Lödflöde för kopparrör

Få människor vet vad lödflöde betyder. Ett flöde är ett ämne som består av kemiska element som hjälper lodet att bättre fylla fogutrymmet. Dessutom är en av funktionerna hos flödet att ta bort smuts och produkter från oxidationsprocessen, såsom borsyra och saltsyra. Bortsett från allt, den bildar ett lager av skyddsfilm mot luftens syre... Med hänsyn till dessa funktioner är det nödvändigt att korrekt välja vilka typer av metallprodukter som måste anslutas och ämnen som kommer att fylla anslutningsgapet, samt hålla indikatorerna för temperaturvärmaren under kontroll.
Typer av flöde
- Den första typen av kemisk assistent innehåller ämnen som gör ett utmärkt jobb för att förhindra korrosion. Detta bindemedel består huvudsakligen av ämnen som löser upp vätska och ett ämne som fosfor. Som ett resultat av deras ömsesidiga arbete bildas en integrerad anslutande substans. Vid användning av denna typ försvinner behovet av att använda ämnen som är utformade för att städa upp efter lödningsprocessen. Det är mycket lönsamt och inte alls besvärande.
- Den andra typen av flöde är ett ämne som består av salicylsyra, som är perfekt lösligt i organiska lösningsmedel. Förutom denna komponent i det anslutande ämnet kan också vaselin, alkohol och guldderivat tjäna som bas. Om du använder den här typen av flöde vid användning kan du uppnå ett utmärkt resultat i förhållande till sömmarna, förutom renheten får de ett snyggt utseende.
- Den tredje typen av mjukt kontaktdon är kolofonium och natriumsyra. Natriumsalt börjar smälta vid temperaturer från 70 grader Celsius. Det är nödvändigt att ägna särskild uppmärksamhet åt det faktum att detta ämne och dess smältprodukter absolut inte är skadliga för människors liv och hälsa. Du kan skapa anslutande ämnen själv genom att blanda alla komponenter i en helhet.
Lödning av koppar i nedsänkt båge
Vad är skillnaden mellan lödning med flöde?
Först måste du förstå dess skillnader från konventionell båglödning. Så jämfört med handsvetsning blir flödeslödningsprocessen effektivare. Rekylnivån ökar med cirka 4-5 gånger... Och detta är förståeligt, eftersom den elektriska strömmen passerar genom elektrodtråden endast vid dess utgång. Därför gör användningen av flöde i svetsprocessen av koppar det möjligt att använda en ström med ökad densitet. Du behöver inte ens oroa dig för att elektroden kommer att utsättas för långvarig exponering för höga temperaturer, vilket leder till att beläggningsmaterialet lossnar.

Lödmaterial för kopparrör
Dessutom, vid användning av höga strömmar, stiger metallproduktens smältdjup till tillräckligt högt. Även på grund av detta kan lödningsprocessen genomföras utan att skära den förtjockade kanten. Det är nödvändigt att ge kredit för det faktum att högt skydd av metallen i smält tillstånd från kontakt med luftströmmar, metallsömmar och fogar är av hög kvalitet.
Lödning av kopparrör med egna händer
Den minsta mängden utländska inneslutningar uppnås genom frånvaron av porer i metallsömmarna. Det finns en förklaring till detta, bildningshastigheten för metallkristaller ökar, eftersom slaggformationer förekommer på beläggningen av förbindningssömmarna.
Nackdelen med att använda mjuka kontakter är att den smälta metallen blir så flytande och flytande som möjligt.
Innan du köper ett flöde för kopparprodukter, var uppmärksam på dess specialfunktioner. Först och främst är det nödvändigt att vidta några åtgärder för att undvika bildandet av en film av oxider:
- Håll konstant kontroll över gränserna för temperaturindikatorerna för den mjuka kontakten och lödet, det är nödvändigt att säkerställa deras enhetlighet. När du väljer ett flöde, fokusera på dess prestanda, beroende på vilken typ av löd.
- I fallet när en idealisk sammanfall av temperaturindikatorer uppnås blir det möjligt att använda den som en anordning för att mäta temperaturförändringar under lödprocessen. Därför är överhettning av elementen under lödning omöjlig.
Idag finns torra, klibbiga och flytande flöden till försäljning. I de flesta fall kan kontakter i flytande tillstånd användas i en flytande lödprocess. Torrflöde är obekvämt att använda. Klibbigt flöde för kopparprodukter är ganska bekvämt, eftersom det inte kräver fördröjning i appliceringen. Särskild uppmärksamhet bör ägnas flödets kvalitet för att få ett högkvalitativt resultat av det utförda arbetet.

