
Pri voľbe profilového potrubia pre samostatné nosné konštrukcie si zákazník uvedomuje dôležitosť presných výpočtov parametrov a zaťažení. V tomto článku sa pokúsime zistiť, či sa oplatí ušetriť na výpočtoch.
S príchodom leta sa začína stavebná sezóna pre firmy, majiteľov chát, letných chát. Niekto postaví altánok, skleník alebo plot, iný zablokuje strechu alebo postaví kúpeľný dom. A keď už pred zákazníkom vznikne otázka ohľadom nosných konštrukcií, výber sa kvôli nízkym nákladom a pevnosti v ohybe s nízkou hmotnosťou častejšie rieši na profilovej rúre.
Aké je zaťaženie profilovej rúry
Ďalšou otázkou je, ako vypočítať rozmery profilovej rúry tak, aby ste si vystačili s „malou krvou“, kúpiť rúru vhodnú pre záťaž. Na výrobu zábradlí, plotov, skleníkov sa zaobídete bez výpočtov. Ale ak staviate vrchlík, strechu, štít, nemôžete sa zaobísť bez vážnych výpočtov zaťaženia.
Dôležité! Každý materiál odoláva vonkajšiemu namáhaniu a oceľ nie je výnimkou. Keď zaťaženie profilového potrubia nepresiahne prípustné hodnoty, konštrukcia sa ohne, ale odolá zaťaženiu. Ak sa zníži hmotnosť nákladu, profil sa vráti do pôvodnej polohy. Ak dôjde k prekročeniu prípustných hodnôt zaťaženia, potrubie sa zdeformuje a zostane tak navždy, alebo sa zlomí v zákrute.
Ak chcete vylúčiť negatívne dôsledky, pri výpočte profilového potrubia zvážte:
- rozmery a prierez (štvorcový alebo obdĺžnikový);
- štrukturálne napätie;
- pevnosť ocele;
- typy možných zaťažení.
Klasifikácia zaťaženia na profilovom potrubí
Podľa SP 20.13330.2011 sa podľa času činnosti rozlišujú tieto typy záťaží:
- konštanty, ktorých váha a tlak sa v priebehu času nemenia (váha častí budovy, pôdy atď.);
- dočasné dlhodobé (váha schodov, kotly na chate, sádrokartónové priečky);
- krátkodobé (sneh a vietor, váha osôb, nábytok, doprava atď.);
- špeciálne (zemetrasenia, výbuchy, údery automobilov atď.).
Na poznámku!
Napríklad staviate baldachýn na dvore pozemku a ako nosnú konštrukciu používate tvarovanú rúrku. Potom pri výpočte potrubia zohľadnite možné zaťaženia:
- materiál vrchlíka;
- hmotnosť snehu;
- silný vietor;
- možná kolízia auta s oporou pri neúspešnom parkovaní vo dvore.
Použite na to SP 20.13330.2011 „Zaťaženia a dopady“. Obsahuje mapy a pravidlá potrebné na správny výpočet zaťaženia profilu.
Návrhové schémy zaťaženia na profilovom potrubí
Pri výpočte potrubia sa okrem typov a typov zaťaženia profilov berú do úvahy aj typy podpier a charakter rozloženia zaťaženia. Kalkulačka počíta iba pomocou 6 typov výpočtových schém.
Maximálne zaťaženie profilovej rúry
Niektorí čitatelia si kladú otázku: „Prečo také zložité výpočty, ak potrebujem zvariť zábradlie pre verandu.“ V takýchto prípadoch nie sú potrebné zložité výpočty, berúc do úvahy nuansy, pretože sa môžete uchýliť k hotovým riešeniam (tab. 1, 2).
| Tabuľka 1. Zaťaženie pre rúrku štvorcového tvaru | ||||||
| Rozmery potrubia, mm | ||||||
| 1 meter | 2 metre | 3 metre | 4 metre | 5 metrov | 6 metrov | |
| 40x40x2 | 709 | 173 | 72 | 35 | 16 | 5 |
| 40x40x3 | 949 | 231 | 96 | 46 | 21 | 6 |
| 50x50x2 | 1165 | 286 | 120 | 61 | 31 | 14 |
| 50x50x3 | 1615 | 396 | 167 | 84 | 43 | 19 |
| 60x60x2 | 1714 | 422 | 180 | 93 | 50 | 26 |
| 60x60x3 | 2393 | 589 | 250 | 129 | 69 | 35 |
| 80x80x3 | 4492 | 1110 | 478 | 252 | 144 | 82 |
| 100 x 100 x 3 | 7473 | 1851 | 803 | 430 | 253 | 152 |
| 100 x 100 x 4 | 9217 | 2283 | 990 | 529 | 310 | 185 |
| 120 x 120 x 4 | 13726 | 3339 | 1484 | 801 | 478 | 296 |
| 140 x 140 x 4 | 19062 | 4736 | 2069 | 1125 | 679 | 429 |
| Tabuľka 2. Zaťaženie pre rúrku obdĺžnikového tvaru (vypočítané pre väčšiu stranu) | ||||||
| Rozmery potrubia, mm | ||||||
| 1 meter | 2 metre | 3 metre | 4 metre | 5 metrov | 6 metrov | |
| 50x25x2 | 684 | 167 | 69 | 34 | 16 | 6 |
| 60x40x3 | 1255 | 308 | 130 | 66 | 35 | 17 |
| 80x40x2 | 1911 | 471 | 202 | 105 | 58 | 31 |
| 80x40x3 | 2672 | 658 | 281 | 146 | 81 | 43 |
| 80x60x3 | 3583 | 884 | 380 | 199 | 112 | 62 |
| 100 x 50 x 4 | 5489 | 1357 | 585 | 309 | 176 | 101 |
| 120x80x3 | 7854 | 1947 | 846 | 455 | 269 | 164 |

Je to zaujímavé!
Pomocou hotových výpočtov nezabudnite, že tabuľky 2 a 3 označujú maximálne zaťaženie, od ktorého sa potrubie ohne, ale nerozlomí. Po odstránení bremena (silný vietor sa zastaví) sa profil vráti do pôvodného stavu. Prekročenie maximálneho zaťaženia dokonca o 1 kg vedie k deformácii alebo zničeniu konštrukcie, preto si kúpte rúrku s bezpečnostnou rezervou, ktorá je 2 až 3-krát vyššia ako limitná hodnota.








Profilové rúry: veľkosti a ceny, účel a funkčnosť
Štvorcové rúry sa používajú v rôznych priemyselných odvetviach vrátane výroby a montáže kovových konštrukcií pre vonkajšie i vnútorné použitie. Z hľadiska kvality povrchu nie sú na ne kladené žiadne špeciálne požiadavky. Univerzálny profil sa vyrába na základe oceľových pásov valcovaných za tepla, ktorých hrúbka sa pohybuje v rozmedzí 1,5 - 5 mm. Podľa funkčných vlastností alebo podmienok používania sa výrobky klasifikujú do nasledujúcich typov:
- kovové profily na všeobecné a špeciálne účely;
- výrobky na ťažbu ropy, prepravu plynu a geologický prieskum;
- vŕtacie a krycie zariadenia;
- kompresorové a čerpacie zariadenie;
- vodné trubky;
- žiaruvzdorné oceľové výrobky pre kotolne;
- chemické zariadenie;
- veľké diaľnice;
- oceľové podpery s výstužami pre stavbu;
- trvanlivé výrobky na viacúčelové účely.
