Zváranie vykurovacích rúr je hlavnou metódou montáže domácich a priemyselných komunikácií. Spoje tohto typu nevyžadujú žiadnu údržbu, ako sú lepené alebo závitové spoje, sú však neustále tepelne a mechanicky namáhané. Na základe toho musíte starostlivo vyberať nástroje, materiály a pozorne sledovať technológiu zvárania. Porušenie pravidiel pre spájanie kovov vedie k vzniku trhlín a vzniku korózie. Ak plánujete urobiť tento postup vlastnými rukami, mali by ste zistiť, aké metódy sa používajú na zváranie ohrevu, ako aj pomocou profesionálnych techník na dosiahnutie vysoko kvalitného a trvanlivého výsledku.
Sada náradia a vybavenia

Pripravte si nástroje a ochranný odev na zváranie
Zváranie vykurovacích rúr elektrickým zváraním začína prípravnou fázou:
- Príprava pána. Je potrebné riadne vybaviť pracovisko, zabezpečiť dodržiavanie bezpečnostných opatrení, v prípade potreby si znovu prečítať pokyny pre manipuláciu s materiálmi a materiálmi. Na zváranie rúr elektrickým zváraním budú potrebné ochranné zariadenia. Patria sem špeciálny ohňovzdorný oblek (nohavice, bunda, čiapka s livrejou), maska, topánky a legíny. Musíte sa postarať o dobré vetranie.
- Príprava nástrojov a materiálov. Je potrebné venovať pozornosť každému malému detailu, pretože od toho závisí pohodlie práce a kvalita konečného výsledku.
Na zváranie kúrenia potrebujete nasledujúce nástroje a zariadenia:
- zvárací stroj s náhradným držiakom;
- brúska s rezacími a brúsnymi kotúčmi;
- kovová kefa;
- brúsny papier rôznych veľkostí zrna;
- kladivo;
- zásoba elektród;
- zverák;
- svorky;
- oceľové alebo azbestocementové plechy na ochranu stien pred kovovými kvapkami a sadzami;
- plachta na zakrytie podlahy.
Pred zváraním rúrok elektrickým zváraním je potrebné skontrolovať zhodu káblov, zásuviek a strojov v štíte s indikátormi pripraveného prístroja. Musia byť dostatočne výkonné, aby vydržali ťažké bremená, ktoré kladie dokonca aj vybavenie domácnosti.



Postup práce pri výmene radiátorov
Inštaláciu vykurovacích batérií pomocou plynového zvárania musí vykonávať kvalifikovaný zvárač s príslušným vzdelaním a skúsenosťami s dlhoročnou prácou. Nevyhnutným predpokladom je tiež použitie vysokokvalitného vybavenia, ktoré umožňuje výrobu zváraného švu požadovanej spoľahlivosti a pevnosti a splnenie bezpečnostných požiadaviek.
Poznámka! Ak sa má v byte vymieňať batérie pomocou plynového zvárania, je potrebné si pred začatím práce vybaviť potrebné povolenia. Pri súčasnom zákaze zvárania v bytových domoch, bez príslušných súhlasov, môžete namiesto tepla a pohodlia od nových radiátorov dostať pôsobivé pokuty.
Všetko, čo potrebujete k práci
- Vypúšťanie chladiacej kvapaliny zo systému. Ak to nie je vykonané predpísaným spôsobom, potom dôjde k odtoku počas demontáže starého radiátora priamo v miestnosti, kde sa práce vykonávajú. V súkromnom dome je spravidla celkom ľahké odstrániť vodu z vykurovacieho systému pomocou špeciálneho kohútika.
- Demontáž starých batérií. Akcie sú dosť jednoduché - rúry sú rezané bežnou brúskou. Toto by sa malo robiť čo najopatrnejšie, aby inštalácia nových vykurovacích zariadení nespôsobovala ťažkosti a prebiehala rýchlo.
- Balenie novej batérie. Môžete to urobiť sami. Potrebných je len niekoľko materiálov - investičná pasta, nastaviteľný kľúč, ľan, sada matíc potrubia v systéme. Orechy utesnené ľanom a pokryté pastou sa naskrutkujú na rúrky, ktoré vyčnievajú z chladiča. Potom je zo strany spojenia s rúrkami systému nainštalovaný americký (guľový ventil so stierkou) a Mayevského žeriav.
