Pred zmenšením priemeru potrubia by ste mali dobre preštudovať teóriu.Zníženie priemeru potrubia doma môže byť užitočné pre každého, kto robí opravy rôznych zariadení vlastnými rukami. Samozrejme, ak potrebujete znížiť niektorý prvok systému, potom je najlepšie použiť špeciálny adaptér a jednoducho spojiť dve rúry rôznych priemerov. Ak však potrebujete dostať zúženú alebo ohnutú rúrku z toho, čo už tam je, potom sa môžete uchýliť k valcovaniu. Valcovanie je plastická deformácia produktu do požadovaného tvaru.
Druhy valcovania a ohýbania
Valcovaním je možné z rúr vyrobiť výrobok požadovaného tvaru. Pomocou tejto metódy navyše môžete nielen ohýbať výrobok vyrobený z akéhokoľvek kovu, ale aj zmenšiť priemer.
Je možné zmenšiť priemer potrubia pomocou špeciálneho zariadenia.
Ohýbanie a zmena tvaru potrubia sa nazýva valcovanie. Tento proces dostal tento názov, pretože nástrojom, ktorý sa na to používa, sú valčeky.
Valcovanie sa používa na rôzne účely:
- Na zníženie priemeru rúrok vyrobených z rôznych materiálov. Takže môžete deformovať tenkostenné výrobky z nehrdzavejúcej ocele, liatiny, ocele atď.
- Pomocou valcovania môžete výrobok ohýbať. V takom prípade sa musíte ohýbať podľa špeciálnej šablóny.
- Predĺženie a vyrovnanie. To sa však neodporúča, pretože výrobok stráca svoju pevnosť.
- Zväčšenie priemeru. Tento proces sa však považuje za časovo najnáročnejší.
- Pomocou špeciálneho ohýbača rúrok môžete výrobok vlastnými rukami ohýbať do zvitku.
Všetky opísané procesy sa používajú pri výrobe a opravách rúrkových výrobkov. S ich pomocou môžete dokonca vyrobiť prvky ohnuté do kruhu, ktoré zdobia brány z tepaného železa.
Klasifikácia potrubí podľa podmieneného rezu
Menovitý priemer potrubia je jedným z parametrov, ktoré vo veľkej miere závisia od typu výroby oceľových výrobkov.
Všeobecne sa rozlišujú štyri typy rúr v závislosti od výrobnej technológie:
- 20 - 500 mm - takéto výrobky sa vyrábajú valcovaním za tepla podľa GOST 8732-78;
- 5-250 mm - podobné hodnoty určuje GOST 8734-75 pre metódu valcovania za studena;
- 10-1400 mm - táto skupina valcovaných rúr sa týka zváraných výrobkov s pozdĺžnymi švami a ich parametre sú uvedené v GOST 10704-91;
- 160-2400 mm sú hranice veľkosti pre zvárané oceľové rúry so špirálovými švami, uvedené v GOST 8696-74.

V tomto prípade sú valce z oceľových rúr dodávané v 38 štandardných veľkostiach s menovitými priemermi od DN 5 do DN 2400. Patria sem štyri špecializované skupiny, ktoré sú poskytované pre hydraulické a pneumatické systémy.
Je potrebné poznamenať, že parametre menovitého priemeru rúr sú uvedené nielen v GOST so štandardnou klasifikáciou a charakteristikami sortimentu, ale aj v referenčnej literatúre, špeciálnych tabuľkách. Nájdete tu tiež údaje o maximálnych hodnotách pracovného tlaku v systéme, pozdĺžnom a priečnom zaťažení a ďalšie informácie, ktoré môžu súvisieť s menovitým priemerom valca rúry a typom jeho úseku. Pozri tiež: „Aký je menovitý priemer rúr - normy a normy.“
Opis podstaty procesu
Valcovanie je dosť komplikovaný proces. V niektorých prípadoch je však celkom možné to urobiť sami. Obzvlášť ľahké je ohýbanie tenkostenných rúr z nehrdzavejúcej ocele a pozinkovania.
