Spájkovanie medených rúr
Meď je drahý kov, ale medené potrubia majú konkurenčnú výhodu, aby udržali medené systémy na špičkovom dopyte. Kompetentne vyrobené z medi poskytnú dlhú a bezproblémovú životnosť vodovodného systému po celú dobu životnosti domu, presahujúcej pol storočia. Praktickosť spracovania takýchto výrobkov spočíva v jednoduchosti procesu spájkovania - je to nízkoteplotná, ľahko sa vykonáva v domácom prostredí v prítomnosti plynového horáka alebo elektrickej spájkovačky.
Sada nástrojov
Kompletná sada nástrojov, prípravkov a materiálov použitých pri procese spájkovania je nasledovná:
- prostriedky na rozširovanie, rezanie a odizolovanie rúr: expandér, rezač rúrok alebo brúska s najtenším kotúčom, úkosovačka, brúsny papier, kovová kefa;
- nástroj na ohrev kovu a tavenie spájky: plynový horák alebo elektrická spájkovačka 250 W;
- materiály, s ktorými sa spojenie spája: tavidlo a spájka zo zliatiny cínu s meďou, antimónom, striebrom alebo inými prísadami;
- pomocné materiály - obrúsky na odstránenie prebytočného toku, stojany, rukavice, meracie a označovacie nástroje.
Medené rúry budú spojené bez tvaroviek - okraj jedného je rozšírený expandérom rúr, do ktorého je vložený ďalší kus. Spoj sa zahreje a šev sa naleje roztavenou cínovou spájkou - získa sa spoľahlivý utesnený spoj, ktorý vydrží dostatočne vysoký tlak a vysoké teploty. Medené rúrky môžete spájkovať správne, ak pochopíte princípy procesu:
- po rozrezaní rúrok pred spájkovaním sú konce dôkladne vyčistené - všetky otrepy sú odstránené a okraj je zbrúsený do žiarivo žltej farby. To sa musí vykonať na odstránenie oxidov z medi, ktoré bránia spájkovaniu;
- po odizolovaní je pokrytý špeciálnou zmesou - tavidlo, ktoré odstraňuje kyslík, bráni oxidácii počas zvárania, pomáha roztavenej spájke preniknúť hlboko do spoja;
- sekcie pokryté tavivom sa posúvajú jedna na druhú a ohrievajú sa horákom alebo spájkovačkou. V tomto prípade sa technológia spájkovania spájkovačkou líši od práce s horákom iba pri absencii otvoreného plameňa;
- na ohriaty povrch sa pod plameňom privedie spájka - cín sa roztaví, vtiahne do spoja a rovnomerne sa rozloží po kruhu spoja;
- po ochladení prebytočný cín sám odpadne a šev sa hermeticky uzavrie.
Ak v takom spájkovaní nemáte špeciálne schopnosti, je lepšie zveriť to profesionálom.
Rada. V každodennom živote je nevyhnutné spájať hliníkové rúry, ktoré sa ťažšie spracovávajú ako meď. Bude to vyžadovať hliníkovú spájku a zariadenie na spájkovanie natvrdo - horák schopný zahriať kov na 400 ° C. Špecifickosť postupu spočíva v tom, že sa nepoužíva tavidlo a spájka sa nezavádza do plameňa, ale nanáša sa na spoj: taví sa pri kontakte s horúcim kovom.




Spájkovacie polypropylénové rúry z PVC (plastové)
Polymérové výrobky sú spájkované pri nižších teplotách ako kovy. Boja sa otvoreného ohňa, preto sa na zváranie používajú špeciálne elektrické spájkovačky nazývané zváracie stroje.
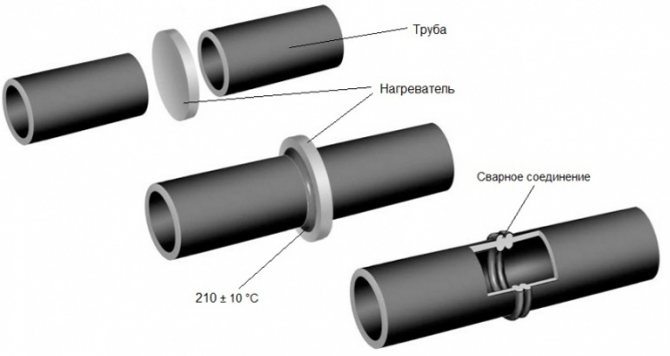
Technológia zvárania polypropylénových výrobkov (PP) sa zásadne líši od práce s meďou.
Spojenie kovových častí zahŕňa vloženie jedného segmentu do druhého a následné utesnenie švu pomocou zvaru z mäkšieho kovu.V prípade polypropylénu sa oba segmenty roztavia, zmiešajú, úplne preniknú jeden do druhého a po stuhnutí dôjde k integrálnemu homogénnemu spojeniu. Takéto zváranie sa nazýva difúzne z latinského slova diffusion, čo znamená miešanie. Spájkovať propylénové rúry znamená robiť tri veci:
- roztavte konce segmentov, až kým nebudú mäkké;
- spojte jedno s druhým bez zbytočných otočení;
- počkajte, kým sa ochladí - v dôsledku toho sa vytvorí homogénny jednodielny úsek.
Spájkovacie rúry na kúrenie a vodovodné potrubie doma
Kvôli jednoduchosti postupu DIY sa vykonáva doma. Ak to chcete urobiť, musíte si kúpiť:
- elektrický zvárací stroj na zváranie polypropylénu;
- prílohy k prístroju (sú súčasťou sady pre prístroj);
- zastrihávač;
- kovanie;
- doplnky: fixka, nôž, zvinovací meter.
