Paano gumawa ng isang tubo mula sa lata - gawin mo mismo ang iyong mga tubo ng lata
Sinusubukan ng mga tagabuo ng bahay na hanapin ang pinakamaraming pagpipilian sa badyet upang malutas ang mga problema. Samakatuwid, ang tanong kung paano gumawa ng isang tubo mula sa lata gamit ang iyong sariling mga kamay ay nauugnay para sa maraming mga baguhan na artesano. Pagkatapos ng lahat, ang produktong pantubo na gawa sa bahay na gawa sa lata ay maihahalintulad sa mga kanal o casings na nakalagay sa mga istante sa mga dalubhasang tindahan.

Samakatuwid, kailangan mong malaman ang higit pa tungkol sa proseso ng paggawa ng isang tubo ng lata, na may mga katangian tulad ng mga produkto sa pabrika.
Mga tampok ng pinagmulang materyal
Bago ka magsimulang gumawa ng isang tubo mula sa isang sheet ng metal, dapat mong pamilyar sa materyal na kung saan gagawin ang tubo at ang mga tampok nito. Upang magsimula, sulit na sabihin na ang mga ito ay mga produkto ng uri ng pagliligid, sa madaling salita, ang lata ay isang sheet ng bakal na dumaan sa mga roller ng isang rolling mill at may kapal na 0.1-0.7 mm.
Bilang karagdagan sa pagpapatakbo ng pagpapatakbo, ang teknolohiyang pagmamanupaktura ng tinplate ay nagpapahiwatig ng paggamot ng mga natapos na produkto na pinagsama mula sa pagbuo ng mga proseso ng kaagnasan. Para sa mga ito, ang isang layer ng materyal ay inilapat sa bakal pagkatapos ng lumiligid, na hindi napapailalim sa kaagnasan.

Ang resulta ng mga aksyon na isinagawa ay isang sheet ng bakal, ang lapad nito ay maaaring mag-iba mula 512 hanggang 1000 mm, na may isang patong na chrome o zinc. Ang natapos na produkto ay plastik, kaya't madaling hawakan ang lata. Sa kasong ito, ang mga pinagsama na tigas ay maaaring ihambing sa lakas sa mga produktong bakal. Pinapayagan ang paggamit ng sheet metal sa paggawa ng mga produkto ng kumplikadong disenyo.
Mga uri ng tees
Mas mahusay na pag-uri-uriin ang mga produkto ayon sa uri ng materyal na kung saan ito ginawa. Kahit na ang alternatibong pagpipilian - ang paraan ng pag-install, sa napakaraming mga kaso ay batay dito.

Metal tee para sa pinalakas na mga plastik na tubo
Maaari mo ring pagsamahin ang dalawang pamamaraan ng pag-uuri upang makakuha ng isang pangkalahatang ideya ng saklaw ng mga konektor na ito:
| Metallic | Kabilang dito ang mga sumusunod na kabit:
Kadalasan, ang mga tee ay ginawa ng casting, kung saan ginagamit nila:
Napaka bihirang, ang mga ito ay maaaring welded elemento. Maaari nating sabihin na ang pangunahing bentahe ng mga produktong metal ay ang kanilang mataas na lakas. |
| Plastik | Ang lahat ng mga produkto, kabilang ang collet at welding fittings, ay gawa sa PVC at polyethylene. Ngunit, hiwalay na kinakailangan upang isaalang-alang ang mga tee na gawa sa mga tubo ng alkantarilya ng PVC na gawa sa plastik, na naka-install sa isang socket o sa pandikit. Ang pangunahing bentahe ng mga kagamitan sa polimer para sa dumi sa alkantarilya ay kumpletong pagkawalang-kilos sa kapaligiran at sa mga pumped na sangkap, na nagpapahintulot sa kanila na gumana hanggang sa kalahating siglo. |
| Composite | Kabilang dito ang mga kabit para sa mga tubo na gawa sa low pressure polyethylene na nilagyan ng tanso o bakal na manggas. Ang ganitong mga kabit ay nakakatulong upang magkabit ang mga pipeline na gawa sa metal at polymers. Ang tee ay may isang thread sa gilid ng metal na manggas, sa gilid ng polimer crimp o welded na pagpupulong. Ginagawa nitong posible na isama ang instrumentation, tulad ng mga pressure gauge, sa system. |
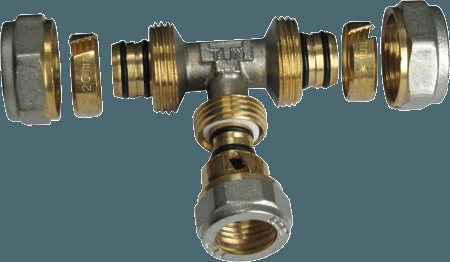
Mukhang isang collapsible tee para sa mga metal-polymer pipes
Karagdagang paraan
Mayroon ding isa pang tanyag na pamamaraan ng pag-uuri na isinasaalang-alang ang mga sukat ng pagtatrabaho ng katangan:
- mga checkpoint;
- sinulid;
- average diameter.
Ngunit, depende ito sa mga diameter ng mga pipeline at sa mga kaukulang pamantayan.Ang paksa ay lubos na malawak, kaya't hindi ito maaabot sa aming artikulo.

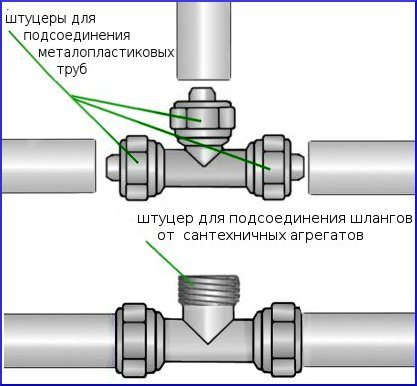
Tee para sa PVC pipe ng uri ng presyon
Pag-install
Sa ibaba ay isasaalang-alang namin ang mga pangkalahatang rekomendasyon ng proseso kapag nag-i-install ng mga kabit sa presyon o mga pipeline na hindi presyon, na mayroong isang tiyak na hanay ng mga patakaran. Kung hindi man, ang resulta ng iyong trabaho ay nakakapinsala hindi lamang para sa iyo, kundi pati na rin para sa iyong mga kapit-bahay sa ibaba.
Samakatuwid, gamitin ang mga sumusunod na alituntunin:
- Sa mga presyur na mga sistema ng dumi sa alkantarilya, pinapayagan na gumamit ng mga kabit na may tamang anggulo, sa di-presyur na mas mahusay na limitahan ang iyong sarili upang yumuko sa 45.
- Kapag nag-iipon ng isang libreng daloy ng network sa mga socket, pinapayuhan ng tagubilin na i-orient nang tama ang mga elemento ng pagkonekta... Sa kasong ito, ang socket ay dapat na nakadirekta patungo sa likido na alisan ng tubig, ibig sabihin ang daloy ay dapat munang matugunan ito at pagkatapos ay ang makinis na pipeline, kung hindi man ay maaaring tumagas ang mga kasukasuan. Kung pinag-uusapan natin ang tungkol sa mga sewer, ito ay magiging napaka hindi kasiya-siya.

Ipinapakita ng larawan kung paano gumawa ng isang katangan mula sa isang tubo mismo
- Kapag ikinakabit ang katangan sa malagkit, piliin ang posisyon ng piping na may kaugnayan sa pag-angkop sa loob ng unang dalawang segundo pagkatapos na ihanay ang mga ito... Huwag ilipat o paikutin ang pagpupulong pagkatapos nito, at kung hindi ka sigurado sa iyong mga kakayahan, gamitin ang mga gabay.
Tip: kapag kumokonekta sa isang polimer tee na may isang polimer na tubo gamit ang iyong sariling mga kamay, markahan ang lalim ng pagpapasok nito sa huling. Kung hindi man, maaari mong harangan ang pag-access ng likido sa pagpupulong.
- Kapag nag-iipon ng isang metal pipeline, paunang maghanda ng materyal para sa mga squeegee at sinulid na mga dulo... Sa kasong ito, hindi inirerekumenda na i-save ang fum-tape, na ang presyo ay hindi gaanong mahalaga, at palaging gumagamit ng isang locknut, pagkatapos ng paikot-ikot na maraming mga liko ng selyo sa pagitan nito at ng pagtatapos ng pag-aakma bago higpitan ito.
- Mag-install ng mga natanggal na koneksyon, kabilang ang collet at may sinulid, sa mga lugar na madaling ma-access.
