

Rörledningar av polyetenelement ersätter gradvis de vanliga metallrören. Plast har många betydande fördelar jämfört med metall. Svetsning av polyetenrör är en pålitlig metod för att sammanfoga enskilda delar. Den färdiga sömmen tål tunga belastningar, är hållbar och är motståndskraftig mot fukt.
Svetsning av polyetenrör
Installationsfunktioner
Vid hårdlödning av HDPE-rör måste man komma ihåg att svetsanslutningen är i ett stycke. För tillverkning av en hållbar svetsfog är det nödvändigt att använda specialutrustning. Inledningsvis är det bäst att försöka göra arbetet med grova delar.
När du skapar en anslutning på kompressionsbeslag är det nödvändigt att välja alternativet för att separera de enskilda elementen. En skarv gjord på rördelar tål belastningen av enskild varmvattenuppvärmning, men den är inte avsedd för hammare eller industriellt tryck. Svetssömmen är lämplig för sammanfogning av delar med stor diameter.
Svetsmaskin
Enheten för svetsning av HDPE-rör består av flera element. Varje element utför sin egen funktion. Till exempel används en centraliserare för att spänna fast och centrera rör. Den är utrustad med två eller fyra klämmor. Planet används för att avsluta ändarna. Och svetsspegeln värmer rören till smälttemperaturen.
Dessutom är enheten utrustad med en anordning som låter dig skapa den erforderliga kraften för att pressa röret mot svetsspegeln samt för att trycka två rörsektioner under pressningen. Enhetsstyrenheten låter dig tillhandahålla den nödvändiga spänningen samt bibehålla enhetens parametrar i ett visst intervall.

Svetsmetoder
Tekniken för svetsning av polyetenrör utförs med flera metoder. Var och en av dem har vissa funktioner, kräver användning av olika typer av verktyg, förbrukningsvaror.
Utsvängd
För svetsning av PE-rör med hylsmetoden måste speciella beslag användas. Dessutom behöver du följande verktyg:
- kalibrator;
- rörskärare;
- svetsmaskin för polymera material;
- avfasningsverktyg;
- en uppsättning munstycken för uppvärmning.
Steg-för-steg-instruktioner för utförande av arbete:
- Kapa rören efter storlek.
- Använd ett avfasningsverktyg för att skära kanten som ska förenas.
- Kalibrera hålet för att få en perfekt cirkel.
- Torka av angränsande ytor från damm, avfetta.
- Ställ in svetsmaskinens uppvärmningstemperatur till 210 grader Celsius. Efter uppvärmning till denna temperatur tänds indikatorn på enheten.
- Installera det förberedda röret och kopplingen på två munstycken som är fästa på svetsmaskinen.
- Ta bort de två delarna efter uppvärmningen, anslut dem.
Vänta tills fogen svalnat.
Stånga
Metoden används för svetsning av produkter med väggtjocklek över 5 mm. Nödvändig utrustning, verktyg:
- Mekanismen för bearbetning av skivor är ansiktet.
- En anordning för koaxial inriktning av två delar i förhållande till varandra - centraliserare.
- Styrsystem för automatiserade processer.
- Svetsmaskin som används för slutanslutning.
- Drive för att ansluta enskilda element.
- Minskande skär.
Jobbprocess:
- Fäst de två ändarna av rörledningen till mittstativet.
- Rengör, avfas lederna som ska förenas.
- Svetsspegeln värmer upp två delar av rörledningen samtidigt.
- Under tryck hålls de två delarna tills de svalnar.
För att göra en stark söm måste du bekanta dig med svetsbordet för polyetenrör.

Svetsmaskin för polyetenrör
Extruder
Lödning av HDPE-rör med en extruder används vid tillverkning vid tillverkning av rörledningar med komplexa former. Steg-för-steg-instruktioner för att utföra arbete:
- Skär delarna till önskad storlek, rengör dem från grader.
- Rengör skärpunkterna från smuts, avfetta dem.
- Punktsvetsning för att fästa delarna ihop.
- Svetsa skarven med en extruder.
För att få sömmen till ett acceptabelt utseende måste du vänta tills plasten har svalnat, slipa den med sandpapper.
Elektrofusionsbeslag
Svetsning av HDPE-rör med elektrofusionskopplingar anses vara en dyr metod som kräver inköp av vissa förbrukningsvaror och verktyg. Elektrofusionsbeslag är plastdelar som har flera värmeelement monterade inuti. När du använder beslag måste du använda en speciell svetsmaskin som inte har ett värmesegment.





