Spawanie rur grzewczych jest główną metodą montażu komunikacji domowej i przemysłowej. Połączenia tego typu nie wymagają żadnej konserwacji, jak połączenia klejone czy gwintowane, ale podlegają ciągłym obciążeniom termicznym i mechanicznym. Na tej podstawie musisz starannie dobrać narzędzia, materiały i uważnie obserwować technologię spawania. Naruszenie zasad łączenia metalu prowadzi do pojawienia się pęknięć i rozwoju korozji. Jeśli planujesz wykonać tę procedurę własnymi rękami, powinieneś dowiedzieć się, jakie metody są używane do spawania nagrzewania, a także przy użyciu profesjonalnych technik, aby uzyskać wysokiej jakości i trwały wynik.
Zestaw narzędzi i wyposażenia

Przygotuj narzędzia i odzież ochronną do spawania
Spawanie rur grzewczych za pomocą spawania elektrycznego rozpoczyna się na etapie przygotowawczym:
- Przygotowanie mistrza. Konieczne jest odpowiednie wyposażenie miejsca pracy, zapewnienie przestrzegania środków bezpieczeństwa, w razie potrzeby ponowne przeczytanie instrukcji obsługi sprzętu i materiałów. Do spawania rur za pomocą spawania elektrycznego wymagane będą urządzenia ochronne. Należą do nich specjalny kombinezon ognioodporny (spodnie, kurtka, czapka z liberią), maska, buty i legginsy. Musisz zadbać o dobrą wentylację.
- Przygotowanie narzędzi i materiałów. Należy zwrócić uwagę na każdy najmniejszy szczegół, ponieważ od tego zależy wygoda pracy i jakość efektu końcowego.
Do spawania nagrzewania potrzebne są następujące narzędzia i urządzenia:
- spawarka z zapasowym uchwytem;
- szlifierka z tarczami tnącymi i szlifierskimi;
- metalowa szczotka;
- papier ścierny o różnych rozmiarach ziarna;
- młotek;
- zapas elektrod;
- wice;
- zaciski;
- blachy stalowe lub azbestowo-cementowe do ochrony ścian przed kroplami metalu i sadzą;
- plandekę do przykrycia podłogi.
Przed spawaniem rur spawaniem elektrycznym należy sprawdzić zgodność przewodów, gniazd i maszyn w osłonie ze wskaźnikami przygotowanej aparatury. Muszą być wystarczająco mocne, aby wytrzymać duże obciążenia, które nakłada nawet sprzęt gospodarstwa domowego.



Sekwencja pracy przy wymianie grzejników
Montaż akumulatorów grzewczych metodą spawania gazowego musi być wykonywany przez wykwalifikowanego spawacza z odpowiednim wykształceniem i wieloletnim doświadczeniem. Warunkiem jest również użycie wysokiej jakości sprzętu, który umożliwia wykonanie szwu spawanego o wymaganej niezawodności i wytrzymałości oraz spełnia wymagania bezpieczeństwa.
Uwaga! Jeśli do wymiany akumulatorów w mieszkaniu ma wykorzystywać spawanie gazowe, to przed rozpoczęciem pracy konieczne jest uzyskanie niezbędnych zezwoleń. Biorąc pod uwagę obecny zakaz spawania w budynkach mieszkalnych, bez odpowiednich atestów zamiast ogrzewania i komfortu można uzyskać imponujące mandaty za nowe grzejniki.
Wszystko, czego potrzebujesz do pracy
- Spuszczanie chłodziwa z układu. Jeśli nie zostanie to zrobione w określony sposób, odpływ nastąpi podczas demontażu starego grzejnika bezpośrednio w pomieszczeniu, w którym wykonywane są prace. W prywatnym domu z reguły dość łatwo jest usunąć wodę z systemu grzewczego za pomocą dedykowanego kranu.
- Demontaż starych baterii. Czynności są dość proste - rury przecina się zwykłą szlifierką. Należy to zrobić tak ostrożnie, jak to możliwe, aby instalacja nowych urządzeń grzewczych nie powodowała trudności i przebiegała szybko.
- Pakowanie nowej baterii. Możesz to zrobić sam. Potrzebnych jest tylko kilka materiałów - pasta inwestycyjna, klucz nastawny, len, komplet nakrętek do rur w systemie. Nakrętki, uszczelnione lnem i pokryte pastą, przykręca się do rur wystających z grzejnika. Następnie od strony połączenia z rurami systemu instaluje się amerykański (zawór kulowy ze ściągaczką) i dźwig Mayevsky'ego.
