Vara cauruļu cietlodēšana
Varš ir dārgs metāls, taču vara cauruļvadiem ir konkurences priekšrocības, lai vara sistēmas būtu maksimāli pieprasītas. Kompetenti izgatavoti no vara nodrošinās ilgu un bez traucējumiem ūdens apgādes sistēmas kalpošanas laiku visā mājas dzīves laikā, pārsniedzot pusgadsimtu. Šādu produktu apstrādes praktiskums ir lodēšanas procesa vienkāršībā - tas ir zemas temperatūras, viegli veicams sadzīves vidē gāzes degļa vai elektriskā lodāmura klātbūtnē.
Instrumentu komplekts
Lodēšanas procedūrā izmantotais visu instrumentu, armatūras un materiālu komplekts ir šāds:
- līdzekļi cauruļu izplešanai, griešanai un noņemšanai: paplašinātājs, cauruļu griezējs vai dzirnaviņas ar plānāko disku, slīpmašīna, slīpēšanas papīrs, metāla birste;
- instruments metāla sildīšanai un lodēšanas kausēšanai: gāzes deglis vai elektriskais lodāmurs 250 W;
- materiāli, ar kuriem notiek savienojums: plūsma un lodēšana no alvas sakausējuma ar varu, antimonu, sudrabu vai citām piedevām;
- palīgmateriāli - salvetes liekā plūsmas noņemšanai, statīvi, cimdi, mērīšanas un marķēšanas rīki.
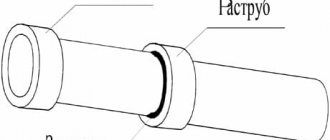
Vara caurules tiks savienotas bez veidgabaliem - vienas malu paplašina ar cauruļu paplašinātāju, tajā ievieto vēl vienu gabalu. Savienojums sasilst, un šuvi ielej ar izkausētu alvas lodmetālu - tiek iegūts uzticams noslēgts savienojums, kas var izturēt pietiekami augstu spiedienu un augstu temperatūru. Varat pareizi pielodēt vara caurules, izprotot procesa principus:
- pēc cauruļu sagriešanas pirms lodēšanas galus rūpīgi notīra - tiek noņemti visi urbumi, un mala ir noslīpēta līdz spilgti dzeltenai krāsai. Tas jādara, lai no vara noņemtu oksīdus, kas novērš lodēšanu;
- pēc attīrīšanas tas tiek pārklāts ar īpašu savienojumu - plūsmu, kas noņem skābekli, novēršot oksidēšanu metināšanas laikā, palīdz izkausētajam lodmetālam iekļūt dziļi savienojumā;
- sekcijas, kas pārklātas ar plūsmu, tiek slīdētas viena virs otras un sildītas ar lodlampa vai lodāmuru. Šajā gadījumā lodēšanas tehnoloģija ar lodāmuru atšķiras no darba ar degli tikai tad, ja nav atklātas liesmas;
- lodējums tiek novests uz apsildāmās virsmas zem liesmas - alva tiek izkausēta, ievilkta savienojumā, vienmērīgi izkliedējot ap savienojuma apli;
- pēc atdzesēšanas alvas pārpalikums pats nokritīs, un vīle tiks hermētiski noslēgta.
Ja jums nav īpašu iemaņu šādā lodēšanā, labāk to uzticēt profesionāļiem.
Padoms. Ikdienā kļūst nepieciešams savienot alumīnija caurules, kuras ir grūtāk apstrādāt nekā vara. Tam būs nepieciešamas alumīnija lodēšanas un alumīnija cietlodēšanas iekārtas - deglis, kas spēj metālu sasildīt līdz 400 ° C. Procedūras specifika ir tāda, ka plūsma netiek izmantota, un lodmetālu neinjicē liesmā, bet uzklāj uz savienojuma: tas kūst, saskaroties ar karstu metālu.




Polipropilēna PVC cauruļu lodēšana (plastmasa)
Polimēru izstrādājumi tiek cietlodēti zemākā temperatūrā nekā metāls. Viņi baidās no atklātas liesmas, tāpēc metināšanai tiek izmantoti speciāli elektriskie lodāmuri, ko dēvē par metināšanas mašīnām.
Polipropilēna izstrādājumu metināšanas tehnoloģija (PP) būtiski atšķiras no darba ar varu.
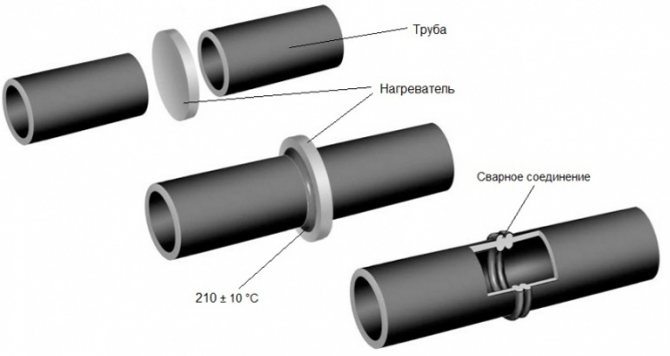
Metāla sekciju savienošana ietver viena segmenta ievietošanu citā un pēc tam šuves blīvēšanu, izmantojot metinājumu no mīkstāka metāla.Polipropilēna gadījumā abi segmenti izkausē, sajaucas, pilnīgi iekļūst viens otrā, un, nostiprinoties, rodas neatņemama viendabīga saikne. Šādu metināšanu sauc par difūzu no latīņu vārda difūzija, kas nozīmē sajaukšanu. Propilēna cauruļu lodēšana nozīmē trīs darbības:
- izkausē segmentu galus līdz mīkstiem;
- savienojiet vienu ar otru bez nevajadzīgiem pagriezieniem;
- pagaidiet, kamēr tas atdziest - rezultātā veidojas viendabīga viengabala sekcija.