- Inštalácia novej batérie. Spravidla sa inštaluje na miesto starého. Pripojenie sa vykoná zaskrutkovaním ventilu do potrubia, následným pripojením k americkému a namontovaním rúry vykurovacieho systému, ktorá sa má privariť k stúpačke. Potom nasleduje samotný proces zvárania a na ňom je nainštalovaný jumper a žeriav. Preklad vytvorí ďalšiu cirkuláciu vody a na želanie je možné na ňu namontovať kohútik.
- najvyšší možný prenos tepla;
- odolnosť voči poklesom tlaku;
- pôsobivý pracovný život;
- technologické prispôsobenie prevádzkovým podmienkam;
- bezpečnosť proti zraneniu, ktorú poskytujú vyhladené rohy masky chladiča a optimálna teplotná bariéra;
- ladný vzhľad.
Používame ohýbačku rúrok
Kvalifikovaní odborníci
Kvalitný spotrebný materiál
Výmena vykurovacieho radiátora z 5000r.
Výmena 5 a viac saké - 5 000 ₽ / ks *
Výmena 4 radiátorov - 5500 ₽ / kus * Výmena 3 radiátorov - 5800 ₽ / kus * Výmena 2 radiátorov - 6000 ₽ / kus *
Výmena 1. radiátora - 6300 ₽ / ks *
* Kompletná konštrukcia;
- Práce (demontáž - inštalácia)
- Spotrebný materiál (potrubie, pasta Unipak a hygienická bielizeň)
* Zaručené proti úniku - 5 rokov
* Fixná cena (po ukončení práce sa nezmení)
* Náklady na prácu vypočítame za 10 minút pomocou fotografie
Lacné neznamená vysokú kvalitu - Press!
Konečné náklady na inštaláciu sa počítajú individuálne, podľa fotografie alebo po odchode kapitána k objektu, a tiež závisia od zložitosti vykonanej práce!
Zváranie káblov pre radiátor s inštaláciou žeriavov od 4000r.
Na demontáž starých vykurovacích zariadení je potrebné vypustiť chladiacu kvapalinu z vykurovacieho systému. Najjednoduchší spôsob, ako vykonať tento postup, je v súkromnom dome pomocou žeriavu, ktorého prítomnosť je zabezpečená vo fáze navrhovania autonómneho vykurovacieho systému. V bytovom dome budete musieť zavolať zástupcovi servisnej organizácie alebo správcovskej spoločnosti.
Demontáž starého vykurovacieho zariadenia pomocou brúsky, ktorá je k dispozícii každému milovníkovi opravárenských prác vlastnými silami. V tomto prípade pracuje majster bez ochranných prostriedkov - to sa nedá urobiť
Po vypustení chladiacej kvapaliny začnú demontovať batérie, ktoré slúžili ich životnosti. Na rezanie rúr sa používa bežná brúska. Rez musí byť čistý a rovný, aby sa inštalácia nových vykurovacích zariadení mohla vykonávať bez zbytočných ťažkostí.
Potom je nová batéria zabalená a tento postup môže vykonať sám vlastník bytu. V tomto prípade je potrebné sa zásobiť niektorými materiálmi: investičná pasta, ľan, sada matíc na rúry, nastaviteľný kľúč. Matice sú utesnené ľanom, potiahnuté pastou a potom naskrutkované na rúrky vyčnievajúce z chladiča. Potom je zo strany upevnenia pomocou rúrok vykurovacieho systému nainštalovaný guľový ventil so stierkou nazývaný americký a Mayevský žeriav.
Montáž nového bimetalového vykurovacieho radiátora zo samostatných častí pomocou vsuviek s tesnením
Ďalej začnú inštalovať novú batériu a nainštalovať ju na miesto starého radiátora. Začnú zvárať stierku zaskrutkovanú v batérii do vykurovacieho systému. Pre lepšiu cirkuláciu chladiacej kvapaliny medzi rúrkami (vhodnými pre batériu a odchádzajúcimi z nej) je zváraná spojovacia rúrka.
Skutočný majster svojho remesla si takto starostlivo nainštaluje novú batériu. Majiteľom musí vymaľovať iba vymenené úseky potrubia, po ktorých už nikto ani len netuší o montážnych prácach
Ako vidíte, proces výmeny vykurovacích zariadení je vážna a veľmi zodpovedná záležitosť. Preto pri uskutočňovaní práce stojí za to písomne sa obrátiť na bytový úrad.Vlastník bytu vypíše vyhlásenie k žiadosti, v ktorom popíše problém a potrebu odstavenia vykurovacieho systému v bytovom dome.
