Hvordan lage et rør av tinn - gjør det selv tinnrør
Hjemmebyggere prøver å finne de mest budsjettmessige alternativene for å løse problemer. Derfor er spørsmålet om hvordan du lager et rør av tinn med egne hender relevant for mange amatørhåndverkere. Tross alt kan et hjemmelaget rørformet produkt laget av tinn være ganske sammenlignbart med takrenner eller foringsrør som ligger i hyllene i spesialforretninger.

Derfor må du lære mer om prosessen med å lage et tinnrør, som har egenskaper som fabrikkprodukter.
Funksjoner av kildematerialet
Før du fortsetter med produksjonen av et rør av et metallplate, bør du se nærmere på materialet som røret skal lages av og dets egenskaper. Til å begynne med skal det sies at dette er produkter av valsetypen, med andre ord, tinn er et stålplate som har passert gjennom valsene til et valsverk og har en tykkelse på 0,1-0,7 mm.
I tillegg til rulleoperasjoner, innebærer blikkproduksjons-teknologien behandling av ferdige valsede produkter fra dannelsen av korrosjonsprosesser. For å gjøre dette påføres et lag med materiale på stålet etter rulling, som ikke er utsatt for korrosjon.

Resultatet av de utførte handlingene er en stålplate, hvis bredde kan variere fra 512 til 1000 mm, med krom- eller sinkbelegg. Det ferdige produktet er plast, slik at tinn lett kan håndteres. I dette tilfellet kan valsede avstivere sammenlignes i styrke med stålprodukter. Dette tillater bruk av metallplater til fremstilling av produkter med kompleks design.
Typer av tees
Det er bedre å klassifisere produkter etter hvilken type materiale de er laget av. Selv et alternativ - installasjonsmetoden, i overveldende tilfeller, er basert på dette.

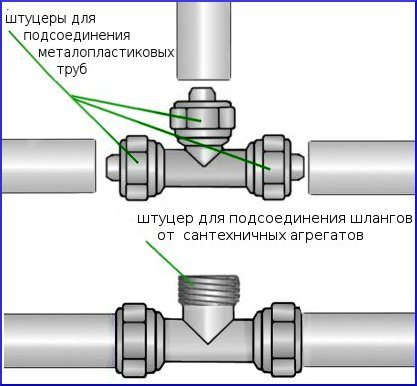
Metal tee for forsterkede plastrør
Du kan også kombinere de to sorteringsmetodene for å ha en oversikt over rekkevidden til disse kontaktene:
| Metallisk | Disse inkluderer følgende tilbehør:
Tees er ofte laget av støping, som de bruker:
Svært sjelden kan disse være sveisede elementer. Vi kan si at den største fordelen med metallprodukter er deres høye styrke. |
| Plast | Alle produkter, inkludert beslag og sveisearmaturer, er laget av PVC og polyetylen. Men hver for seg er det nødvendig å vurdere t-skjorter laget av PVC-kloakkrør laget av plast, installert i en stikkontakt eller på lim. Den største fordelen med polymerbeslag for kloakk er fullstendig inertitet mot miljøet og de pumpede stoffene, som gjør at de operere i opptil et halvt århundre. |
| Sammensatte | Disse inkluderer beslag for lavtrykkspolyetylenrør utstyrt med hylser av bronse eller stål. Slike beslag hjelper til med å koble sammen rørledninger laget av metall og polymerer. T-skjorten har en tråd på siden av metallhylsen, på siden av polymerskrumpe eller sveiseanordning. Dette gjør det mulig å inkludere instrumentering, for eksempel trykkmålere, i systemet. |
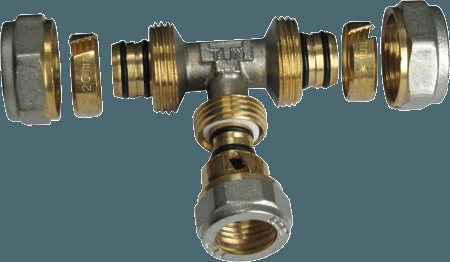
Det ser ut som en sammenleggbar tee for metallpolymerrør
Ytterligere måte
Det er også en annen populær klassifiseringsmetode som tar hensyn til arbeidsdimensjonene til tee:
- sjekkpunkter;
- gjenget;
- gjennomsnittlig diameter.
Men det avhenger av rørledningenes diameter og tilsvarende standarder.Temaet er ganske omfattende, så det blir ikke berørt i vår artikkel.

Tee for PVC-rør av trykk type
Installasjon
Nedenfor vil vi se på de generelle anbefalingene av prosessen når du installerer beslag på rørledninger uten trykk, som har et visst sett med regler. Ellers vil resultatet av arbeidet ditt være katastrofalt, ikke bare for deg, men også for naboene dine nede.
Bruk derfor følgende retningslinjer:
- I kloakkanlegg med trykk er det tillatt å bruke beslag med rett vinkel. I kloakksystemer uten trykk er det bedre å begrense deg til bøyninger ved 45˚.
- Når du monterer et fritt flytnett på stikkontakter, anbefaler instruksjonene deg å orientere tilkoblingselementene... I dette tilfellet skal stikkontakten rettes mot væskeavløpet, dvs. strømmen må først møte den og deretter den glatte rørledningen, ellers kan skjøtene lekke. Hvis vi snakker om kloakk, vil det være veldig ubehagelig.

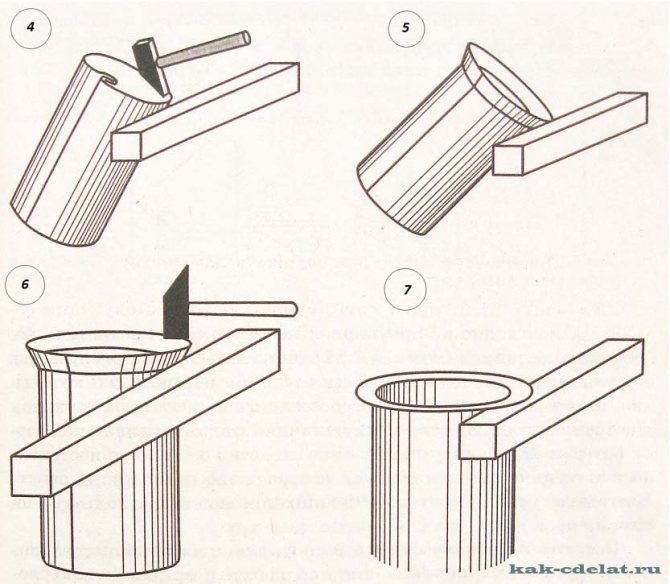
Bildet viser hvordan du lager en tee fra et rør selv
- Når du fester tee på limet, velger du posisjonen til rørene i forhold til beslaget i løpet av de første to sekundene etter at du har justert dem... Ikke flytt eller roter enheten etter dette, og hvis du ikke er sikker på dine evner, bruk føringene.
