Před zmenšením průměru trubky byste si měli dobře prostudovat teorii. Zmenšení průměru trubky doma může být užitečné pro každého, kdo opravuje různá zařízení vlastními rukama. Samozřejmě, pokud potřebujete snížit některý prvek systému, pak je nejlepší použít speciální adaptér a jednoduše připojit dvě trubky různých průměrů. Pokud však potřebujete získat zúženou nebo ohnutou trubku z toho, co už tam je, můžete se uchýlit k válcování. Válcování je plastická deformace produktu do požadovaného tvaru.
Druhy válcování a ohýbání
Válcováním lze z trubek vyrobit produkt požadovaného tvaru. Navíc pomocí této metody můžete nejen ohýbat výrobek vyrobený z jakéhokoli kovu, ale také zmenšit průměr.
Je možné zmenšit průměr trubky pomocí speciálního zařízení.
Ohýbání a změna tvaru trubky se nazývá válcování. Tento proces dostal tento název, protože nástrojem, který se k tomu používá, jsou válečky.
Válcování se používá pro různé účely:
- Zmenšit průměr trubek z různých materiálů. Můžete tak deformovat tenkostěnné výrobky z nerezové oceli, litiny, oceli atd.
- Pomocí válcování můžete produkt ohýbat. V tomto případě se musíte ohýbat podle speciální šablony.
- Prodloužení a narovnání. To se však nedoporučuje, protože produkt ztrácí pevnost.
- Zvětšení průměru. Tento proces je však považován za časově nejnáročnější.
- Pomocí speciálního ohýbačky trubek můžete produkt ohýbat do svitku vlastními rukama.
Všechny popsané procesy se používají při výrobě a opravách trubkových výrobků. S jejich pomocí můžete dokonce vyrobit prvky ohnuté do kruhu, které zdobí brány z tepaného železa.
Klasifikace potrubí podle podmíněného úseku
Jmenovitý průměr trubky je jedním z parametrů, který do značné míry závisí na typu výroby ocelových výrobků.
Obecně se rozlišují čtyři typy trubek v závislosti na výrobní technologii:
- 20-500 mm - takové výrobky se vyrábějí válcováním za tepla v souladu s GOST 8732-78;
- 5-250 mm - podobné hodnoty určuje GOST 8734-75 pro metodu válcování za studena;
- 10-1400 mm - tato skupina válcovaných trubek se týká svařovaných výrobků s podélnými švy a jejich parametry jsou specifikovány v GOST 10704-91;
- 160-2400 mm jsou hranice velikosti pro svařované ocelové trubky se spirálovými švy, uvedené v GOST 8696-74.

V tomto případě jsou ocelové potrubní válce nabízeny ve 38 standardních velikostech se jmenovitými průměry od DN 5 do DN 2400. Patří mezi ně čtyři specializované skupiny, které jsou k dispozici pro hydraulické a pneumatické systémy.
Stojí za zmínku, že parametry jmenovitého průměru trubek jsou uvedeny nejen v GOST se standardní klasifikací a charakteristikami sortimentu, ale také v referenční literatuře, speciálních tabulkách. Zde také najdete údaje o maximálních hodnotách pracovního tlaku v systému, podélných a příčných zatíženích a také další informace, které mohou souviset s jmenovitým průměrem role trubky a typem jejího průřezu. Viz také: „Jaký je jmenovitý průměr trubek - normy a normy.“
Popis podstaty procesu
Válcování je poměrně komplikovaný proces. V některých případech je však docela možné to udělat sami. Obzvláště snadno se ohýbají tenkostěnné trubky z nerezové oceli a pozinkované trubky.
Při stavbě kovového potrubí může být také nutné zúžení. Tato metoda se používá, když potřebujete připojit trubku s větším průměrem k produktu s menším.
Samokontrakce přichází s určitými riziky. Faktem je, že v takovém procesu působí na trubku dvě síly namířené v opačných směrech. Proto jsou akce, které lze s takovými prvky provádět, omezeny několika faktory.