Zamestnanci bytového úradu žiadosť posúdia, udelia povolenie a dohodnú sa so žiadateľom na termíne montážnych prác. Ďalej musíte počkať na inštalatéra, ktorého pošle bytový úrad na adresu uvedenú v žiadosti. Inštalatér vypne vykurovací systém a vykoná všetky potrebné práce. Po dokončení postupu výmeny radiátora odborník nevyhnutne otestuje systém v testovacom režime, aby sa zabezpečila kvalita služieb poskytovaných žiadateľovi.
V niektorých kanceláriách pre bývanie môžu vyžadovať dokumenty, z ktorých môžete zistiť technické vlastnosti inštalovaných vykurovacích telies. Takéto dokumenty môžu obsahovať technický pas a popis rúr a batérií.
Dnes naša spoločnosť pracuje s bimetalovými radiátormi predstavenými najúspešnejšími inováciami na trhu s vykurovacími zariadeniami. Práve tieto výrobky sa právom považujú za lídra moderných vykurovacích systémov, ktoré sú schopné po mnoho rokov poskytovať optimálnu mikroklímu s vysokou účinnosťou. Hlavné priority bimetalových radiátorov:
Čítajte viac: Vstavané umývačky riadu Electrolux 45 cm: ktorú je lepšie zvoliť
Všetky radiátory tohto typu sa vyrábajú za podmienok automatizovanej kontroly kvality, takže používateľ má k dispozícii spoľahlivé a odskúšané vykurovacie moduly.
Pokúsme sa prísť na to, v čom sa navzájom líšia, aké sú ich klady a zápory. Vďaka týmto informáciám si budete môcť vybrať radiátor, ktorý vyhovuje vašim potrebám a je vhodný na použitie za konkrétnych podmienok.
Technológia zvárania plastových rúr

Na zváranie polypropylénových rúr sa používa špeciálne zariadenie
Polypropylén postupne nahrádza oceľ, pretože má množstvo pozitívnych vlastností pri relatívne nízkych nákladoch. Plastové potrubie je určené pre vysoký tlak, ľahkosť, hladké vnútorné steny a vynikajúci vzhľad. Ale potrubie bude vykonávať svoje funkcie efektívne, ak sú všetky spoje pevné a tesné. Je potrebné mať na pamäti, že pri prechode horúcej vody s teplotou nad 110 stupňov je polymér mäkký a začína sa zväčšovať. Preto sa na inštaláciu vykurovania používajú iba výrobky vystužené sklenenými vláknami alebo hliníkovou fóliou.
Na spájanie článkov sa používa špeciálna spájkovačka. Zariadenie je obojstranné, na jednom okraji sú dýzy pre vonkajšie a na druhej - na vnútorné ohrievanie spojených častí.
Na ich pripojenie sa používajú tieto armatúry:
- spojky;
- adaptéry;
- rohy;
- odpaliská;
- kríže;
- závitové príruby pre pripojenie k vykurovacej batérii.
Pri spájkovaní polypropylénovej komunikácie sa používa princíp difúzie pod vplyvom tepla. Okraje susedných článkov sa topia, látka sa zmieša a vytvorí monolitickú zlúčeninu.
Počas procesu zvárania sa spoj zmení na monolitický spoj
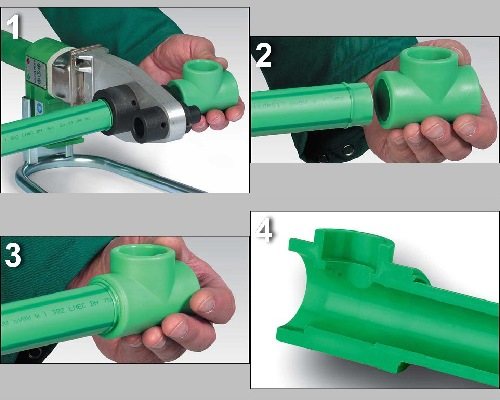
Proces zvárania polymérnych častí sa vykonáva podľa nasledujúcej metódy:
- Vypracovanie schémy potrubia pre vykurovací systém.