Tips: Når du kobler en polymer-tee med et polymerrør med egne hender, merker du dybden på innsettingen på den siste. Ellers kan du blokkere væsketilgang til enheten.
- Når du monterer en metallrørledning, må du klargjøre materiale for nal og gjengede ender... I dette tilfellet anbefales det ikke å lagre fum-tape, hvis pris er ubetydelig, og bruk alltid en låsemutter etter å ha viklet flere svinger av tetningen mellom den og enden av beslaget før du strammer den.
- Installer avtakbare tilkoblinger, inkludert spenne og gjengede, på godt tilgjengelige steder.
Tips: Når du installerer plastrør eller metallrør i vanskelig tilgjengelige områder, bruk sveise- eller pressbeslag (som en siste utvei).
Kloakk
Takket være moderne materialer har installasjonen av kloakkanlegg blitt mye mer praktisk og enklere. T-skjorter for kloakkrør laget av plast forenkler så mye som mulig oppgaven med å lage et ordningsprosjekt i private hus i forskjellige etasjer. Samtidig trenger du ikke bruke komplekst utstyr eller spesialverktøy.

Avløpsrør av plast
I dette tilfellet brukes 3 typer tees som utfører sine spesielle funksjoner:
- For å koble loddrett stigerør med horisontale rørledninger brukes alternativer med vinkler på 87 ° eller 90 °.
- Når du lager horisontale grener, brukes produkter med en vinkel på 45 °.
- En kobling med et ekstra hull for reparasjonsarbeid kalles revisjon. Det tredje hullet er skrudd på med et spesielt lokk, som gir tilgang til rørledningen.
Erfaringen viser at dette er ganske nok til å skape kloakknettverk av enhver kompleksitet i et privat hus. Derfor bør du alltid stole på denne typen tilkobling.
Nødvendige verktøy
Listen over verktøy og innretninger som er nødvendige for å lage galvaniserte skorsteinsrør med egne hender skyldes egenskapene til tinn, spesielt mykhet og plastisitet. Behandling av denne typen materiale krever ikke spesiell innsats som er nødvendig for å arbeide med arkmaterialer.
Derfor, i produksjonen av tinnrør til skorsteinen, kreves følgende sett med verktøy:
- Saks for kutting av metall. Dette verktøyet hjelper deg med å enkelt kutte arkmaterialet i de ønskede delene, siden den største arktykkelsen når 0,7 mm.
- Hammer med mykt hode. Du kan også bruke en trehammer, hammer eller stålverktøy med et mykt gummigrep.Det sistnevnte alternativet brukes imidlertid veldig nøye eller blir ikke tatt i det hele tatt, siden det kan forårsake deformasjon av et tynt ark tinn og ødelegge hele arbeidet.
- Tang. Ved hjelp av dette verktøyet løser de spørsmålet om hvordan man bøyer et rør laget av tinn, fordi det er stål, selv om det er tynt, er det derfor umulig å bøye det med hendene.
- Arbeidsbenk. Denne enheten er nødvendig når du skjærer materiale og bruker markeringer.
- Kalibreringselement. Det kan være et rørformet produkt med en diameter på mer enn 10 centimeter, samt et hjørne med kanter på 7,5 centimeter. Disse elementene må være godt festet, siden niting av rumpeskjøten vil bli utført på overflaten.
I tillegg til disse verktøyene, bør du forberede en linjal eller målebånd og en markør, som er en stålstang med en skarp kant.
Forberedende stadium
Først påføres det tinnarket langs hvilket halvfabrikatet skal kuttes. Med andre ord er den nødvendige delen kuttet fra et bestemt metallplate, hvorfra konturen til det fremtidige røret vil bli dannet. Merkeprosessen utføres som følger: Tinnet legges ut på en arbeidsbenk og et segment som tilsvarer lengden på røret måles fra overkanten. Her blir et merke laget av en markør.

Deretter tegnes en linje langs dette merket med en firkant vinkelrett på sidekanten. Nå langs denne linjen omkretsen av røret, det samme gjøres langs den øvre kanten. Samtidig tilsettes ca. 1,5 cm langs begge kanter for å danne skjøtekanter. De øvre og nedre merkene er koblet sammen og arbeidsstykket blir kuttet ut.
For å bestemme omkretsen kan du bruke et målebånd, eller du kan huske skolens geometri-kurs.
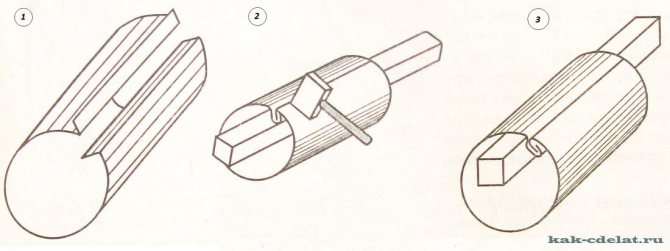
Hvordan lage et rørlegeme av tinn
Hensikten med dette trinnet er å danne rørets profil. En linje tegnes langs lengden på arbeidsstykket i bunnen og toppen, langs hvilken foldene vil bli bøyd. I dette tilfellet måles 5 mm på den ene siden og 10 mm på den andre. Brettene må bøyes i en vinkel på 90 0. For å gjøre dette legges arbeidsstykket på et stålhjørne, og justerer brettelinjen med hjørnekanten. Slå kanten med en hammer, bøy den til den vinkelrette siden av hjørnet.
Det anbefales å bøye produktet gradvis og passere med en hammer i hele lengden. I dette tilfellet kan du begynne å bøye med tang.

Nå, ved brettet, hvis størrelse er 10 mm, er en brett til laget for å danne en slags bokstav G. I prosessen med å brette bretten, må du sørge for at den øvre bretten er parallell med arbeidsstykket, og dens lengde er 5 millimeter. Derfor, når du tegner en brett foldelinje, måler du på den ene siden 0,5 cm en gang, og på den andre siden - to ganger 0,5 cm hver.