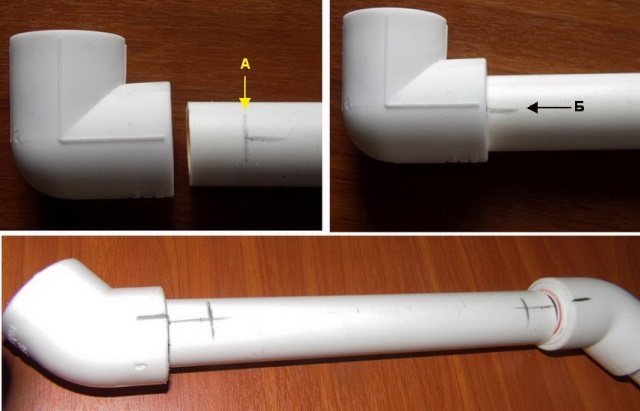
Hylssvetsning av HDPE-rör

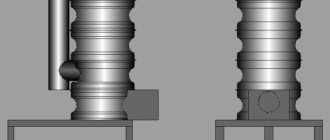
Uttagssvetsning
Uttagssvetsning har en annan procedur och en annan uppsättning material. För att utföra arbetet behöver du definitivt ett lödkolv för HDPE-rör, samt en uppsättning munstycken. Ofta i sådana anslutningar används ytterligare utrustning, såsom hörn och excentriker. Anslutningen av ändarna på produkterna utförs efter att beslagen har fästs på dem.
Arbetet använder ett lödkolv för polypropenrör, som innehåller flera metalldelar. Dessa delar värmer upp plastaggregat. En av dem är en dorn - ett speciellt element som sätts in i beslaget. Den andra, hylsan, tjänar till att värma upp platsen.
Utförande av hylssvetsning kräver särskild förberedelse. Du måste vidta ett antal åtgärder för att förbättra anslutningens kvalitet:
- Arbetsstyckena måste trimmas och justeras exakt mot varandra.
- Kanterna måste rengöras från smuts och plastrester.
- De rör som för närvarande inte används måste anslutas för att undvika blockeringar.
- Det är nödvändigt att inspektera lödanordningen för smuts eller plastrester från tidigare arbete. Rengör vid behov.
Efter att ha genomfört allt förberedande arbete kan du ta hand om implementeringen av denna svetsmetod med sinnesro. Implementeringsordning:
- Delarna som ska förenas värms upp med ett lödkolv till en viss temperatur. Vanligtvis övervakas denna temperatur av själva enheten, som vid rätt tidpunkt ger en signal för att stoppa uppvärmningen.
- Röret föres in i hylsan med kraft och beslaget skjuts på dornen. En hel del ansträngningar krävs ofta för att utföra dessa operationer. Det är nödvändigt att sätta in delarna hela vägen.
- Överskottet av plast kommer att pressas ut och skapa en ringformad pärla.
- Sedan måste båda delarna tas bort från verktyget och vara ordentligt anslutna.
- Efter fullständig kylning kan du fortsätta arbeta med att ansluta rörledningen.
Viktig! Under kylning är det nödvändigt att säkerställa fullständig vila av anslutningen. Varje påverkan i detta skede kan äventyra anslutningens täthet.
Lödtiden kan hittas i de standarder under vilka denna tid anges beroende på delarnas diameter.
Passande anslutning
Det är också nödvändigt att komma ihåg att det är nödvändigt att använda kraft när röret och kopplingen ansluts endast tills delarna vilar. Om du fortsätter att påverka kan du kränka integriteten i anslutningen, vilket kommer att orsaka negativa konsekvenser i framtiden.
Verktyg och redskap
Utrustning, verktyg för arbete väljs beroende på vilken svetsmetod som ska användas. Var noga med att behöva en rörklippare, en avfasningsmekanism.Till exempel, för elektrofusionssvetsning av polyetenrör behövs en speciell svetsmaskin och värmedelar.
Termistorsvetsning av polyetenrör kräver användning av inbäddade elektriska värmedelar. För rumpmetoden behöver du en centraliserare, en hydraulisk drivenhet och ett vändverktyg.
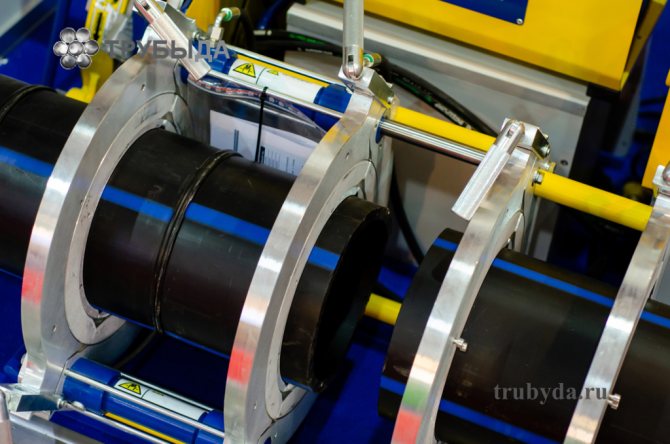
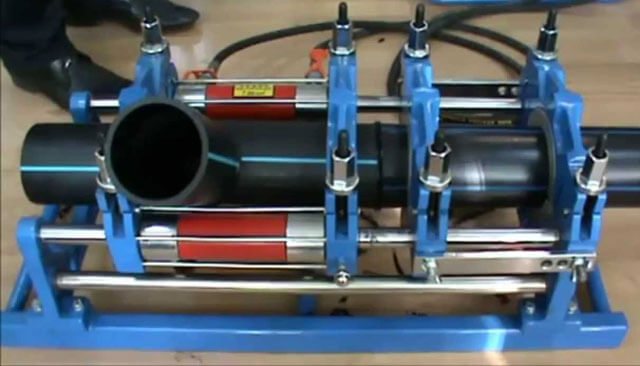
Butt svetsning av polyetenrör
För svetsning av polyetenrör krävs speciell svetsutrustning. Denna anslutningsmetod är effektiv endast för hårdlödning av HDPE-rör. Dess mångsidighet ligger i det faktum att det gör att du kan behålla strukturens flexibilitet genom hela dess längd. Denna metod kan användas både med grävning och med en öppen metod för att lägga rör.