Lodēšanas caurules apkurei un santehnikai mājās
Pateicoties pašdarināšanas procedūras vienkāršībai, to veic mājās. Lai to izdarītu, jums jāiegādājas:
- elektriskā metināšanas iekārta polipropilēna metināšanai;
- ierīces pielikumi (iekļauti ierīces komplektā);
- trimmeris;
- montāža;
- aksesuāri: marķieris, nazis, mērlente.
Polipropilēna lodēšana ir daudz vieglāka nekā vara
Propilēna cauruļu lodēšana ar pašu rokām sastāv no sekojošām darbībām:
- Izgrieziet caurules iepriekš noteiktos izmēros, ja nepieciešams, sagatavojiet veidgabalus.
- Nogrieziet galus - no augšas noņemiet 1–1,5 mm aizsargkārtu. To var izdarīt ar trimmeri vai slīpējot ar smirģeļu papīru.
- Sagatavojiet metināšanas mašīnu - aprīkojiet to ar cauruļu diametra sprauslām un pievienojiet to tīklam. Polipropilēns kūst 250 ° C temperatūrā. Ierīcei ir temperatūras slēdzis un sildīšanas indikators. Kad ir sasniegta vēlamā temperatūra, ierīce dod skaņas vai gaismas signālu, ka tā ir gatava metināšanas procesam.
- Ievietojiet cauruli un armatūru attiecīgajās sprauslās un stingri ievērojiet laiku saskaņā ar instrukcijām, izvairoties no pārkaršanas vai pārkaršanas.
- Noņemiet apsildītās daļas no sprauslām, pēc tam lodējiet, ievietojot vienu elementu otrā. Šajā posmā darbībām jābūt pārliecinātām un skaidrām - aizliegts pārvietot elementus uz priekšu un atpakaļ vai pagriezt pa asi.
- Ļaujiet polipropilēnam atdzist - kādu laiku atstājiet struktūru bez mehāniskas spriedzes.
- Vizuāli pārbaudiet, vai savienojumā nav defektu: ja tiek ievērota tehnoloģija, šuve izrādīsies vienmērīga un izturīga.
HDPE cauruļu cietlodēšana, izmantojot polipropilēna veidgabalus.
Godīgi sakot, esmu pret šo metodi. Tagad es paskaidrošu, kāpēc:
- Polipropilēnam un polietilēnam ir dažādas kušanas temperatūras. HDPE kūst nedaudz virs 100 grādiem pēc Celsija, savukārt polipropilēns - 260 grādos. Metināšana izrādīsies sliktas kvalitātes.
- Pat ja izrādās, ka tas izveido šādu savienojumu, joprojām nav skaidrs, kādam spiedienam tas ir paredzēts un cik ilgi tas to var noturēt.
Lasiet arī: Vadu kopņu savienošana
Tāpēc iesaku šādiem eksperimentiem netērēt laiku un naudu.
Pareiza lielu HDPE cauruļu cietlodēšana normālā temperatūrā
Tie ir divu veidu:
- mazas izturības - tie ir izgatavoti zem augsta spiediena un iegūst mazu blīvumu;
- augstas stiprības (HDPE) - tiek izgatavoti zemā spiedienā, bet iegūst lielu blīvumu.
Vēl viens nosaukums augstas stiprības polietilēna caurulēm - HDPE apzīmē polietilēnu ar zemu spiedienu. Vārdi "zems spiediens" nosaukumā nozīmē apstākļus, kādos produkti tika ražoti, un tie nav saistīti ar piemērošanas jomu. Zema spiediena polietilēns (HDPE) tiek izmantots augsta spiediena un temperatūras apstākļos - maģistrālajos gāzes vai ūdens cauruļvados. Pareiza polipropilēna cauruļu lodēšana nav viegls uzdevums.
Tā kā HDPE izstrādājumus ražo ļoti dažādos diametros (no 20 mm līdz 1 m 20 cm) un sienu biezumā, to savienošanai ir vairāk nekā viena metode un daudzu veidu aprīkojums polietilēna cauruļu lodēšanai. Polietilēna cauruļu metināšana tiek veikta ar vienu no šīm metodēm:
- muca (vai muca);
- zvana formas;
- elektrofūzija.
Šādai lodēšanai jums ir nepieciešama īpaša lodēšanas mašīna.
PE cauruļu metināšanu ar muca palīdzību rūpniecības apstākļos veic dārga un apjomīga mašīna ar mehānisku vai hidraulisku piedziņu. Ierīces komplektā ietilpst vadotnes centrēšanai, trimmeris vienmērīgu abpusējo malu griešanai, sildelements, piedziņas un taimeri. Pati tehnoloģija no gala līdz galam ir vienkārša, taču izmantotais aprīkojums nav lēts: HDPE cauruļu metināšanas iekārtas cena ir vidēji 250 tūkstoši rubļu, un atsevišķs sildelements maksā apmēram 50 tūkstošus.
Lodēšanas shēma polietilēna caurulēm ar lodāmuru grūti sasniedzamās vietās
Polietilēna cauruļu lodēšana notiek saskaņā ar šādu shēmu:
- savienojamie izstrādājumi tiek ievietoti cauruļu metināšanas mašīnā, ir centrēti;
- starp tiem tiek ievietots automātisks saskares rīks, kas vienmērīgi sagriež HDPE, noņemot mikroshēmas;
- savienoti pretējie gali, tiek veikta vizuāla maliņu izlīdzināšanas un saspringuma kontrole;
- metināmie gali ir attaukoti, starp tiem ir uzstādīts sildelements;
- galus uz noteiktu laiku karsē un kausē noteiktā temperatūrā;
- sildelements tiek noņemts un savienojums atdziest uz laiku, ko nosaka taimeris;
- tiek iegūts spēcīgs savienojums, neietekmējot cauruļvada elastību.
Mājās tas notiek pēc tā paša principa, taču tiek izmantotas vienkāršākas ierīces - lodāmurs polietilēna caurulēm. Tas maksā no 30 tūkstošiem rubļu, tas ir metināšanas spogulis, kas pārklāts ar teflonu un var izturēt augstu temperatūru - līdz 300 ° C.