- Instalowanie nowej baterii. Z reguły jest instalowany w miejscu starego. Połączenie wykonuje się poprzez wkręcenie zaworu w rurę, następnie podłączenie do rury amerykańskiej i dopasowanie rury instalacji grzewczej do przyspawania do pionu. Następnie następuje sam proces spawania, a na nim zainstalowany jest skoczek i dźwig. Nadproże zapewni dodatkową cyrkulację wody, aw razie potrzeby można na nim zamontować kran.
- najwyższy możliwy transfer ciepła;
- odporność na spadki ciśnienia;
- imponujące życie zawodowe;
- dostosowanie technologiczne do warunków pracy;
- bezpieczeństwo urazów, zapewnione przez wygładzone narożniki kratki chłodnicy i optymalną barierę temperaturową;
- wdzięczny wygląd.
Używamy giętarki do rur
Wykwalifikowani specjaliści
Wysokiej jakości materiały eksploatacyjne
Wymiana grzejnika z 5000r.
Wymiana 5 lub więcej sake - 5000 ₽ / szt. *
Wymiana 4 grzejników - 5500 ₽ / szt. * Wymiana 3 grzejników - 5800 ₽ / szt. * Wymiana 2 grzejników - 6000 ₽ / szt. *
Wymiana 1. grzejnika - 6300 ₽ / szt. *
* Pełna konstrukcja;
- prace (demontaż - montaż)
- Materiały eksploatacyjne (rury, pasta Unipak i bielizna sanitarna)
* Gwarancja na wycieki - 5 lat
* Cena stała (nie zmienia się po zakończeniu pracy)
* Koszt pracy obliczymy w 10 minut na podstawie zdjęcia
Tanie nie oznacza wysokiej jakości - Prasa!
Ostateczny koszt instalacji obliczany jest indywidualnie, według zdjęcia lub po wyjeździe kapitana do obiektu, a także zależy od stopnia skomplikowania wykonanej pracy!
Spawanie wyprowadzeń do chłodnicy wraz z montażem suwnic od 4000r.
Aby zdemontować stare urządzenia grzewcze, konieczne jest spuszczenie chłodziwa z systemu grzewczego. Najłatwiej wykonać tę procedurę w prywatnym domu za pomocą dźwigu, którego obecność jest zapewniona na etapie projektowania autonomicznego systemu grzewczego. W budynku mieszkalnym musisz zadzwonić do przedstawiciela organizacji usługowej lub firmy zarządzającej.
Demontaż starego urządzenia grzewczego za pomocą szlifierki, która jest dostępna dla każdego miłośnika samodzielnych napraw. W takim przypadku mistrz działa bez wyposażenia ochronnego - nie można tego zrobić
Po spuszczeniu chłodziwa zaczynają demontować akumulatory, które służyły ich życiu. Do cięcia rur używa się zwykłej szlifierki. Cięcie musi być schludne i proste, aby montaż nowych urządzeń grzewczych można było przeprowadzić bez zbędnych trudności.
Następnie nowy akumulator jest pakowany i tę procedurę może wykonać sam właściciel mieszkania. W takim przypadku konieczne jest zaopatrzenie się w niektóre materiały: pastę inwestycyjną, len, komplet nakrętek do rur, klucz nastawny. Nakrętki są uszczelniane lnem, powlekane pastą, a następnie przykręcane do rur wystających z grzejnika. Następnie od strony mocowania za pomocą rur systemu grzewczego instalowany jest zawór kulowy ze ściągaczką, zwany amerykańskim, a także dźwig Mayevsky.
Montaż nowego bimetalicznego grzejnika z oddzielnych sekcji za pomocą nypli z uszczelką
Następnie zaczynają instalować nową baterię, instalując ją zamiast starego grzejnika. Zaczynają spawać wycieraczkę wkręconą w akumulator do układu grzewczego. Aby zapewnić lepszą cyrkulację chłodziwa między rurami (odpowiednie dla akumulatora i wychodzące z niego), przyspawana jest rura łącząca.
Prawdziwy mistrz swojego rzemiosła ostrożnie zainstaluje nową baterię, taką jak ta. Właściciele muszą tylko pomalować wymienione odcinki rur, po czym nikt nawet nie domyśli się o pracach instalacyjnych
Jak widać, proces wymiany urządzeń grzewczych to poważna i bardzo odpowiedzialna sprawa. Dlatego w celu wykonania pracy warto skontaktować się pisemnie z biurem mieszkaniowym.Właściciel mieszkania wypisuje zgłoszenie, w którym opisuje problem i konieczność wyłączenia instalacji grzewczej w budynku mieszkalnym.