- Pílenie obrobkov určitej dĺžky. Vykoná sa korekcia množstva ponorenia rúr do otvorov tvaroviek a rozmerov samotných tvaroviek.
- Zahrejte spájkovačku, kým sa nerozsvieti zelený indikátor. Je to dôkaz, že zhromažďovanie sa môže začať.
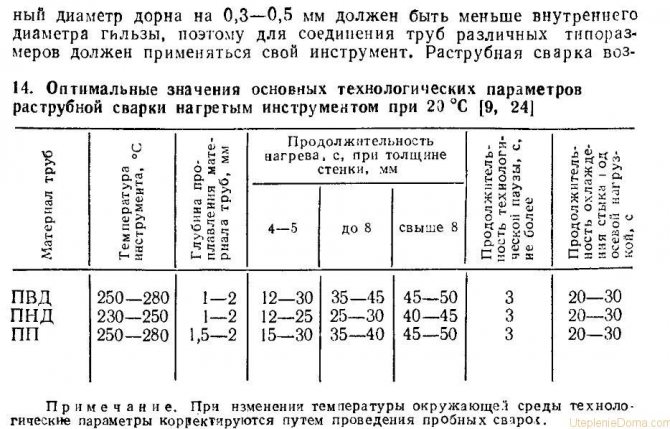
- Pripojenie častí k zariadeniu na odbočných rúrach zodpovedajúceho priemeru. Musia byť ohrievané v súlade s údajmi tabuľky, ktorou je vybavenie dokončené.
- Pripojenie potrubia a armatúry. Robí sa to striktne v jednom smere, kým sa vnútorná časť nedotýka zaisťovacieho jazýčka v tvarovke. Výrobky nemôžete otáčať, pohybovať nimi tam a späť. Korekcia uhla spoja je povolená.
- Chladenie. Je potrebné udržiavať kĺb v statickej polohe tak dlho, ako je predpísané v pokynoch k prístroju. Až potom môže montáž pokračovať.
Na rozdiel od kovových rúrok polymérové rúry potrebujú podporu pre zvislé a vodorovné väznice. Každých 100 - 150 cm sú pripevnené k stenám pomocou plastových dištančných svoriek. Po zostavení nepotrebujú polypropylénové komunikácie ďalšiu povrchovú úpravu a následnú údržbu.


Čo je potrebné na zváranie
Na dokončenie procesu zvárania budete potrebovať špeciálne vybavenie a určité zručnosti:
- Na zváranie sa používajú stroje nasledujúcej konštrukcie:
- s elektródami na pripojenie kovových rúrok;
- aparát pripomínajúci spájkovačku na spájanie plastových častí.
- Požiadavky na odborné schopnosti:
- elektrické zváranie kovových rúr vyžaduje skúsenosti s pomerne zložitým zváracím zariadením;
- aj neprofesionál môže kvalitne vykonať proces spojenia polypropylénových rúrok pomocou elektrofúzie.
Technológia zvárania kovových rúr

Pre medené rúry sa používa technológia plynového zvárania
Aby bolo pripojenie pevné a pevné, je potrebné pred inštaláciou pripraviť časti systému. Je potrebné skontrolovať rovnomernosť hrán, skosiť a zbrúsiť kov vo vzdialenosti 10 mm od rezu. Potom musíte očistené miesta ošetriť rozpúšťadlom, aby ste ich odmastili.
Na zváranie rúr na rôzne účely sa používajú elektródy s nasledujúcim povlakovým zložením:
- kyselina rutilová (RA) - na inštaláciu zásobovania studenou a teplou vodou vo verejnom sektore;
- rutil (RR) - na montáž vykurovacích systémov pracujúcich pod vysokým tlakom;
- rutilová celulóza (RC) - používa sa v konštrukciách vyžadujúcich vysokú spoľahlivosť spojov;
- univerzálny (B) - na montáž všetkých typov potrubí v obytnom sektore a vo výrobe.

Na dočasné spojenie rúr je možné použiť zváranie za studena
Kovové rúry môžete variť pomocou nasledujúcich technológií:
- Elektrické zváranie. Vykonáva sa ručne alebo pomocou stroja. Princíp činnosti je založený na vytvorení elektronického oblúka, ku ktorému dôjde počas skratu. Tento proces je sprevádzaný uvoľňovaním veľkého množstva tepla, ktoré vedie k roztaveniu kovu. Na vytvorenie švu sa používajú spotrebné alebo nespotrebovateľné elektródy.