Využitie valcovaných výrobkov je rozšírené v strojárstve a stavebníctve, poľnohospodárstve, komunikačných systémoch a rafinácii ropy. Všetky parametre vrátane dĺžky potrubia a hrúbky steny sú regulované normou GOST 13663-86.

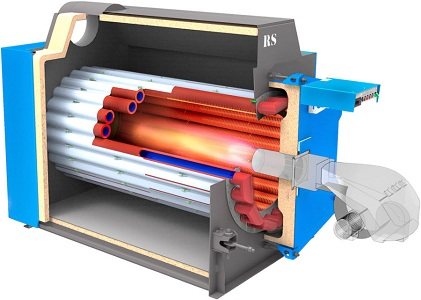
Pohľady v reze na profilované rúry

Metódy výpočtu zaťaženia profilového potrubia
Na výpočet zaťaženia profilov sa používajú nasledujúce metódy:
- výpočet zaťaženia pomocou referenčných tabuliek;
- použitie vzorca na ohybové napätie;
- stanovenie zaťaženia pomocou špeciálnej kalkulačky.
Ako vypočítať zaťaženie pomocou referenčných tabuliek
Táto metóda je presná a zohľadňuje typy podpier, pripevnenie profilu k podperám a povahu zaťaženia. Na výpočet priehybu profilového potrubia pomocou vyhľadávacích tabuliek sú potrebné nasledujúce údaje:
- hodnota momentu zotrvačnosti potrubia (I) z tabuliek GOST 8639-82 (pre štvorcové rúry) a GOST 8645-68 (pre obdĺžnikové rúry);
- hodnota dĺžky rozpätia (L);
- hodnota zaťaženia potrubia (Q);
- hodnota modulu pružnosti od súčasného SNiP.
Tieto hodnoty sa nahradia požadovaným vzorcom, ktorý závisí od ukotvenia na podperách a rozloženia zaťaženia. Pre každý návrhový model zaťaženia sa menia vzorce priehybu.
Výpočet podľa vzorca pre maximálne namáhanie profilovým potrubím v ohybe
Výpočet namáhania v ohybe sa počíta pomocou vzorca:
kde M je ohybový moment sily a W je odpor.
Podľa Hookeovho zákona je elastická sila priamo úmerná veľkosti deformácie. Teraz sa nahradia hodnoty pre požadovaný profil. Ďalej je vzorec vylepšený a doplnený na základe charakteristík ocele pre profilové potrubie, zaťaženie atď.
Bude vás zaujímať:
- vyrába kovové konštrukcie: Hangáre a prefabrikované konštrukcie Striešky z polykarbonátu a vlnitej lepenky Klasické a kované rošty, posuvné rošty ako ...
- Kožušinový kabát pre letné sídlo Ekologická tepelná izolácia Usporiadanie Starý kamenný dom veľmi neudržiaval teplo a potreboval izoláciu. Majitelia sa rozhodli ...
- vyrába posuvné mriežky ...
- Pohoda budovy, ktorá je na nej postavená, závisí od správneho výberu a kvality základu. Základ musí byť stabilný, odolný, čím sa dosiahne ...
Profilové rúry sa stávajú čoraz populárnejším stavebným materiálom. Používa sa na stavbu takých stavebných prvkov, ako je podlaha, nosný rám, nosník.
Takéto široké použitie je spojené predovšetkým s jednoduchosťou konštrukcie, prevádzky, údržby konštrukcií, ako aj s nízkou hmotnosťou samotných výrobkov. Je však dôležité mať na pamäti, že profilové potrubie musí mať zvýšenú pevnosť v ohybe a o tom, ako ho vypočítať, sa budeme zaoberať ďalej v článku.
Profilové rúry sú rúry, ktoré majú iný prierez ako kruhový prierez. Najbežnejšie možnosti sú obdĺžnikové a štvorcové výrobky. Ako už bolo spomenuté, zvláštna popularita tohto typu je spojená s jednou z jeho kľúčových výhod - dizajn bude mať nízku hmotnosť.
Špecifický tvar navyše výrazne zjednodušuje vzájomné pripevňovanie a ďalšie povrchy. Tento typ stavebných výrobkov je podľa GOST vyrobený zo širokej škály kovov a zliatin. Najčastejšie sa však používajú profilové rúry z uhlíkovej ocele a nízkolegovanej ocele.
Každý kov má dôležitú prírodnú kvalitu - bod odolnosti. Môže byť minimálna alebo maximálna. Napríklad posledný menovaný je príčinou deformácie vztýčených štruktúr, vedie k ohybom a v dôsledku toho k zlomeninám.
Pri vykonávaní zákruty je dôležité vyhodnotiť vlastnosti, ako sú veľkosť, prierez, typ výrobku, jeho hustota, ako aj tuhosť materiálu a jeho pružnosť. Ak poznáte všetky tieto všeobecné vlastnosti kovu, je možné pochopiť, ako sa bude štruktúra správať počas prevádzky.
Je dôležité mať na pamäti, že keď výrobok ohýbate, vnútorné časti konštrukcie sú stlačené, ich hustota sa zvyšuje a samotné sa zmenšujú. Vonkajšia vrstva sa preto stáva dlhšou, menej hustou, ale viac sa tiahne.
Stredné oblasti si zároveň zachovávajú svoje pôvodné vlastnosti aj po ukončení procesu. Preto by sa malo vždy pamätať na to, že v počas ohýbania nevyhnutne vznikne napätie aj v oblastiach čo najďalej od neutrálnej zóny
... Maximálny tlak bude v tých vrstvách, ktoré sú veľmi blízko tejto veľmi neutrálnej osi.


Elektromechanické ohýbačky rúrok
Tieto zariadenia sa používajú, keď majú rúry rôzny prierez. Od svojich kolegov sa líšia veľmi vysokou presnosťou polomeru ohybu a zbytočným využitím fyzickej sily človeka. Tieto zariadenia sa tiež vyznačujú veľmi vysokými nákladmi, ktoré poukazujú na ich profesionálny účel.
Elektromechanické ohýbače rúrok môžu ohýbať výrobky veľkých priemerov a tento indikátor je obmedzený iba veľkosťou samotného zariadenia, silou, ktorá sa vytvára pri ohýbaní. Polomer ohybu oceľových rúr musí úplne zodpovedať normám. Dajú sa pozorovať pomocou špeciálnych šablón, ktoré sa dajú ľahko vymeniť počas procesu ohýbania.
Prípustné polomery ohybu založené na pevnosti materiálu
GOST veľmi podrobne regulujú vlastnosti a vlastnosti prvkov a postup transformácie. Patrí sem minimálny polomer ohybu profilovej rúry. Stanovuje sa v závislosti od podmienok, za ktorých sa zákruta vykonáva. Pri ohýbaní pomocou piesku, ktorým je zabalený, alebo pri zahrievaní by mal vonkajší priemer začínať od 3,5 DN.
Ak má hlavný server schopnosť aplikovať, čo umožňuje vykonávanie potrebných operácií bez zahrievania alebo iných ďalších akcií, potom by mal byť v tomto prípade priemer najmenej 4DN.
Ak chcete urobiť ohyb, ktorý by bol dostatočne strmý, napríklad na výrobu ohnutej kanalizácie alebo potrubia, potom by priemer mal byť minimálne 1DN, pretože ohyb bude iný, hlavne pri vysokých teplotách.