Počas stavby kovového potrubia môže byť tiež potrebné zúženie. Táto metóda sa používa, keď potrebujete pripevniť rúrku s väčším priemerom k produktu s menším.
Samokontrakcia prináša určité riziká. Faktom je, že pri takomto procese pôsobia na potrubie dve sily smerované opačným smerom. Preto sú činnosti, ktoré je možné vykonať s takýmito prvkami, obmedzené niekoľkými faktormi.

Pri zmenšovaní priemeru potrubia je potrebné dodržiavať bezpečnostné predpisy
Aké je obmedzenie použitého tlaku:
- V prvom rade sa berie do úvahy plastickosť materiálu. Čím je plastovejší, tým väčší je polomer, ktorý je možné ohnúť.
- Musíte venovať pozornosť tomu, o koľko tenšia je stena potrubia pre konkrétny výrobok.
- Je potrebné skontrolovať pevnosť v ťahu konkrétneho kovu kvôli ohybu. Čím je materiál plastickejší, tým vyšší bude tento indikátor.
- Dôležitý je aj limitný parameter polomeru, prechod z bočnej steny na koniec.
- Musíte tiež venovať pozornosť kvalite povrchu samotného produktu.
Je potrebné zohľadniť každý z týchto parametrov. Pre každú hrúbku steny a pre každý konkrétny priemer je to iné.
Pri redukcii potrubia doma je potrebné pozrieť sa na skutočnosť, že sa na kovu nevytvára veľké množstvo záhybov. Znižujú silu.
Zmenšite priemer PVC rúrky
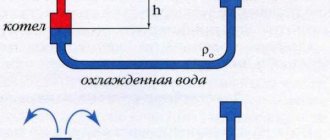
Pri návrhu a inštalácii vykurovacieho systému vždy vyvstáva otázka - aký priemer potrubia zvoliť. Voľba priemeru, a tým aj priechodnosti potrubí, je dôležitá, pretože je potrebné zabezpečiť rýchlosť chladiacej kvapaliny v rozmedzí 0,4 - 0,6 metra za sekundu, čo odporúčajú odborníci. V takom prípade musí byť do radiátorov dodané potrebné množstvo energie (množstvo chladiacej kvapaliny).
Je známe, že ak je rýchlosť nižšia ako 0,2 m / s, potom bude preťaženie vzduchu stagnovať. Rýchlosť viac ako 0,7 m / s by sa nemala robiť z dôvodu úspory energie, pretože odolnosť voči pohybu kvapaliny sa stáva značnou (je priamo úmerná druhej mocnine rýchlosti), navyše ide o spodnú hranicu tvorby hluku. v potrubiach malých priemerov.
Aký typ potrubia zvoliť
V súčasnosti sa na vykurovanie čoraz viac vyberajú polypropylénové potrubia, ktoré majú síce nevýhody v podobe ťažkostí so zabezpečením kvality spojov, ale aj značnú tepelnú rozťažnosť, sú však mimoriadne lacné a ľahko sa inštalujú, čo sú často rozhodujúce faktory.
Aké potrubia by sa mali použiť pre vykurovací systém? Polypropylénové rúry sú rozdelené do niekoľkých typov, ktoré majú svoje vlastné technické vlastnosti a sú určené pre rôzne podmienky. Vhodný na vykurovanie stupňov PN25 (PN30), ktoré odolávajú prevádzkovému tlaku 2,5 atm pri teplote kvapaliny až 120 stupňov. S.
Hrúbky stien sú uvedené v tabuľkách. Na vykurovanie sa teraz používajú rúry z polypropylénu, ktoré sú vystužené hliníkovou fóliou alebo sklenenými vláknami. Výstuž zabráni výraznému roztiahnutiu materiálu pri zahrievaní.
Mnoho odborníkov uprednostňuje rúry s vnútornou výstužou zo sklenených vlákien. Takéto potrubie sa v poslednej dobe stalo najbežnejšie používaným v súkromných vykurovacích systémoch.