Tip: Kapag nag-i-install ng mga plastic o metal pipe tee sa mga lugar na mahirap maabot, gumamit ng hinang o pagpindot sa mga kabit (bilang huling paraan).
Sewerage
Salamat sa mga modernong materyales, ang pag-install ng mga sistema ng dumi sa alkantarilya ay naging mas madali at madali. Ang mga tee para sa mga tubo ng alkantarilya na gawa sa plastik ay pinasimple hangga't maaari ang gawain ng paggawa ng anumang proyekto ng proyekto sa mga pribadong bahay ng iba't ibang mga palapag. Sa parehong oras, hindi mo kailangang gumamit ng mga kumplikadong kagamitan o mga espesyal na tool.

Mga alkantarilya ng tubo ng plastik na alkantarilya
Sa kasong ito, ginagamit ang 3 uri ng mga tees na gumaganap ng kanilang mga espesyal na pag-andar:
- Upang ikonekta ang mga patayong riser na may pahalang na mga pipeline, ginagamit ang mga pagpipilian na may mga anggulo ng 87 ° o 90 °.
- Kapag lumilikha ng mga pahalang na sanga, ginagamit ang mga produktong may anggulo na 45 °.
- Ang isang pagkabit na may isang karagdagang butas para sa gawaing pagkumpuni ay tinatawag na rebisyon. Ang pangatlong butas ay naka-screwed sa isang espesyal na takip, na nagbibigay ng access sa pipeline.
Ipinapakita ng karanasan na sapat na ito upang lumikha ng mga network ng alkantarilya ng anumang pagkakumplikado sa isang pribadong bahay. Samakatuwid, dapat mong palaging umasa sa ganitong uri ng koneksyon.
Mga kinakailangang tool
Ang listahan ng mga tool at aparato na kinakailangan para sa paggawa ng mga galvanized chimney pipes gamit ang iyong sariling mga kamay ay dahil sa mga katangian ng lata, sa partikular na lambot at plasticity. Ang pagproseso ng ganitong uri ng materyal ay hindi nangangailangan ng aplikasyon ng mga espesyal na pagsisikap, na kinakailangan para sa pagtatrabaho sa mga sheet sheet.
Samakatuwid, sa paggawa ng mga tubo ng lata para sa isang tsimenea, kinakailangan ang sumusunod na hanay ng mga tool:
- Gunting para sa pagputol ng metal. Ang tool na ito ay makakatulong upang madaling gupitin ang sheet material sa mga nais na piraso, dahil ang pinakamalaking kapal ng sheet ay umabot sa 0.7 mm.
- Hammer na may malambot na ulo. Maaari mo ring gamitin ang isang kahoy na mallet, mallet, o steel tool na may malambot na mahigpit na pagkakahawak ng goma.Gayunpaman, ang huli na pagpipilian ay ginagamit nang maingat o hindi nakuha, dahil maaari itong maging sanhi ng pagpapapangit ng isang manipis na sheet ng lata at masira ang buong gawain.
- Mga Plier Sa tulong ng tool na ito, nilulutas nila ang tanong kung paano yumuko ang isang tubo na gawa sa lata, sapagkat ito ay bakal, bagaman ito ay payat, samakatuwid, imposibleng yumuko ito sa iyong mga kamay.
- Table ng crafting. Ang aparato na ito ay kinakailangan kapag pagputol ng materyal at kapag naglalagay ng mga marka.
- Ang elemento ng pag-calibrate. Maaari itong maging isang pantubo na produkto na may diameter na higit sa 10 sent sentimo, pati na rin ang isang sulok na may mga gilid ng 7.5 sentimetro. Ang mga elementong ito ay dapat na maayos na maayos, dahil ang riveting ng magkasanib na puwitan ay isasagawa sa kanilang ibabaw.
Bilang karagdagan sa mga tool na ito, dapat kang maghanda ng isang panukat o sukatan ng tape at isang marker, na isang bakal na pamalo na may matalim na gilid.
Yugto ng paghahanda
Una, ang mga marka ay inilalapat sa sheet ng lata, kasama kung saan ang semi-tapos na produkto ay i-cut. Sa madaling salita, ang kinakailangang bahagi ay pinutol mula sa isang tiyak na sheet ng metal, kung saan mabubuo ang tabas ng hinaharap na tubo. Isinasagawa ang proseso ng pagmamarka tulad ng sumusunod: ang sheet ay inilatag sa isang workbench at isang segment na katumbas ng haba ng tubo ay sinusukat mula sa itaas na gilid. Dito ang isang marka ay ginawa ng isang marker.

Pagkatapos, gamit ang isang parisukat, isang linya ay iginuhit kasama ng markang ito patayo sa gilid ng gilid. Ngayon kasama ang linyang ito ang paligid ng tubo, pareho ang ginagawa kasama ang itaas na gilid. Sa parehong oras, halos 1.5 cm ang idinagdag kasama ang parehong mga gilid upang mabuo ang mga sumasamang gilid. Ang itaas at mas mababang mga marka ay konektado at ang workpiece ay gupitin.
Upang matukoy ang paligid, maaari kang gumamit ng isang panukalang tape, o maaari mong maalala ang kurso ng geometry ng paaralan.
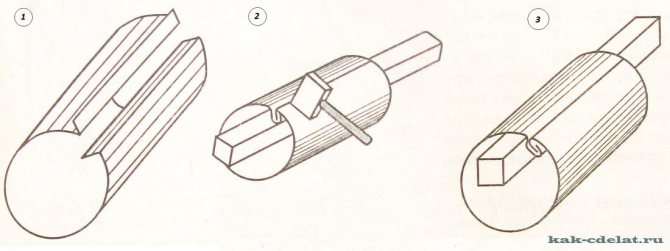
Paano gumawa ng tubo na katawan mula sa lata
Ang layunin ng yugtong ito ay upang mabuo ang profile ng tubo. Ang isang linya ay iginuhit kasama ang haba ng workpiece sa ilalim at tuktok kasama kung saan baluktot ang mga tiklop. Sa kasong ito, 5 mm ay sinusukat sa isang gilid, at 10 mm sa kabilang panig. Ang mga kulungan ay dapat na baluktot sa isang anggulo ng 90 0. Upang magawa ito, ang workpiece ay inilalagay sa isang bakal na sulok, na nakahanay sa linya ng tiklop sa gilid ng sulok. Nakakaakit sa gilid ng isang mallet, yumuko ito sa patayo sa gilid ng sulok.
Inirerekumenda na yumuko ang produkto nang paunti-unti, dumadaan sa isang martilyo kasama ang buong haba nito. Sa kasong ito, maaari mong simulan ang baluktot sa mga pliers.

Ngayon, sa kulungan, ang sukat nito ay 10 mm, isa pang tiklop ang ginawa upang bumuo ng isang uri ng titik G. Sa proseso ng pagtitiklop ng kulungan, kailangan mong tiyakin na ang itaas na tiklop ay kahanay sa workpiece, at ang haba nito ay 5 millimeter. Samakatuwid, kapag gumuhit ng isang linya ng tiklop ng tiklop, sa isang gilid sukatin ang 0.5 cm isang beses, at sa kabilang panig - dalawang beses na 0.5 cm bawat isa.
Yugto ng VII. Proteksyon ng galvanized gutter mula sa mga gasgas at kaagnasan
Ang pangunahing kalaban ng mga galvanized gutter at drains ay mga sanga at basura na nahuhulog sa bubong ng hangin at nahugasan sa kanal ng ulan. Ang mga nasabing tao ay may kakayahang kumamot kahit na ang pinaka-lumalaban na patong ng polimer (at mas masahol pa nang wala ito), at samakatuwid mas mahusay na protektahan ang buong sistema hangga't maaari.
Ang pinakasimpleng pamamaraan ay ang mga gratings, na ginawa ngayon sa karaniwang mga parameter: slotted, butas-butas, hindi kinakalawang na asero, plastik, galvanisado, tanso at cast iron. Kailangan nilang i-fasten gamit ang isang aldaba o may mga tornilyo at mani. Ito ay mahalaga na ang tuktok na ibabaw ng rehas na bakal ay mananatiling 25 mm sa ibaba ng ibabaw ng bubong na pantakip upang ang tubig-ulan ay maaaring maubos nang maayos sa kanal.