Spájkovanie polypropylénu je oveľa jednoduchšie ako meď
Spájkovanie propylénových rúr vlastnými silami spočíva v postupnom vykonávaní nasledujúcich operácií:
- Odrežte rúry na vopred určené rozmery, v prípade potreby pripravte armatúry.
- Konce zastrihnite - zhora odstráňte 1–1,5 mm ochrannej vrstvy. To je možné vykonať vyžínačom alebo brúsením šmirgľovým papierom.
- Pripravte zvárací stroj - vybavte ho tryskami pre priemer rúr a pripojte ho k sieti. Polypropylén sa topí pri 250 ° C. Zariadenie má teplotný spínač a indikátor vykurovania. Po dosiahnutí požadovanej teploty vydá prístroj zvukový alebo svetelný signál o pripravenosti na proces zvárania.
- Zasuňte potrubie a armatúru do príslušných trysiek a dodržujte čas striktne podľa pokynov, aby ste sa vyhli prehriatiu alebo prehriatiu.
- Odstráňte vyhrievané časti z trysiek a potom spájkujte vložením jedného prvku do druhého. V tejto fáze musia byť činnosti sebavedomé a jasné - je zakázané pohybovať prvkami tam a späť alebo sa otáčať pozdĺž osi.
- Nechajte polypropylén vychladnúť - nechajte štruktúru chvíľu bez mechanického namáhania.
- Vizuálne skontrolujte spojenie, či nemá chyby: pri dodržaní technológie sa šev ukáže ako rovnomerný a pevný.
Spájkovanie HDPE rúrok pomocou polypropylénových tvaroviek.
Úprimne, som proti tejto metóde. Teraz vysvetlím prečo:
- Polypropylén a polyetylén majú rôzne teploty topenia. HDPE sa topí pri niečo viac ako 100 stupňov Celzia, zatiaľ čo polypropylén sa topí pri 260 stupňoch. Zváranie sa ukáže ako nekvalitné.
- Aj keď sa ukáže, že takéto spojenie vytvorí, stále nie je jasné, na aký tlak je určený a ako dlho ho dokáže udržať.
Čítajte tiež: Pripojenie prípojníc pre vodiče
Preto vám odporúčam, aby ste pri takýchto experimentoch nestrácali čas a peniaze.
Správne spájkovanie veľkých HDPE rúrok pri normálnej teplote
Sú dvoch typov:
- nízka pevnosť - sú vyrobené pod vysokým tlakom a získavajú nízku hustotu;
- vysokopevnostné (HDPE) - vyrábajú sa za nízkeho tlaku, ale získavajú vysokú hustotu.
Iný názov pre vysokopevnostné polyetylénové rúry - HDPE znamená nízkotlakový polyetylén. Slová „nízky tlak“ v názve znamenajú podmienky, za ktorých boli výrobky vyrobené, a nesúvisia s rozsahom použitia. Nízkotlakový polyetylén (HDPE) sa používa v podmienkach vysokého tlaku a teploty - v hlavných plynovodoch alebo vodovodoch. Správne spájkovanie polypropylénových rúr nie je ľahká úloha.
Pretože sa výrobky z HDPE vyrábajú v najrôznejších priemeroch (20 mm až 1 m 20 cm) a hrúbkach stien, existuje viac ako jeden spôsob ich spájania a mnoho druhov zariadení na spájkovanie polyetylénových rúr. Zváranie polyetylénových rúrok sa vykonáva jednou z nasledujúcich metód:
- zadok (alebo zadok);
- v tvare zvona;
- elektrofúzia.
Na také spájkovanie potrebujete špeciálny spájkovací stroj.
Tupé zváranie PE rúrok v priemyselných podmienkach sa vykonáva nákladným a objemným strojom s mechanickým alebo hydraulickým pohonom. Sada prístroja obsahuje vodítka pre centrovanie, zastrihávač pre plynulé rezanie dosadajúcich hrán, výhrevný článok, pohony a časovače. Samotná end-to-end technológia je jednoduchá, ale použité zariadenie nie je lacné: cena zváracieho stroja pre HDPE rúry je v priemere 250 tisíc rubľov a samostatný vykurovací článok stojí asi 50 tisíc.
Schéma spájkovania polyetylénových rúr spájkovačkou na ťažko dostupných miestach
Spájkovanie polyetylénových rúr sa uskutočňuje podľa nasledujúcej schémy:
- výrobky, ktoré sa majú pripojiť, sa vložia do zváracieho stroja na rúrky, sú vycentrované;
- medzi nimi je vložený automatický obkladací nástroj, ktorý rovnomerne rozreže HDPE a odstráni triesky;
- protiľahlé konce sú spojené, vykonáva sa vizuálna kontrola vyrovnania a tesnosti okrajov;
- konce, ktoré sa majú zvárať, sú odmastené, medzi nimi je inštalovaný vykurovací článok;
- konce sa zahrievajú a na určitý čas sa roztápajú pri danej teplote;
- vykurovací článok je odstránený a spojenie sa ochladzuje na dobu stanovenú časovačom;
- získa sa pevné spojenie bez ovplyvnenia pružnosti potrubia.
Doma sa to deje podľa rovnakého princípu, ale používajú sa jednoduchšie prístroje - spájkovačka na polyetylénové rúry. Stojí to od 30 tisíc rubľov, je to zváracie zrkadlo pokryté teflónom a vydrží vysoké teploty - až 300 ° C.