Samozrejme, hodnoty stanovené štátnymi normami môžu byť mierne znížené, potom musíte veľmi opatrne vypočítať pevnosť v ohybe potrubia. Ak metóda ohýbania umožňuje byť istí, že hrúbka steny sa zníži o 15% od pôvodnej, potom sú v tomto prípade možné odchýlky od GOST a samotné ohýbanie je možné vykonať menej ako uvedené hodnoty, čo bude nebude mať významný vplyv na silu v budúcnosti.
Odolnosť materiálu
Každý materiál má bod odporu. Toto sa vyučuje na technických vzdelávacích inštitúciách. Po dosiahnutí určeného bodu môže materiál prasknúť a štruktúra sa podľa toho drobiť.Pri výpočte spoľahlivosti akejkoľvek stavebnej konštrukcie sa teda berie do úvahy nielen to, aké sú rozmery konštrukčných prvkov, ale aj to, z akého materiálu sú vyrobené, aké sú vlastnosti tohto materiálu, aké ohybové zaťaženie vydrží. Berú sa do úvahy aj podmienky prostredia, v ktorých sa bude stavba nachádzať.
Pevnostný výpočet sa vykonáva podľa normálového napätia. Je to spôsobené tým, že napätie sa nerovnomerne šíri po povrchu obdĺžnikovej rúry.
Bude to iné v mieste tlaku a na okrajoch potrubia. Toto je potrebné chápať a brať do úvahy.
Je potrebné dodať, že profilové rúry je možné testovať na ohyb a v praxi. Existuje na to špeciálne vybavenie. V ňom sa potrubie ohýba, zaznamená sa jeho napätie. Zaznamená sa napätie, pri ktorom sa potrubie pretrhne.
Potreba praktického experimentovania súvisí s týmto:
- v praxi môžu existovať odchýlky od GOST. Ak je budova rozsiahla, nemali by ste číslam dôverovať. Všetko je potrebné skontrolovať empiricky;
- ak potrubia nie sú vyrobené v továrni, napríklad zvárané z kovového rohu, potom na základe teoretických výpočtov nie je možné pochopiť, aké napätie v ohybe potrubie vydrží.
Použité vzorce a tabuľky
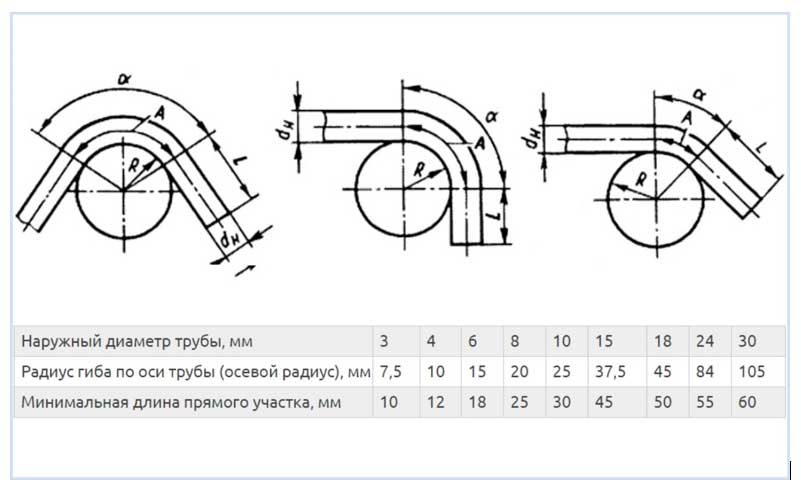
Aby ste úspešne, bez nepredvídaných komplikácií, vykonali výpočet potrubia pre vychýlenie, musíte vypočítať veľkosť dielu na dĺžku. Táto hodnota sa počíta pomocou jednoduchého vzorca, ktorý vyzerá takto:
L = 0,0175 × r × α + I
V tomto vyjadrení sú hlavné ukazovatele reprezentované nasledujúcimi písmenovými výrazmi:
- r je polomer ohybu profilovej rúry (mm);
- α - zodpovedá uhlu, ktorý chcete nakoniec dostať;
- Ja som vzdialenosť 100/300 používaná pri práci so špeciálnym vybavením na uchytenie obrobku.
Pri výpočte potrubia na vychýlenie je dôležitou etapou práce výpočet ohýbateľného prvku.
Pozri si video
Pri hodnotení musíme odhadnúť veľkosť oblasti, ktorú je potrebné ohýbať. Vzorec je veľmi jednoduchý a vyzerá takto:
U = π × α / 180 (r + DH / 2)
Tu môžu byť prvky obsiahnuté vo vzorci znázornené takto:
- π v tomto prípade sa rovná 3,14;
- α - je uhol ohybu vyjadrený v stupňoch;
- r - polomer ohybu (mm);
- DH je vonkajší priemer.
Pre pohodlie pána a pre najväčšiu bezpečnosť pri práci, ako aj pri prevádzke postavených konštrukcií z medi a mosadze obsahujú GOST najnižšie ukazovatele hlavných charakteristík použitých na výpočet pevnosti v ohybe profilového potrubia. Tieto informácie sú obsiahnuté v GOST č. 494/90, č. 617/90.
Pre vaše pohodlie sú hlavné charakteristiky požadované na stanovenie pevnosti v ohybe profilovej rúry uvedené v tabuľke.
Stôl 1.
Zatiaľ čo predchádzajúca tabuľka obsahovala hlavne pevné hodnoty pre medené a mosadzné prvky, ďalšia bude obsahovať údaje pre oceľové prvky. Táto tabuľka umožňuje odhadnúť ohybové zaťaženie tvarovanej rúry (GOST č. 3262/75).
Tabuľka 2.
Ako už bolo spomenuté, hrúbka steny hrá dôležitú úlohu pri výpočte pevnosti v ohybe štvorhrannej rúrky (rovnako ako kruhovej). Nasledujúca tabuľka preto umožňuje vo výpočtoch zohľadniť súčasne hrúbku steny aj priemer.
Tabuľka 3.
Technologický proces ohýbania
Ako už bolo správne poznamenané, akákoľvek deformácia kovovej konštrukcie spôsobuje ďalšie namáhanie stien konštrukcie. Na vnútornej vrstve je to kvôli zvýšeniu hustoty kovu v dôsledku stlačenia, a nie na vonkajšej časti, príčinou sa naopak stáva napätie, ktoré znižuje hustotu kovu.
Počas ohýbania sa tvar profilu mení podľa očakávania. To platí pre okrúhle, obdĺžnikové a štvorcové potrubia.Pokiaľ ide o posledné dve, tieto zmeny nie sú príliš výrazné, čo sa nedá povedať o okrúhlych.
Takto sa profil krúžku stane oválnym. Je pozoruhodné, že najväčšiu zmenu tvaru je možné pozorovať priamo v mieste záhybu a čím ďalej od neho, tým bližšie zostane úsek k pôvodnému tvaru.
Pozri si video
Je však dôležité správne vyhodnotiť silu nárazu, stupeň deformácie potrubia, aby sa zabránilo zbytočným zlomom a deformáciám. Pre diel s priemerom do 20 mm by stupeň oválnej deformácie nemal prekročiť 15%.
S nárastom profilu hodnota klesá ešte viac a je iba 12,5%. Ďalším dôležitým prvkom je prítomnosť záhybov (na to sú obzvlášť citlivé výrobky s tenkými stenami). Tento faktor je veľmi dôležitý, ak ohybová konštrukcia bude slúžiť ako potrubie.