Polietilēna cauruļu savienojuma metināšanas parametri: temperatūra, sildīšanas un dzesēšanas laiks - ir atkarīgs no diametra un sienas biezuma, tos metinātāji nosaka saskaņā ar īpašu tabulu. Lai novērstu kļūdas daudzās ierīcēs, parametri tiek iestatīti automātiski.
HDPE cauruļu elektrofūzijas metināšana pieder rūpnieciskajai kategorijai un sastāv no cauruļvada sekcijas izkausēšanas zem sakabes, kurai tiek piegādāta elektriskā strāva, un temperatūra paaugstinās. Elektrofūzijas savienojumi polietilēna caurulēm ekspluatācijas laikā patērē lielu daudzumu elektroenerģijas un tiek uzskatīti par dārgākiem, taču tie palīdz gadījumos, kad nav iespējams izmantot ierīci ar lieliem izmēriem. Tos var izmantot mājās.
Polietilēna cauruļu pielietošanas joma
Polietilēna izstrādājumi tiek plaši izmantoti mūsdienu būvniecībā
Tos izmanto ūdensvadu, kanalizācijas sistēmu, gāzes cauruļvadu būvniecībā. PE caurules to izmanto spiediena un gravitācijas kanalizācijā, kalpo kā elektrisko un telefona vadu aizsargvāciņi.
Vecie tīkli tiek rekonstruēti ar polietilēna cauruļu palīdzību. Nomainīšanu var veikt, nolietojot sakarus, taču paralēli vecajiem ir iespējams ieklāt jaunus, kas neprasa ūdensapgādes pārtraukšanu iedzīvotājiem un kanalizācijas sistēmas slēgšanu. Aku un citu sakaru un sanitāro iekārtu rekonstrukcija ir atkarīga no to pasliktināšanās pakāpes. Atsevišķas detaļas (kakli, slēgvārsti utt.) Var daļēji nomainīt; ja nepieciešams, tiek veikts kapitālais remonts, pilnībā nomainot cauruļvadus.
DIZAINA PRESTIGE LLC
Cietlodes pastiprinātas polivinilhlorīda caurules
Lodēšanu var veikt, izmantojot to pašu mašīnu, kuru izmanto polipropilēna analogu metināšanai. PVC izstrādājumu sienas ir biezākas un stingrākas, tāpēc to savienošanai ir nepieciešami armatūra. To kušanas temperatūra ir zemāka, tādēļ šo tipu neizmanto karstā ūdens apgādei - cauruļvada sienas tiek deformētas augstās temperatūras ietekmē. Lodēšana tiek veikta ar elektrisko metināšanas mašīnu ar sprauslām, uz kuras kausē savienojamo izstrādājumu galus. Lai pareizi lodētu PVC caurules, jums jāveic vairākas darbības:
- notīriet malas;
- noņemiet armatūru, ja tāda ir;
- iestatiet kušanas temperatūru ne vairāk kā 200 ° C.
Instrumenti, armatūra, darbību secība ir tāda pati kā strādājot ar polipropilēna paraugiem.
SKATĪTIES VIDEO
Ikdienā polipropilēna, polietilēna vai PVC caurules ar vienu vispārīgu vārdu bieži sauc par plastmasu, un to savienošanas principiem ir daudz kopīga. Ne visi var pareizi lodēt caurules, bet visi var mācīties.
Mūsdienās polimēru izstrādājumi tiek izmantoti daudzās mūsu dzīves un rūpniecības jomās. Bet HDPE - zema spiediena polietilēns - ir īpaši populārs. Šis materiāls ir izturīgs, izturīgs, viegli uzstādāms tā mazā īpatnējā svara dēļ. Dažādu mērķu cauruļvadi bieži tiek izgatavoti no polietilēna caurulēm. Lai savienotu atsevišķus sagataves, tiek metināti HDPE izstrādājumi. Mūsu rakstā mēs runāsim par HDPE cauruļu metināšanas šķirnēm un īpašībām.
Savienojumu šķirnes
Lai savienotu polietilēna caurules, varat izmantot šādas metodes:
- Noņemams. Lai veiktu šādu HDPE sagatavju savienošanu, būs nepieciešami tērauda atloki. Šī dokošanas principa galvenā iezīme ir tā, ka cauruļvadu ekspluatācijas laikā var izjaukt.
- Neatvienojams. Šajā gadījumā sakaru demontāža nedarbosies. Lai izveidotu šādu savienojumu, sagataves ir jāmetina. Šim nolūkam var izmantot vienu no šīm metodēm:
- polietilēna sagatavju sadurmetināšana;
- HDPE izstrādājumu metināšana ar savienojumu palīdzību.
Cauruļvadu montāžai no liela diametra elementiem tiek izmantoti termorezistējoši veidgabali vai savienojuma metināšana. Izmantojot abas metodes, tiek iegūts uzticams monolīts savienojums.
Ātri polietilēna caurules
Problēmas ar polietilēna izstrādājumiem ir saistītas ar visu viskoelastīgo termoplastu īpašībām. To stiprums lielā mērā ir atkarīgs no lieces un saspiešanas pakāpes, un kopumā tas ir salīdzinoši mazs. Polietilēns ir jutīgs pret ultravioleto gaismu, kas jākompensē ar krāsvielu piedevām (parasti kvēpu) un izmantojot aizsargkrāsu. Polietilēna termiskā izplešanās ir diezgan augsta, un tā ir jākompensē ar konstruktīvu L vai U formas cauruļu izliekumu.
Mūsdienās iekšzemes pazemes cauruļvadu garums ir aptuveni 2 miljoni kilometru. Tie galvenokārt ir tērauda cauruļvadi. Piemēram, polietilēna caurules veido apmēram 10% no visa cauruļvadu garuma. Arī citiem tīkliem šī parametra veiktspēja nav ļoti augsta. Tomēr pastāv pastāvīga tendence, ka mūsdienu cauruļvadi procentos mainās par labu polietilēna caurulēm.
