dengan pistol udara panas. Alat sedemikian mengembangkan suhu hingga 650 darjah sambil menyalakan api. Ciri khas dari peranti tersebut adalah bahawa di sini adalah mungkin untuk mengatur suhu bekalan api, dan pada masa yang sama ia tetap stabil.
- Memateri paip tembaga sistem bekalan air hanya dapat dilakukan dengan pembakar profesional.
Fluks pematerian tembaga
Tembaga diiktiraf sebagai produk logam yang paling dipercayai dan digunakan di banyak industri. Pada masa yang sama, terdapat kelemahan yang nyata terhadap pengoperasian tembaga, walaupun terdapat ciri mekanikal dan teknikal yang tinggi dan fluks untuk tembaga mematri akan membantu menghilangkan masalah kerosakan sistem paip tembaga yang sama. Tugas utama menggunakan pasta untuk memateri tembaga adalah pembentukan filem pelindung terhadap pengaruh persekitaran, khususnya oksigen.

Ciri-ciri tembaga pematerian dengan fluks
Di banyak negara Eropah Barat, paip tembaga telah lama digunakan sebagai komponen utama sistem bekalan air dan pemanasan. Kerosakan paip tembaga adalah perkara kecil yang tidak menyenangkan, tetapi fluks untuk memateri wayar tembaga akan membantu menghilangkan punca kerosakan tersebut. Mari cuba cari jenis fluks yang terdapat dalam praktik:
- Kategori pertama dan utama kumpulan tembaga pematerian tembaga merangkumi komponen yang dapat mengatasi manifestasi kakisan dengan sempurna. Kumpulan ini merangkumi semua komponen yang larut dalam cecair, dan juga fosforus. Akibatnya, keseluruhan bahan terbentuk, yang akhirnya memberikan pengecualian kepada peraturan untuk membersihkan permukaan produk setelah proses pematerian. Dalam kebanyakan kes, fluks pematerian tembaga ini adalah pilihan yang lebih murah dan paling menjimatkan.
- Kumpulan kedua komponen fluks untuk paip tembaga mematri disajikan sebagai bahan di mana asid salisilat digunakan dalam komposisi, yang dilarutkan dalam sebatian organik.Di samping itu, kumpulan ini merangkumi bahan dan bahan yang merupakan komponen atau turunan petroleum jelly, alkohol dan juga bahan emas. Dengan menggunakan fluks jenis ini untuk memateri tembaga dengan tangan kita sendiri, kita dapat mencapai petunjuk ideal mengenai keadaan jahitan, serta kebersihan dan penampilan permukaan yang dirawat dengan kemas.
- Kumpulan ketiga dan mungkin paling popular mengandungi rosin atau sodium boric acid. Komponen kimia terakhir mula mengalami lebur, bermula dari suhu +70 C. Dalam kes ini, kedua-dua rosin dan asid borik tidak menimbulkan ancaman khusus terhadap kehidupan dan kesihatan manusia.
P.S
Beberapa petua bagi mereka yang memutuskan untuk menggunakan fluks ketika mengimpal (tembaga) paip tembaga:
- Beli beberapa formulasi dari pelbagai jenis dan bentuk dan cubalah untuk menentukan mana yang paling sesuai untuk aktiviti anda.
- Jangan dapatkan harga yang rendah dan pilih produk dari pengeluar yang anda percayai.
- Anda boleh meminta nasihat daripada tuan yang berpengalaman (misalnya, dalam komen di bawah catatan ini).
Kami mengucapkan semoga berjaya dalam memilih dan menggunakan fluks untuk memateri paip tembaga!
Seperti apa fluks pematerian paip tembaga?
Seperti yang anda lihat di atas, untuk memilih fluks untuk tembaga pemateri, perlu mengkaji secara terperinci spesifikasi setiap komponen, dan pada masa yang sama, perlu memerhatikan beberapa langkah berjaga-jaga dan peraturan umum penggunaan :
- Flux pasta untuk pematerian tembaga mesti memastikan keseragaman luas permukaan produk yang diproses.
- Indeks kelikatan mana-mana komponen fluks harus jauh lebih rendah daripada pateri, iaitu penyediaannya harus mencair lebih awal daripada pateri dan memastikan pengisian seragam seluruh ruang benda kerja. Penggantian lengkap adalah kriteria utama penunjuk interaksi fluks dan pateri.
- Filem oksida mesti larut sepenuhnya dan melindungi logam daripada proses pengoksidaan sekunder.
- Jahitan yang diproses dengan solder pasta untuk tembaga mesti mempunyai penampilan yang rapi dan tidak menimbulkan kesulitan untuk operasi selanjutnya.
- Kestabilan kimia bahan. Semasa proses pemanasan, fluks tidak boleh terurai dengan cara apa pun.
- Pada akhir kerja teknologi, sisa enapcemar mesti dikeluarkan.
- Ia dibenarkan menggunakan pes untuk memateri paip tembaga pada kedudukan menegak.
Pilihan aliran untuk bahan tembaga
Industri hari ini menghasilkan beberapa pilihan untuk fluks yang digunakan untuk operasi industri tertentu. Sebagai peraturan, ini adalah 3 kumpulan utama:
- Kategori cecair. Ia digunakan dalam tabung khas, mereka bersama dengan penjual lembut.
- Kategori serbuk. Mereka disimpan dalam bekas khas, digunakan bersama dengan penjual kumpulan sederhana dan bertetulang.
- Gumboil dalam bentuk bahan pasty. Ini adalah versi siap pakai fluks yang digunakan sebagai solder dan sebagai kaedah memproses dan menggunakan solder ke permukaan.