Pracownicy biura mieszkaniowego rozpatrzą wniosek, udzielą zgody i uzgodnią z wnioskodawcą termin prac instalacyjnych. Następnie należy zaczekać na hydraulika, którego biuro mieszkaniowe odeśle pod adres wskazany we wniosku. Hydraulik wyłączy system grzewczy i wykona wszystkie niezbędne prace. Po zakończeniu procedury wymiany chłodnicy specjalista koniecznie przetestuje system w trybie testowym, aby zapewnić jakość usługi świadczonej wnioskodawcy.
W niektórych biurach mieszkaniowych mogą wymagać dokumentów, z których można zapoznać się z charakterystyką techniczną zainstalowanych elementów grzejnych. Takie dokumenty mogą zawierać paszport techniczny, a także opis rur i baterii.
Dziś nasza firma pracuje na grzejnikach bimetalicznych prezentowanych przez najbardziej udane innowacje na rynku urządzeń grzewczych. To właśnie te produkty są słusznie uważane za liderów nowoczesnych systemów grzewczych, zdolnych do zapewnienia optymalnego mikroklimatu o wysokiej wydajności przez wiele lat. Główne priorytety grzejników bimetalicznych:
Czytaj więcej: Zmywarki do zabudowy Electrolux 45 cm: którą lepiej wybrać
Wszystkie grzejniki tego typu produkowane są w warunkach zautomatyzowanej kontroli jakości, dzięki czemu użytkownik ma do dyspozycji niezawodne, sprawdzone moduły grzejne.
Spróbujmy dowiedzieć się, czym różnią się od siebie, jakie są ich zalety i wady. Dzięki tym informacjom będziesz mógł wybrać grzejnik, który spełnia Twoje potrzeby i nadaje się do użytku w określonych warunkach.
Technologia zgrzewania rur z tworzyw sztucznych

Do zgrzewania rur z polipropylenu służy specjalne urządzenie
Polipropylen stopniowo zastępuje stal, ponieważ ma wiele pozytywnych właściwości przy stosunkowo niskich kosztach. Rury z tworzywa sztucznego są przeznaczone do stosowania pod wysokim ciśnieniem, zapewniają lekkie, gładkie ściany wewnętrzne i doskonały wygląd. Rurociąg będzie jednak skutecznie spełniał swoje funkcje, jeśli wszystkie połączenia będą mocne i szczelne. Należy pamiętać, że po przepuszczeniu gorącej wody o temperaturze powyżej 110 stopni polimer staje się miękki i zaczyna się powiększać. Dlatego do instalacji ogrzewania stosuje się tylko produkty wzmocnione włóknem szklanym lub folią aluminiową.
Do łączenia ogniw służy specjalna lutownica. Urządzenie jest dwustronne, na jednej krawędzi znajdują się dysze na zewnątrz, a na drugiej - do wewnętrznego ogrzewania łączonych elementów.
Aby je połączyć, stosuje się następujące okucia:
- złącza;
- adaptery;
- rogi;
- koszulki;
- krzyże;
- kołnierze gwintowane do podłączenia do nagrzewnicy.
Podczas lutowania komunikacji polipropylenowej stosuje się zasadę dyfuzji pod wpływem ciepła. Krawędzie sąsiednich ogniw topią się, substancja miesza się i tworzy monolityczny związek.
Podczas procesu spawania złącze zamienia się w monolityczne złącze
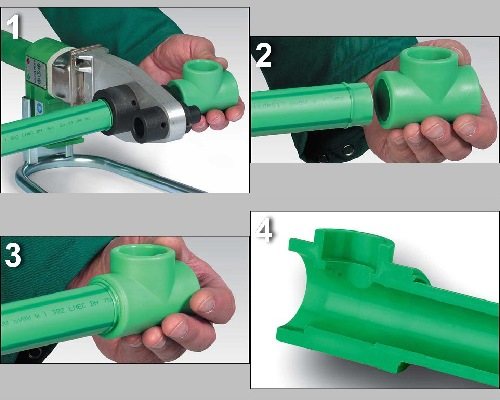
Proces zgrzewania części polimerowych odbywa się według następującej metody:
- Sporządzenie schematu rurociągów dla instalacji grzewczej.
- Cięcie elementów o określonej długości. Korekta dotyczy wielkości zanurzenia rur w otworach kształtek oraz wymiarów samych kształtek.
- Rozgrzej lutownicę, aż zaświeci się zielony wskaźnik. To dowód na to, że montaż może się rozpocząć.