Vytvorené záhyby znižujú priepustnosť, zvyšujú odpor prechádzajúcej tekutiny a zvyšujú stupeň upchatia. Takže keď používate ohnutú rúrku práve na tento účel, je potrebné starostlivo priblížiť výber hrúbky steny výrobku.
Aké je zaťaženie profilovej rúry
Výpočet pevnosti v ohybe potrubia sa zníži na jednoduché určenie maximálneho napätia v konkrétnom bode konštrukcie. Je dôležité pochopiť, z akého materiálu je profil vyrobený, pretože každý z nich má svoj vlastný indikátor stresu.
Pre správne výpočty je potrebné použiť správny vzorec. V takom prípade platia ustanovenia Hookovho zákona, ktoré stanovujú, že elastická sila je priamo úmerná deformácii. Výraz pre výpočty je nasledovný:
NAPÄTIE = M / W, kde:
- M je hodnota stupňa ohybu pozdĺž osi, pozdĺž ktorej pôsobí sila;
- W je hodnota odporu v ohybe pozdĺž tej istej osi.
Ako zistíte, či sú výpočty správne?
Ako už bolo uvedené, každý kov alebo zliatina má svoje vlastné normálne hodnoty namáhania. Práve stanovenie týchto hodnôt je jednou z hlavných úloh, ktorým čelíte, keď sa rozhodnete postaviť budovu z profilu.
Aby ste si boli istí správnosťou výsledkov, musíte poznať niekoľko dôležitých pravidiel a samozrejme ich dodržiavať.
- Vykonajte všetky výpočty presne, presne a bez náhlenia. V každej fáze by sa mal človek riadiť príslušnými vzorcami, nesnažiť sa upravovať hodnoty tak, aby vyhovovali tým, ktoré sú pre neho vyhovujúce.
- Po vypočítaní pevnosti v ohybe profilového potrubia by ste sa mali ubezpečiť, že získané ukazovatele nepresahujú stanovené maximálne hodnoty.
- Berte do úvahy materiál, z ktorého je profil vyrobený, hrúbku stien, aby ste zabránili jeho zničeniu alebo deformácii, ktorá v budúcnosti znemožňuje fungovanie konštrukcie.
- Pred vykonaním výpočtov je potrebné schematicky zobraziť budúci prvok. Na základe tohto technického výkresu je možné vykonať presnejšie výpočty, ktoré budú poistené proti chybám spojeným s nepochopením tvaru konštrukcie.
Pozri si video
Pri dodržiavaní všetkých potrebných pravidiel, ako aj bezpečnostných opatrení si môže byť aj neprofesionál istý, že všetky jeho výsledky pri výpočte pevnosti v ohybe potrubia budú správne a výsledok bude úspešný. Neustála kontrola vašich výpočtov a kontrola v každej fáze práce je kľúčom k úspešnému dokončeniu prípadu.
Pridať do záložiek
Roman Gennadievich, Omsk kladie otázku:
Dobrý deň! Vyvstala nasledujúca otázka: ako vypočítať priehyb profilového potrubia? To znamená, že by ma zaujímalo, aké maximálne zaťaženie znesie profilové potrubie jednej alebo druhej veľkosti, aby bolo možné určiť túto veľkosť. Nerozumiem tomu sám, preto vás žiadam, aby ste hovorili zrozumiteľnými výrazmi a vysvetlili všetky označenia vo vzorcoch.Záverom je, že mám nejaké nápady na usporiadanie letnej búdy, chcel by som ju vyrobiť z oceľového profilu, takže musíte presne vedieť, akú veľkosť si ju kúpiť, aby ste ju neskôr nemuseli prerábať. Vopred dakujem za odpovede.
Odborník odpovedá:
Dobrý deň! Výpočet profilových rúrok pre priehyb sa vykonáva pomocou jednoduchého vzorca: M / W, kde M je ohybový moment sily a W je odpor. Podstata jeho implementácie je jednoduchá. V tomto prípade platí Hookeov zákon: pružná sila má priamu proporcionálnu závislosť od deformácie. Preto, pretože poznáte stupeň deformácie a maximálnu hodnotu napätia pre daný materiál, môžete si zvoliť požadovaný parameter.
Obrázok 1. Návrhové odpory základného kovu stavebných konštrukcií.
Takže M = FL, kde F je deformácia vyjadrená v kilogramoch a L je rameno sily vyjadrené v centimetroch. Rameno je vzdialenosť od bodu pripojenia k bodu, v ktorom pôsobí sila.
Je tiež potrebné určiť maximálnu pevnosť (R), napríklad pre oceľ St3 sa rovná 2100 kg / štvorcový centimeter.
Teraz pre ďalší výpočet transformujeme výraz a dostaneme: R = FL / W, znova transformujeme a získame: FL = RW, odkiaľ F = RW / L. Pretože poznáme parametre, s výnimkou W, potom zostáva iba nájsť. Na to sú potrebné parametre profilového potrubia, to znamená, že a je vonkajšia šírka, a1 je vnútorná, b je vonkajšia výška, b1 je vnútorná, a tiež ich správne nahradiť v rovnostiach, aby sme našli neznámu hodnotu pre rôzne osi: Wx = (wa ^ 3 - b1 (a1) ^ 3) / 6a, Wy = (ab ^ 3- a1 (b1) ^ 3) / 6b.
Ak má výrobok štvorcový rez, potom sa vzorec ešte zjednoduší, pretože teraz bude index W v oboch smeroch (horizontálny aj vertikálny) rovnaký a samotná rovnosť sa zjednoduší, pretože dĺžka a šírka profilu sú rovnaké tiež to isté.
Pre tieto rovnosti je možné výpočty vykonať pomocou bežnej kalkulačky. Hodnoty maximálnych zaťažení sú referenčné, takže nie je ťažké ich nájsť na internete. Na obr. 1 zobrazuje malú takúto tabuľku. V ňom nájdete potrebné čísla pre rôzne druhy ocele pre priehyb, napätie a stlačenie - môže sa vám hodiť.
22. júla 2020 Špecializácia: výzdoba fasád, dekorácie interiéru, výstavba letných chát, garáží. Skúsenosti amatérskeho záhradníka a záhradníka. Má tiež skúsenosti s opravami automobilov a motocyklov. Záľuby: hra na gitare a oveľa viac, na čo nie je dostatok času :)
Na vykonanie otočenia potrubia sa používajú špeciálne tvarovky - uhly a T-kusy. Niekedy však existujú situácie, keď je potrebné potrubie ohnúť. Je pravidlom, že ak sa začiatočník ujme tejto práce, potrubie sa v zákrute rozpadne alebo sa dokonca zlomí, takže vám ďalej predstavím niektoré z tajomstiev ľudových remeselníkov, ktoré vám umožnia úspešne zvládnuť túto úlohu doma.
Výhody použitia tepelne odolných rebrových rúrok
Na vytvorenie žiaruvzdornej vrstvy sú povrchy potiahnuté oxidom horečnatým. Po žíhaní dostanú:
- zvýšenie súčiniteľa prechodu tepla;
- vysoká odolnosť proti korózii;
- dlhá životnosť;
- zvýšená odolnosť voči teplotným poklesom;
- nie je potrebná osobitná starostlivosť, môžu pracovať za akýchkoľvek podmienok;
- možnosť použitia v agresívnom prostredí.