Parametre zvárania na tupo z polyetylénových rúr: teplota, doba ohrevu a ochladenia - závisia od priemeru a hrúbky steny, sú nastavené zváračmi podľa špeciálnej tabuľky. Aby sa vylúčili chyby v mnohých zariadeniach, parametre sa nastavujú automaticky.
Elektrofúzne zváranie HDPE rúrok patrí do priemyselnej kategórie a spočíva v roztavení časti potrubia pod spojkou, do ktorej sa dodáva elektrický prúd, a teplota stúpa. Elektrofúzne spojky pre polyetylénové rúry spotrebujú počas prevádzky veľké množstvo elektriny a považujú sa za nákladnejšie, ale pomáhajú v prípadoch, keď nie je možné použiť zariadenie s veľkými rozmermi. Môžu byť použité doma.
Rozsah použitia polyetylénových rúr
Polyetylénové výrobky sa široko používajú v modernej konštrukcii
Používajú sa pri stavbe vodovodov, kanalizácií, plynovodov. PE rúry nachádzajú svoje uplatnenie v tlakových a gravitačných stokách, slúžia ako ochranné puzdrá pre elektrické a telefónne vodiče.
Staré siete sa rekonštruujú pomocou polyetylénových rúr. Výmenu je možné vykonať so zničením opotrebovaných komunikácií, je však možné položiť nové súbežne so starými, čo nevyžaduje zastavenie prívodu vody pre obyvateľov a vypnutie kanalizácie. Rekonštrukcia studní a ďalších komunikačných a sociálnych zariadení závisí od stupňa ich znehodnotenia. Jednotlivé diely (hrdlá, uzatváracie ventily atď.) Môžu byť čiastočne vymenené; v prípade potreby sa vykoná generálna oprava s úplnou výmenou potrubí.
DIZAJN PRESTIGE LLC
Spájkované rúrky z vystuženého polyvinylchloridu
Spájkovanie je možné vykonať na rovnakom stroji, aký sa používa na zváranie polypropylénových analógov. Steny výrobkov z PVC sú hrubšie a tuhšie, preto je na ich pripojenie potrebné tvarovky. Ich teplota topenia je nižšia, preto sa tento typ nepoužíva na zásobovanie teplou vodou - steny potrubia sa deformujú vplyvom vysokých teplôt. Spájkovanie sa vykonáva elektrickým zváracím strojom s tryskami, na ktorom sú roztavené konce spájaných výrobkov. Ak chcete správne spájkovať pvc rúry, musíte vykonať niekoľko krokov:
- vyčistiť okraje;
- odstráňte výstuž, ak existuje;
- teplota topenia sa nastaví na najviac 200 ° C.
Nástroje, prípravky, postupnosť akcií sú rovnaké ako pri práci so vzorkami z polypropylénu.
POZRI SI VIDEO
V každodennom živote sa polypropylénové, polyetylénové alebo PVC rúry často označujú jedným všeobecným slovom ako plast a princípy ich spojenia majú veľa spoločného. Nie každý vie správne spájkovať rúrky, ale každý sa môže naučiť.
Polymérové výrobky sa dnes používajú v mnohých oblastiach nášho života a priemyselného odvetvia. Ale obzvlášť populárny je HDPE - nízkotlakový polyetylén. Tento materiál je pevný, odolný a ľahko sa inštaluje vďaka svojej nízkej špecifickej hmotnosti. Potrubia na rôzne účely sa často vyrábajú z polyetylénových rúr. Na spojenie jednotlivých obrobkov sú výrobky z HDPE zvárané. V našom článku si povieme o odrodách a vlastnostiach zvárania HDPE rúrok.
Odrody spojení
Na pripojenie polyetylénových rúrok môžete použiť nasledujúce metódy:
- Odnímateľný. Na také spojenie HDPE polotovarov budú potrebné oceľové príruby. Hlavnou črtou tohto princípu dokovania je, že potrubie je možné počas prevádzky demontovať.
- Neodnímateľný. V takom prípade nebude demontáž komunikácií fungovať. Na vytvorenie takého spojenia musia byť obrobky zvárané. K tomu je možné použiť jednu z nasledujúcich metód:
- tupé zváranie polyetylénových polotovarov;
- zváranie HDPE výrobkov pomocou spojok.
Na zostavenie potrubí z prvkov veľkého priemeru sa používajú termorezistívne tvarovky alebo zváranie na tupo. Pri použití obidvoch metód sa získa spoľahlivé monolitické spojenie.
Rýchle polyetylénové rúry
Problémy s polyetylénovými výrobkami súvisia s charakteristikami všetkých viskoelastických termoplastov. Ich pevnosť do značnej miery závisí od stupňa ohybu a stlačenia a vo všeobecnosti je pomerne malá. Polyetylén je citlivý na ultrafialové svetlo, čo je potrebné kompenzovať farebnými prísadami (zvyčajne sadzami) a použitím ochrannej farby. Tepelná rozťažnosť polyetylénu je dosť veľká a musí sa kompenzovať pomocou konštruktívneho ohybu potrubia v tvare L alebo U.
Dnes sú domáce podzemné plynovody dlhé asi 2 milióny km. Jedná sa hlavne o oceľové potrubia. Napríklad polyetylénové rúry tvoria asi 10% celej dĺžky plynovodov. Ostatné siete tiež nemajú v tomto parametri veľmi vysoký výkon. Existuje však pretrvávajúca tendencia, že moderné potrubné rozvody sa v percentuálnom vyjadrení menia v prospech polyetylénových rúr.