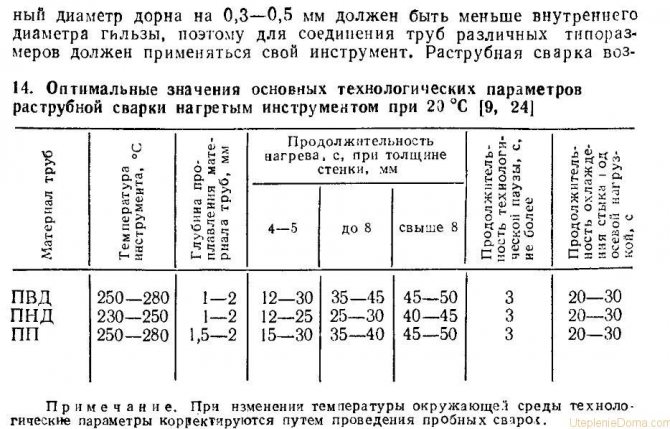
- Mocowanie części do urządzenia na odgałęzieniach o odpowiedniej średnicy. Muszą być podgrzewane zgodnie ze wskazaniami tabeli, z którą sprzęt jest kompletny.
- Połączenie rur i kształtek. Odbywa się to ściśle w jednym kierunku, aż część wewnętrzna oprze się o języczek blokujący w złączce. Nie możesz obracać produktów, przesuwać ich tam iz powrotem. Dopuszczalna jest korekta kąta połączenia.
- Chłodzenie. Konieczne jest utrzymanie przegubu w pozycji statycznej tak długo, jak jest to zalecane w instrukcji obsługi urządzenia. Dopiero wtedy montaż może być kontynuowany.
W przeciwieństwie do rur metalowych, rury polimerowe wymagają podparcia dla płatwi pionowych i poziomych. Co 100-150 cm mocowane są do ścian za pomocą plastikowych klamer dystansowych. Po montażu komunikacja polipropylenowa nie wymaga dodatkowego wykończenia i późniejszej konserwacji.


Co jest potrzebne do spawania
Aby zakończyć proces spawania, będziesz potrzebować specjalnego sprzętu i pewnych umiejętności:
- Do spawania stosuje się maszyny o następującej konstrukcji:
- z elektrodami do łączenia metalowych rur;
- urządzenie przypominające lutownicę do łączenia części z tworzyw sztucznych.
- Wymagania dotyczące umiejętności zawodowych:
- elektryczne spawanie rur metalowych wymaga doświadczenia z dość złożonym sprzętem spawalniczym;
- nawet amator może przeprowadzić proces łączenia rur polipropylenowych metodą zgrzewania elektrooporowego w sposób jakościowy.
Technologia spawania rur metalowych

W przypadku rur miedzianych stosowana jest technologia spawania gazowego
Aby połączenie było mocne i szczelne, konieczne jest przygotowanie elementów systemu przed montażem. Konieczne jest sprawdzenie równości krawędzi, sfazowanie i wyszlifowanie metalu w odległości 10 mm od cięcia. Następnie wyczyszczone miejsca należy potraktować rozpuszczalnikiem w celu ich odtłuszczenia.
Do spawania rur do różnych celów stosuje się elektrody o następującym składzie powłokowym:
- kwas rutylowy (RA) - do instalacji zaopatrzenia w zimną i ciepłą wodę w sektorze publicznym;
- rutyl (RR) - do montażu systemów grzewczych pracujących pod wysokim ciśnieniem;
- rutylowo-celulozowa (RC) - stosowana w konstrukcjach wymagających wysokiej niezawodności połączeń;
- uniwersalny (B) - do montażu wszelkiego rodzaju rurociągów w sektorze mieszkaniowym i przy produkcji.

Do tymczasowego łączenia rur można zastosować spawanie na zimno
Możesz gotować metalowe rury, korzystając z następujących technologii:
- Spawanie elektryczne. Odbywa się to ręcznie lub maszynowo. Zasada działania opiera się na tworzeniu łuku elektronicznego, który pojawia się podczas zwarcia. Procesowi temu towarzyszy wydzielanie dużej ilości ciepła, co powoduje stopienie metalu. Do wykonania szwu stosuje się elektrody ulegające zużyciu lub nie ulegające zużyciu.
- Spawanie gazowe. Połączenia rur topią się pod wpływem płonącego gazu, jednocześnie z nałożeniem na nie metalu, który działa jak sprzęgło. Powstaje monolityczne złącze, które ma jednorodną strukturę z sąsiednimi częściami.