Butt-lodning av HDPE-rör utförs i följande ordning:
- Installation av ändarna på de svetsade produkterna i centraliseringen av svetsutrustningen.
- Inriktning och tät fastsättning av delar.
- Rengör ändsektionerna från smuts, damm, fett, andra blockeringar och lager (utförs med en bomullsduk indränkt i alkohol).
- Bearbetning av ändfragment med hjälp av en vändanordning (trimning). Processen utförs tills likformiga flisor uppträder och inte överstiger 0,5 millimeter i tjocklek.
- Ta bort arbetsstyckena och kontrollera ändarna för hand för parallellitet. Om ett signifikant gap mellan ytorna upptäcks, trimmas om tills nödvändig överensstämmelse hittas.
- Uppvärmning av ändarna på de tomma rören med ett värmeelement, vars yta är täckt med ett non-stick-lager.
- När du når en viss smältning av arbetsstyckena, tar du bort värmeelementet och stänger ändarna på rören som ska svetsas. Kontakttrycket ökas tills en fullständig och fast tillslutning uppnås. Produkterna ska förvaras en stund (vanligtvis 5-10 minuter) tills fogen är helt härdad.
- Kvalitetskontroll av den svetsade strukturen. De svetsade ändarnas utseende, deras korrespondens med varandra och lödningens styrka utvärderas.
Förutom själva svetsprocessen är det viktigt att ägna extra uppmärksamhet åt det förarbeten som anges i utgångspunkterna. De bör utföras noggrant innan HDPE-rör löds, eftersom tillförlitligheten och hållfastheten för den producerade fogen beror till stor del på detta.
En förutsättning för hög effektivitet av svetsning är dess implementering med en söm. Endast i detta fall uppnås den maximala hållfastheten för den svetsade fogen, annars kan den visa sig vara otillräcklig.
Stadier av arbete
För att svetsa HDPE-rör med egna händer hemma, använd metoden att fästa delar i en skarv. Arbetsstadier:
- Beskär elementen till önskade mått.
- Fas, centrera de två delarna.
- Ta bort grader och smuts från delarna som ska anslutas. Avfett dem med alkohol.
- Värm de två delarna med en plastsvetsare.
- Pressa ihop de två delarna med händerna.
Vänta tills sömmen svalnat. Slipa plastpärlorna med fint smärgpapper. Butt-joint-metoden ger rörledningens flexibilitet längs hela dess längd, vilket anses vara ett plus. Om du behöver göra en söm på en svåråtkomlig plats, är det lämpligt att välja kopplingsmetod. Delade skarvar är lämpliga för tillverkning av tillfälliga rör.
Svetsning av polyetenrör anses vara en pålitlig metod för tillverkning av plaströr. Flera arbetsmetoder skiljs ut, som skiljer sig från varandra i utrustningen som används, i svetsstadierna. Du kan skapa en stark anslutning själv.
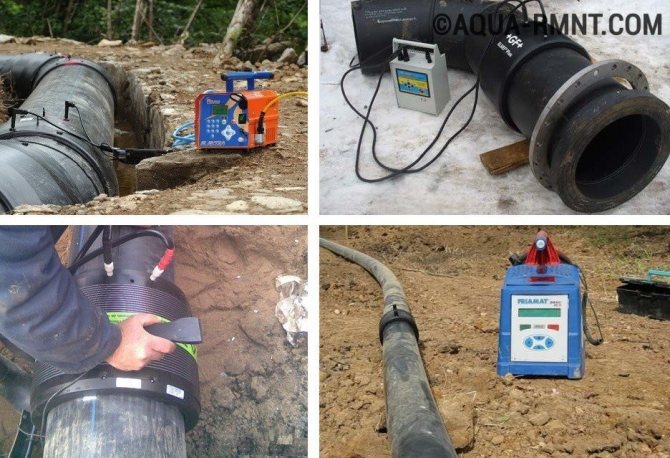
Elektrofusionssvetsning