Kvaliteten kan bestämmas av följande funktioner:
- ytan efter lödning är helt täckt med den;
- har en viskös bas och hög densitet, vilket säkerställer att löd är tillgängligt till destinationen;
- skyddar från bildandet av en film, rengör den kvalitativt från den;
- har en homogen sammansättning av kemikalier;
- med sin hjälp är alla sömmar synliga under lödprocessen;
- genom att använda den kommer möjligheten att arbeta i upprätt läge av;
- väl avtagbar smuts.
För att uppnå en kvalitetsprodukt är det nödvändigt att bli av med den efter lödningsprocessen med hjälp av lösningsmedel avsedda för detta.
Varianter av anslutningar
Lödning av delar vid låg temperatur
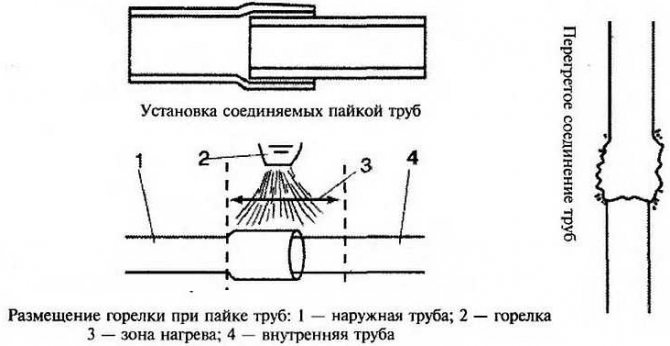
Denna teknik för lödning av kopparrör används för installation av elnät för uppvärmning, vattenförsörjning och andra liknande system, där den transporterade vätskans temperatur inte överstiger + 130 grader Celsius. I detta fall värmer lågan från en gasbrännare produkten inte högre än + 450 grader Celsius, och delens storlek är 6-108 mm (se även artikeln "Beslag för polypropenrör: typer och deras tekniska beskrivning") .
Olika mjuka metaller används som lödning vid lågtemperaturlödning: bly, tenn och så vidare. Det är härifrån som denna metod kallas "mjuklödning". Fogbredden, beroende på beslagets storlek, kan vara 7-50 mm.
Anslutningen i fråga är mycket vanlig vid installation av olika VVS-system.
Detta beror på följande faktorer:
- vid hårdlödning vid låg temperatur glödgas inte koppar (vilket påverkar rörledningens styrka);
- processen att utföra arbete är mindre mödosam och säkrare;
- gäller endast tillverkning av vattentransportsystem;
- kan inte användas för att ansluta gasledningar.
Lödning vid låg temperatur använder tenn eller bly som löd
Hög temperaturlödning av delar
I detta fall utförs hårdlödning av kopparrör vid en flamtemperatur som överstiger + 450 grader Celsius.
I detta fall används ett löd baserat på följande metaller:
- koppar;
- silver;
- andra legeringar hårdare än tenn.
Användningen av denna teknik gör det möjligt att få en permanent anslutning med ökad hållfasthet och motstå en mycket högre temperatur hos det transporterade mediet.
Ett annat namn för anslutningen är "hårdlödning".

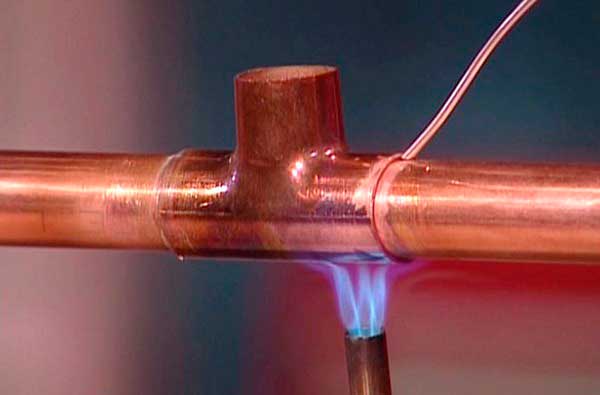
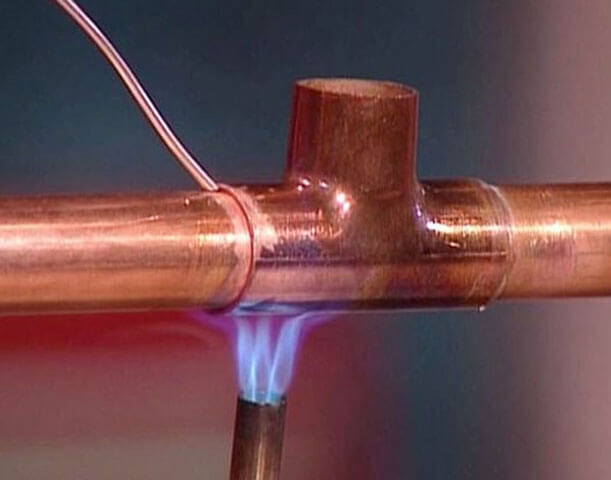
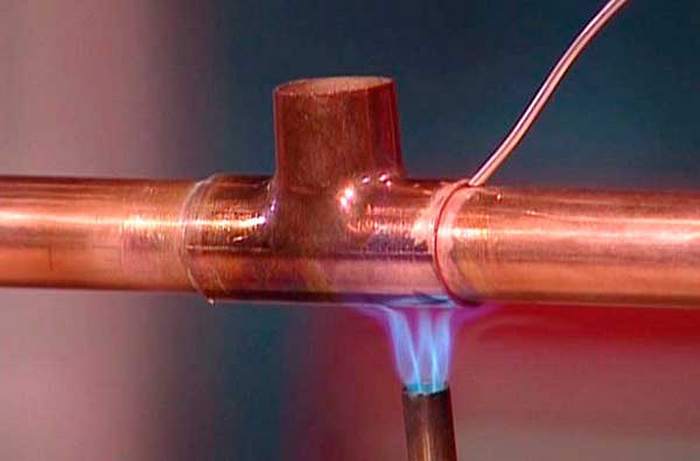
Bilden visar hårdlödningsprocessen vid hög temperatur
Lödning av kopparrör används i följande fall:
- anslutning av delar större än 28 mm;
- dockning av delar avsedda för transport av vätskor, vars temperatur överstiger 130 grader Celsius;
- tillverkning av värmesystem (med denna anslutningsmetod kan du förgrena dig från ett befintligt tekniskt nätverk utan att försämra de tekniska egenskaperna hos det senare).
- användningen av fast lödning tillhandahålls av instruktioner för installation av gasledningssystem.
Notera! Under högtemperaturlödning härdas koppar, vilket leder till att röret tappar sin styrka. För att minimera detta fenomen är det nödvändigt att fogen svalnar naturligt, och uppvärmningen under lödningen bör vara så låg som möjligt.
Kallfogning av delar
Det finns också en lödfri kopparrörsanslutning. För detta används speciella krympkopplingar vars utformning liknar liknande produkter som används vid arbete med polymerdelar.
Externt liknar kylfogen en lödbeslag. Emellertid är den förstnämnda dessutom utrustad med gummitätningar gjorda av speciella polymerer.
Dessutom finns det en avtagbar anslutning av kopparrörledningar. För detta används en hylsbeslag.
De är uppdelade i två typer:
- för sammanfogning av hårda och medelhårda delar;
- för sammanfogning av mjuka och halvhårda produkter.