Fase VII. Beskyttelse av galvanisert takrenner mot riper og korrosjon
Hovedfienden til galvaniserte takrenner og avløp er grener og rusk som faller på taket med vinden og skylles av i takrennen av regn. Slike er i stand til å skrape selv det mest motstandsdyktige polymerbelegget (og mye verre uten det i det hele tatt), og derfor er det bedre å beskytte hele systemet så mye som mulig.
Den enkleste metoden er rister, som produseres i dag i standardparametere: hull, perforert, rustfritt stål, plast, galvanisert, messing og støpejern. De må festes med en lås eller med skruer og muttere. Det er viktig at overflaten på gitteret forblir 25 mm under takoverflaten slik at regnvann kan renne godt inn i takrennen.
I sin tur vil kurven også være med på å takle problemet. Vann strømmer gjennom takrennene, og kurven beholder det største smusset, som blader og grener. Denne kurven er enkel å fjerne og rengjøre, noe som er dens fordel. Også et slikt moderne element i avløpssystemet, som en sandfelle, er designet for det samme som et stormvannsinntak, men holder samtidig på finere smuss og sand.
Her er et godt eksempel på hvordan du beskytter en galvanisert takrenner mot rusk:

Behandler sømfugen
Den siste fasen innebærer å bearbeide stussømmen, det vil si krympe den. For å gjøre dette, brettes den øvre delen av den L-formede bretten ned, og bryter kanten av den andre bretten. Resultatet skal være en slags sandwich vinkelrett på røret. For å få en rørsveis, må du trykke sandwichen mot produktet.

For større pålitelighet er stødfugen forsterket med nagler. Imidlertid trenger gjør-det-selv-rør laget av tinn ved hjelp av denne metoden for sammenføyning ikke ekstra forsterkning.
Hvordan lage et rør av tinn - gjør det selv tinnrør
Hjemmebyggere prøver å finne de mest budsjettmessige alternativene for å løse problemer. Derfor er spørsmålet om hvordan du lager et rør av tinn med egne hender relevant for mange amatørhåndverkere. Tross alt kan et hjemmelaget rørformet produkt laget av tinn være ganske sammenlignbart med takrenner eller foringsrør som ligger i hyllene i spesialforretninger.
Derfor må du lære mer om prosessen med å lage et tinnrør, som har egenskaper som fabrikkprodukter.
Instruksjoner for å lage et blikkrør for ventilasjon med hette med egne hender
Å lage et rør av et jernark betyr å følge en sekvens av handlinger. Arbeidet består av enkle trinn. For det første foregår klargjøring, som består av å lage markeringer av deler og kutte ut emner.
På scenen for å danne strukturen, opprettes et sirkulært snittelement. Når du kobler til, er det nødvendig å feste elementene i ett produkt.
Adaptere for tilkobling av rør laget av metallplater
Du kan lage en markering og en blank i flere trinn:
- Arket legges på overflaten uten sømmer. Et gulvbelegg eller arbeidsbenk er egnet for dette.
- Et segment er merket fra overkanten, som er lik størrelse med den fremtidige motorveien. Merking gjøres av en merkeanordning. Produksjonen foregår også.
- En linje trekkes gjennom merket. I dette tilfellet brukes et kvadrat.
- Fra linjen er bredden på segmentet merket, som er lik delen av røret. Til den resulterende verdien, legg til 15 mm per skjøt.
- De resulterende markeringene er koblet sammen, og arbeidsstykket blir kuttet.
Når du lager en markering, er det verdt å vurdere dimensjonene på produktet. Bredde er størrelsen på diameteren pluss halvannen ekstra centimeter. Lengden på arbeidsstykket må være større enn den rette delen av strukturen.
Gjør-det-selv-tinnarbeid gjøres som følger:
- Brettene er bøyd til arkoverflaten i rett vinkel. Foreløpig lages det en linjemarkering for dem. hammer. Arket plasseres på kanten av bordet med en nedstigning til ønsket lengde og bøying er laget med en gummihammer. Arbeidet utføres over hele produktets lengde.
- Et rør laget av tinn med egne hender antyder en annen bøyning på bretten. I dette tilfellet utføres markeringen.
- Et rundt element brukes til å konstruere røret. På den er galvanisert metallplate, som får en avrundet form. I dette tilfellet er de bøyde rørendene koblet sammen.
Bøyer er laget slik at hammeren passer nøyaktig på overflaten av hjørnet. Slagene er nøyaktige og klare, men ikke sterke, ellers vil sømmen flate seg ut.
Produksjonen av tinnprodukter fullføres ved å bli med. I dette tilfellet er kantene kombinert, og
sømmen er festet. I dette tilfellet bøyes den horisontale delen ned og dekker kanten. Den utstikkende sømmen er bøyd til overflaten med en hammer. Bretten er laget til siden av den L-formede bretten. Hvis du gjør noe annet, vil vannet trenge inn i det.
Gjør-det-selv tinnprodukter må kobles sammen. Kantene er festet med nagler av aluminium eller stål.
- Nittehull lages hver tredje centimeter.
- Kantene er brettet mot hverandre.
- Arbeidsstykket er brettet bakover slik at kantene er på utsiden av strukturen.
- Kantene er montert med nagler.
For å forenkle forbindelsen av strukturen, bør elementet i den brede siden være litt blusset. For å sikre stivhet ved produktets kanter. Riktig merking bidrar til enkel docking med andre elementer, til og med fabrikkproduksjon.
Lignende produkter brukes til takrenner, ventilasjonsanlegg og skorsteinkonstruksjoner.
Funksjoner av kildematerialet
Før du fortsetter med produksjonen av et rør av et metallplate, bør du se nærmere på materialet som røret skal lages av og dets egenskaper. Til å begynne med skal det sies at dette er produkter av valsetypen, med andre ord, tinn er et stålplate som har passert gjennom valsene til et valsverk og har en tykkelse på 0,1-0,7 mm.
I tillegg til rulleoperasjoner, innebærer blikkproduksjons-teknologien behandling av ferdige valsede produkter fra dannelsen av korrosjonsprosesser. For å gjøre dette påføres et lag med materiale på stålet etter rulling, som ikke er utsatt for korrosjon.