Zváranie výrobkov z HDPE na tupo
Zváranie HDPE rúr na tupo si vyžaduje použitie zváracieho zariadenia. Vďaka tomu, že sa pri zváraní nepoužívajú žiadne ďalšie diely, je proces inštalácie značne zjednodušený. Týmto spôsobom je možné zvárať iba polotovary z HDPE.
Pozor: vysoko kvalitné zváranie na tupo z HDPE výrobkov bude fungovať, iba ak sa vykoná pomocou jedného švu. Z tohto dôvodu bude pevnosť spojenia spojovaných častí maximálna.
Tupé zváranie polyetylénových rúrok je najefektívnejšou a najuniverzálnejšou technológiou, pretože zachováva pružnosť materiálu v celom potrubí. Túto metódu je možné použiť bez ohľadu na typ použitej inštalácie potrubia (výkop, bezvýkopový alebo otvorený).
Spájkovanie na tupo z polyetylénových rúr sa vykonáva v nasledujúcom poradí:
- Najskôr musia byť konce obrobkov, ktoré sa majú spojiť, namontované v centralizéri zváracieho zariadenia.
- Po vyrovnaní a upevnení častí pomocou bavlnenej obrúsky a alkoholu je potrebné konce vyčistiť od prachu, nečistôt a mastnoty.
- Potom sa konce, ktoré sa majú zvárať, spracujú pomocou obkladového zariadenia. Orezávanie sa zastaví, keď sa začnú vytvárať jednotné triesky s hrúbkou najviac 0,5 mm. Teraz je možné obrobok odstrániť a paralelnosť koncov skontrolovať ručne.
- Ak sa medzi povrchmi, ktoré sa majú zvárať, zistí neprijateľná medzera, musí sa operácia orezania zopakovať.
- Potom sú rúry spájkované natvrdo. Za týmto účelom sa konce obrobkov zahrejú na požadovanú teplotu pomocou vykurovacieho telesa s nepriľnavým povlakom.
- Keď sú konce dostatočne roztavené, oddelíme výrobky, ktoré sa majú zvárať, a tiež odstránime prvok na ohrev zo zóny zvárania.
- Potom môžu byť konce, ktoré sa majú zvárať, uzavreté a upínací tlak sa môže zvyšovať, až kým nedosiahne požadovanú hodnotu.
- Zvar musí byť udržiavaný po stanovenú dobu pod tlakom.
- Potom sa skontroluje kvalita zvárania. Z tohto dôvodu sa hodnotí vzhľad otrepov, šírka a výška.



Zásuvkové zváranie HDPE polotovarov
Zváranie HDPE rúrok spojkovou metódou sa vykonáva pomocou špeciálnej zváracej jednotky zvanej spájkovačka, ako aj pomocou sady špeciálnych trysiek, ktoré sa môžu líšiť v priemere. Veľkosť trysky sa vyberá na základe priemeru zváraných polyetylénových rúrok.
Spojovacie spájkovanie HDPE potrubí sa vykonáva pomocou tvaroviek. Konfigurácia týchto produktov sa môže líšiť. Prichádzajú vo forme uhlov, odpalísk alebo spojok. Pri tomto spôsobe spájkovania sú konce obrobkov a tvaroviek zvarené.
Dôležité: hlavnou výhodou zvárania zásuviek je, že sa môže vykonávať na ťažko dostupných miestach, kde je ťažké axiálne premiestňovanie obrobkov.
Ohrev polyetylénových častí sa vykonáva kontaktom obrobku s ohrievanou kovovou časťou zváracej jednotky. Skladá sa z dvoch valivých častí:
- tŕň ohrieva vnútorný povrch tvarovky;
- vykurovacie potrubie je vložené do objímky.
Ak chcete nainštalovať túto trysku do otvoru spájkovacej jednotky, musí byť objímka a tŕň navzájom skrútené.
Spájkovanie polyetylénových rúr pomocou spojovacej metódy zahŕňa tieto prípravné opatrenia:
- Obrobky musia byť rezané špeciálnymi nožnicami na požadovanú veľkosť. V takom prípade je potrebné zabezpečiť, aby bol rez striktne kolmý na pozdĺžnu os produktu.
- Pred vykonaním spájkovania musia byť konce spájaných obrobkov očistené.
- Aby sa zabránilo nežiaducemu ochladeniu počas zvárania, sú konce rúrok, ktoré práve nie sú spojené, utesnené zátkami.
- Potom musíte vyčistiť povrch zváracej dýzy od častíc materiálu, ktoré mohli zostať po predchádzajúcej práci.
Teraz môžete spustiť samotný proces zvárania, ktorý sa vykonáva v nasledujúcom poradí:
- Najskôr sa musí tryska zahriať na teplotu zvárania. Keď hodnota dosiahne požadovanú úroveň, indikátor na tele spájkovačky vydá signál.
- Potom musí byť HDPE rúrka zasunutá do objímky až na doraz. Potom sa tvarovka tiež zatlačí na tŕň, kým sa nezastaví. Pretože sa priemery mierne líšia, bude treba vynaložiť určité úsilie na dokončenie postupu.
- Čas zvárania rúr vyberáme podľa osobitných tabuliek, kde je tento indikátor indikovaný pre výrobky rôznych priemerov.
- V procese vkladania rúrkového prvku a kĺzania po tvarovke sa prebytočný materiál z povrchu obrobkov roztaví a vytlačí. Vďaka tomu sa pozdĺž okraja zváraných prvkov vytvorí prstencový lem.