HDPE izstrādājumu sadurmetināšana
HDPE cauruļu metināšanai ar muca palīdzību ir jāizmanto metināšanas aprīkojums. Sakarā ar to, ka metināšanas laikā netiek izmantotas papildu detaļas, uzstādīšanas process ir ievērojami vienkāršots. Tādā veidā var metināt tikai HDPE sagataves.
Uzmanību: augstas kvalitātes HDPE izstrādājumu sadurmetināšana darbosies tikai tad, ja to veiks, izmantojot vienu šuvi. Sakarā ar to savienojamo detaļu savienošanas stiprums būs maksimāls.
Polietilēna cauruļu metināšana ar muca ir visefektīvākā un daudzpusīgākā tehnoloģija, jo tā saglabā materiāla elastību visā cauruļvadā. Šo metodi var izmantot neatkarīgi no izmantotā cauruļvada uzstādīšanas veida (tranšeja, bez tranšejas vai atvērta).
Polietilēna cauruļu lodēšana tiek veikta šādā secībā:
- Vispirms savienojamo sagatavju galus jāuzstāda metināšanas iekārtu centralizatorā.
- Pēc detaļu izlīdzināšanas un nostiprināšanas, izmantojot kokvilnas salveti un spirtu, ir nepieciešams notīrīt putekļu, netīrumu un tauku galus.
- Tad metināmos galus apstrādā, izmantojot apšuvuma ierīci. Apgriešana tiek pārtraukta, kad sāk veidoties vienveidīgas skaidas, kuru biezums nepārsniedz 0,5 mm. Tagad sagatavi var noņemt, un galu paralēlumu var pārbaudīt ar rokām.
- Ja starp metināmām virsmām tiek konstatēta nepieņemama plaisa, apgriešanas darbība jāatkārto.
- Pēc tam caurules tiek cietlodētas. Lai to izdarītu, izmantojot sildelementu ar nelipīgu pārklājumu, sagatavju gali tiek sasildīti līdz vajadzīgajai temperatūrai.
- Kad gali ir pietiekami izkusuši, mēs atdalām metināmos izstrādājumus, kā arī noņemam sildīšanas elementu no metināšanas zonas.
- Pēc tam metināmos galus var aizvērt un nostiprināšanas spiedienu var palielināt, līdz tas sasniedz vajadzīgo vērtību.
- Metinātā šļūtene ir jātur zem spiediena noteiktu laiku.
- Pēc tam tiek pārbaudīta metināšanas kvalitāte. Šim nolūkam tiek novērtēts urbuma izskats, platums un augstums.



HDPE sagatavju metināšana ar ligzdu
HDPE cauruļu metināšana ar sakabes metodi tiek veikta, izmantojot īpašu metināšanas vienību, ko sauc par lodāmuru, kā arī īpašu sprauslu komplektu, kas var atšķirties pēc diametra. Sprauslas izmērs tiek izvēlēts, pamatojoties uz metināto polietilēna cauruļu diametru.
HDPE cauruļvadu savienojuma cietlodēšana tiek veikta, izmantojot veidgabalus. Šo produktu konfigurācija var atšķirties. Tie ir leņķu, tēju vai savienojumu veidā. Izmantojot šo lodēšanas metodi, apstrādājamo detaļu un veidgabalu galus metina.
Svarīgi: galvenā kontaktligzdas metināšanas priekšrocība ir tā, ka to var veikt grūti pieejamās vietās, kur ir grūti sagriezt sagataves aksiāli.
Polietilēna detaļu sildīšana tiek veikta, apstrādājot sagatavi, saskaroties ar metināšanas mezgla apsildāmo metāla daļu. Tas sastāv no divām ritošajām daļām:
- spieķis sasilda armatūras iekšējo virsmu;
- apkures caurule ir ievietota uzmavā.
Lai uzstādītu šo sprauslu lodēšanas mezgla atverē, uzmava un spieķis ir savīti kopā.
Polietilēna cauruļu lodēšana, izmantojot sakabes metodi, ietver šādus sagatavošanas pasākumus:
- Sagataves jāizgriež ar īpašām šķērēm vēlamajā izmērā. Šajā gadījumā ir jānodrošina, lai griezums būtu stingri perpendikulārs produkta gareniskajai asij.
- Pirms lodēšanas ir jānotīra savienojamo sagatavju gali.
- Lai novērstu nevēlamu atdzišanu metināšanas laikā, cauruļu gali, kas pašlaik nav savienoti, ir noslēgti ar aizbāžņiem.
- Pēc tam jums jāattīra metināšanas sprauslas virsma no materiāla daļiņām, kas varētu būt palikušas pēc iepriekšējā darba.
Tagad jūs varat sākt pašu metināšanas procesu, kas tiek veikts šādā secībā:
- Pirmkārt, sprausla jāuzsilda līdz metināšanas temperatūrai. Kad vērtība sasniedz vajadzīgo līmeni, indikators uz lodāmura korpusa sniegs signālu.
- Pēc tam HDPE caurule jāievieto uzmavā, līdz tā apstājas. Savukārt armatūra tiek virzīta arī uz stieņa, līdz tā apstājas. Tā kā diametri ir nedaudz atšķirīgi, procedūras pabeigšanai būs jāpieliek zināmas pūles.
- Cauruļu metināšanas laiku mēs izvēlamies saskaņā ar īpašām tabulām, kur šis indikators ir norādīts dažāda diametra izstrādājumiem.
- Cauruļveida elementa ievietošanas un slīdēšanas laikā armatūru liekais materiāls no sagataves virsmas tiek izkausēts un izspiež. Tā rezultātā gar metināmo elementu malu - prievīte - veidojas gredzenveida lodīte.