Kaugnay nito, makakatulong din ang basket upang makayanan ang problema. Dumadaloy ang tubig sa kanal, at pinapanatili ng basket ang pinakamalaking dumi, tulad ng mga dahon at sanga. Ang basket na ito ay madaling alisin at malinis, na kung saan ay ang kalamangan. Gayundin, tulad ng isang modernong elemento ng sistema ng paagusan, tulad ng isang bitag ng buhangin, ay dinisenyo para sa parehong bilang isang papasok na tubig ng bagyo, ngunit sa parehong oras ay pinapanatili ang mas pinong dumi at buhangin.
Narito ang isang magandang halimbawa kung paano protektahan ang isang galvanized gutter mula sa mga labi:

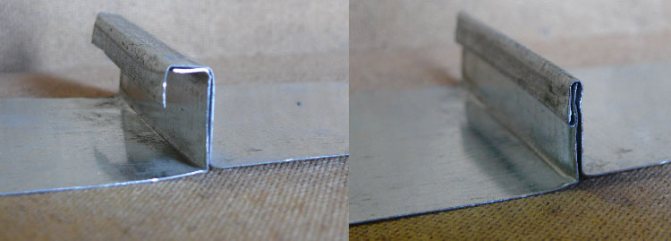
Pinoproseso ang seam joint
Ang huling yugto ay nagsasangkot ng pagproseso ng pantal seam, iyon ay, crimping ito. Upang gawin ito, ang itaas na bahagi ng hugis ng L na tiklop ay nakatiklop pababa, na ibinabalot ang gilid ng iba pang kulungan. Ang resulta ay dapat isang uri ng sandwich patayo sa tubo. Upang makakuha ng isang kulot na puwit, kailangan mong pindutin ang sandwich sa produkto.

Para sa higit na pagiging maaasahan, ang puwit seam ay pinalakas ng mga rivet. Gayunpaman, ang mga do-it-yourself na tubo na gawa sa lata gamit ang pamamaraang ito ng pagsali ay hindi kailangan ng karagdagang pampalakas.
Paano gumawa ng isang tubo mula sa lata - gawin mo mismo ang iyong mga tubo ng lata
Sinusubukan ng mga tagabuo ng bahay na hanapin ang pinakamaraming pagpipilian sa badyet upang malutas ang mga problema. Samakatuwid, ang tanong kung paano gumawa ng isang tubo mula sa lata gamit ang iyong sariling mga kamay ay nauugnay para sa maraming mga baguhan na artesano. Pagkatapos ng lahat, ang produktong pantubo na gawa sa bahay na gawa sa lata ay maihahalintulad sa mga kanal o casings na nakalagay sa mga istante sa mga dalubhasang tindahan.
Samakatuwid, kailangan mong malaman ang higit pa tungkol sa proseso ng paggawa ng isang tubo ng lata, na may mga katangian tulad ng mga produkto sa pabrika.
Mga tagubilin para sa paggawa ng isang tubo ng lata para sa bentilasyon gamit ang isang takip gamit ang iyong sariling mga kamay
Upang makagawa ng isang tubo mula sa isang sheet ng bakal ay nangangahulugang sundin ang isang pagkakasunud-sunod ng mga pagkilos. Ang gawain ay binubuo ng mga simpleng hakbang. Una, nagaganap ang paghahanda, na binubuo ng paggawa ng mga marka ng mga bahagi at paggupit ng mga blangko.
Sa yugto ng pagbuo ng katawan ng istraktura, isang elemento ng pabilog na seksyon ay nilikha. Kapag kumokonekta, kinakailangan upang ayusin ang mga elemento sa isang produkto.
Mga adapter para sa pagkonekta ng mga tubo na gawa sa sheet metal
Maaari kang gumawa ng isang markup at isang blangko sa maraming mga yugto:
- Ang sheet ay inilalagay sa ibabaw nang walang mga tahi. Ang isang pantakip sa sahig o workbench ay angkop para dito.
- Ang isang segment ay minarkahan mula sa itaas na gilid, na pantay ang laki sa hinaharap na highway. Ang pagmamarka ay ginagawa ng isang pagmamarka na aparato. Nagaganap din ang paggawa.
- Ang isang linya ay iginuhit sa pamamagitan ng marka. Sa kasong ito, ginagamit ang isang parisukat.
- Mula sa linya, ang lapad ng segment ay minarkahan, na katumbas ng seksyon ng tubo. Sa nagresultang halaga, magdagdag ng 15 mm bawat magkasanib.
- Ang mga nagresultang marka ay konektado, at ang workpiece ay pinutol.
Kapag gumagawa ng isang markup, sulit na isaalang-alang ang mga sukat ng produkto. Ang lapad ay ang laki ng diameter kasama ang isa at kalahating dagdag na sentimetro. Ang haba ng workpiece ay dapat na mas malaki kaysa sa tuwid na seksyon ng istraktura.
Ang gawaing gawa sa lata na ito ay tapos na tulad ng sumusunod:
- Ang mga kulungan ay baluktot sa ibabaw ng sheet sa mga tamang anggulo. Preliminarily, isang linya ng pagmamarka ang ginawa para sa kanila. mallet Ang sheet ay inilalagay sa gilid ng mesa na may isang pagbaba sa nais na haba at ang baluktot ay ginawa ng isang martilyo ng goma. Isinasagawa ang gawain sa buong haba ng produkto.
- Ang isang tubo na gawa sa lata gamit ang iyong sariling mga kamay ay nagmumungkahi ng isa pang liko sa kulungan. Sa kasong ito, ginaganap ang markup.
- Ginagamit ang isang bilog na elemento upang maitayo ang tubo. Dito ay may galvanized sheet metal, na binibigyan ng isang bilugan na hugis. Sa kasong ito, ang mga baluktot na tubo na dulo ay konektado.
Ginawa ang mga baluktot upang ang mallet ay magkasya nang eksakto sa ibabaw ng sulok. Ang mga suntok ay ginawang tumpak at malinaw, ngunit hindi malakas, kung hindi man ang seam ay patag.
Ang paggawa ng mga produktong lata ay nakumpleto sa pamamagitan ng pagsali. Sa kasong ito, ang mga gilid ay pinagsama, at
ang seam ay nakakabit. Sa kasong ito, ang pahalang na seksyon ay baluktot at sakop ang gilid. Ang nakausli na seam ay baluktot sa ibabaw gamit ang isang mallet. Ang kulungan ay ginawa sa gilid ng hugis-L na kulungan. Kung gagawin mo kung hindi man, pagkatapos ang tubig ay tumagos sa loob.
Kailangang kumonekta ang mga produktong lata na ito Ang mga gilid ay naayos na may aluminyo o bakal na mga rivet.
- Ang mga butas ng rivet ay ginawa tuwing tatlong sent sentimo.
- Ang mga gilid ay nakatiklop patungo sa bawat isa.
- Ang workpiece ay nakatiklop pabalik upang ang mga gilid ay nasa labas ng istraktura.
- Ang mga gilid ay naka-mount sa mga rivet.
Upang mapadali ang koneksyon ng istraktura, ang elemento sa malawak na bahagi ay dapat na bahagyang masiklab. Upang matiyak ang tigas sa mga gilid ng produkto. Ang tamang pagmamarka ay nag-aambag sa kadalian ng pag-dock sa iba pang mga elemento, kahit na ang paggawa ng pabrika.
Ang mga katulad na produkto ay ginagamit para sa mga kanal, mga sistema ng bentilasyon at mga istraktura ng tsimenea.
Mga tampok ng pinagmulang materyal
Bago ka magsimulang gumawa ng isang tubo mula sa isang sheet ng metal, dapat mong pamilyar sa materyal na kung saan gagawin ang tubo at ang mga tampok nito. Upang magsimula, sulit na sabihin na ang mga ito ay mga produkto ng uri ng pagliligid, sa madaling salita, ang lata ay isang sheet ng bakal na dumaan sa mga roller ng isang rolling mill at may kapal na 0.1-0.7 mm.
Bilang karagdagan sa pagpapatakbo ng pagpapatakbo, ang teknolohiyang pagmamanupaktura ng tinplate ay nagpapahiwatig ng paggamot ng mga natapos na produkto na pinagsama mula sa pagbuo ng mga proseso ng kaagnasan. Para sa mga ito, ang isang layer ng materyal ay inilapat sa bakal pagkatapos ng lumiligid, na hindi napapailalim sa kaagnasan.