Resultatet av de utførte handlingene er en stålplate, hvis bredde kan variere fra 512 til 1000 mm, med krom- eller sinkbelegg. Det ferdige produktet er plast, slik at tinn lett kan håndteres. I dette tilfellet kan valsede avstivere sammenlignes i styrke med stålprodukter. Dette tillater bruk av metallplater til fremstilling av produkter med kompleks design.
Materielle egenskaper
Galvaniserte strukturer er laget av metallplater. Materialet er rullet stålplate med en tykkelse på 0,1 - 0,7 mm.
Produkter av komplekse former er dannet av et mykt materiale
Produksjonen av ark foregår på rullende maskiner, men produktene som oppnås på denne måten trenger ekstra beskyttelse. Derfor er det dekket med et materiale som er motstandsdyktig mot korrosjon. Til slutt får forbrukerne en stålplate med en bredde på 512-1000 mm, som har et mikronbelegg med krom, tinn eller sink.
Produktet er preget av plastisitet, som tillater manuell bearbeiding av metallplater. Dessuten, hvis avstivere rulles på materialet, er det ikke dårligere i styrke enn motstykker i stål. Av disse grunner brukes tinn til fremstilling av produkter med komplekse former.
Nødvendige verktøy
Listen over verktøy og innretninger som er nødvendige for å lage galvaniserte skorsteinsrør med egne hender skyldes egenskapene til tinn, spesielt mykhet og plastisitet. Behandling av denne typen materiale krever ikke spesiell innsats som er nødvendig for å arbeide med arkmaterialer.
Derfor, i produksjonen av tinnrør til skorsteinen, kreves følgende sett med verktøy:
- Saks for kutting av metall. Dette verktøyet hjelper deg med å enkelt kutte arkmaterialet i de ønskede delene, siden den største arktykkelsen når 0,7 mm.
- Hammer med mykt hode. Du kan også bruke en trehammer, hammer eller stålverktøy med et mykt gummigrep. Det sistnevnte alternativet brukes imidlertid veldig nøye eller blir ikke tatt i det hele tatt, siden det kan forårsake deformasjon av et tynt ark tinn og ødelegge hele arbeidet.
- Tang. Ved hjelp av dette verktøyet løser de spørsmålet om hvordan man bøyer et rør laget av tinn, fordi det er stål, selv om det er tynt, er det derfor umulig å bøye det med hendene.
- Arbeidsbenk. Denne enheten er nødvendig når du skjærer materiale og bruker markeringer.
- Kalibreringselement. Det kan være et rørformet produkt med en diameter på mer enn 10 centimeter, samt et hjørne med kanter på 7,5 centimeter. Disse elementene må være godt festet, siden niting av rumpeskjøten vil bli utført på overflaten.
I tillegg til disse verktøyene, bør du forberede en linjal eller målebånd og en markør, som er en stålstang med en skarp kant.
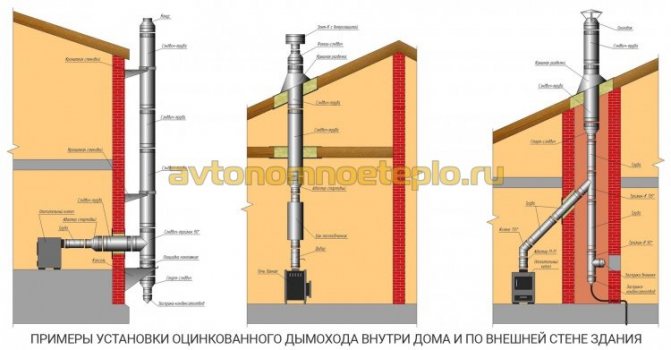
Installasjon av galvaniserte røykgassrør
De fleste produsenter legger ved detaljerte instruksjoner for installasjon med egne hender når de selger et sett for et røykgassystem. Det er ikke vanskelig å montere strukturen selv, det er nok å ta hensyn til noen av funksjonene som er kjent for fagfolk:
- Det er nødvendig å koble skorsteinselementene ved hjelp av rør-til-rør-metoden, fra det nedre segmentet av strukturen.
- For å rengjøre galvaniserte skorsteiner er det nødvendig å sørge for flere inspeksjonsbrønner.
- For å sikre maksimal motstand mot vindbelastningen er det festet veggbraketter for hver installasjon.
- Når du passerer gulvplater og tak, er det montert en skorsteinsgang.
Installasjonen utføres i samsvar med eksisterende brannbestemmelser og SNiP.
Regler for utendørs og innendørs rørordning
Hvordan og hva skal man isolere en galvanisert skorstein
Hvis du uavhengig isolerer skorsteinsrøret av galvanisert stål fra kondensat, kan du redusere kostnadene for strukturen med 1,5-2 ganger. For å fullføre arbeidet trenger du følgende:
- Varmeisolasjon - mineral ikke-brennbar isolasjon med lav fuktighetsabsorpsjon brukes. Tykkelsen på materialet er ikke mindre enn 5 mm.
- Beskyttende lag - toppen av mineralisolasjonen er dekket med foliemateriale. Lagene festes med strikketråd eller klemmer.
Forberedende stadium
Først påføres det tinnarket langs hvilket halvfabrikatet skal kuttes. Med andre ord er den nødvendige delen kuttet fra et bestemt metallplate, hvorfra konturen til det fremtidige røret vil bli dannet. Merkeprosessen utføres som følger: Tinnet legges ut på en arbeidsbenk og et segment som tilsvarer lengden på røret måles fra overkanten. Her blir et merke laget av en markør.
Deretter tegnes en linje langs dette merket med en firkant vinkelrett på sidekanten. Nå langs denne linjen omkretsen av røret, det samme gjøres langs den øvre kanten. Samtidig tilsettes ca. 1,5 cm langs begge kanter for å danne skjøtekanter. De øvre og nedre merkene er koblet sammen og arbeidsstykket blir kuttet ut.
Hvordan lage et rørlegeme av tinn
Hensikten med dette trinnet er å danne rørets profil. En linje tegnes langs lengden på arbeidsstykket i bunnen og toppen, langs hvilken foldene vil bli bøyd. I dette tilfellet måles 5 mm på den ene siden og 10 mm på den andre. Brettene må bøyes i en vinkel på 90 0. For å gjøre dette legges arbeidsstykket på et stålhjørne, og justerer brettelinjen med hjørnekanten. Slå kanten med en hammer, bøy den til den vinkelrette siden av hjørnet.
Det anbefales å bøye produktet gradvis og passere med en hammer i hele lengden. I dette tilfellet kan du begynne å bøye med tang.