- Spiediens, ievietojot detaļas, jāpārtrauc brīdī, kad sagatave un armatūra sasniedz pieturu.Ir ļoti svarīgi ievērot šo nosacījumu, jo pretējā gadījumā savienojums nebūs pietiekami spēcīgs. Tā kā ir grūti precīzi noteikt sagataves iegremdēšanas dziļumu, vispirms ir jāmēra šī vērtība un jāveic atzīme uz caurules.
- Pēc tam no sprauslas noņem metināmos sagataves. Pēc tam uzstādiet cauruli armatūrā tā, lai tā cieši balstītos pret gredzenveida lodīti. Ļaujiet pievienotajiem elementiem atdzist. Šajā gadījumā jums nevajadzētu tos savīt un pakļaut dažādām mehāniskām ietekmēm.
Elektrofūzijas metināšana
Lai izveidotu šādu savienojumu, ir nepieciešams īpašs elektromagnēts, kurā tiek iemontēti iestrādāti sildelementi. Ja mēs salīdzinām šo metināšanu ar muca metināšanu, tad tas maksās vairāk, jo nepieciešams iegādāties dārgas elektriskās sakabes.
Tomēr šai metodei ir savas priekšrocības:
- Tā kā uz cauruļu iekšējās virsmas neveidojas urbumi, cauruļvada caurlaidība nemazinās.
- Šo metināšanas metodi ir ērti izmantot ierobežotā telpā, kur nav iespējams uzstādīt kopējo metināto vienību.
Lai savienotu divus sagataves taisnā cauruļvada daļā, tiek izmantoti parastie elektrofūzijas savienojumi. Tomēr dažos gadījumos var būt nepieciešami elektrofūzijas tees un seglu zari. Lai pabeigtu darbu, jums būs nepieciešama elektrofūzijas metināšanas iekārta.
Metināšanas procedūra tiek veikta, izmantojot polietilēna metinātu veidgabalu. Šis ir īpašs produkts, kurā ir iebūvētas spirāles, kas darbojas kā sildelementi. Šajā gadījumā armatūras materiāla daļa, kas izkususi sakarsētās spirāles dēļ, ir savienota ar sagataves polimēra materiālu, veidojot nepārtrauktu monolītu cauruļvadu. Starp citu, spirāle paliek uz visiem laikiem iegūtajā šuvē.
Svarīgi: elektrofūzijas tehnoloģija ļauj iegūt augstas stiprības savienojumu. Tomēr šīs metodes augsto izmaksu dēļ to izmanto spiediena komunikāciju ierīkošanā gāzes un naftas produktu transportēšanai.
Metināšana ar elektrofūziju tiek veikta šādā secībā:
- Ar speciālu griešanas aprīkojuma palīdzību caurules tiek sagrieztas vēlamā izmēra gabalos.
- Pēc tam apstrādājamās detaļas ir jānotīra no netīrumiem un jāattauko metināšanas vietā. Elektrofūzijai jābūt vienādai.
- Tad uz cauruļveida elementiem tiek veiktas atzīmes, kas ļaus jums kontrolēt caurules ievietošanas dziļumu uzmavā.
- Lai novērstu nevēlamu elementu atdzišanu metināšanas laikā, brīvie cauruļu gali ir aizbāzti.
- Ar īpašu vadu palīdzību metināšanas iekārta tiek savienota ar elektrisko sakabi, tiek nospiesta sākuma poga.
- Pēc noteikta laika vienība pati izslēgsies, kas nozīmēs metināšanas pabeigšanu.
- Šādi iegūtos savienojumus var darbināt tikai pēc stundas.
Uzmanību: galvenais nosacījums augstas kvalitātes šuves iegūšanai ir detaļu nekustīgums metināšanas un dzesēšanas procesā.
Iegūtajiem metinātajiem savienojumiem ir noteiktas šādas prasības:
- Metinājuma gredzenveida lodītei pirms metināšanas jāpārklājas uz sagataves izdarītā atzīme.
- Cauruļu sekciju pieļaujamā pārvietošanās attiecībā pret otru ir ne vairāk kā 10% no HDPE elementa sienas biezuma.
- Ja metināmā sagataves sienas biezumam ir ne vairāk kā 5 mm, tad augstas kvalitātes metinājuma lodītes augstumam jābūt aptuveni 2,5 mm. Metināšanas cauruļu gadījumā ar sienas biezumu 6-20 mm, lodītes augstumam jābūt lielākam par 5 mm.
Izvēloties HDPE sagatavju metināšanas metodi, ir vērts apsvērt uzstādīto inženierkomunikāciju darbības apstākļus. Tikai ņemot vērā šo faktoru, var uzbūvēt uzticamu un kvalitatīvu cauruļvadu, kas efektīvi darbosies visu tam atvēlēto periodu.
Pievienot grāmatzīmēm
Kad rodas nepieciešamība nomainīt cauruļvadu mājā, rodas jautājums, vai to izdarīt pats, vai izsaukt meistaru. Pavisam nesen zvans santehniķim santehnikas remontam bija pazīstama un dabiska rīcība. Bet tagad, kad ir parādījušās plastmasas caurules (metāla plastmasas, polipropilēna, plastmasas, HDPE izstrādājumi), kurām ir zemas izmaksas, diezgan laba izturība un ērta uzstādīšanas metode, arvien biežāk tiek novēroti pašinstalēšanas gadījumi. Polietilēna cauruļu lodēšana ievērojami ietaupīs ūdens apgādes sistēmas uzstādīšanas procesu.
Plastmasas cauruļu veidi: polietilēns, polipropilēns, metāla plastmasa.
Bet kā sevi pielodēt un kas tam vajadzīgs?










Tranšejas aizpildīšana
Sākotnējā aizbēršanai tiek izmantota no tranšejas noņemtā augsne, kurā nav 20 mm lielu akmeņu. To ražo visā caurules garumā, apmēram 15 cm augstumā no tā augšdaļas. Ja ir nepieciešams saspiest aizbēršanu, augsnei jāatbilst noteiktām prasībām. Jūs varat izmantot smalku grants (20-20 mm) vai šķembu (4-44 mm). Augsni nedrīkst nomest tieši uz cauruļvada. Ir jāblīvē ieraktais cauruļvads, kas ieklāts tranšejas apakšā. Piepildītā augsne tiek saplēsta pa 20 cm slāņiem abās caurules pusēs, lai tā nenovirzītos. Augsne nav taranēta tieši virs caurules.