Ang resulta ng mga aksyon na isinagawa ay isang sheet ng bakal, ang lapad nito ay maaaring mag-iba mula 512 hanggang 1000 mm, na may isang patong na chrome o zinc. Ang natapos na produkto ay plastik, kaya't madaling hawakan ang lata. Sa kasong ito, ang mga pinagsama na tigas ay maaaring ihambing sa lakas sa mga produktong bakal. Pinapayagan ang paggamit ng sheet metal sa paggawa ng mga produkto ng kumplikadong disenyo.
Mga katangiang materyal
Ang mga galvanized na istraktura ay gawa sa sheet metal. Ang materyal ay pinagsama sheet na bakal na may kapal na 0.1 - 0.7 mm.
Ang mga produkto ng mga kumplikadong hugis ay nabuo mula sa isang malambot na materyal
Ang paggawa ng mga sheet ay nagaganap sa mga rolling machine, ngunit ang mga produktong nakuha sa ganitong paraan ay nangangailangan ng karagdagang proteksyon. Samakatuwid, ito ay natatakpan ng isang materyal na lumalaban sa kaagnasan. Sa huli, nakatanggap ang mga mamimili ng isang sheet ng bakal na may lapad na 512-1000 mm, na may isang patong na micron na may chrome, lata o sink.
Ang produkto ay nailalarawan sa pamamagitan ng plasticity, na nagbibigay-daan sa manu-manong pagproseso ng sheet metal. Bukod dito, kung ang mga tigas ay pinagsama sa materyal, hindi ito mas mababa sa lakas sa mga katapat na bakal. Para sa mga kadahilanang ito, ang lata ay ginagamit sa paggawa ng mga produkto na may kumplikadong mga hugis.
Mga kinakailangang tool
Ang listahan ng mga tool at aparato na kinakailangan para sa paggawa ng mga galvanized chimney pipes gamit ang iyong sariling mga kamay ay dahil sa mga katangian ng lata, sa partikular na lambot at plasticity. Ang pagproseso ng ganitong uri ng materyal ay hindi nangangailangan ng aplikasyon ng mga espesyal na pagsisikap, na kinakailangan para sa pagtatrabaho sa mga sheet sheet.
Samakatuwid, sa paggawa ng mga tubo ng lata para sa isang tsimenea, kinakailangan ang sumusunod na hanay ng mga tool:
- Gunting para sa pagputol ng metal. Ang tool na ito ay makakatulong upang madaling gupitin ang sheet material sa mga nais na piraso, dahil ang pinakamalaking kapal ng sheet ay umabot sa 0.7 mm.
- Hammer na may malambot na ulo. Maaari mo ring gamitin ang isang kahoy na mallet, mallet, o steel tool na may malambot na mahigpit na pagkakahawak ng goma. Gayunpaman, ang huli na pagpipilian ay ginagamit nang maingat o hindi nakuha, dahil maaari itong maging sanhi ng pagpapapangit ng isang manipis na sheet ng lata at masira ang buong gawain.
- Mga Plier Sa tulong ng tool na ito, nilulutas nila ang tanong kung paano yumuko ang isang tubo na gawa sa lata, sapagkat ito ay bakal, bagaman ito ay payat, samakatuwid, imposibleng yumuko ito sa iyong mga kamay.
- Table ng crafting. Ang aparato na ito ay kinakailangan kapag pagputol ng materyal at kapag naglalagay ng mga marka.
- Ang elemento ng pag-calibrate. Maaari itong maging isang pantubo na produkto na may diameter na higit sa 10 sent sentimo, pati na rin ang isang sulok na may mga gilid ng 7.5 sentimetro. Ang mga elementong ito ay dapat na maayos na maayos, dahil ang riveting ng magkasanib na puwitan ay isasagawa sa kanilang ibabaw.
Bilang karagdagan sa mga tool na ito, dapat kang maghanda ng isang panukat o sukatan ng tape at isang marker, na isang bakal na pamalo na may matalim na gilid.
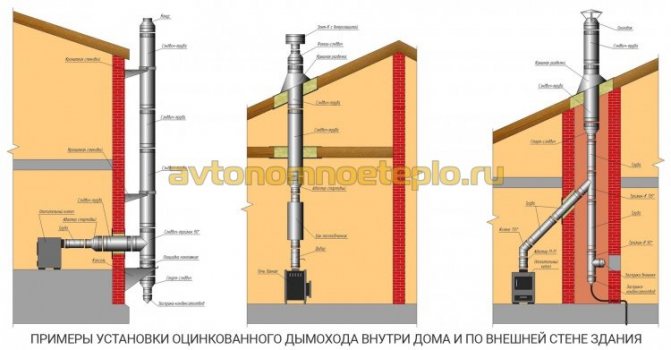
Pag-install ng mga galvanized usad na tubo
Karamihan sa mga tagagawa, kapag nagbebenta ng isang kit para sa isang sistema ng usok ng usok, nakakabit ng detalyadong mga tagubilin para sa pag-install gamit ang kanilang sariling mga kamay. Hindi mahirap i-mount ang istraktura ng iyong sarili, sapat na upang isaalang-alang ang ilan sa mga tampok na kilalang kilala ng mga propesyonal.
- Kinakailangan upang ikonekta ang mga elemento ng tsimenea gamit ang pamamaraan ng tubo-sa-tubo, simula sa mas mababang bahagi ng istraktura.
- Upang linisin ang mga galvanized chimney, kinakailangan na magbigay para sa maraming mga balon ng inspeksyon.
- Ang bawat kalahating metro, upang matiyak ang maximum na paglaban sa pag-load ng hangin, ang mga braket ng dingding ay nakakabit para sa pag-install.
- Kapag dumadaan sa mga slab ng sahig at bubong, naka-install ang isang pagpupulong ng daanan ng tsimenea.
Isinasagawa ang pag-install alinsunod sa umiiral na mga regulasyon sa sunog at SNiP.
Mga panuntunan para sa panloob at panloob na pag-aayos ng tubo
Paano at kung ano ang insulate ng isang galvanized chimney
Kung malaya mong pinagsama ang chimney pipe na gawa sa galvanized steel mula sa condensate, maaari mong bawasan ang gastos ng istraktura ng 1.5-2 beses. Upang makumpleto ang trabaho, kakailanganin mo ang sumusunod:
- Thermal insulation - ginagamit ang mineral na hindi masusunog na pagkakabukod na may mababang antas ng pagsipsip ng kahalumigmigan. Ang kapal ng materyal ay hindi mas mababa sa 5 mm.
- Protective layer - ang tuktok ng pagkakabukod ng mineral ay natatakpan ng materyal na foil. Ang mga layer ay naayos na may knitting wire o clamp.
Yugto ng paghahanda
Una, ang mga marka ay inilalapat sa sheet ng lata, kasama kung saan ang semi-tapos na produkto ay i-cut. Sa madaling salita, ang kinakailangang bahagi ay pinutol mula sa isang tiyak na sheet ng metal, kung saan mabubuo ang tabas ng hinaharap na tubo. Isinasagawa ang proseso ng pagmamarka tulad ng sumusunod: ang sheet ay inilatag sa isang workbench at isang segment na katumbas ng haba ng tubo ay sinusukat mula sa itaas na gilid. Dito ang isang marka ay ginawa ng isang marker.
Pagkatapos, gamit ang isang parisukat, isang linya ay iginuhit kasama ng markang ito patayo sa gilid ng gilid. Ngayon kasama ang linyang ito ang paligid ng tubo, pareho ang ginagawa kasama ang itaas na gilid. Sa parehong oras, halos 1.5 cm ang idinagdag kasama ang parehong mga gilid upang mabuo ang mga sumasamang gilid. Ang itaas at mas mababang mga marka ay konektado at ang workpiece ay gupitin.
Paano gumawa ng tubo na katawan mula sa lata
Ang layunin ng yugtong ito ay upang mabuo ang profile ng tubo. Ang isang linya ay iginuhit kasama ang haba ng workpiece sa ilalim at tuktok kasama kung saan baluktot ang mga tiklop. Sa kasong ito, 5 mm ay sinusukat sa isang gilid, at 10 mm sa kabilang panig. Ang mga kulungan ay dapat na baluktot sa isang anggulo ng 90 0. Upang magawa ito, ang workpiece ay inilalagay sa isang bakal na sulok, na nakahanay sa linya ng tiklop sa gilid ng sulok. Nakakaakit sa gilid ng isang mallet, yumuko ito sa patayo sa gilid ng sulok.
Inirerekumenda na yumuko ang produkto nang paunti-unti, dumadaan sa isang martilyo kasama ang buong haba nito. Sa kasong ito, maaari mong simulan ang baluktot sa mga pliers.
