Lödning av kopparrör
Koppar är en dyr metall, men kopparrör har en konkurrensfördel för att hålla kopparsystem på högsta efterfrågan. Kompakt tillverkad av koppar ger en lång och problemfri livslängd för vattenförsörjningssystemet under hela husets livslängd, som överstiger ett halvt sekel. Det praktiska med att bearbeta sådana produkter ligger i lödningsprocessens enkelhet - den är låg temperatur, utförs lätt i en hemmamiljö i närvaro av en gasbrännare eller ett elektriskt lödkolv.
Uppsättning verktyg
Den kompletta uppsättningen verktyg, fixturer och material som används i processen för lödningsproceduren är som följer:
- medel för att expandera, skära och ta bort rör: expander, rörskärare eller kvarn med den tunnaste skivan, avfasning, slippapper, metallborste;
- verktyg för upphettning av metall och smältlöd: gasfackla eller elektrisk lödkolv 250 W;
- material med vilka anslutningen sker: flöde och löd från en legering av tenn med koppar, antimon, silver eller andra tillsatser;
- hjälpmaterial - servetter för att avlägsna överflödigt flöde, stativ, handskar, mät- och markeringsverktyg.
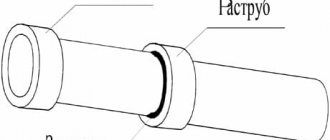
Kopparrör kommer att anslutas utan beslag - kanten på en expanderas med en rörutvidgare, en annan bit sätts in i den. Skarven värms upp och sömmen hälls med smält tennlöd - en pålitlig förseglad fog erhålls som tål ett tillräckligt högt tryck och höga temperaturer. Du kan löda kopparrör korrekt genom att förstå principerna för den pågående processen:
- efter skärning av rören före lödning rengörs ändarna noggrant - alla grader avlägsnas och kanten slipas till en ljusgul färg. Detta måste göras för att avlägsna oxider från koppar som förhindrar lödning.
- efter strippning täcks den av en speciell förening - flöde, som avlägsnar syre, förhindrar oxidation under svetsning, hjälper det smälta lödet att tränga djupt in i fogen;
- de flussbelagda sektionerna skjuts på varandra och värms upp med en fackla eller lödkolv. I detta fall skiljer lödtekniken med ett lödkolv sig från att arbeta med en brännare endast i frånvaro av öppen eld;
- löd leds till den uppvärmda ytan under lågan - burken smälts, dras in i fogen och sprids jämnt runt fogens cirkel;
- efter kylning kommer överflödigt tenn att falla av av sig själv, och sömmen kommer att förslutas hermetiskt.
Om du inte har speciella färdigheter i sådan lödning är det bättre att anförtro det till proffs.
Råd. I vardagen blir det nödvändigt att ansluta aluminiumrör som är svårare att bearbeta än koppar. Detta kräver aluminiumlöd och aluminiumlödningsutrustning - en fackla som kan värma metallen till 400 ° C. Förfarandets specificitet är att flödet inte används och att lödet inte införs i lågan utan appliceras på fogen: den smälter vid kontakt med den heta metallen.




Lödning av PVC-rör av polypropen (plast)
Polymerprodukter löds vid lägre temperaturer än metall. De är rädda för öppna lågor, så speciella elektriska lödkolvar som kallas svetsmaskiner används för svetsning.
Svetsningsteknik av polypropenprodukter (PP) skiljer sig i grunden från att arbeta med koppar.
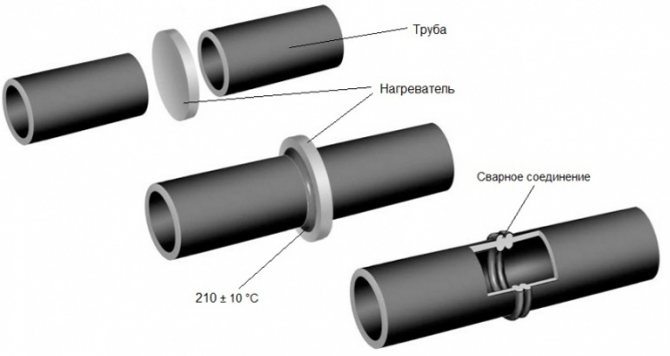
Att förena metallsektionerna innebär att man sätter in ett segment i ett annat och förseglar sedan sömmen med en svets från en mjukare metall.När det gäller polypropen smälter båda segmenten, de blandas, de tränger helt in i varandra och när de stelnat uppstår en integrerad homogen anslutning. Sådan svetsning kallas diffus från det latinska ordet diffusion, vilket betyder blandning. Lödning av propenrör innebär att man gör tre saker:
- smälta ändarna på segmenten tills de är mjuka;
- ansluta varandra utan onödiga svängar;
- vänta tills det svalnar - som ett resultat bildas en homogen sektion i ett stycke.