Aizpildīšana tiek veikta pēc blīvēšanas un tiek iegūts sablīvēts slānis apmēram 30 cm virs caurules. Tranšeju var aizpildīt ar izraktu augsni, lielāko akmeņu izmērs ir atļauts ne vairāk kā 300 mm. Pat ja aizsargslānim ir apmēram 30 cm biezs slānis, akmeņu izmērs augsnē, ko izmanto aizpildīšanai, nedrīkst būt lielāks par 60 mm.
DIZAINA PRESTIGE LLC
Kāda veida produktu vajadzētu izvēlēties?
Ne tik sen metāla caurules bija visizplatītākās un pieejamākās ūdensapgādes jomā, taču tagad ir parādījušās dažādas plastmasas sistēmas. Katram tipam ir savi plusi un mīnusi. Plastmasas konstrukciju galvenās vispārējās priekšrocības ir ērtība un ērta uzstādīšana, izturība pret koroziju, laba veiktspēja (piemēram, nav plūstoša ūdens skaņas, ilgs kalpošanas laiks utt.).
Apskatīsim dažus no tiem:
- Stiegrotas plastmasas caurulēm ir laba siltuma vadītspēja, taču tās nav ļoti izturīgas pret mehānisko spriegumu.
- Metāla plastmasai ir nepieciešami veidgabali un gofrēšanas rīks, īpaša metināšanas ierīce nav nepieciešama. Izmanto jebkura veida ūdenim.
- Polipropilēna izstrādājumiem ir nepieciešama īpaša aprīkojuma izmantošana detaļu metināšanai, tiem ir plašs pielietojuma klāsts, iespējamas dažādas variācijas: daudzslāņu, stikla šķiedras, viena slāņa, oglekļa šķiedras.
- Cauruļvadiem, kas izgatavoti no savstarpēji saistīta polietilēna, ir paaugstinātas veiktspējas īpašības, uzstādīšanas laikā tiek izmantotas tikai aukstā savienojuma metodes, šādus elementus nav nepieciešams lodēt, tos izmanto apkurei un ūdens apgādei.
- PVC konstrukcijas ir lētākais variants. Šādiem elementiem ir stingra struktūra, tie ļauj gan slēptu, gan atvērtu cauruļvada ieklāšanu, uzstādīšanai nav nepieciešami īpaši instrumenti.
- Polietilēna caurulēm vai HDPE (zema spiediena polietilēna sistēmām) ir laba veiktspēja.
Nesen tos sāka izmantot dažādu uzņēmumu amatnieki. Šāda veida iezīmes ir mazs svars, vienkārša un ātra cauruļu sekciju un elementu uzstādīšana, nav mijiedarbības ar ūdeni un neuzņēmība pret koroziju, zemas izmaksas un izturība. Tos izmanto tehniskā un dzeramā ūdens ieguldīšanai. Elementu uzstādīšanai tiek izmantoti speciāli veidgabali un polietilēna cauruļu lodēšana vienā no diviem veidiem (savienojuma savienojums vai kontaktligzda).Ja pareizi lodējat HDPE sistēmu daļas, cauruļvads priecēs jūs ar izturību, uzticamību un izturību.
Cauruļu uzstādīšanas process
Ir vērts atzīmēt, ka jautājumu (gan plastmasas, gan HDPE) drīzāk var pielīdzināt jautājumam, nevis to darīt, jo pats process ir ļoti vienkāršs. Visas sekcijas tiek montētas, izmantojot armatūru, un savienotas ar cauruļvadu ar lodēšanu, tāpēc vissvarīgākais ir piemērotas ierīces izvēle. Bet apskatīsim savienošanas metodes vispārējo kārtību.
Instrumenti un detaļas:
- Dzelzs un lodāmurs. Jūs to varat iegādāties jebkurā specializēto rīku veikalā, kamēr jums nevajadzētu vajāt lētas iespējas, jo tas ietekmēs darba kvalitāti. Veikalā lūdziet padomu no ekspertiem vai konsultantiem, un viņi palīdzēs jums atrast piemērotāko lodāmuru jūsu lietošanai. Katram lodāmurim ir līdzīga ierīce, atšķirība ir tikai mājsaimniecības vai profesionālajā tipā, kā arī diametrā, kuram ārējiem un iekšējiem virsmām / detaļām tiek izvēlēts nepieciešamais uzgaļu pāris. Pateicoties labi izvēlētam instrumentam , tāpat kā lodāmurs, būs iespējams sildīt cauruli un cieši savienot galus, tādējādi veicot divu cauruļu sekciju "līmēšanu" un daudzus gadus veidojot uzticamu un spēcīgu savienojumu.
- Savienojumi, veidgabali, stūri, aizbāžņi, tees, sienas stiprinājumi, sildītāji. Neaizmirstiet par vienkāršu celtniecības zīmuli, mērlenti un plastmasas šķērēm.
Rūpīgi apsveriet atrašanās vietu un uzzīmējiet nākotnes cauruļvada zīmējumu
Pārbaudiet visas detaļas, sagrieziet materiālus ar minimāliem zudumiem un neprecizitātēm. Ja iespējams, atrodiet sev palīgu, kurš jums palīdzēs visos darbos un ļaus precīzāk veikt uzstādīšanu, bet, ja tas nav iespējams, tad to varat izdarīt viens pats.
Plaši izplatīta metode ir ātra uzstādīšana, kurā detaļas jālodē temperatūras diapazonā, kas pārsniedz 180 ºС. Šī polietilēna cauruļu lodēšanas metode ļauj pietiekami ātri samontēt cauruļvadu.