Při zmenšování průměru trubky je třeba dodržovat bezpečnostní předpisy
Jaké je omezení aplikovaného tlaku:
- Nejprve je brána v úvahu plasticita materiálu. Čím je plastičtější, tím větší je poloměr, který lze ohnout.
- Musíte věnovat pozornost tomu, o kolik tenčí může být stěna potrubí pro konkrétní produkt.
- Je nutné zkontrolovat pevnost v tahu konkrétního kovu na ohyb. Čím je materiál plastickější, tím vyšší bude tento indikátor.
- Důležitý je také omezující parametr poloměru, přechod z boční stěny na konec.
- Musíte také věnovat pozornost kvalitě povrchu samotného produktu.
Každý z těchto parametrů musí být vzat v úvahu. Pro každou tloušťku stěny a pro každý konkrétní průměr je to jiné.
Při redukci potrubí doma je třeba se podívat na skutečnost, že se na kovu netvoří velké množství záhybů. Snižují sílu.
Zmenšete průměr potrubí z PVC
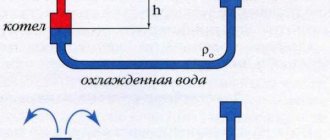
Při návrhu a instalaci topného systému vždy vyvstává otázka - jaký průměr potrubí zvolit. Volba průměru, a tím i průchodnosti potrubí, je důležitá, protože je nutné zajistit rychlost chladicí kapaliny v rozmezí 0,4 - 0,6 metru za sekundu, což doporučují odborníci. V tomto případě musí být do radiátorů dodáno požadované množství energie (množství chladicí kapaliny).
Je známo, že pokud je rychlost nižší než 0,2 m / s, pak přetížení vzduchu bude stagnovat. Rychlost větší než 0,7 m / s by se neměla dělat z důvodu úspory energie, protože odpor vůči pohybu kapaliny se stává značným (je přímo úměrný druhé mocnině rychlosti), navíc se jedná o spodní hranici výskytu hluku v potrubích malých průměrů.
Jaký typ potrubí zvolit
V dnešní době se pro vytápění stále častěji volí polypropylenové potrubí, které má sice nevýhody v podobě obtíží se zajištěním kvality spojů a značné tepelné roztažnosti, ale je mimořádně levné a snadno se instaluje, což jsou často rozhodující faktory.
Jaká potrubí by měla být použita pro topný systém? Polypropylenové trubky jsou rozděleny do několika typů, které mají své vlastní technické vlastnosti a jsou určeny pro různé podmínky. Vhodný pro vytápění typů PN25 (PN30), které vydrží provozní tlak 2,5 atm při teplotě kapaliny až 120 stupňů. S.
Tloušťky stěn jsou uvedeny v tabulkách. Pro vytápění se nyní používají trubky z polypropylenu, které jsou vyztuženy hliníkovou fólií nebo skleněnými vlákny. Výztuž brání výraznému roztažení materiálu při zahřátí.
Mnoho odborníků dává přednost trubkám s vnitřní výztuží ze skleněných vláken. Takové potrubí se v poslední době stalo nejrozšířenějším v soukromých topných systémech.
Volba průměru topného potrubí
Trubky jsou k dispozici ve standardních průměrech, ze kterých si musíte vybrat. Pro výběr průměrů potrubí pro vytápění domu byla vyvinuta typická řešení, podle kterých lze v 99% případů provést optimální správnou volbu průměru bez provedení hydraulického výpočtu.