Lödrör för uppvärmning och VVS hemma
På grund av enkelheten i gör-det-själv-proceduren utförs den hemma. För att göra detta måste du köpa:
- elektrisk svetsmaskin för svetsning av polypropen;
- bilagor till enheten (ingår i enheten för enheten);
- trimmer;
- passande;
- tillbehör: markör, kniv, måttband.
Lödning av polypropen är mycket lättare än koppar
Gör-det-själv-lödning av propylenrör består i följande sekvenser:
- Kapa rör till förutbestämda dimensioner, förbered beslag vid behov.
- Trimma ändarna - ta bort 1–1,5 mm av skyddsskiktet ovanifrån. Detta kan göras med en trimmer eller slipning med emeriepapper.
- Förbered svetsmaskinen - utrusta den med munstycken för rörens diameter och anslut den till nätverket. Polypropylen smälter vid 250 ° C. Enheten har en temperaturbrytare och en värmeindikator. När den önskade temperaturen har uppnåtts, ger enheten en ljudsignal eller ljussignal att den är redo för svetsprocessen.
- För in röret och kopplingen i motsvarande munstycken och håll tiden strikt enligt instruktionerna, undvik överhettning eller underhettning.
- Ta bort de uppvärmda delarna från munstyckena och löd sedan genom att sätta in ett element i det andra. I detta skede måste åtgärderna vara säkra och tydliga - det är förbjudet att flytta elementen fram och tillbaka eller rotera längs axeln.
- Låt polypropen svalna - lämna strukturen utan mekanisk belastning ett tag.
- Kontrollera anslutningen visuellt för defekter: om tekniken följs kommer sömmen att bli enhetlig och stark.
Lödning av HDPE-rör med polypropylenbeslag.
Ärligt talat är jag emot den här metoden. Nu ska jag förklara varför:
- Polypropylen och polyeten har olika smältpunkter. HDPE smälter vid drygt 100 grader Celsius, medan polypropen smälter vid 260 grader. Svetsningen visar sig vara av dålig kvalitet.
- Även om det visar sig göra en sådan anslutning är det fortfarande inte klart vilket tryck det är designat för och hur länge det kan hålla det.
Läs också: Ansluta samlingsskenor för ledningar
Därför råder jag dig att inte slösa tid och pengar på sådana experiment.
Korrekt lödning av stora HDPE-rör vid normal temperatur
De är av två typer:
- låg hållfasthet - de är gjorda under högt tryck och får en låg densitet;
- höghållfasthet (HDPE) - tillverkas under lågt tryck men får en hög densitet.
Ett annat namn för höghållfasta polyetenrör - HDPE står för lågtryckspolyeten. Orden "lågt tryck" i namnet betyder de förhållanden under vilka produkterna tillverkades och är inte relaterade till tillämpningsområdet. Lågtryckspolyeten (HDPE) används under högtrycks- och temperaturförhållanden - i huvudgas- eller vattenledningar. Lödning av polypropenrör korrekt är inte en lätt uppgift.
Eftersom HDPE-produkter tillverkas i en mängd olika diametrar (20 mm till 1 m 20 cm) och väggtjocklekar, finns det mer än en metod att förena dem och många typer av utrustning för lödning av polyetenrör. Svetsning av polyetenrör utförs med någon av följande metoder:
- rumpa (eller rumpa);
- klockformad;
- elektrofusion.
För sådan lödning behöver du en speciell lödmaskin.
Butt-svetsning av PE-rör under industriella förhållanden utförs av en dyr och skrymmande enhet med en mekanisk eller hydraulisk drivenhet. Enhetens uppsättning innehåller guider för centrering, en trimmer för smidig skärning av angränsande kanter, ett värmeelement, drivenheter och timers. End-to-end-tekniken i sig är enkel, men utrustningen som används är inte billig: priset på en svetsmaskin för HDPE-rör är i genomsnitt 250 tusen rubel och ett separat värmeelement kostar cirka 50 tusen.