Ir nepieciešams ņemt divus bitus: izmantojot lodāmuru un lielāka diametra uzgaļus, sildiet cauruļu segmenta ārējo malu un, izmantojot mazliet mazāku diametru, sildiet iekšējo malu, pēc kura elementi tiek uzkarsēti. Tad ir nepieciešams savienot abas daļas un cieši un cieši saspiest tās, uzmanīgi savienojot malas. Tad obligāti jāgaida kādu laiku, lai salabotu un atdzesētu visus elementus.
Viss ir pietiekami vienkārši. Galvenais ir labs lodāmurs un materiāls.
Caurules, kas izgatavotas no HDPE polietilēna, izmanto gandrīz visās mūsdienu sakaru sistēmās, sākot no ūdens piegādes līdz gāzes cauruļvadiem un kabeļu kanāliem. Tie ir izturīgi, elastīgi un izturīgi. Pareiza polietilēna cauruļvadu sistēmas uzstādīšana nodrošinās tās uzticamību pat cauruļu sekciju savienojumos, un, zinot, kā HDPE caurules savienot ar savām rokām, ietaupīsit naudu to uzstādīšanai.
Bez tranšejas cauruļvadu ieklāšana
Polietilēna cauruļu bez tranšeju ieklāšanas shēma
Dažos gadījumos, kad cauruļvadu līnijas krustojas ar dzelzceļu, noslogotu satiksmes artēriju, upi vai citu šķērsli, nav iespējams ieklāt atvērtu tranšeju. Iemesls var būt arī nepieciešamība pēc iespējas samazināt tranšeju rakšanas izmaksas. Tas ir pamats polietilēna cauruļvadu beztranču ieklāšanas metodes pielietošanai. Horizontālās virziena urbšanas bez tranšeju klāšanas metode (HDD metode) ir kļuvusi plaši izplatīta.
Horizontālā urbšana ir īpašs veids, kā izveidot komunikācijas, neatverot zemi. Darbs sākas tajā vietā, kur caurule tiek novadīta uz virsmu. Tehnoloģija garantē augstu urbja precizitāti paredzētajā rašanās vietā līdz virsmai.Metode ļauj ieklāt pazemes caurules, kuru garums pārsniedz 100 m un diametrs līdz 630 mm vai vairāk. Ir divas galvenās horizontālās urbšanas metodes: vadāma un nevadāma.
Vadītu horizontālu urbšanu veic tuneļu mašīnas, izmantojot skalošanu un pilota urbumus.
Nekontrolēta horizontālā urbšana tiek veikta divos veidos: 1) bez apvalka (cilindra raķete, urbuma urbšana, urbšanas urbšana) un 2) ar apvalku (injekcijas urbšana, caurduršana, sitamo urbumu, aunu urbšana).
Horizontālās urbšanas metodes un polietilēna cauruļu klāšana bez tranšejas tiek uzskatītas par vismodernākajām tehnoloģijām. Akas paplašināšanai tiek izmantots īpašs urbšanas pagarinājums. Lai uzlabotu izvietojumu, aku apstrādā ar urbšanas dubļiem, kas veido un ieeļļo pašu kanālu.
Tādējādi polietilēna izstrādājumu īpašības ļauj tos uzstādīt un uzlikt, izmantojot jebkuru pašlaik zināmu metodi, ņemot vērā ierobežojumus, ko nosaka minimālais pieļaujamais lieces rādiuss.
Izvilkta vai stumta polietilēna caurule spēj atkārtot vecā maršruta konfigurāciju ar izliekuma rādiusu, kas pārsniedz pašas caurules 120 diametrus. Metāla izstrādājumiem praktiski nav šāda lieces rādiusa.
DIZAINA PRESTIGE LLC
Caurules uzstādīšana sistēmā
HDPE caurules tiek ražotas izmērītos standarta garuma garumos - katrā 6 un 12 metros, kā arī spolēs vai garās - 100-500 metros. Instalējot tos sistēmā noteiktā telpā, noteikti būs jāveic šādas darbības:
- Polietilēna cauruļu griezums (griezums) lodēšanai vai montāžas savienojumam. Šī darbība jāveic ļoti uzmanīgi, lai griezums būtu pēc iespējas vienmērīgāks, bez plaisām un rievām perpendikulāri caurules virsmai. Šādu griezumu var veikt, izmantojot:
- Manuāls vai elektrisks cauruļu griezējs, kas var apstrādāt caurules ar diametru no 15 līdz 30 mm,
- Apļveida griezējs mājsaimniecības cauruļvadiem ar diametru no 15 līdz 160 mm,
- Tā sauktā "cauruļu giljotīna", ko izmanto, lai izveidotu augstas kvalitātes caurules griezumu no 63 līdz 350 mm diametrā,
- Lentzāģis, kas ir visdārgākais profesionālais rīks un var radīt tīrus un vienmērīgus cauruļu griezumus līdz 1600 mm diametrā.
- Spoles gredzenu iztaisnošana taisnos segmentos būs nepieciešama, iegādājoties lielu cauruļu materiālu. Grūtības slēpjas faktā, ka, iztaisnojot cauruli, jūs to varat nejauši sabojāt. Šeit jums jāatceras, ka cauruļu materiāls ir HDPE, kas ir termoplastisks polimērs. Tāpēc, lai nedaudz mainītu formu, pietiek ar to, ka produktus īsu laiku tur siltā vietā (apsildāmā telpā, saulē) vai noskalo ar karstu ūdeni. Pēc tam viņi viegli salieksies.
- Leņķa veidošana, izliekot taisnas līnijas segmentus. Šajā gadījumā būs nepieciešams vairāk apsildīt noteiktu zonu nekā taisnot loka. Lai to izdarītu, izmantojiet apkuri ar to pašu karstu ūdeni, ēkas fēnu vai vienkāršu gāzes degli.
UZMANĪBU! Lai saliektu HDPE cauruli, tā jāuzsilda ļoti uzmanīgi, jo ar zemu apkuri tā var salūzt līkumā un pārāk augsta temperatūra to var sabojāt.