Kompressionsbeslag kan användas för kalla anslutningar.
Klister för mjuk lödning av kopparrör i Moskva
"Onlinekonsulten" finns på säljarens webbplats. Klicka på "Till butiken" för att gå till webbplatsen
Beställning med ett klick finns på säljarens webbplats. Klicka på "Till butiken" för att gå till webbplatsen
"Onlinekonsulten" finns på säljarens webbplats. Klicka på "Till butiken" för att gå till webbplatsen
Beställning med ett klick finns på säljarens webbplats. Klicka på "Till butiken" för att gå till webbplatsen
Ett gratis nummer 8-800 finns tillgängligt på säljarens webbplats. Klicka på "Till butiken" för att gå till webbplatsen
"Online-konsulten" finns på säljarens webbplats. Klicka på "Till butiken" för att gå till webbplatsen
Vilken typ av löd för lödning av kopparrör är bättre att använda, materialtyper och egenskaper
Kopparrörsprodukter används i en mängd olika branscher. Genom rörledningar av den transporteras gas, oljeprodukter, vatten och andra medier. För installation av ledningarna används löd för svetsning av kopparrör.

Förhållandena under vilka sådana rörledningar kan vara olika - de påverkar valet av lödtyp för anslutning av strukturella element.
Vad är lödning och lödning?
Löd är en legering eller metall som används för att sammanfoga enskilda metalldelar för att utrusta ett enda system. Tekniken för att sammanfoga två delar i en struktur kallas vanligtvis lödning.
Eftersom säljare används i många industrier produceras de i en mängd olika former - detta kan vara tråd, stavar, folie etc. Lödets kemiska sammansättning för lödning av kopparrör beror direkt på smältningstemperaturen, på vilken typ av element som används, på deras parametrar och andra nyanser.

Grunden för lödet är följande kemiska element:
För lödning bör smältningstemperaturen vara lägre än för metallerna från vilka de räfflade delarna är gjorda, som är något uppvärmda under lödprocessen och inte kan deformeras. Lödning anses vara en mer lönsam anslutningsmetod jämfört med svetsning.