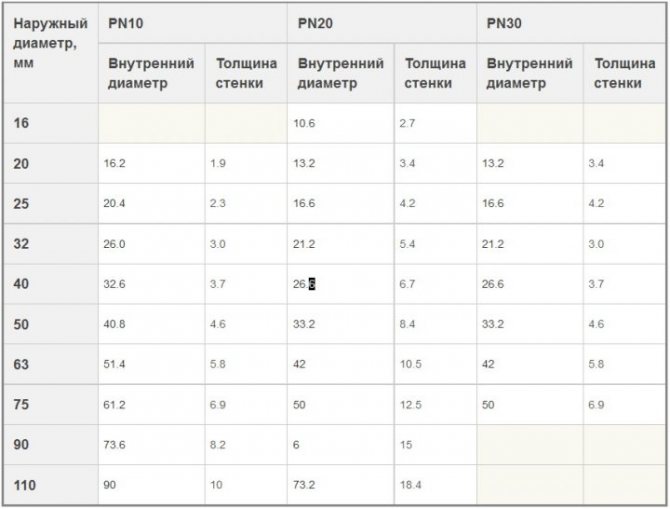
Standardní vnější průměry polypropylenových trubek jsou 16, 20, 25, 32, 40 mm. Vnitřní průměr trubek třídy РN25 odpovídající těmto hodnotám je 10,6, 13,2, 16,6, 21,2, 26,6 mm.
Podrobnější informace o vnějších, vnitřních průměrech a tloušťce stěny polypropylenových trubek jsou uvedeny v tabulce.
Jaké průměry, co se připojit
Musíme zajistit dodávku požadovaného tepelného výkonu, který bude přímo záviset na množství dodaného tepelného nosiče, ale rychlost pohybu kapaliny by měla zůstat ve stanovených mezích 0,3 - 0,7 m / s
Pak existuje taková korespondence spojů (u polypropylenových trubek je uveden vnější průměr):
- 16 mm - pro připojení jednoho nebo dvou radiátorů;
- 20 mm - pro připojení jednoho radiátoru nebo malé skupiny radiátorů (radiátory "normálního" výkonu v rozmezí 1 - 2 kW, maximální připojený výkon - do 7 kW, počet radiátorů do 5 ks);
- 25 mm - pro připojení skupiny radiátorů (obvykle do 8 ks, výkon do 11 kW) jednoho křídla (rameno schématu zapojení slepého konce);
- 32 mm - pro připojení jednoho patra nebo celého domu, v závislosti na tepelném výkonu (obvykle až 12 radiátorů, tepelný výkon je až 19 kW);
- 40 mm - pro hlavní vedení jednoho domu, pokud existuje (20 radiátorů - do 30 kW).
Ruční ohýbání nerezové oceli
Nyní tedy můžete mluvit přímo o procesu zužování. To lze provést buď v továrně se speciálním nástrojem, nebo doma s improvizovanými prostředky.
Můžete použít kladivo. Tuto metodu však nelze považovat za optimální, protože v tomto případě může být potrubí silně deformováno. Navíc se zmenšená část ukáže být nerovnoměrná, což negativně ovlivní pevnost.
Nejlepším způsobem je použití speciálních kleští. Lze je zakoupit ve specializovaném obchodě, ale nejsou levné. Můžete si vyrobit nástroj vlastními rukama. K tomu je třeba vzít klíč na trubky, můžete dokonce použít starý opotřebovaný výrobek. Z toho musíte odstranit houbu z pohyblivého ramene a místo této houby musíte nainstalovat vložku pod půlkruh. Dále se vytvoří polokroužek požadovaného poloměru a namontuje se na pohyblivé rameno. Pokud chcete pokračovat v upínání trubek, můžete vyrobit několik kroužků s různými průměry. Tím se zvýší univerzálnost produktů.
Jak používat speciální kleště:
- Vezměte kleště s čelistí, která má alespoň polovinu průměru objímky. Uchopte vnější průměr za hrdlo.
- Přibližte matici kleští k vodítku zařízení.
- Pohyblivé rameno lze nyní otočit. Udělejte to, dokud zcela neuzavře druhý poloviční obvod.
- Poté se snahou zmáčknout obě páčky a otočit klíčem o 30 stupňů.