Uzstādīšanas darbu organizēšana
Metināšanas un uzstādīšanas darbi ar polietilēna caurulēm tiek veikti vai nu saskaņā ar pamata shēmu, vai ar maršruta metodi. Pamata metode tiek izmantota gadījumos, kad objekts atrodas netālu no metināšanas vietas, kur caurules ir iepriekš savienotas, un pēc tam tās tiek nogādātas gatavos posmos cauruļvada maršrutā. Posma garums var sasniegt vairāk nekā 30 m. Uz vietas tie tiek sametināti cietā diegā, kas pēc tam rūpīgi jāieliek tranšejā, lai netiktu pārkāpts lieces rādiuss.
Maršruta metināšana sākas ar cauruļu ieklāšanu gar tranšeju.Tad uzstādīšana un metināšana tiek veikta ar mobilām metināšanas iekārtām. Tranšejā manuāli var ievietot maza diametra caurules. Tomēr visbiežāk tiek izmantoti cauruļvadu slāņi vai celtņi. Gatavo vītni vajadzētu nolaist bez raustīšanās vienmērīgi, iepriekš to nostiprinot ar kaņepju virvēm vai mīkstām stropēm, kurām jāatrodas 5-10 metru attālumā viena no otras. Viengabala metinātā virkne uzmanīgi jānolaiž tranšejā, lai uzstādīšanas laikā netiktu pārsniegts kritiskais liekuma rādiuss. Pēc pēdējās saites metināšanas vispirms jāgaida vismaz 2 stundas.
DIZAINA PRESTIGE LLC
Savienojuma metodes
Polietilēna cauruļu savienošanas metodes var iedalīt divās galvenajās grupās: uzstādīšana, izmantojot papildu detaļas (savienojumus un veidgabalus) un tieša savienojumu metināšana.
Metināšana
Metinātās šuves nodrošina visspēcīgāko viengabala savienojumu ar pilnu savienojuma blīvējumu, izturot slodzes, kas līdzīgas cietām virsmām. Cietlodēšana tiek piemērota caurulēm, kuru diametrs pārsniedz 50 mm, un tam nepieciešama īpaša metināšanas iekārta.
HDPE cauruļu sekcijas var metināt:
- Dibens. Šajā gadījumā ir nepieciešams īpašs griezumu vienmērīgums un to pārvietojums attiecībā pret otru ne vairāk kā 10% no caurules sienas biezuma. Darbs notiek secīgi:
- Cauruļu sekcijas notīra no visiem piesārņotājiem un attauko (piemēram, ar spirtu vai citām vielām),
- Abus galus uzkarsē līdz polimēra viskozitātei,
- Cauruļu sekcijas savieno ar spiedienu un nostiprina nekustīgi, līdz tās pilnībā atdziest. Šajā gadījumā jums jānodrošina, lai šuve izrādās vienmērīga, bez padziļinājumiem un izvirzījumiem, lai nodrošinātu tā uzticamību.
- Izmantojot elektrofūzijas uzmavu. Šeit jums būs nepieciešams arī aparāts darbam ar šādām sakabēm, kurām ir iebūvēta spirāle un kas var ātri izkausēt, kad tā sasilst:
- Notīrītie un attaukotie cauruļu gali ir piestiprināti uzmavā,
- Aparāta spailes ir savienotas ar spirāles izvadiem, pirms tā sāk kust.
- Caurule ir fiksēta, līdz tā pilnībā atdziest.
Skatiet video, kā tas tiek darīts.
SVARĪGS! Metinātās sakabes parasti izmanto grūti sasniedzamās vietās, kur vienkārša metināšana ir apgrūtināta: veidojot savienojumus vai remontējot jau uzstādītas sistēmas, akās utt.
Uzstādīšana
Tieša montāža nozīmē noņemamu savienojumu izveidošanu, izmantojot visu pieejamo veidu savienotājelementus: savienotājelementus, stūra līkumus, tējas, pielāgojamas 4 garumiem utt. Šādi savienojumi parasti tiek veikti sistēmās, kur nav nepieciešama stiprinājumu savienojumu superizturība, vai vietās, kur var būt nepieciešama demontāža un rekonstrukcija (piemēram, privātmājā, lai vasaras periodam pievienotu ārēju apūdeņošanas sistēmu).
Metināšanu bez metināšanas var veikt šādos veidos:
- Cauruļu savienošana ar tām sakārtotu kontaktligzdu palīdzību, kas aprīkotas ar O veida gredzeniem, kuriem pietiek tikai ievietot attiecīgos cauruļu elementus viens otram un labi nospiest.
- Montāžas savienojums ar saspiešanas elementiem notiek vairākos posmos: pār caurules griezumu tiek uzvilkts stiprinājuma uzgrieznis;
- caurule ir cieši uzlikta armatūras stiprinājumam, līdz tā apstājas;
- stiprinājuma uzgrieznis ir pievilkts ar uzgriežņu atslēgām.
HDPE cauruļu izmantošanas joma
HDPE cauruļvadi tiek izmantoti dažādiem cauruļvadiem:
- aukstā ūdens padeve;
- gāzes padeve;
- notekūdeņu novadīšana;
- kanalizācija, ieskaitot lietus ūdeni;
- slēptai elektroinstalācijai.
Atkarībā no cauruļvada mērķa tiek izvēlēta savienojuma metode:
- Santehnikai varat izmantot jebkuru no aprakstītajām instalēšanas metodēm. Tomēr pietiks ar noņemamiem savienojumiem, izmantojot armatūru.
- Notekūdeņu sistēma ir uzstādīta zvana veidā, ievietojot caurules savā starpā. Blīvēšanai šādos materiālos ir īpašs blīvējošs gumijas gredzens.
Elektroinstalācija tiek ieklāta taisnās vai gofrētās caurulēs.Uzticamībai var izmantot difūzijas metinātu montāžu.