Soldater i enlighet med smältpunkten är av flera slag:
- Smältbar - från 150 till 450 grader.
- Medelsmältning - högst 1100 grader.
- Hög smältpunkt - upp till 1850 grader.
Den första typen av lödare används för mjuklödning och den andra och tredje för hårdlödning.
Vad behöver du för att lödda kopparrör? Vid anslutning av produkter, förutom lödning, krävs flöde. Det är nödvändigt att skydda de bundna ytorna från oxidation.För att göra anslutningen stark måste du välja rätt löd och flöde. Syftet med att använda soldater är att få en pålitlig söm. Det är ofta omöjligt att göra utan det när man förenar rör för olika ändamål, inklusive kopparprodukter.
Vad du behöver för att lödda koppar
Ingen dyr kopparlödutrustning eller speciella förbrukningsvaror behövs, allt är väldigt enkelt.
För att lödda kopparrör för hemmabruk behöver du följande:
- Värmeelement i form av en gasbrännare för uppvärmning och smältning av lödet. Den mest använda propangasen är reglerat tryck. Du kan använda ett kraftfullare lödkolv eller en hårtork med anständig kraft.
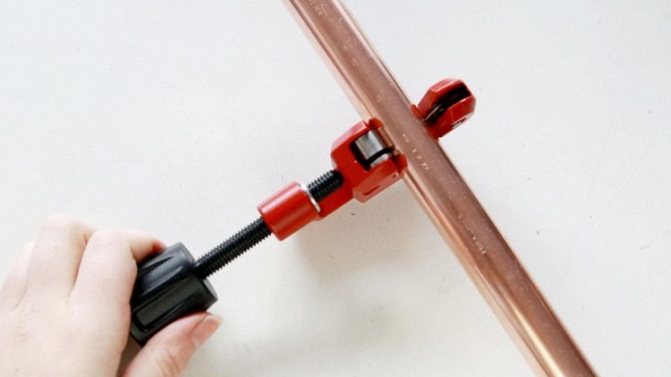
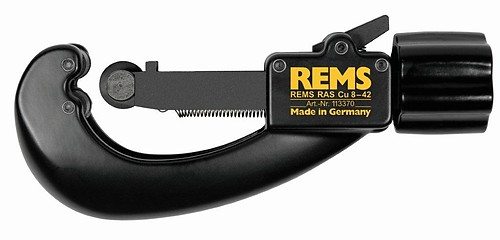
- Specialskärare för kopparprodukter. Koppar är en mycket mjuk metall, så du måste skära den med ömhet på grund av risken för att krossa väggarna. Sådana skärare kallas rörskärare, de är av ett stort utbud - för alla smaker. Det finns ett brett utbud av modeller på marknaden, inklusive enheter för skärning på de mest otillgängliga platserna.
- Lödbeslag om böjningar av oglödgat rör förväntas.
- En rörutvidgare är också en speciell anordning för att förstora diametern på ett kopparrör före uppvärmning, vid behov. Denna möjlighet är extremt viktig när produkter med mått som är lite olika i storlek sammanfogas.
- Den så kallade "fasningen" är en enhet där namnet talar för sig själv. Det handlar om fasning från rörens ändsidor. Faktum är att metallskär kan bildas i ändarna efter kapning. De är inte alls ofarliga, utan tvärtom tillåter de inte att bilda en stark och vacker rumpfog. Avfasningar är av två typer: pennformad eller rund i form. Runda är att föredra och bekvämare att använda: de kan användas för att ta bort grader från mjuka kopparprodukter med en diameter på upp till 36 mm.
- Borstar och borstar med stålborst för att förbereda koppardelar: ta bort smuts och oxidfilm.
- Förbrukningsmaterial för själva lödet. Säljare för lödning av kopparrör kan vara av två typer av trådar: koppartråd med hög smältpunkt, som innehåller en liten andel av 6% fosfor. Det andra alternativet är tenntråd, vars smältpunkt är mycket lägre - cirka 350 ° C.
- Pastor och speciella flödesblandningar för att skydda metall från bildandet av defekter i form av luftbubblor och bättre vidhäftning mellan delar av koppar och lod.

Ytterligare saker till de grundläggande verktygen för lödning av kopparrör är icke-specifika verktyg:
- måttband eller måttband;
- byggnadsnivå;
- markör och borste;
- en hammare.
Innan du börjar rörlödning är det nödvändigt att lösa en grundläggande teknisk fråga: vilken typ av löd kommer att lödas? Hårdlöd av koppartråd, som oftare används i luftkonditioneringsapparater och kylskåp?
Eller använd tenntråd som fungerar bra med värmerör eller VVS?
Lödning av kopparrör
På grund av att koppar är svagt känsligt för frätande processer är det lätt att lödda. Tenn, silver, andra legeringar och metaller är bäst i kontakt med det under dockningsprocessen.
Kapillärlödning används för att ansluta kopparprodukter. Den är baserad på vätskans förmåga att, på grund av vidhäftning, röra sig längs smala kanaler, inklusive mot gravitationens riktning. På grund av fenomenet kapillaritet kan lodet fylla luckorna på ett enhetligt sätt, oavsett hur rören är placerade.
I detta fall kan lödningsprocessen äga rum med lätt-, medel- och högsmältande legeringar. På grund av den första typen utförs lödning vid låg temperatur och de andra två - hög temperatur.Valet av lödning baseras på förhållandena under vilka den färdiga rörledningen kommer att användas.
Den lågsmältande typen, även kallad mjuklödning för lödning av kopparrör, innehåller tenn och dess legeringar: tenn-koppar, tenn-silver, tenn-koppar-silver. Soldater, vars huvudkomponent är bly, tillhör samma typ, men de är giftiga och av den anledningen kan de inte användas vid läggning av rörledningar för dricksvattenförsörjning.
Lödteknik för kopparrör
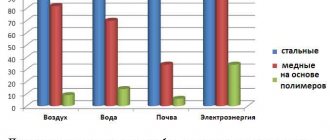
Kopparrör används för installation av olika kommunikationer: vattenledningar, värmesystem och gasledningar. De har ett antal fördelar, såsom:
- är resistenta mot de destruktiva effekterna av korrosion;
- kopparrörens yta är ganska slät;
- resistent mot ultraviolett strålning;
- ha en hög värmekonduktivitetskoefficient;
- klarar höga temperaturer;
- ha god styrka;
- livslängden för en kopparrörledning är upp till 50 år.
Notera! Den största nackdelen med en sådan rörledning är dess relativt höga kostnad, men kopparmaterial är fortfarande populärt eftersom det är mycket pålitligt och hållbart.
Lödning används för att ansluta de enskilda elementen i kopparstrukturen. Dess sorter är som följer:
- hög temperatur lödning;
- lödning vid låg temperatur.
Alternativet för högtemperaturlödning används för att få en fog med ökad hållfasthet. Lödning vid låg temperatur används i alla andra fall.
Hur man väljer ett löd
Trots det faktum att mjuka säljare anses vara otillräckligt starka, kan man använda en högkvalitativ VVS-struktur när man använder kapillärsvetsning. Lågsmältande säljare används för att sammanfoga kopparrörsprodukter med en diameter på 6-180 millimeter. De föredras eftersom de arbetar vid låga temperaturer. Faktum är att koppar vid höga temperaturer kan tappa styrka.
Alla soldater som tillhör typen medium och högsmältande är av fast typ. För höglödning av kopparprodukter används säljare baserade på koppar, silver och andra metaller. Tack vare deras användning erhålls en söm som är hållbar och motståndskraftig mot högt tryck och höga temperaturer.