- Tlak pri vkladaní dielov by sa mal zastaviť v okamihu, keď sa obrobok a tvarovka dostanú na doraz.Je veľmi dôležité dodržať túto podmienku, pretože inak nebude spojenie dostatočne silné. Pretože je ťažké presne určiť hĺbku ponorenia obrobku, je potrebné najskôr zmerať túto hodnotu a urobiť na potrubí značku.
- Potom vyberte z dýzy obrobky, ktoré sa majú zvárať. Potom namontujte rúrku do tvarovky tak, aby tesne priliehala k prstencovému okraju. Pripojené prvky nechajte vychladnúť. V takom prípade by ste ich nemali krútiť a vystavovať ich rôznym mechanickým vplyvom.
Elektrofúzne zváranie
Na vytvorenie takéhoto spojenia je potrebný špeciálny elektromagnet, do ktorého sú namontované vložené vykurovacie články. Ak porovnáme toto zváranie so zváraním na tupo, potom to bude stáť viac z dôvodu potreby nákupu drahých elektrických spojok.
Táto technika má však svoje výhody:
- Pretože sa na vnútornom povrchu rúr netvoria otrepy, priepustnosť potrubia sa neznižuje.
- Táto metóda zvárania je vhodná na použitie v obmedzenom priestore, kde nie je možné inštalovať celkovú zváranú jednotku.
Na pripojenie dvoch obrobkov k priamemu úseku potrubia sa používajú bežné elektrofúzne spojky. V niektorých prípadoch však môžu byť potrebné elektrofúzne odpaliská a sedlové vetvy. Na dokončenie práce budete potrebovať elektrofúznu zváraciu jednotku.
Postup zvárania sa vykonáva pomocou zváranej tvarovky z polyetylénu. Toto je špeciálny výrobok, ktorý má zabudované špirály, ktoré fungujú ako vykurovacie články. V tomto prípade je časť tvarovky, ktorá je roztavená v dôsledku zahriatej špirály, spojená s polymérnym materiálom obrobku a vytvára tak kontinuálne monolitické potrubie. Mimochodom, špirála zostáva vo výslednom šve navždy.
Dôležité: elektrofúzna technológia umožňuje získať spojenie s vysokou pevnosťou. Kvôli vysokým nákladom na túto metódu sa však používa pri inštalácii tlakových komunikácií na prepravu plynov a ropných produktov.
Zváranie pomocou elektrofúzie sa vykonáva v nasledujúcom poradí:
- Pomocou špeciálneho rezacieho zariadenia sa rúry rozrežú na kúsky požadovanej veľkosti.
- Ďalej musia byť obrobky v mieste zvárania očistené od nečistôt a odmastené. Elektrofúzia musí byť podrobená rovnakému ošetreniu.
- Potom sa na rúrkových prvkoch urobia značky, ktoré vám umožnia riadiť hĺbku zasunutia rúry do objímky.
- Aby sa zabránilo nežiaducemu ochladeniu prvkov počas zvárania, sú voľné konce rúrok zastrčené.
- Pomocou špeciálnych drôtov sa zváracia jednotka pripojí k elektrickej spojke, stlačí sa štartovacie tlačidlo.
- Po určitej dobe sa jednotka sama vypne, čo bude znamenať dokončenie zvárania.
- Takto získané spojenia je možné prevádzkovať až po hodine.
Pozor: hlavnou podmienkou získania vysoko kvalitného švu je nehybnosť častí počas procesu zvárania a chladenia.
Na získané zvarové spoje sú kladené nasledujúce požiadavky:
- Prstencovitý lem zvaru by sa mal pred zváraním prekrývať so značkou na obrobku.
- Prípustný vzájomný posun rúrkových častí nie je väčší ako 10% hrúbky steny prvku z HDPE.
- Ak hrúbka steny zváraného obrobku nie je väčšia ako 5 mm, potom by výška pätky pre vysoko kvalitný zvar mala byť približne 2,5 mm. V prípade zváracích rúr s hrúbkou steny 6-20 mm by mala byť výška pätky viac ako 5 mm.
Pri výbere spôsobu zvárania polotovarov z HDPE stojí za zváženie prevádzkové podmienky inštalovaných nástrojov. Iba pri zohľadnení tohto faktora je možné vybudovať spoľahlivé a kvalitné potrubie, ktoré bude efektívne fungovať po celú dobu, ktorá mu bude pridelená.
Pridať do záložiek
Keď bude potrebné vymeniť potrubie v dome, objaví sa otázka, či to urobiť sami, alebo zavolať majstra. Celkom nedávno bolo povolanie inštalatéra na opravu vodovodu známe a prirodzené. Ale teraz, keď sa objavili plastové rúry (kov-plast, polypropylén, plast, výrobky z HDPE), ktoré majú nízke náklady, pomerne dobrú pevnosť a ľahkú metódu inštalácie, sú prípady samoinštalácie čoraz bežnejšie. Spájkovanie polyetylénových rúrok výrazne ušetrí proces inštalácie vodovodného systému.
Typy plastových rúrok: polyetylén, polypropylén, kov-plast.
Ako sa však spájkovať natvrdo a čo je k tomu potrebné?










Zásyp výkopu
Na počiatočný zásyp sa použije zemina odstránená z priekopy, v ktorej nie sú žiadne kamene s rozmermi 20 mm. Vyrába sa po celej dĺžke potrubia, približne 15 cm od jeho vrcholu. Ak je potrebné zásyp zhutniť, musí pôda spĺňať určité požiadavky. Môžete použiť jemný štrk (20-20 mm) alebo drvený kameň (4-44 mm). Zemina sa nesmie kvapkať priamo na potrubie. Zakopané potrubie položené na dne výkopu je potrebné zhutniť. Vyplnená zemina je na oboch stranách potrubia narazená vo vrstvách po 20 cm, aby sa neposunula. Pôda nie je vrazená priamo nad potrubie.