Vďaka získaným výhodám majú žiaruvzdorné rebrované typy nasledujúce výhody:
- Vysoká vyrobiteľnosť výroby. Použité odporové zváranie spotrebuje málo energie, nevyžaduje špeciálny spotrebný materiál a drahé vybavenie.
- V priestoroch medzi rebrami sa objavujú vírivé vzduchové víry, čo zvyšuje intenzitu prenosu tepla vo všetkých oblastiach.
- Použitím odporového zvárania sa vytvorí spojenie medzi okvetnými lístkami a základňou s odolnosťou proti nízkej teplote.
- Zníženie hrúbky filmu kondenzátu. Je to spôsobené použitím žiaruvzdorného povlaku.V dôsledku toho dochádza k zníženiu úrovne kondenzácie pár nosiča.
Metódy ohýbania rúr
Potreba ohýbania potrubia môže vzniknúť v mnohých prípadoch, napríklad pri inštalácii potrubia, ak potrebujete „obísť“ akúkoľvek prekážku. Často je tiež nevyhnutné uchýliť sa k tejto operácii v procese výroby rôznych kovových konštrukcií, ako sú prístrešky, skleníky, altánky atď.
Je potrebné poznamenať, že pokiaľ ide o ohýbanie rúrok, máme na mysli nasledujúce typy:
Okrúhly kov
Proces ohýbania kovových obrobkov s kruhovým prierezom je dosť komplikovaný, pretože sa ľahko deformujú a niekedy sa dokonca roztrhnú. Preto, keď sa ohýbanie vykonáva v priemyselnom prostredí, najmä ak sa vyžaduje malý polomer, pred vykonaním tejto operácie sa vykoná návrh ohýbania rúr.
Doma, samozrejme, nebudete potrebovať presný vzorec na výpočet potrubia na ohýbanie. Jediná vec, ktorú musíte určiť, je minimálny povolený polomer. Jeho význam do značnej miery závisí od spôsobu, akým sa táto operácia vykonáva:
- pri ohrievaní časti naplnenej pieskom
- R = 3,5 x DH; - pomocou ohýbačky rúr
(ohýbanie za studena) - R = 4xDH; - ohýbanie, aby sa získali zvlnené záhyby
(ohýbanie za tepla) - R = 2,5хDH.
Minimálnym polomerom rovnajúcim sa dvom priemerom môžete dosiahnuť ťahaním za tepla alebo pečiatkou. Je však nemožné urobiť takúto zákrutu doma.
Tieto vzorce používajú nasledujúce hodnoty:
Musím povedať, že existuje univerzálnejší výpočet - polomer by mal byť minimálne päť priemerov rúr.
Takže sme trochu prišli na teóriu, poďme teraz k praxi. Ako už bolo spomenuté vyššie, existuje niekoľko spôsobov, ako vyriešiť tento problém. Najjednoduchším z nich je použitie špeciálneho stroja - ohýbačky rúrok.
Je pravda, že cena takého nástroja je dosť vysoká - náklady na hydraulický stroj, ktorý umožňuje ohýbanie obrobkov s priemerom až štyroch centimetrov, začína na 15 000 - 16 000 rubľov. Náklady na ručný ohýbač rúrok, ktorý vám umožňuje pracovať s časťami s priemerom až do jedného palca, je 4 700 - 5 000 rubľov.
Ak musíte často robiť takúto operáciu, ale nechcete platiť veľké peniaze za ohýbačku rúrok, môžete to urobiť sami. Na našom portáli nájdete podrobné informácie o tom, ako vyrobiť stroj na ohýbanie profilových rúrok vlastnými rukami.
Ohýbačka rúrok však nie je vždy po ruke, navyše, ak potrebujete túto operáciu vykonať raz, potom určite nemá zmysel kupovať si na to nástroj. V tomto prípade môžete urobiť ohyb pomocou čapov.
Toto sa deje nasledovne:
- v prvom rade musíte nakresliť polomer ohybu na vhodnom mieste;
- potom sú pozdĺž obrysu vykopané kovové tyče. Je žiaduce umiestniť ich čo najbližšie k sebe. Pre spoľahlivosť môžu byť tyče betónované.
Vedľa extrémnej tyče je potrebné vložiť ďalšiu, aby sa medzi ne zmestila ohnutá časť. Toto je nevyhnutné na opravu;
- potom musíte do ohnutej rúry naliať soľ alebo piesok. V takom prípade by mali byť hmoždinky zatĺkané do otvorov na oboch stranách;
- potom je časť pripevnená medzi prvými dvoma tyčami a potom sa ohýba okolo zvyšných tyčí, ako je znázornené na obrázku vyššie.
Alternatívou k tejto možnosti je použiť háčiky, ktoré sú pripevnené k kusu preglejky a tvoria požadovaný polomer, ako na fotografii vyššie. Ak chcete získať menší priemer, ako šablóna by sa mal použiť široký kotúč alebo valček.
Musím povedať, že obe metódy sú vhodné pre diely s priemerom najviac 16-20 mm. Ak chcete ohýbať obrobok s väčším priemerom, mal by byť ohyb dobre zahriaty.
Ak potrebujete tvarovať polotovary z neželezných kovov, ktoré majú výrazne menšiu pevnosť v ohybe ako oceľové náprotivky, môžete použiť pružinu. Posledný z nich musí striktne zodpovedať vnútornému priemeru, pretože je vložený do trubice. Pružinu môžete samozrejme položiť zvonku, ale v takom prípade je nepohodlné urobiť zákrutu.
Keď je trubica chránená pružinou, ohýba sa vlastnými rukami. Práce by sa mali robiť opatrne, aby sa dosiahol požadovaný polomer bez poškodenia dielu.
Profil
Profilové rúry sa ohýbajú oveľa ťažšie, pretože majú vďaka svojmu tvaru zvýšenú pevnosť. Výrobky z malých profilov možno ohýbať pomocou vyššie opísaných metód.
Existuje tiež ďalší spôsob ohýbania profilového potrubia, ktorý vám umožňuje pracovať s obrobkami dostatočne veľkej časti. Jeho princíp je nasledovný:
- do obrobku je potrebné naliať piesok alebo soľ a potom konce spoľahlivo upchať zátkami;
- časť musí byť ďalej bezpečne upnutá vo zveráku;
- potom by mala byť oblasť skladu zahriata do červena;
- potom musí byť obrobok orezaný paličkou, kým sa nedosiahne požadovaný polomer.
Ak máte zvárací stroj a brúsku, môžete bez väčšej námahy ohýbať obrobky aj toho najväčšieho priemeru. Toto sa deje nasledovne:
- najskôr je na obrobku vyznačený polomer ohybu;
- ďalej pozdĺž celého polomeru musíte označiť pásy na troch stranách profilového polotovaru. Čím menší je polomer, tým menší by mal byť krok medzi pruhmi;
- potom brúska vykoná rezy na troch stranách dielu podľa vytvorených značiek;
- teraz je obrobok bez problémov ohnutý;
- po získaní požadovaného uhla by mali byť rezy zvárané;
- na konci práce musíte vyčistiť švy a rozomlieť.
Týmto spôsobom je možné vyrábať diely aj zložitých tvarov, pričom presnosť ohybu je veľmi vysoká. Potrebné sú však skúsenosti s brúskou a zváracím strojom.
Vystužený plast
Na jednej strane sa kovoplastové rúry ohýbajú veľmi ľahko, na druhej sa však ľahko lámu. Preto musí byť práca vykonaná veľmi opatrne. Malo by sa pamätať na to, že minimálny polomer ohybu kovoplastovej rúry je podobný polomeru kovových polotovarov, t.j. musí mať aspoň päť priemerov.