Lödschema för polyetenrör med lödkolv på svåråtkomliga platser
Lödning av polyetenrör sker enligt följande schema:
- produkterna som ska anslutas sätts in i rörsvetsmaskinen, är centrerade;
- ett automatiskt vändverktyg sätts in mellan dem, som jämnt skär HDPE och tar bort chips;
- motsatta ändar förenas, visuell kontroll av inriktningen och tätheten av kanterna utförs;
- ändarna som ska svetsas avfettas, ett värmeelement installeras mellan dem;
- ändarna upphettas och smälts vid en given temperatur under en viss tid;
- värmeelementet avlägsnas och anslutningen svalnar under en period som ställts in av timern;
- en stark anslutning erhålls utan att rörledningens flexibilitet påverkas.
Hemma händer det enligt samma princip, men enklare enheter används - ett lödkolv för polyetenrör. Det kostar från 30 tusen rubel, det är en svetsspegel täckt med teflon och klarar höga temperaturer - upp till 300 ° C.
Parametrarna för svetsning av polyetenrör: temperatur, uppvärmning och kyltid - beror på diametern och väggtjockleken, de ställs in av svetsarna enligt ett specialtabell. För att eliminera fel i många enheter ställs parametrarna in automatiskt.
Elektrosvetsning av HDPE-rör tillhör den industriella kategorin och består i att smälta den del av rörledningen under kopplingen, till vilken den elektriska strömmen matas, och temperaturen stiger. Elektrofusionskopplingar för polyetenrör förbrukar en stor mängd elektricitet under drift och anses vara dyrare, men de hjälper till i fall där det är omöjligt att använda en enhet med stora dimensioner. De kan användas hemma.
Tillämpningsområde för polyetenrör
Polyetenprodukter används ofta i modern konstruktion
De används vid konstruktion av vattenledningar, avloppssystem, gasledningar. PE-rör hittar sin tillämpning i tryck- och tyngdkraftsavlopp, fungerar som skyddshölje för elektriska ledningar och telefonledningar.
Rekonstruktion av gamla nätverk utförs med hjälp av polyetenrör. Byte kan ske med förstörelse av sliten kommunikation, men det är möjligt att lägga nya parallellt med de gamla, vilket inte kräver att vattenförsörjningen till befolkningen stoppas och avloppssystemet stängs av. Rekonstruktion av brunnar och andra kommunikations- och sanitära anläggningar beror på graden av försämring. Enskilda delar (halsar, avstängningsventiler osv.) Kan bytas ut delvis. Vid behov utförs en större översyn med en fullständig byte av rörledningar.
DESIGN PRESTIGE LLC
Lödförstärkt rör av polyvinylklorid
Lödning kan göras med samma maskin som används för svetsning av polypropenanaloger. Väggarna på PVC-produkter är tjockare och styvare, så beslag krävs för att ansluta dem. Deras smältpunkt är lägre, därför används denna typ inte för varmvattenförsörjning - rörledningens väggar deformeras under påverkan av höga temperaturer. Lödning utförs med en elektrisk svetsmaskin med munstycken på vilka ändarna på produkterna som ska förenas smälts. För att lödda pvc-rör ordentligt måste du utföra flera steg:
- rengör kanterna;
- ta bort armeringen, om någon;
- ställ in smälttemperaturen till högst 200 ° C.
Verktyg, fixturer, åtgärdssekvens är desamma som när man arbetar med polypropenprover.
TITTA PÅ VIDEON
I vardagen kallas rör av polypropen, polyeten eller PVC ofta med ett allmänt ord som plast, och principerna för deras anslutning har mycket gemensamt. Inte alla kan lödda rör ordentligt, men alla kan lära sig.
Idag används polymerprodukter i många delar av våra liv och branscher. Men HDPE - lågtryckspolyeten - är särskilt populärt. Detta material är starkt, slitstarkt, lätt att installera på grund av sin låga vikt. Rörledningar för olika ändamål är ofta gjorda av polyetenrör. För att ansluta enskilda arbetsstycken är HDPE-produkter svetsade. I vår artikel kommer vi att prata om varianter och funktioner för svetsning av HDPE-rör.
Varianter av anslutningar
För att ansluta polyetenrör kan du använda följande metoder:
- Avtagbar. För att utföra en sådan sammanfogning av HDPE-ämnen behövs stålflänsar. Huvuddragen i denna dockningsprincip är att rörledningen kan demonteras under drift.