Výber priemeru vykurovacieho potrubia
Rúry sú k dispozícii v štandardných priemeroch, z ktorých si musíte vybrať. Boli vyvinuté typické riešenia pre výber priemerov rúrok na vykurovanie domu, podľa ktorých môžete v 99% prípadov urobiť optimálny správny výber priemeru bez vykonania hydraulického výpočtu.
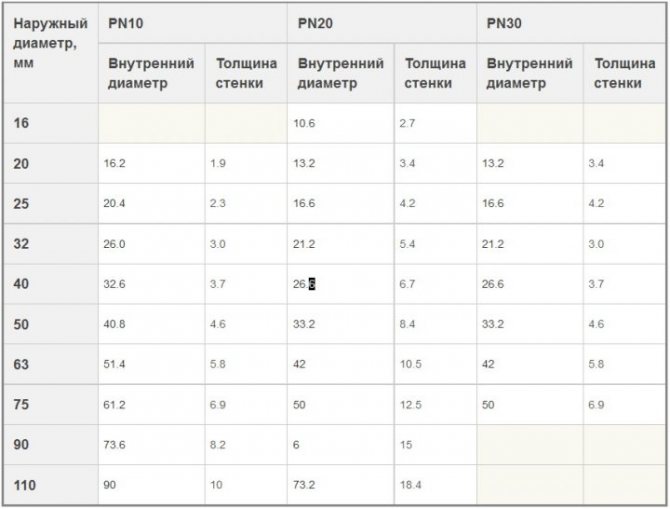
Štandardné vonkajšie priemery polypropylénových rúr sú 16, 20, 25, 32, 40 mm. Vnútorný priemer rúr triedy РN25 zodpovedajúci týmto hodnotám je 10,6, 13,2, 16,6, 21,2, 26,6 mm.
Podrobnejšie informácie o vonkajších priemeroch, vnútorných priemeroch a hrúbke steny polypropylénových rúr sú uvedené v tabuľke.
Aké priemery čo pripojiť
Musíme zabezpečiť dodávku potrebného tepelného výkonu, ktorý bude priamo závisieť od množstva dodávaného chladiva, avšak rýchlosť pohybu kvapaliny by mala zostať v stanovených medziach 0,3 - 0,7 m / s
Potom existuje taká korešpondencia spojov (pre polypropylénové rúry je uvedený vonkajší priemer):
- 16 mm - na pripojenie jedného alebo dvoch radiátorov;
- 20 mm - na pripojenie jedného radiátora alebo malej skupiny radiátorov (radiátory „normálneho“ výkonu v rozmedzí 1 - 2 kW, maximálny pripojený výkon - do 7 kW, počet radiátorov do 5 ks);
- 25 mm - na pripojenie skupiny vykurovacích telies (zvyčajne do 8 ks, výkon do 11 kW) jedného krídla (rameno schémy zapojenia slepého konca);
- 32 mm - na pripojenie jedného poschodia alebo celého domu v závislosti od tepelného výkonu (zvyčajne až 12 radiátorov, tepelný výkon je až 19 kW);
- 40 mm - pre hlavné vedenie jedného domu, ak je jeden (20 radiátorov - do 30 kW).
Ručné ohýbanie nehrdzavejúcej ocele
Takže teraz môžete hovoriť priamo o procese zúženia. To sa dá urobiť buď v továrni pomocou špeciálneho nástroja, alebo doma pomocou improvizovaných prostriedkov.
Môžete použiť kladivo. Túto metódu však nemožno považovať za optimálnu, pretože v takom prípade môže dôjsť k silnému zdeformovaniu potrubia. Zmenšená časť sa navyše ukáže ako nerovná, čo negatívne ovplyvní pevnosť.