Ak je priemer potrubia 16 mm, potom sa dá ohýbať bez akýchkoľvek špeciálnych zariadení. Toto sa deje nasledovne:
- vezmite časť oboma rukami zhora. V takom prípade umiestnite palce pod rúrku, rovnobežne s ňou a blízko seba, ako je to znázornené na fotografii vyššie;
- potom ohnite potrubie oboma rukami a nezabudnite na podporu palcov;
- ohnutím potrubia na požadovaný polomer, posuňte ho v dlaniach doľava alebo doprava a potom postup opakujte;
- týmto spôsobom ohnite obrobok a posuňte ho, kým nedosiahnete požadovaný uhol.
Aby ste si „vyplnili ruku“, nacvičte si tento postup na rúrkach, pretože je pravdepodobné, že sa obrobky spočiatku zlomia.
Oveľa ťažšie je ohýbať okolo prstov rúrku s priemerom 20 mm. Preto môže byť ako doraz použitý akýkoľvek iný vhodný povrch. Najvýhodnejšie je však vykonať túto prácu pomocou pružinového vodiča, ktorý môže byť vonkajší aj vnútorný, t.j. ktorý je vložený do vnútra obrobku.
Ak chcete urobiť ohyb s vnútorným prípravkom uprostred dlhého obrobku, priviažte ho o lano a potom ho zatlačte do požadovanej hĺbky. Po dokončení zákruty vytiahnite pružinu zatiahnutím za lano.
Ručné ohýbačky rúrok
Ručný ohýbač rúrok sa používa pri ohýbaní materiálov malého priemeru. Toto zariadenie môže byť ľahko vyrobené z farebných kovov a nehrdzavejúcej ocele. Princíp fungovania tohto zariadenia spočíva v tom, že vložením jedného konca do špeciálnej svorky musíte začať otáčať rukoväťou. Týmto postupom bude potrubie prechádzať medzi valcami, čím sa vytvorí požadované otočenie.Pri vykonávaní tohto postupu sa odporúča dodržiavať GOST, čo naznačuje, že minimálny polomer čistých farebných kovov a nehrdzavejúcej ocele musí byť:
- ak je priemer menší ako 20 mm - nie menší ako 2,5 D;
- ak je priemer väčší ako 20 mm - 3,5 D a viac.
D je indikátor vonkajšieho prostredia.
Výkon
Ako sme zistili, existuje pomerne veľa populárnych spôsobov ohýbania rúrok. S trochou cviku môžete dosiahnuť dobré výsledky. Malo by sa však pamätať na to, že kvalita zákruty vykonanej na profesionálnom vybavení bude vždy vyššia.
Video v tomto článku poskytuje ďalšie informácie o tom, ako ohýbať vystužené plastové rúry. Ak máte pri vykonávaní tejto operácie nejaké ťažkosti, položte otázky v komentároch a určite sa vám pokúsim pomôcť.
22. júla 2020
Ak chcete poďakovať, pridať vysvetlenie alebo námietku, niečo sa spýtajte autora - pridajte komentár alebo poďakujte!
V priemyselnej a súkromnej výstavbe sú bežné tvarované rúry. Používajú sa na stavbu hospodárskych budov, garáží, skleníkov, altánkov. Dizajny sú klasicky obdĺžnikové aj zdobené. Preto je dôležité správne vypočítať ohnutie potrubia. Takto si udržíte tvar a dodáte štruktúre pevnosť a odolnosť.
Výpočet lúčov pre priehyb. Pracovný algoritmus
Algoritmus, pomocou ktorého sa takýto výpočet robí, je v skutočnosti dosť jednoduchý. Ako príklad zvážte trochu zjednodušenú schému výpočtu, pričom vynechajte niektoré konkrétne výrazy a vzorce. Na výpočet priehybu lúčov je potrebné vykonať niekoľko akcií v konkrétnom poradí. Algoritmus výpočtu je nasledovný:
- Je vypracovaná výpočtová schéma.
- Stanovia sa geometrické charakteristiky lúča.
- Vypočíta sa maximálne zaťaženie tohto prvku.
- Ak je to potrebné, skontroluje sa pevnosť ohybového momentu nosníka.
- Vypočíta sa maximálna výchylka.
Ako vidíte, všetky akcie sú celkom jednoduché a celkom uskutočniteľné.
Vlastnosti ohýbateľného kovu
Kov má svoj vlastný bod odporu, maximálny aj minimálny.
Maximálne zaťaženie konštrukcie vedie k deformáciám, zbytočným ohybom a dokonca k zalomeniu. Pri výpočte venujeme pozornosť typu potrubia, prierezu, rozmerom, hustote, všeobecným charakteristikám. Vďaka týmto údajom je známe, ako sa materiál bude správať pod vplyvom environmentálnych faktorov.
Berieme do úvahy, že pod tlakom na priečnu časť potrubia vzniká napätie aj v bodoch vzdialených od neutrálnej osi. Zóna najviac tangenciálneho napätia bude tá, ktorá sa nachádza blízko neutrálnej osi.
Počas ohýbania sa vnútorné vrstvy v ohnutých rohoch zmenšujú, zmenšujú a vonkajšie vrstvy sa rozťahujú, predlžujú, ale stredné vrstvy si po ukončení procesu zachovajú svoje pôvodné rozmery.
Ohybové rúry sú široko používané v každodennom živote
Čo je to obdĺžniková trubica?
Obdĺžniková kovová rúra je kovový výrobok dlhý niekoľko metrov. Obdĺžniková rúra má zodpovedajúci prierez. Jeho rozloha môže byť veľmi odlišná. Všetky parametre takýchto potrubí sú regulované špeciálnymi GOST - dokumentmi pochádzajúcimi zo štátu. Požiadavka, aby všetky rozmery zodpovedali GOST, je spojená s týmto:
- potrubie vyrobené v súlade s GOST bude spĺňať bezpečnostné požiadavky. Ak je rúrka vyrobená v remeselných podmienkach, je možné, že proporcie nespĺňajú bezpečnostné požiadavky. Existuje nebezpečenstvo, že výrobok nevydrží zaťaženie a spôsobí zrútenie konštrukcie;
- Pri výpočte zaťaženia potrubia sa nevyžaduje meranie každého konkrétneho produktu. Jeho parametre nastavuje GOST, preto si môžete z tohto dokumentu vziať údaje.
Výrobky sú vyrobené z rôznych druhov ocele.Niektoré druhy ocele nevyžadujú ďalšie spracovanie. Jedná sa napríklad o takzvanú nehrdzavejúcu oceľ. Oceľ, ktorá sa bojí korózie, musí byť ošetrená špeciálnymi roztokmi alebo farbou.
Ako robiť správne výpočty
Výpočet profilového potrubia pre vychýlenie je stanovenie stupňa maximálneho napätia v konkrétnom bode potrubia.
Každý materiál má normálne hodnotenie stresu. Neovplyvňujú samotný výrobok. Aby boli výpočty správne, je potrebné použiť špeciálny vzorec. Je potrebné zabezpečiť, aby ukazovatele nepresahovali najvyššie prípustné hodnoty. Podľa Hookeovho zákona je výsledná elastická sila priamo úmerná deformácii.
Pri výpočte ohybu je tiež potrebné použiť vzorec napätia, ktorý vyzerá ako M / W, kde M je indikátor ohybu pozdĺž osi, na ktorú sila dopadá, ale W je indikátor ohybového odporu pozdĺž tej istej osi.