- Zváranie plynom. Spoje rúr sa topia pod vplyvom horiaceho plynu a súčasne sa na ne nanáša kov, ktorý slúži ako spojka. Vytvorí sa monolitický spoj, ktorý má homogénnu štruktúru s priľahlými časťami.
- Zváranie za studena. Táto metóda sa používa pri inštalácii nízkotlakových potrubí alebo pri ich opravách na ťažko dostupných miestach. Podstata metódy spočíva v zabalení obväzu impregnovaného rýchlo tuhnúcim lepidlom okolo klepania.
Voľba možnosti je správna, ak zodpovedá charakteristikám systému a charakteristikám chladiacej kvapaliny.
PVC rúrka
| PVC rúrka 160х3,6х1 000m | PC | 264,37 |
| PVC rúrka 160х3,6х2,000m | PC | 503,75 |
| PVC rúrka 160х3,6х3,000m | PC | 775,41 |
| PVC rúrka 50х3,2х0,500m | PC | 42,30 |
| PVC rúrka 50х3,2х1 000m | PC | 70,68 |
| PVC rúrka 50х3,2х2 000 m | wt | 131,85 |
| PVC rúrka 110х2,7х1 000 m | PC | 104,87 |
| PVC rúrka 110х2,7 000m | PC | 195,12 |
| PVC rúrka 110х2,7 000m | PC | 298,25 |
Výpočet nákladov na vykurovanie
Náklady na opravu vykurovacieho systému
Náklady na inštaláciu vodovodu
Inžinierske systémy: dodávka vykurovacej vody:
- Zváranie rúrok Úspešnosť takého zložitého spojenia do značnej miery závisí od správneho výberu metódy zvárania rúrok, ktorá sa zvolí pre konkrétny druh kovu. Všeobecne sa elektrické oblúkové zváranie považuje za najlepšiu voľbu na pripojenie rúr. Ale to zvládne iba zvárač, ktorý má aspoň minimum ...
- Zváranie oceľových rúrok Zváranie oceľových rúrok zostáva najpopulárnejším - tak vo výrobe, ako aj v každodennom živote. Tu zohrávajú podstatnú úlohu kvalifikácia zvárača. Pokiaľ ide o zváracie zariadenie, používa sa elektrické zváranie, zváranie plynom a poloautomatické zariadenia. Pred začatím zvárania sa vykoná predbežné dôkladné vyčistenie hrán od kontaminácie ...
- Zváranie zvislých rúr V niektorých prípadoch môže byť zváranie veľmi náročné. Napríklad je ťažké pripraviť rúry, ktoré sú vo zvislej polohe. Takéto zváranie možno prirovnať k zváraniu vodorovných rúrok, musíte však neustále meniť uhol sklonu elektródy vzhľadom na rúrku a točiť ju po obvode ...
- Zváranie pozinkovaných rúrok Špeciálna technológia zvárania pozinkovaných rúrok umožňuje ich spájanie bez poškodenia zinkového povlaku. Na miesto spojenia sa nanáša tavidlo, ktoré poskytuje ochranu pred vyhorením povlaku. Pod vrstvou toku sa zinok najskôr vplyvom tepla stáva viskóznou kvapalinou, potom sa topí, ale nevyhorí a ...
- Zváranie tvarovaných rúrok Hlavným spôsobom zvárania tvarovaných rúrok je obvyklý tupý spoj. Vykonáva sa pomocou oblúkovej alebo plynovej metódy, ale kvôli svojej jednoduchosti a vysokokvalitnému švu je prvý z nich bežnejší. Elektrické zváranie tvarovanej rúry však vyžaduje aspoň malú skúsenosť zvárača. Veľa záleží ...
- Zváranie plynových potrubí Skutočná profesionalita vyžaduje zváranie plynových potrubí, čo je dosť nebezpečné. Musíte pracovať rýchlo a efektívne. Pred začatím spojenia sa okraje rúrok spracujú: sú očistené od kontaminácie. Ak je potrubie hrubostenné - viac ako 4 mm, potom sú hrany skosené, aby sa uľahčilo zahrievanie kovu na danom mieste ...