Seterusnya, kami mengambil kira tujuan komponen untuk kategori kerja pengeluaran tertentu, khususnya:
- Penyediaan dengan sifat anti karat. Komponen ubat termasuk pelarut, serta komposisi fosforus. Semasa prosedur pemanasan, sejenis sambungan berlaku, di mana komponen organik terbentuk. Pada akhir kerja teknologi, perlu membuang enapcemar tanpa menggunakan teknologi khas, dengan cara biasa.
- Dadah dengan ciri frekuensi tinggi. Sebagai komponen, emas atau bahan lain dari golongan mulia digunakan - etanol, petrolatum, dan asid salisilik. Hasilnya, jahitan yang halus dan sempurna terbentuk, yang tidak memerlukan pemprosesan tambahan.
- Fluks kumpulan diaktifkan. Kategori ini merangkumi zat kumpulan paling popular - boraks, dan juga rosin.Borax sudah pada suhu +70 C mula mencair, tanpa mengeluarkan rembesan berbahaya.
Bagi kumpulan yang terakhir, ia membuat keperluan sederhana, khususnya, disarankan untuk membuat persiapan secara langsung di lokasi operasi teknologi. Oleh itu, rosin mesti dicampurkan sebahagiannya dengan asid salisilat atau anhidrida (penggunaan diethylamide dan aniline dibenarkan).
Proses pematerian yang perlu anda ketahui
Dalam proses pematerian, anda perlu ingat perkara berikut.
Arus yang dibekalkan akan bergerak hanya pada waktu berlepas, ini akan memungkinkan sekurang-kurangnya 5 kali untuk meningkatkan produktiviti tenaga kerja berbanding dengan kimpalan busur manual.
Penggunaan arus kimpalan dalam kes ini, yang mempunyai ketumpatan tinggi, tidak akan menyebabkan pengelupasan lapisan yang disebut, dan, akibatnya, pemanasan elektrod kerja yang terlalu panas pada proses akhir berlepas. Sekiranya kita menggunakan benda kerja logam tebal, maka tidak perlu melaksanakan bahagian tepi yang ada, kerana penembusan akan dilakukan sepenuhnya hingga kedalaman.
Untuk paip tembaga, syarat berikut mesti dipatuhi semasa proses mematri:
- Adalah wajar bahawa fluks pada asalnya merupakan turunan pateri. Dalam kes ini, kemungkinan untuk mencapai keseragaman maksimum peleburan semua komponen fluks dan pateri. Faktor ini membolehkan pakar mengawal sepenuhnya proses kerja pemanasan, dan dengan itu mengatur kitaran pengeluaran kimpalan.
- Sekiranya anda menggunakan solder dan fluks yang sepadan dari segi suhu lebur, maka parameter terakhir digunakan untuk mengawal suhu proses pematerian. Di sini kita akan dapat meminimumkan kehilangan proses mematri, serta kemungkinan kerosakan pada benda kerja dan komponen lain.
Pilihan yang paling optimum, walaupun mahal, adalah penggunaan pasta fluks, yang sekaligus propoyem dan bahan untuk memproses pematerian awal permukaan produk.
Terdapat satu perkara yang lebih penting, pembentukan sanga, yang menyertai proses ini. Dalam kes ini, permukaan kimpalan akan meningkatkan penghabluran, yang pada gilirannya akan mengurangkan bilangan lompang yang kelihatan, serta penampilan zarah-zarah yang terendam dalam bahan yang tersimpan. Kelemahan proses ini adalah peningkatan aliran. Tetapi walaupun demikian, kelajuan dan kualiti rawatan permukaan akan merangkumi semua kekurangan yang mungkin berlaku pada pematerian tembaga kosong.
Proses kerja
Memandangkan kos paip tembaga pematerian yang tinggi (sekiranya anda menyewa pasukan tukang paip khusus untuk ini), adalah mungkin untuk mengesyorkan anda melakukan semua kerja sendiri, terutamanya kerana harga pembakar gas separa profesional menjadikannya cukup berpatutan.
Mari kita pertimbangkan dengan lebih terperinci setiap hubungan mereka.
Perkara umum
Pemanasan paip dan pateri semasa pematerian paip tembaga suhu rendah dilakukan menggunakan pembakar gas.
Pelbagai campuran gas digunakan sebagai bahan bakar:
- udara-propana-butana;
- udara-propana;
- udara-asetilena.
Nota! Dalam beberapa jenis pekerjaan, penggunaan api terbuka tidak dibenarkan. Kemudian pemanasan dilakukan dengan menggunakan elektrik. Ini tidak mempengaruhi kelajuan kerja, tetapi dengan cara ini hanya produk berdiameter kecil yang dapat disatukan.
Bagi pematerian pepejal, di sini adalah mungkin untuk mencapai suhu yang diinginkan hanya dengan penggunaan api terbuka.
Pemanasan yang mencukupi dapat dicapai dengan menggunakan bahan bakar berikut:
- udara-asetilena;
- oksigen-propana;
- oksigen-asetilena
Dengan gabungan yang terakhir, paip asetilena dikimpal secara langsung (tanpa pateri). Suhu nyalaan dalam kes ini harus mencapai titik lebur tembaga (dari 1070 hingga 1080 darjah Celsius).
Di kedai perkakasan, terdapat banyak peranti yang boleh anda solder paip tembaga.
Mereka boleh dibahagikan kepada dua kategori utama:
- pembakar mudah alih dengan silinder boleh guna untuk kegunaan rumah;
- pembakar gas serbaguna yang direka untuk kapasiti besar dan kerja profesional.