Ohyb potrubia musí byť správny a presný
Vlastnosti výroby tvarovaných kovových rúr
Podľa spôsobu výroby sú profilové rúry deformované za tepla a za studena. Kvôli ťažnosti kovov je k dispozícii profilovanie ľubovoľného oceľového polotovaru pod vplyvom vysokých teplôt. Na reze (v časti) majú rúry tvar:
- námestie;
- obdĺžnik;
- oválny.
Nemenej žiadaný je plochý oválny klenutý profil (alebo oválne rúrky), ktorého výroba rastie. Technológia ich tvarovania sa prakticky nelíši od valcovania štandardných profesionálnych rúr. Toto je akoby prechodná možnosť medzi okrúhlymi a obdĺžnikovými štruktúrami a ich ukazovatele kvality a životnosti sú rádovo vyššie ako ukazovatele týchto výrobkov. Technológia výroby štandardnej veľkosti potrubia predpokladá:

V priereze majú rúry tvar oválneho, štvorcového alebo obdĺžnika.
- spôsob tvarovania zaoblených výrobkov za studena lisom;
- zváranie obdĺžnikových oceľových plechov.
Dôležité! Náklady na valcované výrobky so zváraným švom sú nižšie ako cena plných rúrok. O ich kvalite nie je potrebné pochybovať: kĺb je pred získaním osvedčenia a preberacieho osvedčenia skontrolovaný detektorom chýb.
V súlade s GOST sa rúry akejkoľvek veľkosti (v palcoch a mm) vytvárajú pomocou dvoch technológií, ktoré sa navzájom výrazne líšia:
- Zváraním plechového alebo pásového profilu (šev môže znížiť kvalitu produktu iba pri značnom zaťažení a výrobok má nižšiu cenu).
- Zaoblené tyče prechádzajú lisovaním obrobkov rovnakého tvaru na valcovni (technológia je nákladnejšia, bezšvíkové výrobky znášajú maximálne zaťaženie vo zvislých rámoch).

Rúry sa vyrábajú tvarovaním zaoblených výrobkov za studena lisom a zváraním obdĺžnikových plechov
Technologický proces ohýbania
Ohýbanie vytvára určitý stupeň napätia v kovových stenách. Napätie sa získa na vonkajšej časti a tlakové napätie na vnútornej časti. Vďaka týmto vplyvom sa mení sklon osi.
V procese ohýbania na ohnutom mieste sa mení tvar prierezu. Vďaka tomu sa prstencový profil stane oválnym. V strede priehybu je viditeľný zreteľnejší oválny tvar, ale na konci a na začiatku sa deformácia zmenšuje.
Pre rúry s prierezom do 20 mm by ovalita v deformovanom mieste nemala prekročiť 15%. Pre rúry s prierezom 20 a viac - 12,5%.
Dávajte pozor na skutočnosť, že v konkávnej oblasti tenkostenných výrobkov sa môžu vyskytnúť záhyby. Oni zase negatívne ovplyvňujú fungovanie systému (znižujú priepustnosť pracovného média, zvyšujú hladinu hydraulického odporu, stupeň upchatia).
Zakrivené rúry sa používajú v priemysle a súkromnom staviteľstve
Prípustné polomery ohybu potrubia
Rúry majú minimálny polomer ohybu podľa vládnych štandardov.
Ak sa ohýbanie vykonáva ohrevom a brúsením, musí byť vonkajší priemer potrubia minimálne 3,5 DN.
Tvarovanie rúrky na ohýbačke rúr (bez kúrenia) - minimálne 4DN.
Ohýbanie pri zahrievaní pomocou plynového horáka alebo v peci na získanie polodrážkových záhybov je možné s indexom 2,5DN.
Ak je ohyb poskytnutý pre strmý povrch (pre ohnuté kanalizačné ohyby vyrobené pretiahnutím za tepla alebo razením) - nie menej ako 1 DN.
Ohyb potrubia môže byť menší ako stanovené hodnoty. To je však možné, ak výrobná metóda zaručuje, že steny rúrok sú zriedené o 15% z celkovej hrúbky.
Zodpovedne vypočítame pevnosť v ohybe potrubia.
Ohýbanie rúrok rôznych priemerov
Vzorce a tabuľky
Na výpočet priehybu potrubia určíme dĺžku dielu. Vypočítava sa pomocou tohto vzorca:
L = 0,0175 ∙ R ∙ α + l
R je polomer ohybu v mm;
α je hodnota uhla;
I - rovná časť 100/300, nevyhnutná na uchopenie produktu (pri práci s nástrojom).
Pri výpočte ohybu profilovej rúry berieme do úvahy veľkosť ohnutého prvku. Je určená nasledujúcim vzorcom:
A = π ∙ α / 180 (R + DH / 2)
Hodnota čísla π = 3,14;
α je uhol ohybu v stupňoch;
R - hodnota polomeru (hodnota sa berie do úvahy v mm);
DH je priemer na vonkajšej strane potrubia.
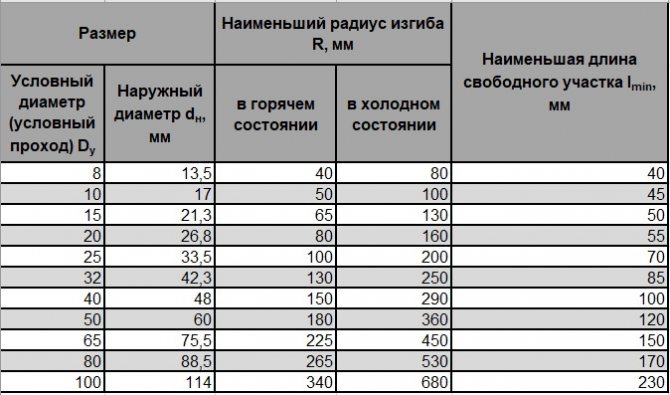
Minimálne polomery ohybu pre výrobky z medi a mosadze sú uvedené v tabuľke. Údaje zodpovedajú GOST č. 494/90 a č. 617/90. Ďalej sú tu uvedené aj hodnoty pre vonkajší priemer, minimálnu dĺžku statickej voľnej časti.
Ohýbanie tvarovaných rúrok je možné vykonávať na špeciálnych strojoch
Schéma ohybu potrubia
Nasledujúca tabuľka pomôže vypočítať okrúhlu rúrku na ohýbanie. Zahŕňa údaje týkajúce sa analógov ocele (ukazovatele zodpovedajú GOST č. 3262/75).
| Rozmery potrubia | Minimálny polomer ohybu | Minimálna voľná dĺžka | ||
| Podmienené povolenie | Vonkajšie | Horúce | Chladný | |
| 8 | 13,5 | 40 | 80 | 40 |
| 10 | 17 | 50 | 100 | 45 |
| 15 | 21.3 | 65 | 130 | 50 |
| 20 | 26.8 | 80 | 160 | 55 |
| 25 | 33.5 | 100 | 200 | 70 |
| 32 | 42.3 | 130 | 250 | 85 |
| 40 | 48 | 150 | 290 | 100 |
| 50 | 60 | 180 | 360 | 120 |
| 65 | 75.5 | 225 | 450 | 150 |
| 80 | 88.5 | 265 | 530 | 170 |
| 100 | 114 | 340 | 680 | 230 |
Aby nedošlo k chybe vo výpočtoch, malo by sa vziať do úvahy aj priemer a hrúbka steny rúrok.