Nå, ved brettet, hvis størrelse er 10 mm, er en brett til laget for å danne en slags bokstav G. I prosessen med å brette bretten, må du sørge for at den øvre bretten er parallell med arbeidsstykket, og dens lengde er 5 millimeter. Derfor, når du tegner en brett foldelinje, måler du på den ene siden 0,5 cm en gang, og på den andre siden - to ganger 0,5 cm hver.
Etter å ha fullført formingen av foldene, kan du fortsette til dannelsen av rørlegemet. For dette legges et tomt ark på et kalibreringselement og tappes med en hammer eller annet egnet verktøy for å oppnå en profil av en bestemt form. Arbeidsstykket tar først en U-form og blir deretter rund. I dette tilfellet må foldene settes sammen.
Hvordan lage et galvanisert rør med egne hender: trinnvise instruksjoner, beregning i henhold til skjemaet og tegning
God dag, kjære gjest!
Det første galvaniserte arket rullet av samlebåndet til en av de britiske fabrikkene tilbake i 1867. Det var sant at på det tidspunktet var metallet dekket utelukkende med gull og sølv. Men før første verdenskrig ble produksjonen av deler med et beskyttende lag av sink satt i drift, og siden den gang har de vært utrolig populære.
Dette er ikke overraskende - sink forlenger jernets levetid 20-30 ganger. Produkter laget av galvanisert stål er holdbare, gir seg ikke for rust og oppfører seg ikke i hverdagen enda verre enn rustfritt stål, selv om de er mye billigere.
I dagens artikkel foreslår jeg å ta mer hensyn til dette beskjedne materialet og fortelle deg hvordan du lager et galvanisert rør med egne hender.
Fordelene og ulempene med et slikt rør
Galvanisering er først og fremst stål, et materiale som har mange ubestridelige fordeler.
Disse inkluderer:
- Styrke;
- Evne til å motstå høye temperaturer;
- Utmerket varmeledningsevne;
- Lav pris sammenlignet med andre materialer.
Men uten et beskyttende belegg er jernholdig metall utsatt for korrosjon, raskt rust og blir ubrukelig. Forzinking løste dette problemet. Og til tross for at galvaniserte rør og stålrør har samme form, har et galvanisert produkt en rekke fordeler.
Ytterligere fordeler med et galvanisert produkt:
- Korrosjonsbestandighet, evne til å motstå negative miljøpåvirkninger;
- Forlenget levetid
- Økt styrke;
- Bredt driftstemperaturområde;
- Høy motstand mot mekanisk belastning;
- Galvanisert rør tåler høyt indre og ytre trykk;
- Enkelhet og enkel installasjon;
- Høy motstand mot brann;
- Sink dreper alle patogene mikroorganismer;
- Galvanisering er praktisk talt ikke dårligere enn lavlegert rustfritt stål, men det koster en størrelsesorden billigere.
Men som alle tekniske løsninger er galvaniserte jernrør ikke ideelle.
Ulemper ved produktet:
- Ikke et veldig attraktivt design;
- Dyrt i forhold til konvensjonelt stål;
- Sink kompliserer sveiseprosessen;
- I motsetning til plast, i nærvær av fremspring på veggene, er det nesten umulig å sikre en jevn overgang i en struktur laget av galvaniserte rør.
Gjør det selv eller bestill
Hva er bedre, kjøp et galvanisert ark med ønsket tykkelse og bøy røret selv, eller gå til butikken og kjøp et ferdig produkt?
Utvalgstips
Som vanlig, la oss starte med prisen. Et ferdig rør med en diameter på 100 mm og en lengde på 3 meter vil koste oss rundt 500 rubler. Kostnaden for materialet i dette tilfellet er 150 rubler, resten er arbeidskostnader og selgerens margin.
Og hvis du planlegger å organisere et helt dreneringssystem? Du kan selv se at du må betale for mye 2,5-3 ganger for ferdige produkter. Selvlagde rør vil lette den økonomiske belastningen betydelig.
I tillegg har fabrikkprodukter strengt definerte dimensjoner, og noen ganger er det vanskelig å finne den rette for systemet ditt. Og tykkelsen på det ferdige røret overstiger vanligvis ikke 1 mm.
Det er viktig å huske at ethvert fabrikkprodukt, i motsetning til hjemmelaget, gjennomgår streng kvalitetskontroll, har en perfekt rund overflate og sveisens nøyaktighet.
Hvorvidt en håndverker vil være i stand til å sikre at alle disse vilkårene er oppfylt, er langt fra et faktum.
Hvilket materiale du skal velge
Hvis det ble bestemt å lage en del på egen hånd, bør du begynne med å velge et materiale, i vårt tilfelle, et galvanisert ark med ønsket tykkelse.
Materielle egenskaper
Fabrikk sinkbelagt stålplate må være i samsvar med GOST 14918-80. De viktigste egenskapene du bør ta hensyn til når du velger:
De vanligste galvaniseringstykkelsene er fra 0,35 til 3 mm. Jo tynnere laken, desto lettere er det å behandle, noe som er viktig for å lage produkter hjemme. Men ikke glem - mindre tykkelse - mindre styrke.
- Sinkbeleggtykkelse
Det er 3 klasser av materiale, i samsvar med tykkelsen på sinklaget. La oss oppsummere dataene i en tabell for enkelhets skyld.
| Stålklasse i henhold til tykkelsen på sinklaget | Vekten av det beskyttende laget tilgjengelig på begge sider (g) | Beleggtykkelse (μm) |
| P (økt) | 570 — 855 | 40-60 |
| Jeg | 258-570 | 18-40 |
| II | 142.5-258 | 10-18 |
GOST tillater noen avvik i tykkelse og tilstedeværelse av noen feil
Merking:
- НР - normal tykkelsesforskjell;
- UR - redusert tykkelsesvariasjon.
Alternativer for arkutseende:
- KR - Med krystalliseringsmønstre (noen sprekker og mørkere);
- MT - ingen mønstre.
En viktig egenskap for produksjon av rør er metallplatens evne til å tegne:
- H - normal hette;
- G - dyp tegning;
- VG - veldig dyp tegning.
Stålmerking VG har den høyeste duktiliteten, H - tilsvarende den laveste.
Det du trenger for å jobbe
Etter å ha kjøpt et ark med de nødvendige egenskapene, bør du fylle på nødvendig inventar.