Pembakar gas dengan silinder boleh guna
Skema umum untuk mengimpal paip tembaga adalah seperti berikut:
- memotong paip dan membersihkan hujung dari burr yang telah muncul;
- membersihkan ke kilauan tembaga khas dari bahagian dalam dan luar paip di mana pemasangan akan dipasang;
- kawalan lokasi penyambung dan jurang antara mereka dan paip;
- menggunakan fluks ke bahagian luar paip (tidak perlu dalam semua kes);
- pemasangan unit penyambung;
- pemanasan titik dok;
- mengisi jurang pemasangan khas dengan pateri terpakai;
- menghentikan pemanasan;
- penyejukan jahitan secara beransur-ansur;
- penyingkiran sisa fluks dan pateri berlebihan.
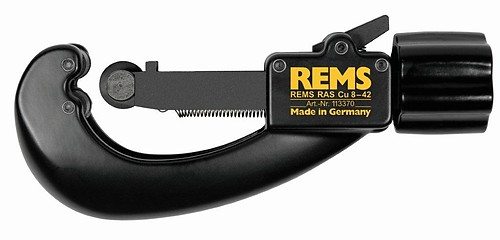
Pemotong paip tembaga
Penyediaan paip
Bahagian tembaga dipotong menggunakan alat berikut:
- pemotong khas - ia tidak membentuk burr, tetapi boleh menyebabkan penurunan diameter bahagian dalam bahagian kerana membongkok di bahagian tepinya;
- gergaji besi untuk logam - tidak membentuk selekoh, tetapi banyak duri muncul di persimpangan, yang mesti dibuang sebelum pematerian.
Nota! Memasukkan tepi (ketika menggunakan pemotong) mengurangkan diameter luar paip dan, dengan itu, meningkatkan jurang pemasangan. Akibatnya, selepas pematerian, sambungan tidak akan kedap udara. Menurut arahan, ukuran jurang pemasangan boleh menjadi 0,02-0,4 mm.
Hujung paip selepas memotong mesti mempunyai bentuk bulat yang ketat. Kalibrator genggam membantu mencapainya. Penggunaannya menjamin ukuran jurang pemasangan yang betul.

Kalibrator paip
Fluks harus digunakan pada paip sebaik sahaja dilucutkan. Dilarang keras melincirkan permukaan dalaman penyambung dengan bahan ini.
Sebaik sahaja anda menempelkan pasta, bahagian mesti disambungkan dengan segera, jika tidak, habuk atau zarah asing yang lain mungkin tersekat di hujung basah. Adalah perlu untuk mendorong paip ke soket sehingga berhenti, sedikit memutar pemasangan di sekitar paksinya, yang memungkinkan untuk mencapai pengedaran fluks yang lebih seragam. Sebelum memanaskan, sisa pasta pada paip mesti dikeluarkan.
Fluks pematerian untuk paip tembaga
Ciri-ciri pemanasan dalam pemadaman suhu rendah
Untuk bekerja, anda memerlukan:
- fluks untuk pematerian lembut;
- pembakar propana;
- campuran gas.
Paip tembaga pematerian menggunakan solder timah boleh dilakukan dengan besi pematerian khas, yang juga memanaskan pemasangannya.