Po zhutnení sa vykoná zasypanie a získa sa zhutnená vrstva asi 30 cm cez rúrku. Výkop je možné zasypať výkopovou zeminou, veľkosť najväčších kameňov nie je väčšia ako 300 mm. Aj keď je vrstva ochranného zásypu hrubá asi 30 cm, veľkosť kameňov v pôde použitej na zásyp nemôže byť väčšia ako 60 mm.
DIZAJN PRESTIGE LLC
Aký typ produktu by ste si mali zvoliť?
Nie je to tak dávno, čo boli kovové rúrky najbežnejšie a najdostupnejšie v oblasti zásobovania vodou, ale teraz sa objavili rôzne plastové systémy. Každý typ má svoje vlastné pre a proti. Hlavnými všeobecnými výhodami plastových konštrukcií sú pohodlie a ľahká inštalácia, odolnosť proti korózii, dobrý výkon (napr. Žiadny zvuk tečúcej vody, dlhá životnosť atď.).
Pozrime sa na niektoré z nich:
- Rúry z vystuženého plastu majú dobrú tepelnú vodivosť, ale nie sú príliš odolné voči mechanickému namáhaniu.
- Pre kovoplasty sú potrebné armatúry a lisovacie kliešte, špeciálne zváracie zariadenie sa nevyžaduje. Používa sa na akýkoľvek druh vody.
- Výrobky z polypropylénu vyžadujú použitie špeciálneho zariadenia na zváranie častí, majú širokú škálu aplikácií, sú možné rôzne variácie: viacvrstvové, sklenené vlákno, jednovrstvové, uhlíkové vlákno.
- Rúry zo zosieťovaného polyetylénu majú zlepšené výkonové charakteristiky, pri inštalácii sa používajú iba spôsoby studeného spojenia, takéto prvky sa nemusia spájkovať, používajú sa na vykurovanie a zásobovanie vodou.
- Najlacnejšou možnosťou sú PVC konštrukcie. Takéto prvky majú tuhú štruktúru, umožňujú skryté aj otvorené pokladanie potrubia, na inštaláciu nie sú potrebné špeciálne nástroje.
- Polyetylénové rúry alebo HDPE (nízkotlakové polyetylénové systémy) majú dobrý výkon.
Nedávno ich začali používať remeselníci z rôznych spoločností. Vlastnosti tohto typu sú nízka hmotnosť, jednoduchá a rýchla inštalácia častí a prvkov potrubia, žiadna interakcia s vodou a necitlivosť na koróziu, nízke náklady a životnosť. Používajú sa na kladenie technickej a pitnej vody. Na inštaláciu prvkov sa používajú špeciálne tvarovky a spájkovanie polyetylénových rúrok jedným z dvoch spôsobov (tupým spojom alebo zásuvkou).Ak spájkujete časti systémov HDPE správne, potom vás potrubie poteší trvanlivosťou, spoľahlivosťou a pevnosťou.
Proces výstavby potrubnej inštalácie
Stojí za zmienku, že otázku (plastovú aj HDPE) možno skôr postaviť na roveň otázke, ako to urobiť, pretože samotný postup je veľmi jednoduchý. Všetky sekcie sú namontované pomocou armatúr a spojené s potrubím spájkovaním, takže najdôležitejšou vecou je výber vhodného zariadenia. Pozrime sa však na všeobecné poradie metódy spájania.
Nástroje a diely:
- Žehlička a spájkovačka. Môžete si ho kúpiť v ktorejkoľvek predajni špecializovaných nástrojov, pričom by ste nemali prenasledovať lacné možnosti, pretože to ovplyvní kvalitu práce. Požiadajte o radu odborníkov alebo konzultantov v obchode a tí vám pomôžu nájsť najlepšiu spájkovačku pre vašu aplikáciu. Každá spájkovačka má podobné zariadenie, rozdiel je iba v domácom alebo profesionálnom type, ako aj v priemere, pre ktorý je vybraný požadovaný pár bitov vybraný pre vonkajšie a vnútorné povrchy / diely. Vďaka dobre zvolenému nástroju , rovnako ako spájkovačka, bude možné zahriať potrubie a pevne spojiť konce, čím sa vykoná "lepenie" dvoch častí potrubia a vytvorí sa spoľahlivé a silné spojenie po mnoho rokov.
- Spojky, tvarovky, rohy, zástrčky, T-kusy, spony na montáž na stenu, ohrievače. Nezabudnite na jednoduchú konštrukčnú ceruzku, krajčírsky meter a plastové nožnice.
Starostlivo zvážte umiestnenie a nakreslite výkres budúceho potrubia
Skontrolujte všetky diely, rezané materiály s minimálnymi stratami a nepresnosťami. Ak je to možné, nájdite si asistenta, ktorý vám pomôže pri všetkých prácach a umožní vám vykonať presnejšiu inštaláciu, ale ak to nie je možné, môžete to urobiť sami.
Rozšírenou metódou je rýchla inštalácia, pri ktorej je potrebné diely spájkovať pri teplotách nad 180 ° C. Táto metóda spájkovania polyetylénových rúrok vám umožňuje zostaviť potrubie dostatočne rýchlo.