Nødvendige verktøy:
- Saks i metall. Velg et praktisk verktøy for kutting av et bredt metallplate;
- Manuell plukkhammer (aka hammer) med en gummi- eller trespiss. Hammeren skal være fast, tung, men fri for skarpe kanter;
- Stålrørstykke for å danne rørlegemet ("pistol"). Lengden er minst 1 meter, diameteren avhenger av den nødvendige diameteren på det ferdige produktet;
- Hersker;
- Markeringsverktøy for galvanisering (skarp metallstang);
- Arbeidsbenk. På hjørnet av arbeidsbenkbordet skal det være et metallhjørne, minst 1 m langt. Det vil bli brukt til å bøye kantene på røret, så det må festes veldig sikkert;
- Tang.
Størrelsesberegning
Standard galvanisert metallplate er enten 1000 × 2000 mm eller 1250 × 2500 mm, selv om andre kutt kan bli funnet.
Arbeidsstykkets bredde beregnes med formelen:
L (omkrets, det er bredden på arbeidsstykket) = 2 * 3,14 * R (R er den nødvendige radiusen på røret, mm).
Således, for fremstilling av et rør med en diameter på 100 mm, et arbeidsemne med en bredde på
2 × 3,14 × 50 mm = 314 mm.
Tilsett 15 mm bøying til den resulterende endelengden, og oppnå den nødvendige størrelsen for å kutte -300 mm.
Et viktig poeng - bredden på arbeidsstykket - verdien er ikke konstant. På den ene siden er den 330 mm, på den andre er 340 (for et rør med en diameter på 100 mm). Dette gjøres for enkelhets skyld med påfølgende installasjon av rør med hverandre eller med andre elementer i systemet.
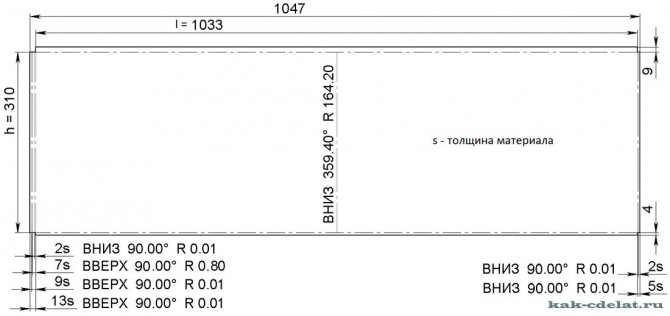
Tegning og diagram
Fig. 1. Mønster av et ark for et rør med en diameter på 100 mm.
Foldformasjonsskjemaet er som følger:
Fig. 2
Kutte ut arbeidsstykket
Etter å ha beregnet de nødvendige dimensjonene, blir blanket til det fremtidige produktet kuttet ut. For dette:
- Et tinnark legges ut på en horisontal overflate, merkingen påføres i rette linjer, strengt i henhold til størrelsen på det halvfabrikata.
For et rør med en diameter på 100 mm, langs den ene kanten av arket, måles segmentene på 340 og 330 mm etter hverandre (se figur 1). De samme segmentene, men i motsatt rekkefølge, er merket på motsatt side. Alle vinkelrette linjer skal tegnes med et kvadrat.
Ikke glem å legge til 15-20 mm i bredden på produktet for brettet!
- Formen skjæres i rektangler ifølge tegningen.
Profildannelse
De resulterende rektangulære emnene må "gjøres om" til et rør. For å gjøre dette, vil vi danne profilen.
Stadier for å danne en profil:
- To linjer er tegnet over hele lengden på arbeidsstykket, med et innrykk på 5 mm fra den ene kanten og 10 mm fra den andre. Disse linjene er grensene for brettet.
I vårt tilfelle betyr en søm eller sømlås typen fugekanal av rørkantene;
- Bøy kantene langs den markerte linjen, strengt i en vinkel på 900. Bruk et metallhjørne til dette, og juster foldelinjen med hjørnekanten. Vi starter med tang, fortsetter med en hammer;
- Vi passerer med en hammer over hele lengden og danner gradvis fremtidens søm;
- Ved en brett på 10 mm bred, lager vi en ny brett i form av bokstaven G. Bredden på den øvre stangen er 5 mm, plasseringen er strengt parallell med arbeidsstykket;
- Etter å ha dannet foldene, gå til rørlegemet. Vi legger emnet på kanonen og bruker en hammer for å gi arket en rund form.
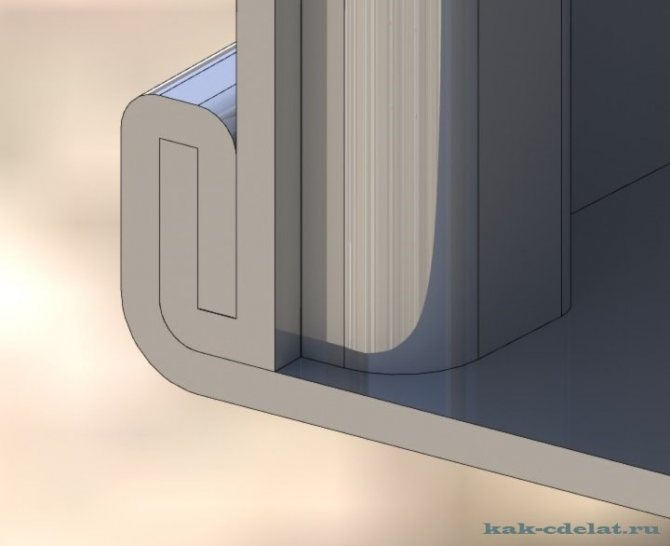
Butt sveisebehandling
Den siste fasen er prosessering (krymping) av romsømmen.For å gjøre dette, bøy den øvre delen av den L-formede bretten nedover, og pakk den motsatte kanten rundt den. Resultatet er en brett av flere lag metall, som må presses mot røret i hele lengden.
På fabrikken gis sømmen ekstra styrke med spesielle metallnitter.
For produkter laget for hånd er ingen ytterligere behandling nødvendig.
lager
Ta en titt på nyttige relaterte videoer.
Rørfremstilling:
Planinnskjæring av et rør:
Ekspertråd
For å gjøre det lettere å koble det ferdige røret med andre elementer i systemet, er det nødvendig å lage en stikkontakt på slutten av produktet.