- Spawanie na zimno. Ta metoda jest stosowana podczas instalowania rurociągów niskiego ciśnienia lub naprawiania ich w trudno dostępnych miejscach. Istota metody polega na owinięciu wokół ubytku bandaża impregnowanego szybkowiążącym klejem.
Wybór opcji jest prawidłowy, jeśli odpowiada charakterystyce systemu i właściwościom chłodziwa.
rury PCV
| Rura PVC 160х3,6х1 000m | PC | 264,37 |
| Rura PVC 160х3,6х2,000m | PC | 503,75 |
| Rura PVC 160х3,6х3 000m | PC | 775,41 |
| Rura PCV 50х3,2х0,500m | PC | 42,30 |
| Rura PVC 50х3,2х1 000m | PC | 70,68 |
| Rura PVC 50х3,2х2 000m | wt | 131,85 |
| Rura PVC 110х2,7х1 000m | PC | 104,87 |
| Rura PVC 110x2,7 000m | PC | 195,12 |
| Rura PVC 110x2,7 000m | PC | 298,25 |
Obliczanie kosztów ogrzewania
Koszt naprawy instalacji grzewczej
Koszt instalacji wodociągowej
Systemy inżynieryjne: zaopatrzenie w wodę grzewczą:
- Spawanie rur Powodzenie tak złożonego połączenia w dużej mierze zależy od prawidłowego doboru metody spawania rur, która jest dobrana do określonego rodzaju metalu. Ogólnie rzecz biorąc, spawanie łukiem elektrycznym jest uznawane za najlepszą opcję łączenia rur. Ale może to zrobić tylko spawacz, który ma co najmniej minimum ...
- Spawanie rur stalowych Spawanie rur stalowych pozostaje najpopularniejszym - zarówno w produkcji, jak iw życiu codziennym. Istotną rolę odgrywają tutaj kwalifikacje spawacza. Jeśli chodzi o sprzęt spawalniczy, stosuje się spawanie elektryczne, spawanie gazowe i urządzenia półautomatyczne. Przed rozpoczęciem spawania przeprowadza się wstępne dokładne oczyszczenie krawędzi z zanieczyszczeń ...
- Spawanie rur pionowych W niektórych przypadkach spawanie może być bardzo trudne. Na przykład trudno jest gotować rury w pozycji pionowej. Takie spawanie można przyrównać do spawania rur poziomych, ale trzeba stale zmieniać kąt nachylenia elektrody względem rury, obracając ją po obwodzie ...
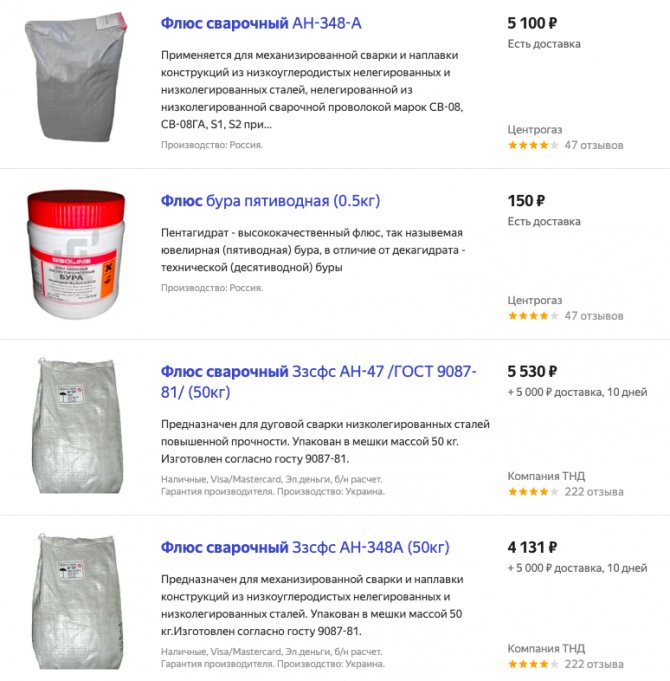
- Spawanie rur ocynkowanych Specjalna technologia spawania rur ocynkowanych pozwala na ich łączenie bez uszkodzenia powłoki cynkowej. Na miejsce łączenia nakładany jest topnik, który zapewnia ochronę przed wypaleniem powłoki. Pod warstwą topnika cynk najpierw staje się lepką cieczą pod wpływem ciepła, a następnie topi się, ale nie wypala się i ...
- Spawanie rur kształtowych Główną metodą spawania rur kształtowych jest zwykłe połączenie doczołowe. Wykonywany jest metodą łukową lub gazową, ale ze względu na swoją prostotę i wysokiej jakości szew pierwszy z nich jest bardziej powszechny. Jednak spawanie elektryczne kształtowanej rury wymaga od spawacza co najmniej niewielkiego doświadczenia. Wiele zależy ...