Ručný hydraulický ohýbač rúrok
Ohýbanie potrubia vlastnými rukami
Ak to urobíte sami, pomôže vám výpočet potrubia na ohýbanie, ktorého vzorec je jednoduchý a univerzálny (ide o 5 priemerov rúr).
Vypočítame ohyb na častiach s prierezom 1,6 cm.
1. krok: musíte jasne pochopiť, aký druh kruhu bude výsledkom (pre správne ohnutie je potrebná štvrtina kruhu).
2. krok: definujte polomer - 16 vynásobený 5. Výsledok je 80 mm.
3. krok: vypočítajte východiskové body pre ohyb. Použite na to vzorec C = 2π ∙ R: 4. Hodnota C je dĺžka potrubia, ktoré sa použije pri práci. Používajú sa dve čísla pí a indikátor vonkajšieho polomeru potrubia.
4. krok: hodnoty sa nahradia známymi údajmi: 2 ∙ 14 ∙ 80: 4. Vo výsledku dostaneme 125 mm. Bude to dĺžka úseku, kde je minimálny polomer ohybu 80 mm.
Ak nemôžete pracovať so vzorcami, vypočítame priehyb profilového potrubia pomocou kalkulačky (špeciálny program sa dá ľahko nájsť na internete).
Existuje niekoľko druhov takéhoto nástroja. Zariadenie na ohýbanie segmentov umožňuje prácu na základe špeciálnych šablón. Ich tvar je už vypočítaný pre určitý priemer a tvar záhybu. Tento nástroj pomáha meniť tvar rúrok až na 180˚.
Podporné zariadenie má segment, ktorý sa pohybuje vo vnútri budúceho produktu. Tým sa zabráni deformácii, otvorí sa prístup do niekoľkých oblastí naraz.
Bez ohľadu na to, aký typ nástroja sa použije, pamätáme na to, že presné, opakovane overené výpočty sú kľúčom k úspešnej inštalácii.
Ohýbanie rúrok v stacionárnych podmienkach: výkresy a prípravky
V priemyselných podnikoch a v súkromných obchodoch, kde pracujú iba dvaja alebo traja ľudia, sa používa ohýbačka rúrok s tŕňom. Napriek tomu, že sa priemyselné obrábacie stroje a ohýbačky rúrok v obchodoch líšia veľkosťou a funkčnosťou, ich princíp činnosti je podobný. Práca ohýbačky rúr je nasledovná: rúrka sa vloží do drážky stroja, pripevní sa svorkou k rovnej časti, druhá svorka ju pritlačí k ohýbaciemu valcu.Keď je stroj zapnutý, valec nesie za sebou zasunutú časť, ktorá sa zosunie z tŕňa a vytvorí ohnutý kus rúrky požadovanej veľkosti. Tŕň na ohýbanie rúrok v tvare lyžice sa rozšíril. Je určený na ohýbanie tenkostenných rúr do priemeru 75 mm. Kvôli svojej vysokej cene nie je ohýbanie tŕňov rúrok k dispozícii každému majiteľovi, preto amatéri používajú ohýbačky rúrok zostavené svojpomocne v garáži alebo tesárstve.
Triedy prevádzky rúr PEX, životnosť a teplotné režimy prevádzky.
Keď hovoríme o vlastnostiach rúr PEX, vždy máme na mysli triedy služieb rúr vyrobených z daného polymérneho materiálu. Okrem pevnostných charakteristík, ktoré sa líšia od typu výroby rúr. Existujú aj triedy prevádzky rúr opísané v norme ISO 10508. Takmer všetci výrobcovia majú rovnaké materiály, ale vzhľadom na širokú škálu použitia použitých materiálov a katalyzátorov PEX a PERT sú triedy prevádzky rúr rozdelené do 6 poddruhov. Všetky tieto triedy neovplyvňujú kvalitu potrubia, ale iba označujú režimy prevádzky potrubia a jeho prevádzkové teplotné podmienky vo vzťahu k životnosti materiálu. V nasledujúcej tabuľke sú tieto triedy.
Tabuľka servisnej triedy pre polymérové potrubia PEX a PERT:
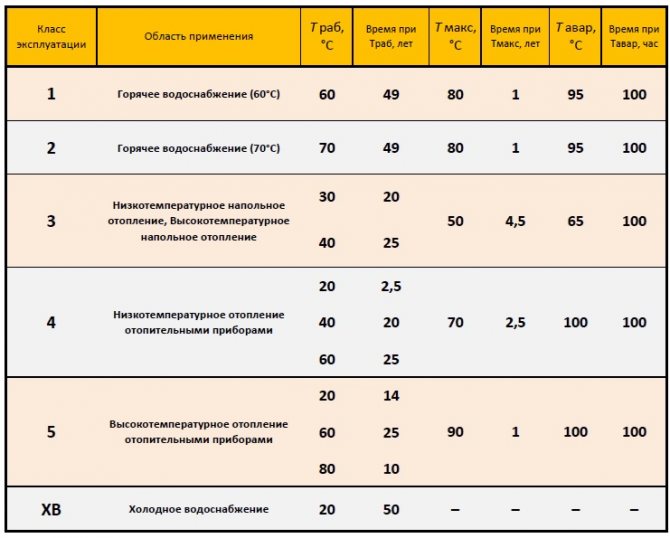

Stručne povedané, v norme ISO 10508 sú oblasti použitia rúr rôznych tried definované takto:
· Trieda 1 [A] *
(Rozvody TÚV 60 ° C, životnosť 50 rokov)
· Trieda 2 [B] *
(Rozvody TÚV 70 ° C, životnosť 50 rokov)
· Trieda 3 [C] *
(podlahové kúrenie iba 35 ° C, životnosť 22 rokov)
· Trieda 4 [D] *
(podlahové kúrenie s teplotami do 20 ° C - 2,5 roka a nízkoteplotné radiátory [KERMI] 50 ° C, životnosť 22 rokov) Prevádzka triedy predpokladá, že pri priemernej dennej teplote 40 ° C [20 až 60] vykurovacieho systému bude potrubie slúžiť minimálne 15 rokov.
· Trieda 5 [E] *
(vysokoteplotné radiátory a vykurovacie systémy 53 ° C, životnosť 16 rokov)
* Všetky teploty tried sa berú do úvahy na základe priemernej dennej teploty chladiacej kvapaliny v potrubí.
Pre každý materiál a pre každú sériu S sa pre konkrétnu triedu použitia počíta maximálny pracovný tlak (4, 6, 8, 10 bar).
napríklad
, pre potrubie PP-RCT-S3,2 budú informácie na potrubí uvedené takto:
Trieda 1 / 10bar, 2 / 10bar, 4 / 10bar, 5 / 8bar - to znamená, že je možné použiť potrubie:
pre rozvody teplej vody s teplotou 60 ° C, prevádzkovým tlakom 10 bar a životnosťou až 50 rokov (trieda 1/10); pre rozvody teplej vody s teplotou 70 ° C, prevádzkovým tlakom 10 bar a životnosťou až 50 rokov (trieda 2/10); pre podlahové kúrenie a nízkoteplotné radiátory s prevádzkovým tlakom 10 bar a životnosťou až 15 rokov (trieda 4/10); pre vysokoteplotné radiátory s prevádzkovým tlakom 8 bar a životnosťou až 16 rokov (trieda 5/8)