Bland dem mest efterfrågade:
- kopparfosfor;
- koppar-silver-fosfor;
- silver.
I det senare fallet krävs inte bara lödning utan också en flödespasta för lödning av kopparrör.
Kärnan i processen
Rörledningen, skapad på detta sätt på grund av användningen av kopparrör under installationen, kännetecknas av hög tillförlitlighet och exceptionell hållbarhet. Naturligtvis har ett sådant system en ganska hög kostnad, men det är helt motiverat av de unika egenskaper som det har. Vad som är viktigt, kopparrör kan användas både i VVS och värmesystem. Och i själva verket och i ett annat fall visar de högsta tillförlitlighet och hållbarhet.
Det enklaste och mest pålitliga sättet att installera sådana system är att lödda kopparrör. Denna anslutningsteknik har använts under lång tid, den är väl studerad och orsakar inga speciella problem vid praktisk implementering. Kärnan i denna metod är att fogen mellan delarna som ska förenas är fylld med en speciell förening som kallas löd. För att lödet för lödning av kopparrör ska kunna tränga in och fylla fogen mellan delarna smälts den under påverkan av hög temperatur. När värmningen av lödet har upphört och den redan har fyllt den framtida sömmen helt, stelnar den och bildar en pålitlig, förseglad och hållbar anslutning.
Lödning av koppar är också bekvämt genom att, om det behövs, de anslutna elementen i rörledningen alltid enkelt kan kopplas bort.För att göra detta räcker det att värma fogen så att lödet blir mjukt och smidigt.

Kopparrörslödningsprocess
För- och nackdelar med olika typer av säljare
En viktig fördel som lödlegeringar har är direkt relaterad till hållfastheten hos de resulterande sömmarna och deras motståndskraft mot höga temperaturer. Med hög temperaturlödning förenas kopparrör med en diameter på 6 till 159 millimeter. Vid läggning av vattenförsörjningsledningar får tvärsnittet av rörprodukter som är anslutna med denna typ av lödning inte vara mindre än 28 millimeter.

Som praxis visar är tenn-koppar av de mjuka säljarna för sammanfogning av kopparrör det mest populära, och bland hårda säljare används ofta kopparfosfor. Olika företag har olika tillverkningsteknologi och andelen komponenter.
Innan du börjar skapa en kopparrörledning bör du se till att det inte finns några defekter på ytan, vilket ofta kan hittas vid skärning av rör. Sömmarnas tillförlitlighet beror till stor del på renheten hos de produkter som används i arbetsprocessen. För produkter med en diameter på 6-108 millimeter kan fogens bredd vara 7-50 millimeter.
Gasspis

För att korrekt lödda kopparrör måste du förbereda rätt typ av brännare. De är indelade i flera typer:
- En anordning med en engångscylinder för hushållsbruk;
- Brännare med installerad stationär cylinder;
- Oxyacetylenbrännare lämplig för lödning av kopparrör. Det är hon som behöver hittas för att utföra verket.
I sin tur kan en fackla för smältning av lödning och hårdlödning av koppar ha olika effekt. Du måste välja beroende på vilken typ av löd du ska arbeta med (mjukt eller hårt).
- För mjuk lödning kan du ta en halvprofessionell fackla med en varmluftspistol. Ett sådant verktyg utvecklar temperaturer upp till 650 grader medan det brinner en eld. Ett utmärkande drag hos en sådan anordning är att det här är möjligt att reglera flamförsörjningens temperatur, och samtidigt kommer den att förbli inställd.
- Lödning av kopparrör i ett vattenförsörjningssystem kan endast utföras med professionella brännare.
Lödflöde av koppar
Koppar är erkänt som den mest pålitliga metallprodukten och används i många industrier. Tillsammans med detta finns det uppenbara nackdelar med driften av koppar, trots de höga mekaniska och tekniska egenskaperna och flödet för hårdlödning av koppar hjälper till att eliminera problemen med fel i samma kopparsystem. Huvuduppgiften att använda pasta för lödning av koppar är bildandet av en skyddsfilm mot miljöpåverkan, särskilt syre.