- Spawanie rur gazowych Prawdziwy profesjonalizm wymaga spawania rur gazowych, co jest dość niebezpieczne. Musisz pracować szybko i wydajnie. Przed rozpoczęciem połączenia krawędzie rur są przetwarzane: są oczyszczane z zanieczyszczeń. Jeśli rura jest grubościenna - więcej niż 4 mm, wówczas krawędzie są fazowane, aby ułatwić nagrzewanie metalu na miejscu ...
- Spawanie rur metodą ręcznego spawania łukowego Specjaliści radzą, aby podczas spawania rur metodą ręcznego spawania łukowego wykonać potrójny szew - będzie bardziej niezawodny niż pojedynczy. Spawaczowi najwygodniej jest pracować z obrotową rurą. Spawanie tzw. Złączy obrotowych odbywa się w następujący sposób: najpierw podłącza się jedną czwartą średnicy rury, następnie rura jest obracana ...
- Automatyczne spawanie rur i przygotowanie do spawania Nowoczesne technologie spawania poczyniły ogromne postępy. Jednym z kierunków jest automatyczne spawanie rur. Dzięki zastosowaniu spawania automatycznego udało się wyeliminować znaczną liczbę niedogodności, na które pozwala ręczne spawanie łukowe (niejednorodność szwu, niska niezawodność wykonywanej pracy). Wysokiej jakości ręczne spawanie łukowe jest możliwe tylko ...
- Spawanie rur pionowych Drugi i trzeci szew wykonuje się powolnymi ruchami. Początek i koniec szwu jest przesunięty o 3 centymetry. Ostatni szew jest prosty i na końcu przechodzi do samej rury - do czystego metalu. Jeśli rury pionowe są spawane w kilku warstwach, konieczne jest ...
- Podczas spawania sztywnej rury Podczas spawania sztywno zamocowanej rury stosuje się inną technikę: pierwszy szew jest prowadzony od dołu do połowy średnicy rury, a następnie schodzi w dół, z powrotem na początek, nakładając drugi szew również zaczyna się od dołu, ale prowadzi z drugiej strony iw przeciwnym kierunku. Inne ...
- Proces spawania Rury grzewcze należy spawać z gwoździami. To jest technologia łączenia doczołowego. Są częścią szwu. Do ich wykonania stosuje się elektrody tego samego typu, które posłużą do spawania głównego. Jeśli średnica produktów wynosi do 30 cm, możesz wykonać cztery ...
- Spawanie złożeń i części Po tym etapie, po upewnieniu się o prawidłowym ułożeniu połączeń, szew jest zgrzewany. Przed pierwszym przejściem użyj elektrod o mniejszej średnicy, na przykład 3 mm.W tym przypadku fazka jest wypełniana materiałem spawalniczym na głębokość 2/3 wysokości fazy. Po zakończeniu procesu konieczne jest oczyszczenie spawanej powierzchni ...
- Spawanie rurociągów Metoda spawania rurociągów łukiem elektrycznym jest często stosowana przy montażu lub produkcji linii technologicznych. Produkowane są w prądzie stałym lub przemiennym. Ekonomiczne, a przez to bardziej opłacalne, jest spawanie prądem przemiennym, ponieważ zużywa mniej energii. A sprzęt jest potrzebny więcej ...
- Cechy ręcznego spawania łukowego Wykonuje się go w kilku przejściach, po każdym należy usunąć żużel. Każdy kolejny szew zachodzi na poprzedni. Ta metoda pozwala osiągnąć maksymalną szczelność i zmniejsza prawdopodobieństwo przetok. Pracujemy całą dobę DESIGN PRESTIGE LLC +7 495 ...
- Przygotowanie do spawania Najpierw należy przystąpić do przygotowania rur. Powierzchnie przeznaczone do spawania należy oczyścić i odtłuścić. Tylko w ten sposób można uniknąć defektów w szwach. Produkty muszą mieć odpowiedni kąt rozwarcia krawędzi; należy zachować prostopadłość do płaszczyzny czoła osi produktu. Przygotowanie rur grzewczych dla dużych ...
- Spawanie rur i kształtek wodnych Spis treści: [ukryj] Spawanie rurociągów: klasyfikacja Proces zgrzewania doczołowego rur Spawanie rur: przygotowanie krawędzi Podgrzewanie podczas spawania rur Spawanie rur: ręczne spawanie łukowe Spawanie wyrobów hydraulicznych Spawanie jest najpopularniejszą metodą montażu złączki rurowe, co jest zrozumiałe. To najbardziej niezawodny uchwyt, ...