Ngayon, sa kulungan, ang sukat nito ay 10 mm, isa pang tiklop ang ginawa upang bumuo ng isang uri ng titik G. Sa proseso ng pagtitiklop ng kulungan, kailangan mong tiyakin na ang itaas na tiklop ay kahanay sa workpiece, at ang haba nito ay 5 millimeter. Samakatuwid, kapag gumuhit ng isang linya ng tiklop ng tiklop, sa isang gilid sukatin ang 0.5 cm isang beses, at sa kabilang panig - dalawang beses na 0.5 cm bawat isa.
Nakumpleto ang pagbuo ng mga kulungan, maaari kang magpatuloy sa pagbuo ng katawan ng tubo. Para sa mga ito, ang isang blangko sheet ay inilalagay sa isang calibrating elemento at naka-tap sa isang mallet o iba pang naaangkop na tool upang makakuha ng isang profile ng isang tiyak na hugis. Ang workpiece ay unang tumatagal ng isang hugis U at pagkatapos ay nagiging bilog. Sa kasong ito, ang mga kulungan ay dapat na pagsamahin.
Paano gumawa ng isang galvanized pipe gamit ang iyong sariling mga kamay: sunud-sunod na mga tagubilin, pagkalkula ayon sa pamamaraan at pagguhit
Magandang araw, mahal na panauhin!
Ang unang galvanized sheet ay pinagsama ang linya ng pagpupulong ng isa sa mga pabrika ng Britain noong 1867. Totoo, sa oras na iyon ang metal ay natakpan ng eksklusibo ng ginto at pilak. Ngunit bago ang Unang Digmaang Pandaigdig, ang paggawa ng mga bahagi na may proteksiyon na layer ng sink ay inilagay sa stream, at mula noon naging popular sila.
Hindi ito nakakagulat - ang zinc ay nagpapahaba sa buhay ng bakal na 20-30 beses. Ang mga produktong gawa sa galvanized steel ay matibay, hindi sumuko sa kalawang, at kumilos sa pang-araw-araw na buhay na hindi mas masahol kaysa sa hindi kinakalawang na asero, kahit na mas mura ang mga ito.
Sa artikulong ngayon, iminumungkahi kong magbayad ng higit na pansin sa katamtamang materyal na ito at sasabihin sa iyo kung paano gumawa ng isang galvanized pipe gamit ang iyong sariling mga kamay.
Ang mga kalamangan at dehado ng naturang tubo
Ang galvanizing ay pangunahing bakal, isang materyal na maraming hindi maikakaila na kalamangan.
Kabilang dito ang:
- Lakas;
- Kakayahang mapaglabanan ang mataas na temperatura;
- Mahusay na kondaktibiti sa thermal;
- Mababang gastos kumpara sa iba pang mga materyales.
Ngunit nang walang proteksiyon na patong, ang ferrous metal ay madaling kapitan ng kaagnasan, mabilis na kalawang at hindi magagamit. Matagumpay na nalutas ng zinc plating ang problemang ito. At, sa kabila ng katotohanang ang mga galvanized at steel pipes ay pareho sa hugis, ang isang yero na produkto ay may isang bilang ng mga kalamangan.
Karagdagang mga pakinabang ng isang produktong yero:
- Paglaban sa kaagnasan, kakayahang makatiis ng mga negatibong impluwensya sa kapaligiran;
- Pinahabang buhay ng serbisyo;
- Tumaas na lakas;
- Malawak na saklaw ng temperatura ng pagpapatakbo;
- Mataas na paglaban sa mekanikal stress;
- Ang galvanized pipe ay makatiis ng mataas na panloob at panlabas na presyon;
- Ang pagiging simple at kadalian ng pag-install;
- Mataas na paglaban sa sunog;
- Pinapatay ng sink ang lahat ng mga pathogenic microorganism;
- Ang Galvanizing ay praktikal na hindi mas mababa sa kalidad sa mababang haluang metal na hindi kinakalawang na asero, ngunit nagkakahalaga ito ng isang order ng magnitude na mas mura.
Ngunit, tulad ng anumang solusyon sa engineering, ang galvanized iron piping ay hindi perpekto.
Mga disadvantages ng produkto:
- Hindi isang napaka-kaakit-akit na disenyo;
- Mahal kung ihahambing sa maginoo na bakal;
- Pinaghihirapan ng sink ang proseso ng hinang;
- Hindi tulad ng plastik, sa pagkakaroon ng mga protrusion sa mga dingding, halos imposible upang matiyak ang isang maayos na paglipat sa isang istrakturang gawa sa mga galvanized pipes.
Gawin ito sa iyong sarili o mag-order
Ano ang mas mabuti, bumili ng isang galvanized sheet ng kinakailangang kapal at ibaluktot ang tubo mismo, o pumunta sa tindahan at bumili ng tapos na produkto?
Mga Tip sa Pagpili
Tulad ng dati, magsimula tayo sa presyo. Ang isang tapos na tubo na may diameter na 100 mm at isang haba ng 3 metro ay gastos sa amin ng tungkol sa 500 rubles. Ang halaga ng materyal sa kasong ito ay 150 rubles, ang natitira ay mga gastos sa paggawa at margin ng nagbebenta.
At kung balak mong ayusin ang isang buong sistema ng paagusan? Maaari mong makita para sa iyong sarili na kailangan mong mag-overpay ng 2.5-3 beses para sa mga natapos na produkto. Ang mga pansadyang pipa ay makabuluhang mapagaan ang pasanin sa pananalapi.
Bilang karagdagan, mahigpit na tinukoy ng mga produkto ng pabrika ang mga sukat, at kung minsan mahirap hanapin ang tama para sa iyong system. At ang kapal ng natapos na tubo ay karaniwang hindi hihigit sa 1mm.
Kailangang tandaan na ang anumang produkto ng pabrika, taliwas sa isang gawaing bahay, ay sumasailalim sa mahigpit na kontrol sa kalidad, ay may perpektong bilog na ibabaw at ang kawastuhan ng hinang.
Kung ang isang manggagawa sa bahay ay makasisiguro na ang lahat ng mga kundisyong ito ay natutugunan ay malayo sa isang katotohanan.
Anong materyal ang pipiliin
Kung napagpasyahan na gumawa ng isang bahagi sa iyong sarili, dapat kang magsimula sa pamamagitan ng pagpili ng isang materyal, sa aming kaso, isang galvanized sheet ng kinakailangang kapal.
Mga katangiang materyal
Dapat sumunod sa GOST 14918-80 ang factory zinc-coated sheet steel. Ang mga pangunahing katangian na dapat mong bigyang pansin kapag pumipili:
Ang pinaka-karaniwang kapal ng galvanizing ay mula sa 0.35 hanggang 3mm. Kung mas payat ang sheet, mas madali itong iproseso, na mahalaga para sa paggawa ng mga produkto sa bahay. Ngunit huwag kalimutan - mas mababa ang kapal - mas kaunting lakas.
- Kapal ng patong ng sink
Mayroong 3 mga klase ng materyal, alinsunod sa kapal ng layer ng sink. Ibuod natin ang data sa isang talahanayan para sa kaginhawaan.
| Steel class ayon sa kapal ng layer ng sink | Ang dami ng proteksiyon layer na magagamit sa magkabilang panig (g) | Kapal ng patong (μm) |
| P (Nadagdagan) | 570 — 855 | 40-60 |
| Ako | 258-570 | 18-40 |
| II | 142.5-258 | 10-18 |
Pinapayagan ng GOST ang ilang mga paglihis sa kapal at pagkakaroon ng ilang mga depekto
Pagmamarka:
- НР - normal na pagkakaiba ng kapal;
- UR - nabawasan ang pagkakaiba-iba ng kapal.
Mga pagpipilian sa hitsura ng sheet:
- KR - Sa mga pattern ng pagkikristal (ilang mga bitak at pagdidilim);
- MT - walang mga pattern.
Ang isang mahalagang katangian para sa paggawa ng mga tubo ay ang kakayahan ng isang metal sheet na gumuhit:
- H - normal na hood;
- G - malalim na pagguhit;
- VG - napakalalim na pagguhit.
Ang pagmamarka ng bakal na VG ay may pinakamataas na kalagkitan, H - na tumutugon sa pinakamababa.
Ano ang kailangan mo upang gumana
Pagkatapos bumili ng isang sheet na may mga kinakailangang katangian, dapat kang mag-stock sa kinakailangang imbentaryo.