Hvordan lage en stikkontakt på et galvanisert metallrør
Klokken er en teknologisk forlengelse designet for å gjøre det lettere å montere kommunikasjonselementer med hverandre og sette inn i flyet. Stikkontakten på det ferdige røret er laget langs en bred kant ved å flare kanten til en dybde på 15-20 mm. På fabrikken brukes et spesialverktøy til å blusse ut - en blussende kjegle.
Hjemme kan du utvide kanten av røret selv ved hjelp av tang. Ideelt sett installerer du spesielle ringer på endene av arbeidsstykket - avstivere.
Fig. 3. Flammende mønster:
Funksjoner ved å jobbe med tinn
Galvanisert ark er et billig og pålitelig materiale. Hovedfunksjonen er den lille tykkelsen (ofte brukes et ark med en tykkelse på 0,3 til 1 mm hjemme) og plastisitet. På grunn av sin mykhet er det praktisk å jobbe med galvanisering, og det vil ikke være vanskelig for selv en nybegynnerblikk å lage det ønskede produktet alene.
På samme tid, til tross for stålets mykhet, er den oppnådde sømmen veldig pålitelig og tåler betydelig mekanisk belastning.
Konklusjon
Anvendelsesområdet for galvaniserte rør er omfattende. De brukes til drenering, skorstein, ventilasjonssystemer, så evnen til å lage deler uavhengig vil definitivt ikke være overflødig.
Personlig synes jeg at uansett hvilken ferdighet du lærer, alltid er nyttig. Det er grunnen til at jeg venter på deg i vår gruppe og lokalsamfunn. Leksjoner, opplæringsvideoer, ekspertråd - alt er der. Bli med oss!
(2 5,00 av 5) Laster inn ...
Kilde: https://vseotrube.ru/materialy/metallicheskie/kak-sdelat-trubu-iz-otsinkovki
Behandler sømfugen
Den siste fasen innebærer å bearbeide stussømmen, det vil si krympe den. For å gjøre dette, brettes den øvre delen av den L-formede bretten ned, og bryter kanten av den andre bretten. Resultatet skal være en slags sandwich vinkelrett på røret. For å få en rørsveis, må du trykke sandwichen mot produktet.
For større pålitelighet er stødfugen forsterket med nagler. Imidlertid trenger gjør-det-selv-rør laget av tinn ved hjelp av denne metoden for sammenføyning ikke ekstra forsterkning.
Hvordan lage et galvanisert rør med egne hender?
Du kan fritt kjøpe galvaniserte rør, men kostnaden for slike produkter er ganske høy, så ønsket om å lage et galvanisert rør med egne hender dikteres først og fremst av hensyn til økonomi.
Samtidig krever produksjon av galvaniserte rør ikke bruk av spesielle anstrengelser, spesielle dyre inventar og verktøy og noen form for fagkunnskap, så enhver håndverker kan takle dette, i hvis arsenal det er et sett med standard snekring verktøy.
Ramme monteringsprosess
Etter å ha klargjort alle delene til båten, fortsetter vi til den direkte prosessen med å montere båten fra galvanisert stål og brett med egne hender. For å gjøre dette må du gjøre følgende:
Anbefalt lesing: Fordeler og ulemper med gummibåter med hard bunn under motoren
- I baugen er det nødvendig å kombinere to sider og et trekantet emne for baugen. Spiker eller selvskruende skruer kan brukes som forbindelseselementer.Hvis blokken stikker ut over sidene, må den kuttes i ett nivå.
- Neste trinn er å installere et midlertidig avstandsstykke. Denne prosessen må tilnærmes nøye. Slik at bøyning av sidene ikke sprekker, blir avstandsstykket arkivert i en ikke for stor vinkel.
- Etter installering av avstandsstykket er det nødvendig å bøye sidene ytterligere. Et tau eller et par hjelpere vil gjøre jobben.
- Vi bytter ut den bakre delen, justerer, fjerner nødvendig avfasning. Du må passe godt for ikke å etterlate hull. Alt skal passe tett.
- Etter å ha fullført passformen hamrer vi sidene og så av alle fremspringene.
- Etter at sidene er montert, installerer vi permanente stag mens vi fjerner de midlertidige. Hvor mye detaljer du skal angi, avhenger av eierens preferanse.
Før du fester tredelene med negler eller selvskruende skruer, er det verdt å bore hullene med en bor. Denne metoden forhindrer at platene sprekker.
Den siste fasen i monteringen av trekonstruksjonen vil være avfasing på de nedre delene av sidene, avstandsstykker og belegg av et beskyttende antiseptisk lag.
Kjennetegn på galvaniserte rør
Galvaniserte metallrør brukes til å utstyre skorsteiner; de er populære på grunn av sin lette vekt og følgelig enkle installasjon. Galvaniserte skorsteiner krever ikke bygging av et fundament, og dette reduserer kostnadene for skorsteinutstyr betydelig.

Slike rør oppfyller brannsikkerhetsstandarder, som tåler temperaturer opp til 900 °, slik at de til og med kan brukes til røykuttak fra varmekjeler og ovner.
Også galvaniserte rør i hjemmekonstruksjon brukes til å utstyre takrenner. Slike rør er allerede ganske rimelige når det gjelder kostnader, men samtidig kan prosessen gjøres enda billigere ved å bruke håndlagde produkter.
Kan galvaniserte rør brukes til skorstein
Sinkbelagte skorsteiner brukes under visse forhold.
Når sink varmes opp til 419 °, begynner det å frigjøre stoffer som er skadelige for mennesker. Derfor anbefales det å installere svinger laget av dette materialet i røykrørsanlegg, der temperaturen ikke overstiger 350 ° C.

I henhold til reglene fra departementet for nødsituasjoner fra 2009 er bruk av metallrøykeliminasjonsmidler til kullfyrte ovner forbudt.
I tillegg vil et galvanisert utløp med en vegg brenne ut etter en eller to sesonger. I praksis brukes den som ytterhylse i dobbeltveggede strukturer med isolasjon.
Hva som trengs for å lage et galvanisert rør
Hjemme, for å lage et galvanisert rør, trenger du et tinnark; materialet krever ikke bruk av spesielle anstrengelser på grunn av dets mykhet og duktilitet.
Tinn er industrielt laget av tynt stålplate med en tykkelse på 0,1 til 0,7 mm på rullende maskiner, hvorpå dekkes med et korrosjonsbeskyttende lag av krom, tinn eller sink. Til slutt kuttes arbeidsemnene til standardstørrelser, med en bredde fra 512 mm til 2000 mm.