- Ochrona antykorozyjna rur metalowych Ochrona rur metalowych przed korozją Skuteczna ochrona metalowych rur wodociągowych przed ... ...
- Spawanie rur grzewczych Usługi w zakresie instalacji zaopatrzenia w wodę grzewczą DESIGN PRESTIGE LLC 8 (495) 744-67-74 Oprócz szybkiej i wysokiej jakości naprawy rur grzewczych zapewniamy profesjonalny montaż systemów grzewczych pod klucz. Na naszej stronie poświęconej ogrzewaniu> resant.ru/otoplenie-doma.html
- Spawanie lutowanych rur miedzianych Od tego czasu lutowana miedź pozostaje w Rosji. W Moskwie nie każda organizacja zajmuje się produkcją rur hydraulicznych metodą lutowania miedzią, jest to bardzo odpowiedzialny proces i wymaga wykwalifikowanej siły roboczej. Dla profesjonalisty lutowanie miedzianej rury nie będzie zbyt dużym wysiłkiem, ...
- Przeznaczenie rur metalowych do kotłowni Komin jest rodzajem urządzenia ustawionego pionowo, którego zadaniem jest odprowadzanie do atmosfery powstających produktów spalania. Rury mają różne kształty, różnią się cechami konstrukcyjnymi, ale generalnie pełnią prawie tę samą funkcję. Głównym celem konstrukcji takiego planu ...
Poprzedni post Prace wykopowe w firmie YUSTECH.
Następny wpis Przygotowanie do spawania
Klasyfikacja spoin

Przy złej jakości spawania z czasem pojawiają się wady szwów
Złącze można spawać na różne sposoby w zależności od cech konstrukcyjnych i grubości obrabianego metalu.
Istnieje taka klasyfikacja spoin:
- Z wyglądu są płaskie (normalne), osłabione (wklęsłe) i wzmocnione (wypukłe).
- Według długości - stałe (ciągłe, zamknięte), nieciągłe (kropki, segmenty). Pod względem długości szwy dzielą się na krótkie (do 25 cm), średnie (26-100 cm) i długie (ponad 101 cm).
- Na wykonaniu - poziome (na odcinkach pionowych), pionowe (na dźwigarach poziomych), stropowe (przy połączeniu od dołu), dolne (elektroda na górze na szew).
- Zgodnie z efektywną siłą - flanka (wzdłuż osi), czołowa (w poprzek osi), ukośna (w poprzek), kombinowana (kombinacja typów).
- Według liczby warstw i przejść - jednowarstwowe (jedno przejście) i wielowarstwowe (kilka przejść).
Przy prawidłowej instalacji systemu grzewczego można wykonać wszystkie wymienione szwy. W razie potrzeby spawanie odbywa się również po wewnętrznej stronie rur.
Algorytm spawania gazowego
Prace spawalnicze gazowe wykonywane są według następującego algorytmu:
- najpierw części stalowe są przygotowywane do spawania poprzez przecięcie szwu;
- następnie wykonują prace spawalnicze, wybierając najbardziej odpowiedni rodzaj spoiny spośród trzech istniejących - stropowy, poziomy lub pionowy;
- następnie dokładnie zbadaj nałożony i schłodzony szew, aby zidentyfikować słabe punkty, które należy ponownie ugotować, aby zapobiec pojawieniu się mikropęknięć;
- powierzchnia spoiny jest czyszczona.
Spawanie gazowe można stosować do łączenia części metalowych, niezależnie od ich wielkości i kształtu. W procesie spawania gazowego następuje stopienie krawędzi łączonych elementów, na które osadzany jest specjalny drut elektrodowy. Wydajność osiąga się przy użyciu acetylenu i tlenu, a także sprawdzonego lutowia.
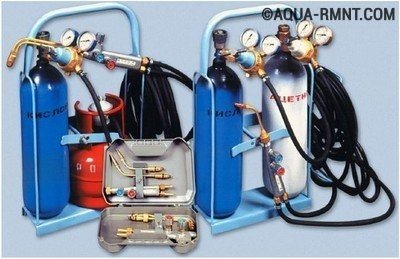
Zestaw sprzętu i materiałów eksploatacyjnych do spawania gazowego. Butle z acetylenem i tlenem wystarczą do zamontowania czterech baterii grzewczych
Stygnąc stopiony metal tworzy mocne i bardzo niezawodne połączenie spawanych części. Najczęściej za pomocą spawania gazowego mocuje się rury stalowe, których średnica nie przekracza 100 mm. Kompetentnie przeprowadzona wymiana akumulatorów grzewczych na spawanie gazowe zmniejsza do zera prawdopodobieństwo przebicia systemu grzewczego w spawanych obszarach, ponieważ szew spowodowany stopieniem lutowia jest znacznie mocniejszy niż materiał głównych rur.