Mga kinakailangang tool:
- Gunting para sa metal. Pumili ng isang maginhawang tool para sa pagputol ng isang malawak na sheet ng metal;
- Kamay ng martilyo (aka mallet) na may goma o kahoy na dulo. Ang mallet ay dapat na matatag, mabigat, ngunit walang matalas na gilid;
- Steel pipe billet para sa pagbuo ng tubo ng katawan ("baril"). Ang haba nito ay hindi bababa sa 1 metro, ang diameter nito ay nakasalalay sa kinakailangang diameter ng tapos na produkto;
- Tagapamahala;
- Galvanizing marking tool (matalim na metal rod);
- Workbench. Sa sulok ng talahanayan ng workbench, dapat mayroong isang sulok ng metal, hindi bababa sa 1 m ang haba. Gagamitin ito upang yumuko ang mga gilid ng tubo, kaya dapat itong maayos na napaka-ligtas;
- Mga Plier
Pagkalkula ng laki
Ang karaniwang galvanized sheet metal ay alinman sa 1000 × 2000mm o 1250 × 2500mm, bagaman matatagpuan ang iba pang mga pagbawas.
Ang lapad ng workpiece ay kinakalkula ng formula:
L (paligid, ito ang lapad ng workpiece) = 2 * 3.14 * R (R ang kinakailangang radius ng tubo, mm).
Kaya, para sa paggawa ng isang tubo na may diameter na 100 mm, isang workpiece na may lapad na
2 × 3.14 × 50mm = 314mm.
Magdagdag ng 15mm liko sa nagresultang huling haba at makuha ang kinakailangang laki para sa paggupit -300mm.
Isang mahalagang punto - ang lapad ng workpiece - ang halaga ay hindi pare-pareho. Sa isang banda, ito ay 330mm, sa kabilang banda, 340 (para sa isang tubo na may diameter na 100mm). Ginagawa ito para sa kaginhawaan ng kasunod na pag-install ng mga tubo sa bawat isa o sa iba pang mga elemento ng system.
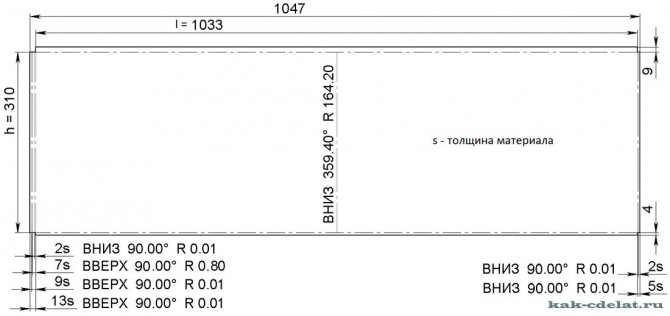
Pagguhit at diagram
Fig. 1. pattern ng isang sheet para sa isang tubo na may diameter na 100mm.
Ang pamamaraan ng pagbuo ng fold ay ang mga sumusunod:
Fig. 2
Pagputol ng workpiece
Matapos kalkulahin ang mga kinakailangang sukat, ang blangko ng hinaharap na produkto ay gupitin. Para dito:
- Ang isang sheet ng lata ay inilalagay sa isang pahalang na ibabaw, ang pagmamarka ay inilapat sa mga tuwid na linya, mahigpit na ayon sa laki ng semi-tapos na produkto.
Para sa isang tubo na may diameter na 100 mm, kasama ang isang gilid ng sheet, ang mga segment ng 340 at 330 mm ay sinusukat nang sunud-sunod (tingnan ang Larawan 1). Ang magkatulad na mga segment, ngunit sa kabaligtaran ng pagkakasunud-sunod, ay minarkahan sa kabaligtaran. Ang lahat ng mga patayo na linya ay dapat iguhit gamit ang isang parisukat.
Huwag kalimutang magdagdag ng 15-20mm sa lapad ng produkto para sa tiklop!
- Ang lata ay pinutol sa mga parihaba ayon sa pagguhit.
Pagbuo ng profile
Ang mga nagresultang parihabang blangko ay dapat na "ginawang" isang tubo. Upang magawa ito, bubuo kami ng profile nito.
Mga yugto ng pagbubuo ng isang profile:
- Dalawang linya ang iginuhit kasama ang buong haba ng workpiece, na may indent na 5mm mula sa isang gilid at 10mm mula sa iba. Ang mga linya na ito ay ang mga hangganan ng fold bend.
Sa aming kaso, ang isang seam o seam lock ay nangangahulugang ang uri ng magkasanib na mga gilid ng tubo;
- Bend ang mga gilid kasama ang minarkahang linya, mahigpit sa isang anggulo ng 900. Gumamit ng isang metal na sulok para dito, na nakahanay sa linya ng tiklop sa gilid ng sulok. Nagsisimula kami sa mga plier, magpatuloy sa isang mallet;
- Dumadaan kami sa isang martilyo kasama ang buong haba, unti-unting nabubuo ang hinaharap na seam;
- Sa isang tiklop na 10 mm ang lapad, gumawa kami ng isa pang tiklop sa hugis ng titik G. Ang lapad ng itaas na bar ay 5 mm, ang lokasyon ay mahigpit na parallel sa workpiece;
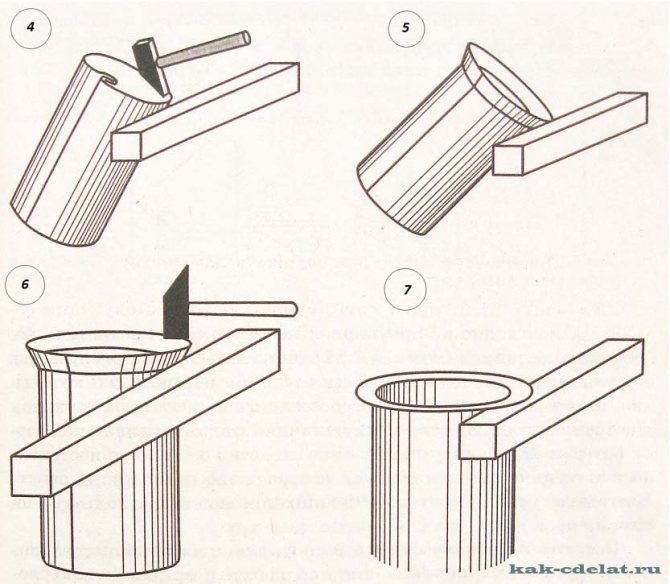
- Matapos mabuo ang mga kulungan, pumunta sa katawan ng tubo. Inilalagay namin ang blangko sa kanyon at gumagamit ng martilyo upang bigyan ang sheet ng isang bilog na hugis.
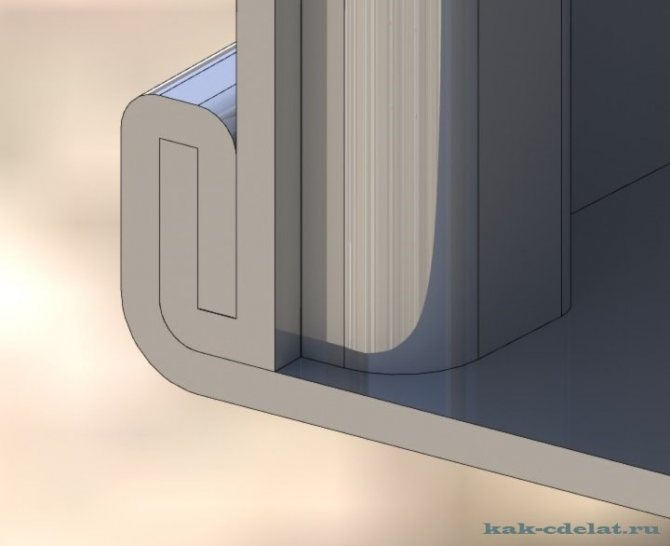
Pagpoproseso ng butt
Ang pangwakas na yugto ay ang pagproseso (crimping) ng seam seam.Upang gawin ito, yumuko ang itaas na bahagi ng hugis ng L na tiklop pababa, balot ng kabaligtaran na gilid sa paligid nito. Ang resulta ay isang tiklop ng maraming mga layer ng metal, na dapat na pinindot laban sa tubo kasama ang buong haba nito.
Sa pabrika, ang karagdagang lakas ay ibinibigay sa tahi na may mga espesyal na metal rivet.
Para sa mga handcrafted item, hindi kinakailangan ng karagdagang pagproseso.
paggawa ng
Suriin ang mga kapaki-pakinabang na nauugnay na video.