Fluks hanya digunakan di bahagian luar paip
Kerja ini dilakukan mengikut urutan berikut:
- Api pembakar mesti sentiasa bergerak di sekitar sendi, melakukan pemanasan seragam seluruh bahagian.
- Menyentuh hujung pateri ke slot pelekap, anda perlu memeriksa sama ada timah mula mencair. Sekiranya tidak, pemanasan berterusan.
- Setelah pateri mencair, pemanasan mesti dihentikan untuk membolehkan timah mengisi jurang kapilari pada pemasangan.

Pateri mesti mengisi jurang pemasangan sepenuhnya
Keketatan sambungan dipastikan oleh hakikat bahawa solder, lebur, mengisi jurang antara pemasangan dan paip.
Nota! Dengan pematerian suhu rendah, pemanasan harus berhenti sebaik sahaja bahan mula mengisi jurang pemasangan. Kegagalan berbuat demikian boleh menyebabkan terlalu panas sendi, yang akan mengurangkan kekuatan saluran paip.
Setelah pateri cair, perlu membiarkan sendi sejuk sendiri, kerana timah lembut adalah bahan yang sangat rapuh.
Semasa pematerian, adalah mustahak untuk mengelakkan bahagian yang terlalu panas, jika tidak, fluks mungkin merosot dan tidak dapat mengeluarkan oksida yang dihasilkan.
Daripada obor, anda boleh menggunakan besi pematerian elektrik khas, yang terdiri daripada tong elektrik dan bekalan kuasa. Urutan operasi dalam kes ini tidak berbeza dengan perkara di atas.
Urutan operasi untuk pemadatan padu
Untuk operasi, pembakar mesti digunakan yang menggunakan propana atau asetilena yang dicampurkan dengan oksigen.
Semasa bekerja, anda harus memperhatikan nuansa berikut:
- Pemanasan mesti dilakukan dengan cepat tetapi sekata... Pembakar mesti digerakkan secara berterusan sepanjang panjang pemasangan.
- Api harus berwarna biru terang... Bahagian-bahagiannya dipanaskan hingga suhu 750 darjah Celsius (mereka memperoleh warna ceri gelap yang khas).

Api pembakar harus berwarna biru terang
- Sekiranya pemanasan telah dilakukan dengan betul, solder yang disalurkan ke lubang pelekap harus mulai mencair.... Anda boleh memanaskannya dengan api pembakar.
- Intipati kerja adalah bahawa perlu mencapai suhu pemanasan serendah mungkin di mana pateri mula mencair. Adalah wajar bahawa solder segera mengisi lubang kapilari dengan satu sentuhan pemasangan.
Setelah penyambung sejuk, keluarkan dengan teliti semua sisa fluks dari paip. Sekiranya sistem bekalan air dipasang, semua paip mesti dibilas dengan teliti untuk mengeluarkan fluks di dalamnya. Ia adalah bahan kimia keras yang boleh membahayakan kesihatan manusia.

Jangan lupa membersihkan persimpangan dari fluks dengan teliti
Ikut sejuk
Teknologi menyambungkan paip tembaga lembut menggunakan alat kelengkapan tekan tidak menimbulkan kesukaran dan menggunakan beberapa langkah berurutan yang mudah:
- memotong paip ke saiz yang diperlukan;
- mengecilkan hujung pantat dan memberikannya bentuk bulat;
- memasukkan pemasangan tekan ke dalam paip;
- sambungan paip menggunakan sarung slip-on (tang khas digunakan).
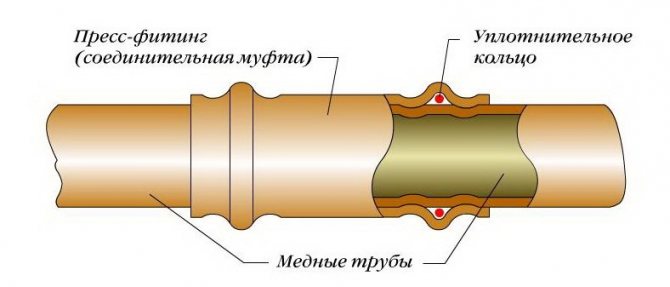
Gambar rajah sambungan dengan kelengkapan tekan