Tylko zawodowi spawacze gazowi, którzy posiadają świadectwo wykształcenia w tej specjalności, mogą instalować akumulatory grzewcze za pomocą spawania gazowego. Ponadto spawacz musi posiadać ważne pozwolenie na bezpieczeństwo przeciwpożarowe. Wskazane jest, aby specjalista miał doświadczenie (doskonałe, nawet wieloletnie) w spawaniu gazowym.
Prace spawalnicze gazowe wykonywane są w kombinezonach, w specjalnych okularach z osłoną chroniącą oczy przed łapaniem „króliczków”, jak mówią doświadczeni spawacze. Nie wolno nam zapominać o rękawiczkach, które chronią skórę dłoni przed działaniem negatywnych czynników.

Obowiązkowe wyposażenie spawacza gazowego obejmuje takie wyposażenie ochronne jak okulary, wizjer i rękawice robocze. Wszystkie te elementy są przeznaczone do spawania gazowego.
Należy pamiętać, że w chwili obecnej w budynkach mieszkalnych obowiązuje zakaz wykonywania spawania gazowego bez uzyskania zgody uprawnionych organów. Za naruszenie tego przepisu prawnego grozi imponująca grzywna.
Obowiązkowe wyposażenie spawacza gazowego obejmuje takie wyposażenie ochronne jak okulary, wizjer i rękawice robocze. Wszystkie te elementy są przeznaczone do spawania gazowego.
Podstawowe rodzaje połączeń spawanych
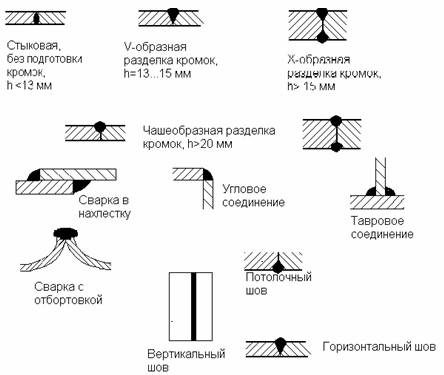
Rodzaje połączeń spawanych
Zgodnie z ich położeniem w przestrzeni szwy są podzielone na następujące typy:
- kątowe - części są ustawione pod kątem;
- W kształcie litery T - połączenie końca i boku elementów;
- tyłek - rury są połączone w jednej płaszczyźnie;
- zachodzenie na siebie - części nakładają się na siebie;
- koniec - przylegający do bocznych powierzchni fragmentów.
W trakcie pracy mistrz wybiera dla siebie najwygodniejszą i odpowiednią metodę spawania części.
Metoda łuku argonowego
Konieczne jest spawanie gazociągów w technologii TIG (Tungsten Insert Gas) przy użyciu ogniotrwałych elektrod wolframowych. Tworzy łuk elektryczny, pod wpływem którego:
- krawędzie złącza doczołowego są stopione (podczas pracy na cienkościennych rurach i produktach walcowanych od st. 10, st. 20);
- stopiony materiał jest tworzony przez podgrzanie drutu elektrodowego.
Podczas spawania głównych rurociągów stosuje się prostowniki lub falowniki.Na całej powierzchni roboczej tworzy się chmura gazu osłonowego, argon jest jonizowany przy odwrotnej polaryzacji.
Cechy pracy:
- ściany do 4 mm gotuje się od góry do dołu, aby stop równomiernie wypełnił fugę;
- produkty grubościenne walcowane najlepiej gotować w dolnej pozycji lub od dołu do góry;
- każda z przepustów zaczyna się w innym miejscu z zakładką do 30 mm;
- argon jest dostarczany przed zajarzeniem łuku, zasilanie kończy się po zestaleniu górnej części połączenia (minimalna ekspozycja 20 sekund);
- do spawania wysokostopowych stopów nierdzewnych używam topnika FP 8-2, do wnętrza rury doprowadzany jest gaz osłonowy w celu ochrony wewnętrznej powierzchni szwu;
- pierścienie dystansowe dla wyrobów walcowanych o ściance powyżej 10 mm nie są stosowane.
Siła prądu roboczego zależy od składu chemicznego stopu, grubości walcowanego produktu. Możliwe wartości to od 150 do 500 A. W zależności od natężenia prądu dobierana jest średnica elektrody.