- Ej avtagbar. I det här fallet fungerar det inte att ta isär kommunikationen. För att göra en sådan anslutning måste arbetsstyckena svetsas. För detta kan någon av följande metoder användas:
- ändsvetsning av polyetenämnen;
- svetsning av HDPE-produkter med hjälp av kopplingar.
För att montera rörledningar från element med stor diameter, används termoresistiva beslag eller svetsning. Vid användning av båda metoderna erhålls en tillförlitlig monolitisk anslutning.
Snabba polyetenrör
Problem med polyetenprodukter är förknippade med egenskaperna hos alla viskoelastiska termoplaster. Deras styrka beror till stor del på graden av böjning och kompression, och i allmänhet är den relativt liten. Polyeten är känslig för ultraviolett ljus, vilket måste kompenseras genom färgning av tillsatser (vanligtvis sot) och användning av skyddande färg. Den termiska expansionen av polyeten är ganska hög och den måste kompenseras med hjälp av en konstruktiv L- eller U-formad rörböjning.
Idag är inhemska underjordiska rörledningar cirka 2 miljoner kilometer långa. Dessa är främst stålrörledningar. Till exempel står polyetenrör för cirka 10% av hela gasledningarna. Andra nätverk har inte särskilt höga prestanda i denna parameter. Det finns dock en ihållande tendens att moderna rörledningar i procent förändras till förmån för polyetenrör.
Butt svetsning av HDPE-produkter
Butt-svetsning av HDPE-rör kräver användning av svetsutrustning. På grund av att inga ytterligare delar används under svetsning förenklas installationsprocessen kraftigt. På detta sätt kan endast HDPE-ämnen svetsas.
Obs! Högkvalitativ svetsning av HDPE-produkter fungerar bara om den utförs med en söm. På grund av detta maximeras styrkan för sammanfogningen av delarna som ska förenas.
Butt-svetsning av polyetenrör är den mest effektiva och mångsidiga tekniken, eftersom den bibehåller materialets flexibilitet genom hela rörledningen. Denna metod kan tillämpas oavsett vilken typ av rörinstallation som används (dike, dike eller öppen).
Butt-lödning av polyetenrör utförs i följande ordning:
- Först måste ändarna på arbetsstyckena som ska förenas installeras i svetsutrustningens centraliserare.
- När delarna har justerats och fixerats med en bomullsservett och alkohol är det nödvändigt att rengöra ändarna för damm, smuts och fett.
- Därefter bearbetas ändarna som ska svetsas med en vändanordning. Trimningen stoppas när enhetliga flis med en tjocklek av högst 0,5 mm börjar bildas. Arbetsstycket kan nu tas bort och ändarnas parallellitet kan kontrolleras för hand.
- Om det finns ett oacceptabelt mellanrum mellan ytorna som ska svetsas måste trimningen upprepas.
- Därefter löds rören. För att göra detta, med hjälp av ett värmeelement med en non-stick beläggning, värms arbetsstyckenas ändar till önskad temperatur.
- När ändarna är tillräckligt smält separerar vi de produkter som ska svetsas och tar också bort elementet för uppvärmning från svetszonen.
- Därefter kan ändarna som ska svetsas stängas och klämtrycket ökas tills det når önskat värde.
- Svetsen måste hållas under tryck under en viss tidsperiod.
- Därefter kontrolleras svetsningens kvalitet. För detta bedöms utseendet på graden, bredden och höjden.



Hylssvetsning av HDPE-ämnen
Svetsning av HDPE-rör med kopplingsmetoden utförs med hjälp av en speciell svetsenhet som kallas ett lödkolv, samt en uppsättning specialmunstycken som kan skilja sig i diameter. Munstyckets storlek väljs utifrån diametern på de svetsade polyetenrören.
Kopplingslödning av HDPE-rörledningar utförs med hjälp av beslag. Konfigurationen av dessa produkter kan variera. De kommer i form av vinklar, utslagsplatser eller kopplingar. Med denna metod för lödning svetsas ändarna på arbetsstyckena och beslagen.
Viktigt: den största fördelen med hylssvetsning är att den kan utföras på svåråtkomliga platser där axiell förskjutning av arbetsstycken är svår.