Paggawa ng tubo:
Pagputol ng eroplano ng isang tubo:
Payo ng dalubhasa
Para sa kaginhawaan ng pagkonekta sa tapos na tubo sa iba pang mga elemento ng system, kinakailangan na gumawa ng isang socket sa dulo ng produkto.
Paano gumawa ng isang socket sa isang galvanized metal pipe
Ang kampanilya ay isang teknolohikal na extension na dinisenyo para sa kaginhawaan ng pag-mount ng mga elemento ng komunikasyon sa bawat isa at pagpasok sa loob ng eroplano. Ang socket sa natapos na tubo ay ginawa kasama ang isang malawak na gilid, sa pamamagitan ng pag-flaring ng gilid sa lalim ng 15-20mm. Sa pabrika, isang espesyal na tool ang ginagamit para sa pag-flaring - isang flaring cone.
Sa bahay, maaari mong palawakin ang gilid ng tubo mismo, gamit ang mga pliers. Perpekto - mag-install ng mga espesyal na singsing sa mga dulo ng workpiece - mga stiffener.
Larawan 3. Pattern ng sumiklab:
Mga tampok ng pagtatrabaho sa lata
Ang sheet na galvanized ay isang mura at maaasahang materyal. Ang pangunahing tampok nito ay ang maliit na kapal nito (madalas ang isang sheet na may kapal na 0.3 hanggang 1 mm ay ginagamit sa bahay) at plasticity. Salamat sa lambot nito, maginhawa upang gumana sa pag-galvanizing at hindi ito magiging mahirap para sa kahit isang baguhan na panenser upang gawin ang nais na produkto sa kanilang sarili.
Sa parehong oras, sa kabila ng lambot ng bakal, ang nakuha na seam seam ay lubos na maaasahan at makatiis ng makabuluhang stress sa mekanikal.
Konklusyon
Ang saklaw ng aplikasyon ng mga galvanized pipes ay malawak. Ginagamit ang mga ito para sa mga sistema ng paagusan, tsimenea, bentilasyon, kaya't ang kakayahang malaya na gumawa ng mga bahagi ay tiyak na hindi magiging kalabisan.
Sa personal, nalaman ko na ang anumang kasanayang natutunan mo ay laging kapaki-pakinabang. Iyon ang dahilan kung bakit hinihintay kita para sa aming pangkat at mga pamayanan. Mga aral, video sa pagsasanay, payo ng dalubhasa - naroroon ang lahat. Sumali ka!
(2 5,00 ng 5) Nilo-load ...
Pinagmulan: https://vseotrube.ru/materialy/metallicheskie/kak-sdelat-trubu-iz-otsinkovki
Pinoproseso ang seam joint
Ang huling yugto ay nagsasangkot ng pagproseso ng pantal seam, iyon ay, crimping ito. Upang gawin ito, ang itaas na bahagi ng hugis ng L na tiklop ay nakatiklop pababa, na ibinabalot ang gilid ng iba pang kulungan. Ang resulta ay dapat isang uri ng sandwich patayo sa tubo. Upang makakuha ng isang kulot na puwit, kailangan mong pindutin ang sandwich sa produkto.
Para sa higit na pagiging maaasahan, ang magkasanib na puwitan ay pinalakas ng mga rivet. Gayunpaman, ang mga do-it-yourself na tubo na gawa sa lata gamit ang pamamaraang ito ng pagsali ay hindi kailangan ng karagdagang pampalakas.
Paano gumawa ng isang galvanized pipe gamit ang iyong sariling mga kamay?
Maaari mong malayang bumili ng mga galvanized pipes, ngunit ang gastos ng mga naturang produkto ay medyo mataas, kaya't ang pagnanais na gumawa ng isang galvanized pipe gamit ang iyong sariling mga kamay ay idinidikta, una sa lahat, sa mga pagsasaalang-alang ng ekonomiya.
Sa parehong oras, ang paggawa ng mga yero na galvanized ay hindi nangangailangan ng paggamit ng mga espesyal na pagsisikap, mga espesyal na mamahaling mga fixture at tool at ilang uri ng propesyonal na kaalaman, kaya ang sinumang manggagawa sa bahay ay makayanan ito, kung saan ang arsenal ay mayroong isang hanay ng karaniwang karpinterya mga kasangkapan
Proseso ng pagpupulong ng frame
Matapos ihanda ang lahat ng mga bahagi para sa bangka, nagpapatuloy kami sa direktang proseso ng pag-assemble ng bangka mula sa galvanized na bakal at mga board gamit ang aming sariling mga kamay. Upang magawa ito, kailangan mong gawin ang mga sumusunod:
Inirekumendang pagbabasa: Mga kalamangan at kahinaan ng mga rubber boat na may matigas na ilalim sa ilalim ng motor
- Sa bow, kinakailangan upang pagsamahin ang dalawang panig at isang tatsulok na blangko para sa bow. Ang mga kuko o mga tornilyo sa sarili ay maaaring magamit bilang mga elemento ng pagkonekta.Kung ang bloke ay nakausli sa itaas ng mga gilid, pagkatapos ay dapat itong i-cut sa isang antas.
- Ang susunod na hakbang ay upang mag-install ng isang pansamantalang spacer. Ang prosesong ito ay dapat na maingat na lapitan. Kaya't kapag ang baluktot na mga panig ay hindi pumutok, ang spacer ay nai-file sa isang hindi masyadong malaking anggulo.
- Pagkatapos i-install ang spacer, kinakailangan upang yumuko pa ang mga gilid. Ang isang lubid o isang pares ng mga katulong ang gagawa ng trick.
- Pinapalitan namin ang likod na bahagi, ayusin, alisin ang kinakailangang chamfer. Kailangan mong magkasya nang maayos upang hindi iwanan ang mga puwang. Ang lahat ay dapat magkasya nang maayos.
- Matapos matapos ang magkasya, martilyo namin ang mga gilid at nakita ang lahat ng mga protrusion.
- Matapos tipunin ang mga gilid, nag-i-install kami ng permanenteng mga strut habang tinatanggal ang mga pansamantala. Gaano karaming detalye ang itatakda depende sa kagustuhan ng may-ari.
Bago i-fasten ang mga kahoy na bahagi ng mga kuko o self-tapping screws, sulit na pre-drilling ang mga butas gamit ang isang drill. Pinipigilan ng pamamaraang ito ang mga board mula sa pag-crack.
Ang pangwakas na yugto sa pagpupulong ng kahoy na istraktura ay magiging chamfering sa mas mababang mga bahagi ng mga gilid, spacer at patong ng isang proteksiyon na antiseptic layer.
Mga katangian ng mga galvanized pipes
Ang mga galvanized metal pipes ay ginagamit upang bigyan ng kasangkapan ang mga chimney; sikat sila dahil sa kanilang magaan na timbang at, nang naaayon, kadaliang mai-install. Ang mga galvanized chimney ay hindi nangangailangan ng pagtatayo ng isang pundasyon, at makabuluhang binabawasan ang gastos ng kagamitan sa tsimenea.

Ang mga nasabing tubo ay nakakatugon sa mga pamantayan sa kaligtasan ng sunog, na nakatiis ng temperatura hanggang 900 °, kaya maaari pa silang magamit para sa pagkuha ng usok mula sa solidong fuel boiler at kalan.
Gayundin, ang mga galvanized pipes sa konstruksyon sa bahay ay ginagamit upang magbigay ng kasangkapan sa mga kanal. Ang mga nasabing tubo ay medyo abot-kayang sa mga tuntunin ng gastos, ngunit sa parehong oras ang proseso ay maaaring gawing mas mura sa pamamagitan ng paggamit ng mga produktong gawa sa kamay.
Maaari bang magamit ang mga galvanized pipes para sa isang tsimenea
Ang mga pinahiran na chimney ng sink ay ginagamit sa ilalim ng ilang mga kundisyon.
Kapag ang sink ay pinainit hanggang 419 °, nagsisimula itong palabasin ang mga sangkap na nakakasama sa mga tao. Samakatuwid, inirerekumenda na mag-install ng mga bending na gawa sa materyal na ito sa mga sistema ng tambutso kung saan ang temperatura ay hindi hihigit sa 350 ° C

Ayon sa mga patakaran ng Ministry of Emergency Situations ng 2009, ipinagbabawal ang paggamit ng mga ahente ng pag-aalis ng usok ng metal para sa mga kalan na pinaputok ng karbon.