Styrken til slike produkter er på ingen måte dårligere enn motstykker i stål, spesielt hvis materialet har ekstra avstivere, men samtidig er det veldig plastisk og lar deg manuelt montere rørledninger med kompleks form. Anti-korrosjonsbelegg beskytter røret mot det ytre miljøet.
Problemet med slike rør er utilstrekkelig bøyestyrke, derfor blir stivere innført i strukturen for fremstilling av åpne deler for å styrke produktet.
- et bredt spekter av slike rør i forskjellige størrelser presenteres i butikkene: enkrets;
- dobbel krets (laget i form av en sandwich og består av et indre og ytre rør);
- bølgepapp, preget av økt fleksibilitet.
Merk! Hjemme er det teknisk mulig å lage bare et enkeltkretsrør.
Når du velger en arktykkelse, bør hensikten med røret tas i betraktning. For eksempel må et galvanisert rør for fjerning av røykgass fra ovner og peiser med fast brensel ha økt motstand mot høye temperaturer, og samtidig høye korrosjonsegenskaper.
Det er viktig! Jo høyere temperaturen på arbeidsmediet er, desto tykkere bør rørveggene være.
Verktøy
For arbeid er det nødvendig med spesialverktøy for å bøye, måle bøyevinkelen riktig og kutte røret til ønsket lengde.
Typer avgasserør av galvanisert jern
Forbrukeren tilbys galvaniserte rør med en vegg og en dobbel vegg. For enkel installasjon produserer produsentene alle nødvendige komponenter: T-skjorter, inspeksjonskanaler og kondensfeller. Et standard utvalg av diametere støttes. Det vil være ganske problematisk å bestille et rør eller adaptere av ikke-standard størrelser fra fabrikken.
For å velge det nødvendige materialet for røykavgassystemet, må du ta hensyn til de tekniske egenskapene, materialets motstand mot utbrenthet og effektene av et surt miljø, samt de viktigste driftsmulighetene.
Galvaniserte pipersandwichrør
Dobbeltkretsisolerte skorsteinsrør laget av galvanisert plate er tilgjengelig i to modifikasjoner:
- Sandwichrør - en struktur der de indre og ytre lagene er laget av galvanisert metall. Utformingen reduserer produksjonen av kondensat, men tåler ikke betydelig varme. Deformasjon oppstår når det indre laget varmes opp til 500 ° C.
- Modulære skorsteiner laget av syrefast rustfritt stål med utvendig isolasjon og galvanisert skall. En slik enhet reduserer kostnadene for strukturen betydelig og øker levetiden med nesten to ganger.
Det indre laget av røret skal være laget av metall med en tykkelse på 1 mm, for det ytre laget er 0,5 mm nok.
Galvaniserte skorsteiner med en vegg
Den galvaniserte skorsteinen brenner raskt ut i følgende tilfeller:
- Det er ingen isolasjon.
- Feil valgt rørtykkelse.
- Manglende samsvar eller forstyrrelse av produksjonsprosessen. Galvanisering er laget av karbonstål, ifølge GOST 14918-80.
Hvis alle disse betingelsene er oppfylt, kan et enkeltlags galvanisert rør fungere i opptil 10 år.
Instruksjoner for produksjon av galvaniserte rør
Først og fremst må du merke jernplaten, bruke foldelinjer på den ene siden med en størrelse på 5 mm, på den andre to ganger 5 mm hver, folden på den ene siden skal være bredere enn den andre for å danne en sterk søm i fremtiden. Bøy arket i 90 ° vinkel på begge sider ved hjelp av et hjørne og en tang.

Det er viktig! Bøy formen gradvis og beveg deg fra den ene kanten til den andre langs foldelinjen.
Når du snur arbeidsstykket, dannes bretter, vinkelen justeres til 135-140 °, banker kantene på tinn med en hammer eller en hammer med en myk spiss, for ikke å skade materialet i produktet. Etter dannelsen av foldene kan du fortsette til dannelsen av selve røret.
Fest arbeidsstykket til en kalibreringsmal for å forme det og trykk på det igjen til brettene kommer sammen.
Den brede kanten er igjen bøyd parallelt med produktets plan i en vinkel på 90 °.
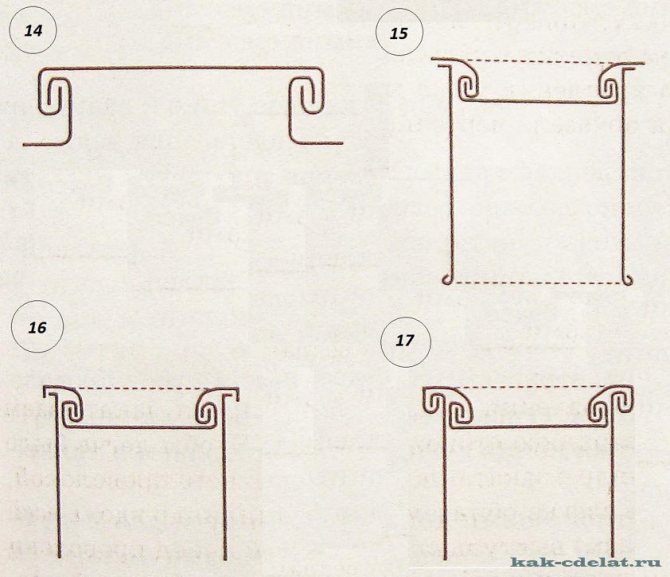
Den siste fasen er å feste endene sammen med en flat søm ved hjelp av en hammer.
Juster brettene, bøy den horisontale delen av den andre bretten, pakk den rundt den første bretten, og bøy deretter sømmen, og trykk den tett mot rørets plan.
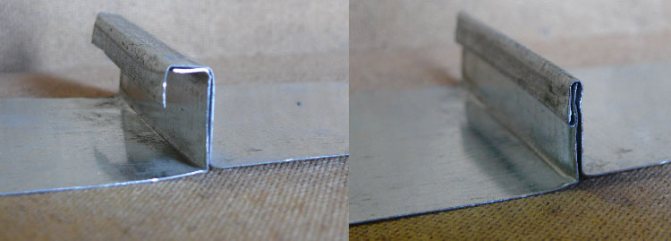
Du kan i tillegg styrke skjøten med metallnitter ved hjelp av en sveisemaskin, selv om galvaniserte rør ofte er forbundet med en flat søm ikke trenger ekstra forsterkning.