Uppvärmning av delar av polyeten utförs genom arbetsstyckets kontakt med svetsenhetens upphettade metalldel. Den består av två rullande delar:
- dornen värmer beslagets inre yta;
- värmeröret sätts in i hylsan.
För att installera detta munstycke i hålet på lödningsenheten måste hylsan och dornen vridas ihop.
Lödning av polyetenrör med kopplingsmetoden innebär följande förberedande åtgärder:
- Arbetsstyckena måste skäras med en speciell sax till önskad storlek. I detta fall är det nödvändigt att säkerställa att snittet är strikt vinkelrätt mot produktens längdaxel.
- Innan lödningen utförs måste ändarna på arbetsstyckena som ska sammanfogas rengöras.
- För att förhindra oönskad kylning under svetsningen stängs ändarna på rören som för närvarande inte är anslutna med pluggar.
- Därefter måste du rengöra svetsmunstyckets yta från materialpartiklar som kan ha kvar efter det föregående arbetet.
Nu kan du starta själva svetsprocessen, som utförs i följande ordning:
- Först måste munstycket värmas upp till svetstemperaturen. När värdet når önskad nivå, kommer indikatorn på lödkroppens kropp att ge en signal.
- Därefter måste HDPE-röret sättas in i hylsan tills det stannar. I sin tur skjuts beslaget också på dornen tills det stannar. Eftersom diametrarna är något annorlunda måste en del ansträngningar göras för att slutföra proceduren.
- Vi väljer rörsvetsningstid enligt specialtabeller, där denna indikator anges för produkter med olika diametrar.
- Under processen att införa det rörformiga elementet och glida på beslaget smälter överskottsmaterial från arbetsstyckets yta och pressas ut. Som ett resultat bildas en ringformad sträng längs kanten av elementen som svetsas - en gart.
- Trycket vid införande av delar bör stoppas i det ögonblick när arbetsstycket och beslaget når stoppet.Det är mycket viktigt att uppfylla detta villkor, eftersom anslutningen annars inte är tillräckligt stark. Eftersom det är svårt att exakt bestämma arbetsstyckets nedsänkningsdjup är det nödvändigt att först mäta detta värde och markera röret.
- Ta sedan bort arbetsstyckena som ska svetsas från munstycket. Installera därefter röret i beslaget så att det vilar tätt mot den ringformiga strängen. Låt de anslutna elementen svalna. I det här fallet bör du inte vrida dem och utsätta dem för olika mekaniska influenser.
Elektrofusionssvetsning
För att göra en sådan anslutning behövs en speciell elektromagnet, i vilken inbäddade värmeelement är monterade. Om vi jämför denna svetsning med svetsning, kommer det att kosta mer på grund av behovet av att köpa dyra elektriska kopplingar.
Denna teknik har dock sina fördelar:
- Eftersom ingen burr bildas på rörens inre yta minskar inte rörledningens permeabilitet.
- Denna svetsmetod är bekväm att använda i ett trångt utrymme, där det är omöjligt att installera en total svetsad enhet.
För att ansluta två arbetsstycken till en rak sektion av rörledningen används konventionella elektrofusionskopplingar. I vissa fall kan emellertid elektrofusions-tees och sadelgrenar krävas. För att slutföra arbetet behöver du en elektrofusionssvetsenhet.
Svetsningsproceduren utförs med en polyetensvetsad beslag. Detta är en speciell produkt som har inbyggda spiraler som fungerar som värmeelement. I detta fall är en del av monteringsmaterialet, som smälts på grund av den uppvärmda spiralen, ansluten till polymermaterialet i arbetsstycket och bildar en kontinuerlig monolitisk rörledning. Förresten förblir spiralen i den resulterande sömmen för alltid.
Viktigt: elektrofusionsteknik gör att du kan få en höghållfast anslutning. På grund av den höga kostnaden för denna metod används den dock vid installation av tryckkommunikation för transport av gas- och oljeprodukter.
Svetsning med elektrofusion utförs i följande ordning:
- Med hjälp av speciell skärutrustning skärs rören i bitar av önskad storlek.
- Vidare måste arbetsstyckena rengöras från smuts och avfettas vid svetspunkten. Elektrofusionen måste genomgå samma behandling.
- Sedan görs märken på de rörformiga elementen som gör att du kan kontrollera djupet för rörets införande i hylsan.
- För att förhindra oönskad kylning av elementen under svetsningen är de fria rörändarna anslutna.