Najlepším spôsobom je použiť špeciálne kliešte. Dajú sa kúpiť v špecializovanom obchode, ale nie sú lacné. Môžete si vyrobiť nástroj vlastnými rukami. Aby ste to dosiahli, musíte si vziať kľúč na rúry, môžete dokonca použiť starý opotrebovaný výrobok. Z neho musíte odstrániť špongiu z pohyblivého ramena a namiesto tejto špongie musíte nainštalovať vložku pod polkrúžok. Ďalej sa vytvorí polkrúžok požadovaného polomeru a nainštaluje sa na pohyblivé rameno. Ak chcete pokračovať v upínaní rúrok, môžete vyrobiť niekoľko krúžkov s rôznymi priemermi. To zvýši všestrannosť výrobkov.
Ako používať špeciálne kliešte:
- Vezmite kliešte s čeľusťou najmenej s polovicou priemeru objímky. Uchopte vonkajší priemer za hrdlo.
- Maticu klieští priblížte k vodítku zariadenia.
- Pohyblivé rameno je teraz možné otočiť. Robte to dovtedy, kým úplne nezakrýva druhý polovičný obvod.
- Potom so snahou stlačiť obe páčky a otočiť kľúčom o 30 stupňov.
- Všetky tieto kroky sa musia opakovať, kým potrubie nedosiahne požadovaný priemer.

Pred ohýbaním nehrdzavejúcej ocele by ste sa mali najskôr oboznámiť s odporúčaniami špecialistov
Týmto spôsobom môžete dať požadovanú veľkosť. Stojí za to vopred určiť, že táto práca vyžaduje fyzickú silu.
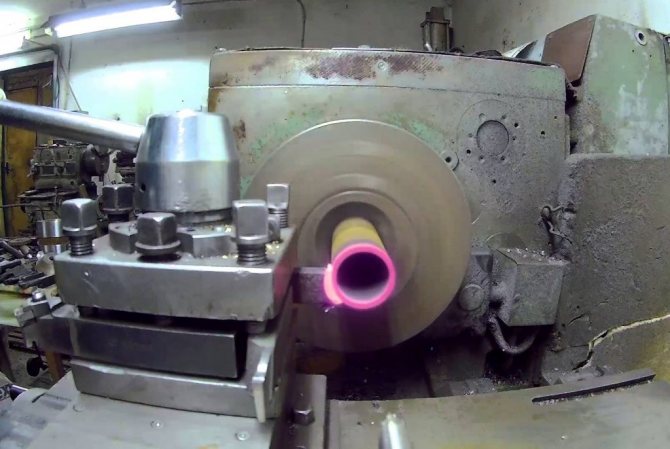
Pomocou sústruhu
Najjednoduchší spôsob zúženia potrubia je špeciálny stroj. Tento proces môže vykonať aj človek, ktorý nemá veľké fyzické sily. V tomto prípade sa skutočne väčšina práce vykonáva technikou.
Aby ste mohli pracovať so sústruhom, musíte mať určité zručnosti.
Podľa šablóny sa dá ohýbať nielen kovová rúrka. Takéto zariadenie je užitočné na dodanie požadovaného tvaru kúsku hrubého drôtu. Drôt je možné ohýbať aj ručne.
Poradie:
- Je potrebné potrubie pripevniť k držiaku prístroja. Je dôležité vypočítať hĺbku ponorenia obrobku. Zdvih rukoväte sa musí zhodovať s miestom slepého otvoru.
- Keď zapnete stroj, musíte priviesť rukoväť k potrubiu. Ďalej kliknite na obrobok a začne sa vytváranie slučiek.
- Materiál sa začne zahrievať. To znižuje silu, ale zvyšuje sa ťažnosť materiálu.
- Rukoväť musí mať najmenej 180 stupňov pohybu. A držiaky nástrojov by mali byť najobľúbenejšie veľkosti otvorov.
Počas procesu sa výrobok zahrieva a materiál sa stáva poddajným. Vďaka tomu je možné priemer obrobku ľahko zmenšiť na požadované hodnoty. Stlačenie potrubia vlastnými rukami je ťažké, ale možné. Aby ste to dosiahli, musíte si vyrobiť špeciálny prístroj a naučiť sa ho správne používať.