Je potrebné vziať dva bity: pomocou spájkovačky a bitov väčšieho priemeru zahrejte vonkajší okraj segmentu rúry a pomocou kúska menšieho priemeru zahrejte vnútorný okraj, po ktorom sa prvky zahrejú. Potom je potrebné obe časti spojiť a pevne a pevne ich stlačiť k sebe, pričom okraje opatrne spojiť. Potom je nevyhnutné počkať nejaký čas na opravu a ochladenie všetkých prvkov.
Všetko je dosť jednoduché. Hlavná vec je dobrá spájkovačka a materiál.
Rúry vyrobené z HDPE polyetylénu sa používajú takmer vo všetkých moderných komunikačných systémoch, od prívodu vody po plynovody a káblové kanály. Sú pevné, pružné a odolné. Správna inštalácia potrubného systému z polyetylénu zaistí jeho spoľahlivosť aj na spojoch častí potrubí a znalosť spôsobu pripojenia potrubí HDPE vlastnými rukami ušetrí peniaze za ich inštaláciu.
Bezvýkopové kladenie potrubia
Schéma bezvýkopového kladenia polyetylénových rúr
V niektorých prípadoch, keď sa potrubné trasy pretínajú so železnicou, rušnou dopravnou tepnou, riekou alebo inou prekážkou, nie je možné položiť otvorený priekop. Dôvodom môže byť tiež potreba čo najviac minimalizovať náklady na výkopy. To je základ pre aplikáciu metódy bezvýkopového kladenia polyetylénových potrubí. Rozšírila sa metóda bezvýkopového kladenia vodorovného smerového vŕtania (metóda HDD).
Horizontálne vŕtanie je zvláštny spôsob výstavby komunikácií bez toho, aby sa otvorila zem. Práce sa začínajú v mieste, kde je potrubie vyvedené na povrch. Táto technológia zaručuje vysokú presnosť vŕtačky v zamýšľanom mieste výstupu na povrch.Metóda umožňuje kladenie podzemných potrubí s dĺžkou viac ako 100 m a priemerom do 630 mm alebo viac. Existujú dva hlavné spôsoby vodorovného vŕtania: vedené a bez navádzania.
Vodorovné horizontálne vŕtanie sa vykonáva tunelovacími strojmi pomocou preplachovacieho a pilotného vŕtania.
Nekontrolované horizontálne vŕtanie sa vykonáva dvoma spôsobmi: 1) bez plášťa (piestová raketa, objemové vŕtanie, vŕtanie šnekom) a 2) s plášťom (injektážne vŕtanie, vpichové vŕtanie, príklepové vŕtanie, vŕtanie barana).
Horizontálne vŕtanie a bezvýkopové polyetylénové rúry sa považujú za najmodernejšiu technológiu. Na rozšírenie studne sa používa špeciálny nástavec na vŕtanie. Na zlepšenie umiestnenia je studňa ošetrená vrtným bahnom, ktoré formuje a lubrikuje samotný kanál.
Vlastnosti polyetylénových výrobkov teda umožňujú ich inštaláciu a kladenie pomocou akejkoľvek v súčasnosti známej metódy, berúc do úvahy obmedzenia dané minimálnym povoleným polomerom ohybu.
Potiahnutá alebo zatlačená polyetylénová rúrka je schopná opakovať konfiguráciu starej trasy s polomerom zakrivenia viac ako 120 priemerov samotnej rúrky. Kovové výrobky prakticky nemajú taký polomer ohybu.
DIZAJN PRESTIGE LLC
Inštalácia potrubia do systému
HDPE rúry sa vyrábajú v nameraných dĺžkach štandardnej dĺžky - každá 6 a 12 metrov, rovnako ako v zvitkoch alebo dlhých zvitkoch - každá 100-500 metrov. Pri ich inštalácii do systému v konkrétnej miestnosti budú určite potrebné nasledujúce operácie:
- Rez (rez) polyetylénových rúrok na spájkovanie alebo tvarové spojenie. Táto operácia musí byť vykonaná veľmi opatrne, aby bol rez čo najhladší, bez trhlín a otrepov, kolmý na povrch potrubia. Takýto rez je možné vykonať pomocou:
- Ručná alebo elektrická rezačka rúr, ktorá dokáže manipulovať s rúrkami s priemerom od 15 do 30 mm,
- Kruhová rezačka na rúry pre domácnosť s priemermi od 15 do 160 mm,
- Takzvaná „gilotína na rúry“, ktorá sa používa na vytvorenie vysoko kvalitného rezu rúrok s priemerom od 63 do 350 mm,
- Pásová píla, ktorá je najdrahším profesionálnym náradím a dokáže produkovať čisté a rovnomerné rezy v potrubiach do priemeru 1600 mm.
- Pri zakúpení veľkej stopáže potrubia bude potrebné narovnať krúžky špirály na priame segmenty. Problém spočíva v tom, že pri narovnávaní potrubia ho môžete náhodne poškodiť. Tu musíte pamätať na to, že materiálom rúry je HDPE, čo je termoplastický polymér. Preto pre miernu zmenu tvaru stačí výrobky krátkodobo držať na teplom mieste (vo vykurovanej miestnosti, na slnku) alebo ich opláchnuť horúcou vodou. Potom sa ľahko ohnú.
- Vytváranie uhla ohýbaním rovných segmentov. V takom prípade bude potrebné väčšie zahriatie určitej oblasti ako pri vyrovnávaní oblúka. K tomu použite kúrenie rovnakou teplou vodou, sušič vlasov v budove alebo jednoduchý plynový horák.
POZOR! Pri ohýbaní HDPE potrubia by sa malo ohrievať veľmi opatrne, pretože pri malom ohreve by sa mohlo v ohybe pretrhnúť a príliš vysoká teplota by ho mohla poškodiť.