Bilang karagdagan, ang isang solong-pader na galvanized outlet ay masusunog pagkatapos ng isa o dalawang panahon. Sa pagsasagawa, ginagamit ito bilang isang panlabas na pambalot sa mga dobleng pader na istraktura na may pagkakabukod.
Ano ang kailangan mo upang makagawa ng isang galvanized pipe
Sa bahay, upang makagawa ng isang galvanized pipe, kailangan mo ng isang sheet ng lata, ang materyal ay hindi nangangailangan ng paggamit ng mga espesyal na pagsisikap dahil sa kanyang lambot at kalagkitan.
Ang lata ay pang-industriya na ginawa mula sa manipis na sheet na bakal na may kapal na 0.1 hanggang 0.7 mm sa mga rolling machine, pagkatapos nito ay natatakpan sila ng isang anti-kaagnasan na proteksiyon layer ng chromium, lata o sink. Sa wakas, ang mga workpiece ay pinutol sa karaniwang mga sukat, na may lapad na 512 mm hanggang 2000 mm.

Ang lakas ng naturang mga produkto ay hindi sa anumang paraan mas mababa sa mga katapat na bakal, lalo na kung ang materyal ay may karagdagang mga stiffener, ngunit sa parehong oras ito ay napaka-plastik at pinapayagan kang manu-manong i-mount ang mga pipeline ng kumplikadong hugis. Pinoprotektahan ng anti-corrosion coating ang tubo mula sa panlabas na kapaligiran.
Ang problema ng naturang mga tubo ay hindi sapat na lakas ng baluktot, samakatuwid, para sa paggawa ng mga bukas na bahagi, ang mga stiffener ay ipinakilala sa istraktura upang palakasin ang produkto.
- ang isang malawak na hanay ng naturang mga tubo ng iba't ibang laki ay ipinakita sa mga tindahan: solong-circuit;
- double-circuit (ginawa sa anyo ng isang sandwich at binubuo ng isang panloob at panlabas na tubo);
- corrugated, nailalarawan sa pamamagitan ng nadagdagan na kakayahang umangkop.
Tandaan! Sa bahay, posible na technically na gumawa lamang ng isang solong-circuit na tubo.
Kapag pumipili ng isang kapal ng sheet, ang layunin ng tubo ay dapat isaalang-alang. Halimbawa, ang isang galvanized pipe para sa pag-aalis ng tambutso gas mula sa solidong mga kalan ng gasolina at mga fireplace ay dapat na nadagdagan ang paglaban sa mataas na temperatura, at sa parehong oras mataas na mga katangian ng anti-kaagnasan.
Ito ay mahalaga! Ang mas mataas na temperatura ng nagtatrabaho medium, mas makapal ang mga pader ng tubo ay dapat.
Mga kasangkapan
Para sa trabaho, kinakailangan ang mga espesyal na tool upang yumuko, wastong sukatin ang anggulo ng liko at gupitin ang tubo sa nais na haba.
Mga uri ng mga galvanized iron usad na tubo
Ang mamimili ay inaalok ng solong pader at dobleng pader na mga yero na tubo. Para sa kadalian ng pag-install, gumagawa ang mga tagagawa ng lahat ng kinakailangang mga sangkap: mga tee, inspeksyon na channel at condensate traps. Sinusuportahan ang isang karaniwang saklaw ng mga diameter. Ito ay magiging lubos na may problema upang mag-order ng isang tubo o adaptor ng mga hindi pamantayang laki sa pabrika.
Upang mapili ang kinakailangang materyal para sa sistema ng usok ng usok, kakailanganin mong isaalang-alang ang mga teknikal na katangian, ang paglaban ng materyal sa pagkasunog at ang mga epekto ng isang acidic na kapaligiran, pati na rin ang pangunahing mga kakayahan sa pagpapatakbo.
Galvanized chimney sandwich pipes
Ang mga double-circuit insulated chimney pipes na gawa sa galvanized sheet ay magagamit sa dalawang bersyon:
- Mga tubo ng sandwich - isang istraktura kung saan ang panloob at panlabas na mga layer ay gawa sa galvanized metal. Binabawasan ng disenyo ang paggawa ng condensate, ngunit hindi makatiis ng makabuluhang init. Ang pagpapapangit ay nangyayari kapag ang panloob na layer ay pinainit sa 500 ° C.
- Mga modular chimney na gawa sa acid-resistant stainless steel na may panlabas na pagkakabukod at galvanized shell. Ang nasabing aparato ay makabuluhang binabawasan ang gastos ng istraktura at pinapataas ang buhay ng serbisyo halos dalawang beses.
Ang panloob na layer ng tubo ay dapat gawin ng metal na may kapal na 1 mm, para sa panlabas na layer, sapat na 0.5 mm.
Galvanized single-wall chimneys
Ang galvanized chimney ay mabilis na nasunog sa mga sumusunod na kaso:
- Walang pagkakabukod.
- Maling napiling kapal ng tubo.
- Hindi pagsunod o pagkagambala sa proseso ng produksyon. Ang galvanizing ay gawa sa carbon steel, ayon sa GOST 14918-80.
Kung ang lahat ng mga kondisyong ito ay natutugunan, ang isang solong-layer na galvanized pipe ay maaaring gumana ng hanggang 10 taon.
Mga tagubilin para sa paggawa ng mga galvanized pipes
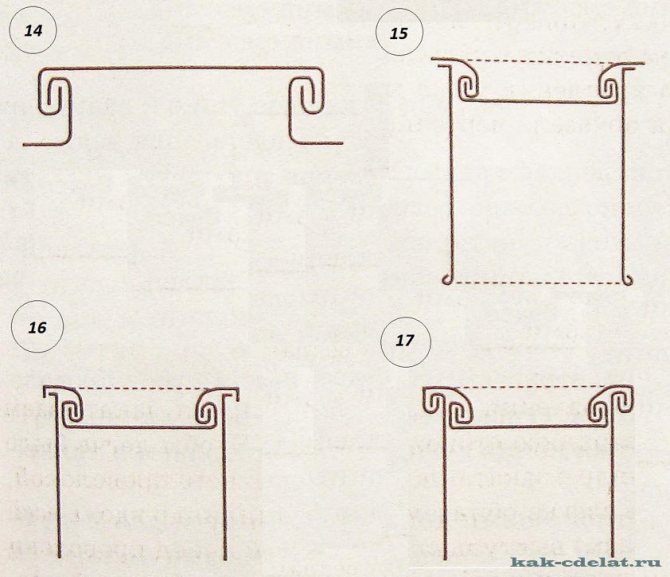
Una sa lahat, kailangan mong markahan ang sheet ng bakal, ilapat ang mga linya ng tiklop sa isang gilid na may sukat na 5 mm, sa iba pang dalawang beses na 5 mm bawat isa, ang tiklop sa isang gilid ay dapat na mas malawak kaysa sa pangalawa upang mabuo isang malakas na tahi sa hinaharap. Bend ang sheet sa isang 90 ° anggulo sa magkabilang panig gamit ang isang sulok at pliers.

Ito ay mahalaga! Baluktot ang hugis nang paunti-unti, paglipat mula sa isang gilid patungo sa iba pa kasama ang tiklop na linya.
Pagkatapos, pag-on ang workpiece, nabuo ang mga kulungan, ang anggulo ay nababagay sa 135-140 °, na tinatapik ang mga gilid ng lata gamit ang isang mallet o isang martilyo na may isang malambot na welga, upang hindi makapinsala sa materyal ng produkto. Matapos ang pagbuo ng mga kulungan, maaari kang magpatuloy sa pagbuo ng tubo mismo.
Ikabit ang workpiece sa template ng sukat upang hugisin ito at i-tap ito muli hanggang sa magkakasama ang mga tiklop.
Ang malawak na gilid ay muling baluktot na kahanay sa eroplano ng produkto sa isang anggulo ng 90 °.
Ang huling yugto ay upang sumali sa mga dulo kasama ang isang patag na tahi gamit ang isang mallet.
Pantayin ang mga kulungan, baluktot ang pahalang na bahagi ng ikalawang tiklop, balot nito ang unang tiklop, at pagkatapos ay yumuko ang seam na ito, mahigpit na pinindot ito laban sa eroplano ng tubo.
Maaari mong karagdagang palakasin ang magkasanib na mga metal rivet gamit ang isang welding machine, kahit na madalas na galvanized pipes na konektado sa isang flat seam ay hindi nangangailangan ng karagdagang pampalakas.