- Všechny tyto kroky se musí opakovat, dokud trubka nedosáhne požadovaného průměru.

Před ohýbáním nerezové oceli byste se měli nejprve seznámit s doporučeními odborníků
Tímto způsobem můžete zadat požadovanou velikost. Stojí za to předem stanovit, že tato práce vyžaduje fyzickou sílu.
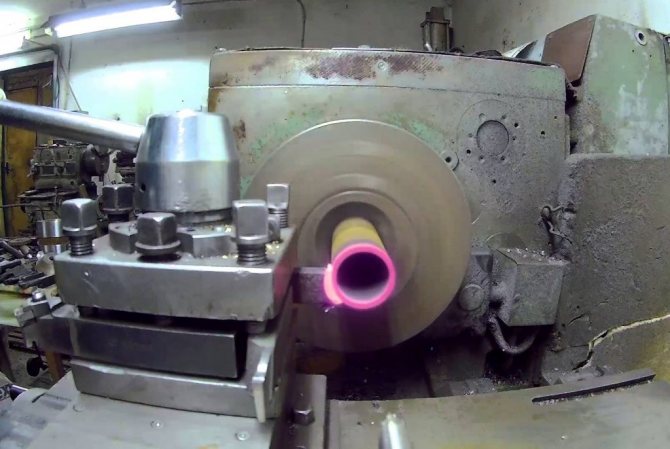
Pomocí soustruhu
Nejjednodušší způsob, jak zúžit potrubí, je speciální stroj. Tento proces může provádět i člověk, který nemá velkou fyzickou sílu. V tomto případě většinu práce skutečně provádí technik.
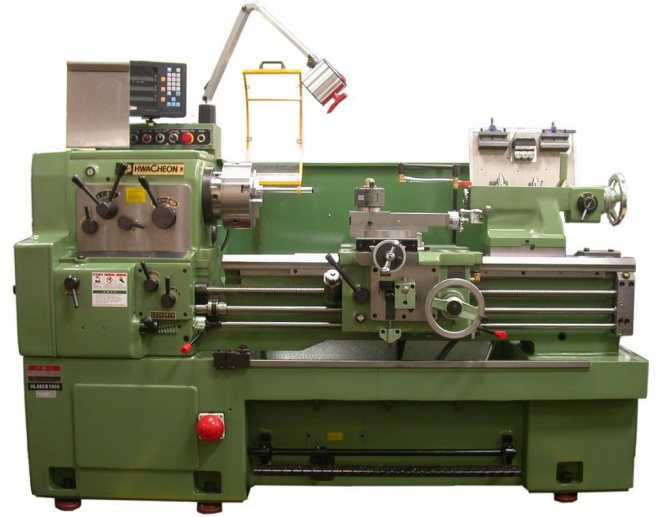
Abyste mohli pracovat se soustruhem, musíte mít určité dovednosti.
Podle šablony lze ohýbat nejen kovovou trubku. Takové zařízení je užitečné pro poskytnutí požadovaného tvaru kusu silného drátu. Drát lze ohýbat také ručně.
Sekvenování:
- Je nutné připevnit trubku k držáku přístroje. Je důležité vypočítat hloubku ponoru obrobku. Zdvih rukojeti se musí shodovat s místem slepého otvoru.
- Když zapnete stroj, musíte přivést rukojeť k potrubí. Dále klikněte na obrobek a začne smyčka.
- Materiál se začne zahřívat. To snižuje sílu, ale zvyšuje tažnost materiálu.
- Rukojeť musí mít nejméně 180 stupňů pohybu. A držáky nástrojů by měly být nejoblíbenější velikosti otvorů.
Během procesu se produkt zahřívá a materiál se stává poddajným. Díky tomu se průměr obrobku snadno sníží na požadované hodnoty. Mačkání potrubí vlastními rukama je obtížné, ale možné. Chcete-li to provést, musíte si vyrobit speciální přístroj a naučit se jej správně používat.