Funktioner av kopparflödeslödning
I många västeuropeiska länder har kopparrör länge använts som huvudkomponenter i vattenförsörjnings- och värmesystemen. Skador på ett kopparrör är en obehaglig liten sak, men ett flöde för lödning av koppartråd hjälper till att bli av med orsaken till felet. Låt oss försöka lista ut vilka typer av flöden som finns tillgängliga i praktiken:
- Den första och huvudkategorin i kopparlödflödesgruppen inkluderar de komponenter som perfekt klarar korrosionens manifestation. Denna grupp innehåller alla komponenter som löser sig i en vätska såväl som i fosfor. Som ett resultat bildas ett helt ämne, vilket i slutändan ger ett undantag från reglerna för rengöring av produktens yta efter lödningsprocessen. I de flesta fall är detta kopparlödflöde det billigaste och mest kostnadseffektiva alternativet.
- Den andra gruppen av flödeskomponenter för lödning av kopparrör presenteras som ett ämne där salicylsyra används i kompositionen, som löses i organiska föreningar.Dessutom inkluderar denna grupp ämnen och material som är komponenter eller derivat av vaselin, alkohol och till och med guldmaterial. Med hjälp av denna typ av flöde för lödning av koppar med egna händer kan vi uppnå en idealisk indikator för sömmarnas skick, liksom renheten och det snygga utseendet på den behandlade ytan.
- Den tredje och kanske den mest populära gruppen innehåller kolofonium eller natriumsyra. Den sista kemiska komponenten börjar smälta, med början från en temperatur på +70 C. I detta fall utgör inte kolofonium och borsyra ett särskilt hot mot människors liv och hälsa.
P.S
Några tips för dem som bestämmer sig för att använda flöde vid svetsning (lödning) av kopparrör:
- Köp flera formuleringar av olika typer och former och prova dem för att avgöra vilken som fungerar bäst för din aktivitet.
- Sträva inte efter ett lågt pris och välj produkter från de tillverkare som du litar på.
- Du kan be experter med erfarenhet om råd (till exempel i kommentarerna under det här inlägget).
Vi önskar dig lycka till med att välja och använda flöde för lödning av kopparrör!
Hur ska ett lödflöde av kopparrör se ut?
Som du kan se av ovanstående, för att välja ett flöde för lödning av koppar, är det nödvändigt att studera i detalj specifikationen för varje komponent, och samtidigt måste du följa några försiktighetsåtgärder och allmänna användningsregler:
- Flödespasta för lödning av koppar bör säkerställa enhetligheten i ytan på produktens bearbetade yta.
- Viskositetsindex för någon komponent i flödet bör vara mycket lägre än det för lödet, det vill säga beredningen bör smälta tidigare än lödet och säkerställa enhetlig fyllning av hela arbetsstycket. Fullständig utbytbarhet är huvudkriteriet för indikatorn för interaktion mellan flöde och löd.
- Oxidfilmen måste lösa sig helt och skydda metallen från den sekundära oxidationsprocessen.
- Sömmen som bearbetas med lödpasta för koppar måste ha ett presentabelt utseende och inte skapa besvär för vidare drift.
- Ämnets kemiska stabilitet. Under uppvärmningen bör flödet inte brytas ner på något sätt.
- I slutet av det tekniska arbetet måste slamresterna avlägsnas.
- Det är tillåtet att använda pasta för lödning av kopparrör i vertikalt läge.
Flödesalternativ för kopparmaterial
Industrin producerar idag flera alternativ för flöden som används för specifika industriella verksamheter. Dessa är som regel tre huvudgrupper:
- Vätskekategori. Den används i speciella rör, de går tillsammans med mjuka säljare.
- Pulverkategori. De lagras i specialbehållare som används tillsammans med medelstora och förstärkta gruppsäljare.
- Gumboil i form av en pastaaktig substans. Detta är en färdig version av flödet som används som löd och som ett medel för bearbetning och applicering av lödet på ytan.