Organizácia inštalačných prác
Zváracie a inštalačné práce s polyetylénovými rúrami sa vykonávajú buď podľa základnej schémy, alebo metódou trasy. Základná metóda sa používa v prípadoch, keď sa objekt nachádza v blízkosti miesta zvárania, kde sú potrubia vopred spojené a potom sú privádzané v hotových úsekoch na trasu potrubia. Dĺžka úseku môže dosiahnuť viac ako 30 m. Na mieste sa zvaria do pevného závitu, ktorý sa potom musí opatrne položiť do výkopu, aby sa nenarušil polomer ohybu.
Zváranie trasy začína kladením rúr pozdĺž výkopu.Potom sa inštalácia a zváranie uskutoční pomocou mobilných zváracích zariadení. Do výkopu je možné ručne položiť rúry malého priemeru. Najčastejšie sa však používajú kladače potrubí alebo žeriavy. Hotová niť by mala byť spustená bez trhania rovnomerne, predtým, ako bola predtým zaistená konopnými lanami alebo mäkkými popruhmi, ktoré by mali byť umiestnené vo vzdialenosti 5-10 metrov od seba. Jednodielny zváraný závit musí byť opatrne spustený do výkopu, aby sa počas inštalácie neprekročil kritický polomer ohybu. Najprv by ste mali počkať minimálne 2 hodiny po zváraní posledného článku.
DIZAJN PRESTIGE LLC
Metódy pripojenia
Metódy pripojenia polyetylénových rúrok možno rozdeliť do dvoch hlavných skupín: inštalácia pomocou ďalších častí (spojky a tvarovky) a priame zváranie spojov.
Zváranie
Zváracie švy poskytujú najpevnejší jednodielny spoj s úplne utesnenými spojmi, odolávajúcim zaťaženiu podobnému pevným povrchom. Spájkovanie sa nanáša na rúrky s priemerom presahujúcim 50 mm a vyžaduje si špeciálny zvárací stroj.
Zváranie HDPE rúrkových profilov je možné vykonať:
- Zadok. V tomto prípade je potrebná špeciálna rovnomernosť rezov a ich vzájomné posunutie o najviac 10% hrúbky steny rúry. Práce prebiehajú postupne:
- Časti potrubia sú očistené od všetkých nečistôt a odmastené (napríklad alkoholom alebo inými látkami),
- Oba konce sa zahrejú na viskozitu polyméru,
- Časti potrubia sú spojené tlakom a nehybne fixované, až kým úplne nevychladnú. V tomto prípade musíte zabezpečiť, aby sa šev ukázal byť rovnomerný, bez priehlbín a výčnelkov, aby sa zabezpečila jeho spoľahlivosť.
- S použitím elektrofúznej objímky. Tu budete tiež potrebovať prístroj na prácu s takými spojkami, ktoré majú zabudovanú špirálu a ktoré sa po zahriatí môžu rýchlo roztaviť:
- Očistené a odmasťované konce rúrok sú upevnené v objímke,
- Konce prístroja sú pripojené k vývodom špirály predtým, ako sa začne topiť,
- Potrubie je pripevnené, kým úplne nevychladne.
Ako sa to deje, nájdete na videu.
DÔLEŽITÉ! Zvárané spojky sa zvyčajne používajú na ťažko dostupných miestach, kde je jednoduché zváranie ťažké: pri vytváraní spojovacích prvkov alebo pri opravách už nainštalovaných systémov, v studniach atď.
Inštalácia
Priama montáž znamená vytvorenie odpojiteľného spojenia pomocou tvaroviek všetkých dostupných typov: spojky, rohové oblúky, T-kusy, nastaviteľné na 4 dĺžky atď. Takéto pripojenia sa zvyčajne vykonávajú v systémoch, kde sa nevyžaduje veľká pevnosť namontovaných spojov, alebo v oblastiach, kde sa vyžaduje demontáž a rekonštrukcia (napríklad v súkromnom dome na pripojenie vonkajšieho zavlažovacieho systému na letné obdobie).
Inštaláciu bez zvárania je možné vykonať nasledujúcimi spôsobmi:
- Pripojenie rúrok pomocou na nich usporiadaných zásuviek, vybavených O-krúžkami, pre ktoré stačí iba navzájom položiť zodpovedajúce prvky rúrok a dobre stlačiť.
- Spojenie tvarovky s lisovacími prvkami sa uskutočňuje v niekoľkých etapách: cez rez rúrky sa natiahne upínacia matica;
- potrubie sa nasadí na tvarovku tvarovky až na doraz;
- upínacia matica je utiahnutá kľúčmi.
Rozsah použitia HDPE rúr
HDPE potrubia sa používajú pre rôzne potrubia:
- prívod studenej vody;
- dodávka plynu;
- likvidácia odpadových vôd;
- kanalizácia vrátane dažďovej vody;
- pre skryté vedenie.
V závislosti od účelu potrubia sa vyberie spôsob pripojenia:
- Pre inštalatérske práce môžete použiť ktorýkoľvek z opísaných spôsobov inštalácie. Postačia však odpojiteľné spojenia pomocou tvaroviek.
- Kanalizačný systém je namontovaný v tvare zvončeka a vkladá potrubia do seba. Na utesnenie v takýchto materiáloch existuje špeciálny tesniaci gumový krúžok.
Elektroinštalácia je položená v rovných alebo vlnitých rúrkach.Pre spoľahlivosť je možné použiť difúzne zváranú zostavu.