- Zváranie rúrok ručným oblúkovým zváraním Odborníci radia, aby ste pri zváraní rúrok ručným oblúkovým zváraním vytvorili trojitý šev - bude to spoľahlivejšie ako jedno zváranie. Pre zvárača je najvýhodnejšie pracovať s otočným potrubím. Zváranie takzvaných rotačných spojov sa vykonáva nasledovne: najskôr sa pripojí štvrtina priemeru potrubia, potom sa potrubie otočí ...
- Automatické zváranie rúr a príprava na zváranie Moderné technológie zvárania dosiahli veľký pokrok. Jedným zo smerov je automatické zváranie rúr. Použitím automatického zvárania sa podarilo eliminovať značné množstvo nevýhod, ktoré umožňuje ručné oblúkové zváranie (heterogenita švu, nízka spoľahlivosť vykonanej práce). Kvalitné ručné oblúkové zváranie je možné iba ...
- Zváranie zvislých rúr Druhý a tretí šev sa vykonávajú pomalými pohybmi. Začiatok a koniec švu je posunutý o 3 centimetre. Posledný šev je vyrobený priamo a na konci smeruje k samotnej rúre - k čistému kovu. Ak sú zvislé rúry zvárané v niekoľkých vrstvách, potom je potrebné ...
- Pri zváraní pevnej rúrky Pri zváraní pevne pripevnenej rúrky sa používa iná technika: prvý šev sa vedie zdola až do polovice priemeru rúrky a potom klesá dole, späť na začiatok, aplikácia druhého šev tiež začína zdola, ale vedie z druhej strany a opačným smerom. Ostatné ...
- Proces zvárania Vykurovacie rúry by mali byť zvárané príchytkami. Toto je technológia tupého spoja. Sú súčasťou švu. Na ich implementáciu sa používajú elektródy rovnakého typu, ktoré sa použijú na hlavné zváranie. Ak je priemer výrobkov do 30 cm, môžete vyrobiť štyri ...
- Zváranie zostáv a častí Po tejto fáze sa po kontrole správneho vyrovnania spojov zvarí šev. Pred prvým prechodom použite elektródy s menším priemerom, napríklad 3 mm.V tomto prípade je skosenie vyplnené zváracím materiálom do hĺbky 2/3 výšky skosenia. Po dokončení procesu je potrebné zváraný povrch vyčistiť ...
- Zváranie potrubí Metóda elektrického oblúkového zvárania potrubí sa často používa pri inštalácii alebo výrobe technologických liniek. Vyrábajú sa jednosmerným alebo striedavým prúdom. Ekonomické, a teda výnosnejšie, je zváranie striedavým prúdom, pretože sa spotrebuje menej energie. A vybavenie je potrebné viac ...
- Vlastnosti ručného oblúkového zvárania Vykonáva sa v niekoľkých priechodoch, po každom je potrebné trosku odstrániť. Každý nasledujúci šev je vyrobený tak, aby prekrýval ten predchádzajúci. Táto metóda vám umožňuje dosiahnuť maximálnu tesnosť a znižuje pravdepodobnosť fistúl. Pracujeme nepretržite DESIGN PRESTIGE LLC +7 495 ...
- Príprava na zváranie Najprv musíte začať pripravovať rúry. Plochy, ktoré sa majú zvárať, musia byť očistené a odmastené. Iba tak sa vyhnete chybám vo švíkoch. Výrobky musia mať vhodný uhol otvorenia okraja; je potrebné dodržať kolmosť na rovinu čelnej strany osi výrobku. Príprava vykurovacích potrubí pre veľké ...
- Zváranie vodovodných rúrok a tvaroviek Obsah: [skryť] Zváranie potrubí: klasifikácia Proces zvárania na tupo Rúrkové zváranie: príprava hrán Predhrievanie pri zváraní rúrok Zváranie rúrok: ručný oblúk Zváranie klampiarskych výrobkov Zváranie je najobľúbenejšou metódou inštalácie potrubné tvarovky, čo je pochopiteľné. Toto je najspoľahlivejšie uchytenie, ...
- Protikorózna ochrana kovových rúrok Ochrana kovových rúrok proti korózii Úspešná ochrana kovových vodovodných potrubí pred ... ...