Därefter tar vi hänsyn till det avsedda syftet med komponenten för en viss kategori av produktionsarbete, särskilt:
- Preparat med korrosionsskyddande egenskaper. Komponenten i läkemedlet innehåller lösningsmedel såväl som fosforkompositionen. Under uppvärmningsproceduren sker en slags anslutning där organiska komponenter bildas. I slutet av det tekniska arbetet är det nödvändigt att ta bort slam utan att använda speciell teknik, det vill säga på vanligt sätt.
- Läkemedel med högfrekventa egenskaper. Som en komponent används guld eller andra material i den ädla gruppen - etanol, vaselin och salicylsyra. Som ett resultat bildas en jämn och perfekt söm som inte kräver ytterligare bearbetning.
- Aktiverade gruppflöden. Denna kategori innehåller ämnen i de mest populära grupperna - borax, liksom kolofonium.Borax börjar redan vid en temperatur på +70 ° C smälta utan att avge farliga utsöndringar.
För den senare gruppen ställer det enkla krav, i synnerhet rekommenderas det att förbereda preparat direkt på platsen för teknisk verksamhet. Så kolofonium måste blandas i portioner med salicylsyra eller anhydrid (det är tillåtet att använda dietylamid, liksom anilin).
Lödprocess vad du behöver veta
Under lödningsprocessen måste du komma ihåg följande.
Den levererade strömmen kommer endast att röra sig vid avgången, vilket gör det möjligt att öka arbetsproduktiviteten åtminstone fem gånger jämfört med manuell bågsvetsning. "
Användningen av svetsströmmar i detta fall, som har hög densitet, kommer inte att orsaka så kallad skalning av beläggningen och följaktligen överhettning av arbetselektroderna i den slutliga avgångsprocessen. Om vi använder tjocka metallstycken kommer det inte att vara nödvändigt att utföra sektionen av de befintliga kanterna, eftersom penetrationen kommer att utföras helt till djupet.
För kopparrör måste följande krav följas under lödningsprocessen:
- Det är önskvärt att flödet ursprungligen var ett derivat av lödet. I detta fall är det möjligt att uppnå maximal enhetlig smältning av alla komponenter i flödet och lödet. Denna faktor gör det möjligt för specialisten att helt styra uppvärmningsarbetsflödet och därigenom reglera svetsproduktionen.
- Om du använder löd och flöde som matchar smältemperaturen, används den sista parametern för att kontrollera lödningsprocessens temperatur. Här kommer vi att kunna minimera förlusten av hårdlödningsprocessen samt möjliga skador på arbetsstycken och andra komponenter.
Det mest optimala alternativet, om än dyrt, är användningen av en flödespasta, som samtidigt är ett löd och ett material för bearbetning av den preliminära lödningen av produktytan.
Det finns ytterligare en viktig punkt, bildandet av slagg, som åtföljer denna process. I det här fallet kommer svetsytan att öka kristallisationen, vilket i sin tur minskar antalet synliga håligheter avsevärt, liksom uppkomsten av avsatta partiklar i den avsatta substansen. Nackdelen med denna process är den ökade fluiditeten. Men trots detta kommer hastigheten och kvaliteten på ytbehandlingen att täcka alla möjliga nackdelar med lödning av kopparämnen.
Jobbprocess
Med tanke på de höga kostnaderna för lödning av kopparrör (om du anställer ett specialiserat team av rörmokare för detta) är det möjligt att rekommendera att göra allt arbete själv, särskilt eftersom priset på semi-professionella gasbrännare gör dem ganska överkomliga.
Låt oss överväga var och en av deras anslutningar mer detaljerat.
Allmänna punkter
Uppvärmningen av röret och lodet under lödning av kopparrör vid låg temperatur utförs med en gasbrännare.
Olika gasblandningar används som bränsle:
- luft-propan-butan;
- luft-propan;
- luft-acetylen.
Notera! I vissa typer av arbete är det inte tillåtet att använda öppen eld. Sedan görs uppvärmningen med el. Detta påverkar inte arbetshastigheten, men på detta sätt kan endast produkter med liten diameter sammanfogas.
När det gäller fast hårdlödning kan den erforderliga temperaturen endast uppnås med användning av öppen låga.
Tillräcklig uppvärmning kan uppnås med följande bränslen:
- luft-acetylen;
- syre-propan;
- syre-acetylen
Med den senare kombinationen svetsas acetylenrör direkt (utan löd). Flamtemperaturen bör i detta fall nå smältpunkten för koppar (från 1070 till 1080 grader Celsius).
I järnaffärer finns det många enheter som du kan lödda kopparrör med.
De kan delas in i två huvudkategorier:
- bärbara brännare med engångscylinder för hemmabruk;
- mångsidiga gasbrännare utformade för stor kapacitet och professionellt arbete.

Gasbrännare med engångscylinder
Det allmänna systemet för svetsning av kopparrör är som följer:
- skära av röret och rengöra änden från de grader som har dykt upp;
- rengöring till en karaktäristisk kopparglans på rörets inre och yttre del på vilken kopplingen ska sättas på;
- kontroll av kontaktdonens placering och mellanrummen mellan dem och röret;
- applicera flöde på rörets utsida (inte nödvändigt i alla fall);
- montering av anslutningsenheten;
- uppvärmning av dockningsplatsen;
- fylla ett speciellt monteringsgap med det använda lödet;
- stoppa uppvärmningen;
- gradvis kylning av sömmen;
- avlägsnande av flödesrester och överflödigt löd.
Kopparrörskärare
Rörberedning
Koppardelar skärs med följande verktyg:
- en speciell skärare - den bildar inte grader, men kan leda till en minskning av den inre diametern på delen på grund av böjning inuti kanterna;
- hacksågar för metall - bildar inte en böjning, men det finns många grader vid korsningen, som måste kasseras före lödning.
Notera! Att fastna i kanten (när du använder en fräs) minskar rörets ytterdiameter och ökar därmed monteringsgapet. Som ett resultat blir anslutningen inte lufttät efter lödning. Enligt instruktionerna kan monteringsgapets storlek vara 0,02-0,4 mm.
Rörets ände efter skärning måste ha en strikt rund form. En handhållen kalibrator hjälper till att uppnå detta. Användningen garanterar rätt storlek på monteringsgapet.