Elektrofusionssvetsning
En speciell typ av hylssvetsning som består i användning av specialutrustning.Denna anslutning hjälper till att uppnå hög hållfasthet och hållbarhet hos den färdiga strukturen. Metoden realiseras med hjälp av elektriska kopplingar, som redan har värmeelement inuti.
Beslag med inre värmeelement kan användas. Spiralerna värmer upp materialet och gör det smidigt. Sedan sammanfogas de två delarna och en pålitlig monolitisk anslutning säkerställs.
Verktygen för denna typ av svetsning är mycket dyrare, men de är mycket bättre funktionellt. Användningen av elektrofusionskopplingar säkerställer att det inte finns några ringformiga pärlor i den inre delen och säkerställer god vattenpassage. En annan fördel är att denna metod inte kräver direkt användning av svetsutrustning. Detta hjälper till att utföra arbete under trånga förhållanden.
Svetsförfarande för elektrofusion:
- Delarna som ska sammanfogas skärs på rätt ställen.
- Produktens ändar, liksom den elektriska kopplingen, rengörs från förorening.
- Lämpliga märken lämnas på ytan för att bestämma kopplingsdjupet.
- Med hjälp av ledningar är elektromagneten ansluten till svetsutrustningen.
- På enheten trycker mastern på knappen för att börja svetsa, vilket börjar värma elementen.
- Så snart processen är klar. Enheten stänger av värmen av sig själv.
- Efter ungefär en timme kommer anslutningen att svalna helt och kan tas i drift.

Ändlock
Det är bäst att täcka ändarna på oanvända rör innan du börjar svetsa med speciella pluggar för att undvika kylning.
Det är viktigt att hålla delarna i ett styvt läge under svetsningen. Detta kan göras med hjälp av specialhållare eller stativ. Den slutliga svetsningen får inte vara tjockare än 0,5 väggtjocklek.
Förberedelse för arbete
Innan du fortsätter direkt till svetsningen bör den preliminära förberedelsen utföras. Dess steg är desamma oavsett vilken metod som används.
Först och främst måste du förbereda en arbetsyta av tillräcklig storlek som rymmer all nödvändig utrustning, rör och beslag själva (om någon). Innan du påbörjar arbetet och ansluter svetsmaskinen till nätverket ska du kontrollera de elektriska kablarnas integritet. Det är också värt att se till att klämman och de elektroniska sensorerna är i gott skick, att trimmerbladen är slipade och att de foder som är förberedda för arbete motsvarar rörens diameter. Delar som utsätts för friktion under drift smörjs och värmaren, vändverktyget och skrapan rengörs och avfettas.
Rören själva bearbetas också: på platserna för de föreslagna fogarna rengörs ytan. Således är det möjligt att bli av med olika föroreningar som kommer att störa skapandet av en pålitlig anslutning.
DIY rumpsvetsning
Denna metod utförs med en speciell rörsvetsmaskin. Själva processen är som följer. Elementens ändar rengörs från smuts och torkas med en avfettande förening. Sedan värms de upp med ett speciellt värmeelement till visköst tillstånd och ansluts under tryck. Därefter måste sömmen svalna naturligt och först då kan rörledningen drivas.
Men när du utför svetsning bör du övervaka sådana parametrar som:
- Uppvärmningstid;
- Återströmma ändarna på ändarna;
- Tryck på ytorna som ska sammanfogas;
- Temperatur.
Om alla rekommenderade parametrar följs bör sömmen visa sig vara jämn med samma utsprång över hela ytan. Butt-svetsning anses vara den huvudsakliga metoden för att skapa en rörledning från polyetenkomponenter.
Typer av röranslutningar
För att ansluta alla rör till varandra används de huvudsakligen:
- Mekanisk anslutning
... Det enklaste sättet att ansluta rör är att använda beslag.Ytterligare anslutningselement i olika konfigurationer möjliggör montering av olika system. - Svetsning
... Rör kan installeras både genom grävfri metod och genom att lägga i diken efter montering på ytan. Motståndssvetsning används för att bibehålla flexibiliteten (utan förlust av styrka) hos vattentillförselsystemet av polyetenrör. I praktiken används följande:
- rumpsvetsning;
- elektrofusionssvetsning.