- Zváranie vykurovacích potrubí Služby pre inštaláciu zásobovania teplou vodou DESIGN PRESTIGE LLC 8 (495) 744-67-74 Okrem rýchlej a kvalitnej opravy vykurovacích potrubí poskytujeme profesionálnu inštaláciu vykurovacích systémov na kľúč. Na našej stránke o vykurovaní> resant.ru/otoplenie-doma.html
- Zváranie medených rúr na tvrdé spájkovanie Odvtedy zostala v Rusku spájkovaná meď. V Moskve sa nie každá organizácia zaoberá výrobou inštalatérskych rúr pomocou spájkovania meďou, čo je veľmi zodpovedný proces a vyžaduje si kvalifikovanú pracovnú silu. Pre profesionála nebude spájkovanie medenej rúry príliš náročné, ...
- Účel kovových rúr pre kotolne Komín je akési vertikálne usporiadané zariadenie, ktorého účelom je odvádzať výsledné produkty spaľovania do atmosféry. Rúry majú rôzne tvary, líšia sa dizajnovými vlastnosťami, ale vo všeobecnosti plnia takmer rovnakú funkciu. Hlavným účelom štruktúr takého plánu ...
Predchádzajúci príspevok Výkopové práce od spoločnosti YUSTECH.
Nasledujúci príspevok Príprava na zváranie
Klasifikácia zvarov

Pri nekvalitnom zváraní sa časom objavia chyby švu
Spoj je možné zvárať rôznymi spôsobmi na základe konštrukčných prvkov a hrúbky spracovávaného kovu.
Existuje taká klasifikácia zvarov:
- Na pohľad sú ploché (normálne), oslabené (konkávne) a zosilnené (konvexné).
- Podľa dĺžky - plné (spojité, uzavreté), nespojité (bodky, segmenty). Pokiaľ ide o dĺžku, švy sa dajú rozdeliť na krátke (do 25 cm), stredné (26-100 cm) a dlhé (viac ako 101 cm).
- Pri vykonávaní - horizontálne (na zvislých častiach), zvislé (na vodorovných nosníkoch), strop (keď je spoj vytvorený zdola), spodok (elektróda na vrchu švu).
- Podľa efektívnej sily - bok (pozdĺž osi), čelný (cez os), šikmý (naprieč), kombinovaný (kombinácia typov).
- Podľa počtu vrstiev a priechodov - jednovrstvový (jeden priechod) a viacvrstvový (niekoľko priechodov).
Pri správnej inštalácii vykurovacieho systému je možné vykonať všetky uvedené švy. Ak je to potrebné, zváranie sa vykonáva aj na vnútornej strane rúr.
Algoritmus zvárania plynom
Práce na zváraní plynom sa vykonávajú podľa nasledujúceho algoritmu:
- najskôr sa oceľové diely pripravia na zváranie rezaním švu;
- potom vykonávajú zváracie práce a vyberajú najvhodnejší typ zváracieho švu z troch existujúcich - stropného, vodorovného alebo zvislého;
- potom opatrne preskúmajte superponovaný a ochladený šev, aby ste určili slabé miesta, ktoré je potrebné opäť vyvariť, aby sa zabránilo vzniku mikrotrhlín;
- povrch zvaru je vyčistený.
Na pripojenie kovových častí je možné použiť plynové zváranie bez ohľadu na ich veľkosť a tvar. V procese plynového zvárania sa okraje častí, ktoré sa majú spojiť, roztaviť, na ktoré sa nanáša špeciálny plniaci drôt. Výkon sa dosahuje použitím acetylénu a kyslíka, ako aj osvedčenej spájky.
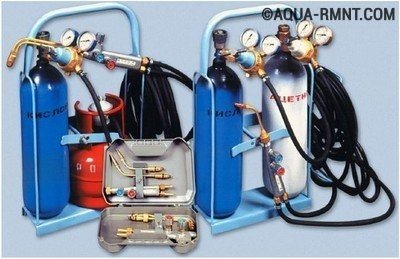
Sada zariadení a spotrebného materiálu na zváranie plynom. Na inštaláciu štyroch vykurovacích batérií postačujú acetylénové a kyslíkové fľaše
Roztavený kov ochladením vytvorí silné a veľmi spoľahlivé spojenie navzájom zvarených častí. Najčastejšie sa pomocou plynového zvárania upevňujú oceľové rúry, ktorých priemer nepresahuje 100 mm. Kompetentne vykonaná výmena vykurovacích batérií plynovým zváraním znižuje na nulu pravdepodobnosť prieniku vykurovacieho systému do zváraných oblastí, pretože šev v dôsledku spájkovania je oveľa silnejší ako materiál hlavných rúrok.