Rörkalibrator
Flödet ska appliceras på röret omedelbart efter att det har avlägsnats. Det är strängt förbjudet att smörja de inre ytorna på anslutningsbeslaget med detta ämne.
Så snart du applicerar pastan måste delarna anslutas omedelbart, annars kan damm eller andra främmande partiklar komma i den våta änden. Det är nödvändigt att trycka in röret i uttaget tills det stannar och rotera kopplingen något runt dess axel, vilket gör det möjligt att uppnå en mer enhetlig fördelning av flödet. Innan uppvärmningen måste resterande pasta på röret tas bort.
Lödflöde för kopparrör
Funktioner för uppvärmning vid låg temperaturlödning
För att arbeta behöver du:
- flöde för mjuklödning;
- propanbrännare;
- gasblandning.
Lödning av kopparrör med tennlödning kan göras med ett speciellt lödkolv, som också värmer beslaget.

Flödet appliceras endast på rörets utsida
Arbetet utförs i följande ordning:
- Brännarens flamma måste ständigt flyttas runt fogen och utföra enhetlig uppvärmning av hela delen.
- När du rör vid änden av lödet mot monteringsfacket måste du kontrollera om burken börjar smälta. Om inte fortsätter uppvärmningen.
- När lödet har smält måste värmen stoppas så att burken kan fylla kapillärgapet i kopplingen.

Lödet måste fylla monteringsgapet helt
Anslutningens täthet säkerställs av att lödet, som smälter, fyller gapet mellan kopplingen och röret.
Notera! Vid hårdlödning vid låg temperatur bör upphettningen upphöra omedelbart efter att ämnet börjar fylla monteringsgapet. Om du inte gör det kan fogen överhettas, vilket minskar rörledningens styrka.
När lödet har smält är det nödvändigt att låta fogen svalna på egen hand, eftersom mjukt tenn är en mycket ömtålig substans.
Under lödning är det viktigt att undvika överhettning av delarna, annars kan flödet försämras och kommer inte att kunna ta bort de resulterande oxiderna.
Istället för en fackla kan du använda ett speciellt elektriskt lödkolv, som består av elektriska tångar och en strömförsörjning. Operationssekvensen i detta fall skiljer sig inte från ovanstående.
Sekvens av operationer för solid hårdlödning
För drift måste brännare användas som körs på propan eller acetylen blandat med syre.
Under arbetet bör du vara uppmärksam på följande nyanser:
- Uppvärmningen måste göras snabbt men jämnt... Brännaren måste flyttas hela tiden längs beslagets längd.
- Lågan ska vara ljusblå... Delarna värms upp till en temperatur på 750 grader Celsius (de får en karakteristisk mörk körsbärsfärg).

Brännarflamman ska vara ljusblå
- Om uppvärmningen har utförts korrekt bör lödet som matas till monteringshålet börja smälta.... Du kan förvärma den i en brännarlåga.
- Kärnan i arbetet är att det är nödvändigt att uppnå lägsta möjliga uppvärmningstemperatur vid vilken lödet börjar smälta. Det är önskvärt att lodet omedelbart fyller kapillärhålet med en enda beröring av beslaget.
När kontakten har svalnat, ta försiktigt bort alla flödesrester från röret. Om ett vattenförsörjningssystem installerats måste alla rör sköljas noggrant för att ta bort flödet inuti. Det är en hård kemikalie som kan skada människors hälsa.

Glöm inte att rengöra korsningen noggrant från flödet
Förkylning
Tekniken för att ansluta mjuka kopparrör med pressbeslag orsakar inte svårigheter och kommer ner till några enkla sekventiella steg:
- skärning av röret till önskad storlek;
- avgradning av änden och ger den en rund form;
- för in en presskoppling i röret;
- röranslutning med glidhylsa (speciella tänger används).
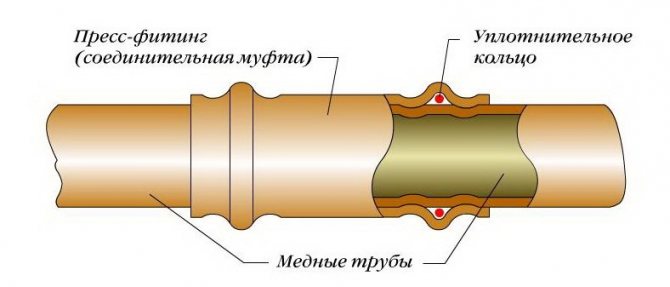
Kopplingsschema med pressbeslag