Inštaláciu vykurovacích batérií pomocou plynového zvárania môžu vykonávať iba profesionálni zvárači plynu, ktorí majú osvedčenie o vzdelaní v tejto špecializácii. Okrem toho musí mať zvárač platné povolenie na požiarnu bezpečnosť. Je vhodné, aby špecialista mal skúsenosti (vynikajúce, ak sú dlhoročné) so zváraním plynom.
Práce na zváraní plynom sa vykonávajú v montérkach, v špeciálnych okuliaroch s ochranným štítom, ktorý zabráni tomu, aby oči chytili „zajačikov“, ako hovoria skúsení zvárači. Nesmieme zabudnúť na rukavice, ktoré chránia pokožku rúk pred účinkami negatívnych faktorov.

Medzi povinné vybavenie zvárača plynu patria také ochranné prostriedky, ako sú okuliare, štít a pracovné rukavice. Všetky tieto položky sú určené na zváranie plynom.
Upozorňujeme, že v súčasnosti v bytových domoch platí zákaz zvárania plynom bez získania povolenia od autorizovaných orgánov. Porušiteľom tohto legislatívneho ustanovenia hrozí impozantná pokuta.
Medzi povinné vybavenie zvárača plynu patria také ochranné prostriedky, ako sú okuliare, štít a pracovné rukavice. Všetky tieto položky sú určené na zváranie plynom.
Hlavné typy zváraných spojov
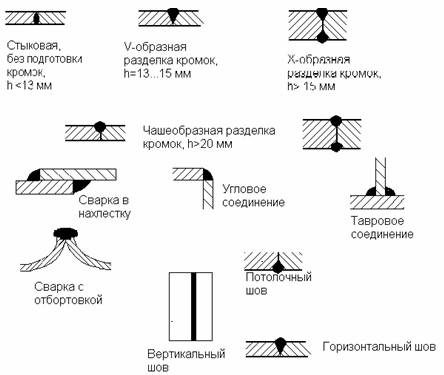
Typy zváraných spojov
Podľa ich umiestnenia v priestore sú švy rozdelené do nasledujúcich typov:
- uhlové - časti sú v uhle;
- V tvare T - spojenie konca a bočnej strany prvkov;
- tupo - potrubia sú spojené v jednej rovine;
- prekrývajúce sa - časti sú umiestnené na sebe;
- koniec - susediaci s bočnými povrchmi fragmentov.
V priebehu práce si majster sám vyberie najpohodlnejšiu a najvhodnejšiu metódu zvárania dielov.
Metóda argón-oblúk
Je potrebné zvárať plynovody technológiou TIG (Tungsten Insert Gas) pomocou žiaruvzdorných elektród na báze volfrámu. Vytvára elektrický oblúk, pod vplyvom ktorého:
- okraje tupého spoja sú roztavené (pri práci na tenkostenných rúrach a valcovaných výrobkoch z st.10, st.20);
- tavenina sa vytvára zahriatím plniaceho drôtu.
Pri zváraní hlavných potrubí sa používajú usmerňovače alebo invertory.Po celej pracovnej ploche sa vytvorí oblak ochranného plynu, argón sa ionizuje pri obrátenej polarite.
Vlastnosti práce:
- steny do 4 mm sa varia zhora nadol, aby tavenina rovnomerne vyplnila škáru;
- hrubostenné valcované výrobky sa najlepšie varia v dolnej polohe alebo zdola nahor;
- každé z prienikov začína v inom bode s presahom do 30 mm;
- argón sa dodáva pred zapálením oblúka, dodávka sa končí po stuhnutí hornej časti spoja (minimálne vystavenie 20 sekúnd);
- na zváranie vysoko legovaných nehrdzavejúcich zliatin používam tavidlo FP 8-2, do vnútornej strany potrubia sa dodáva ochranný plyn na ochranu vnútorného povrchu švu;
- dištančné krúžky pre valcované výrobky so stenou nad 10 mm sa nepoužívajú.
Sila prevádzkového prúdu závisí od chemického zloženia zliatiny, hrúbky valcovaného produktu. Možné hodnoty sú od 150 do 500 A. Podľa intenzity prúdu sa zvolí priemer elektródy.