- Med hjälp av speciella ledningar är svetsenheten ansluten till den elektriska kopplingen, startknappen trycks in.
- Efter en viss tid stängs enheten av på egen hand, vilket innebär att svetsningen är klar.
- De anslutningar som erhålls på detta sätt kan endast användas efter en timme.
Observera: huvudförutsättningen för att få en söm av hög kvalitet är delarnas rörlighet under svets- och kylprocessen.
Följande krav ställs på erhållna svetsfogar:
- Svetsens ringformiga sträng bör överlappa märket på arbetsstycket innan det svetsas.
- Den tillåtna förskjutningen av rörsektioner i förhållande till varandra är högst 10% av HDPE-elementets väggtjocklek.
- Om väggtjockleken på arbetsstycket som ska svetsas är högst 5 mm, bör stränghöjden för en högkvalitativ svetsning vara cirka 2,5 mm. När det gäller svetsrör med en väggtjocklek på 6-20 mm, bör stränghöjden vara mer än 5 mm.
När du väljer en metod för svetsning av HDPE-ämnen är det värt att överväga driftsförhållandena för de installerade verktygen. Endast med hänsyn till denna faktor kan en tillförlitlig och högkvalitativ pipeline byggas som fungerar effektivt under hela den tilldelade perioden.
Lägg till i bokmärken
När det blir nödvändigt att byta ut rörledningen i huset uppstår frågan om man ska göra det själv eller ringa en mästare. Ganska nyligen var det en bekant och naturlig sak att ringa en rörmokare för att reparera en VVS. Men nu, när plaströr har dykt upp (metallplast, polypropen, plast, HDPE-produkter), som har en låg kostnad, ganska bra hållfasthet och en enkel installationsmetod, är fall av självinstallation allt vanligare. Lödning av polyetenrör sparar betydligt installationen av ett vattenförsörjningssystem.
Typer av plaströr: polyeten, polypropen, metallplast.
Men hur man lödar sig själv och vad behövs för detta?










Återfyllning av diket
Marken som avlägsnats från diket, där det inte finns några stenar som mäter 20 mm, används för den första återfyllningen. Den tillverkas för hela rörets längd, med en höjd av cirka 15 cm från toppen. Om det är nödvändigt att komprimera återfyllningen måste jorden uppfylla vissa krav. Du kan använda fint grus (20-20 mm) eller krossad sten (4-44 mm). Marken ska inte släppas direkt på rörledningen. En nedgrävd rörledning som läggs i botten av diket måste komprimeras. Den fyllda jorden ramas i lager på 20 cm på båda sidor av röret så att den inte förskjuts. Marken ramas inte direkt ovanför röret.
Återfyllning utförs efter komprimering och ett komprimerat skikt på ca 30 cm över röret erhålls. Diken kan fyllas på med utgrävd jord, storleken på de största stenarna får inte överstiga 300 mm. Även om det finns ett lager av skyddande återfyllning som är cirka 30 cm tjockt, kan storleken på stenar i jorden som används för återfyllning inte vara mer än 60 mm.
DESIGN PRESTIGE LLC
Vilken typ av produkt ska du välja?
För inte så länge sedan var metallrör de vanligaste och prisvärdaste inom vattenförsörjningen, men nu har en mängd olika plastsystem dykt upp. Varje typ har sina egna fördelar och nackdelar. De huvudsakliga allmänna fördelarna med plastkonstruktioner är bekvämlighet och enkel installation, korrosionsbeständighet, bra prestanda (som inget ljud från rinnande vatten, lång livslängd och så vidare).
Låt oss ta en titt på några av dem:
- Förstärkta plaströr har en god värmeledningsförmåga, men är inte särskilt motståndskraftiga mot mekanisk belastning.
- För metallplast behövs beslag och ett pressverktyg, en speciell svetsanordning krävs inte. Används för alla typer av vatten.
- Polypropylenprodukter kräver användning av specialutrustning för svetsning av delar, har ett brett spektrum av applikationer, olika variationer är möjliga: flerskikt, glasfiber, enskikts, kolfiber.
- Rör av tvärbunden polyeten har ökade prestandaegenskaper, endast kalla anslutningsmetoder används under installationen, sådana element behöver inte lödas, de används för uppvärmning och vattenförsörjning.
- PVC-strukturer är det billigaste alternativet. Sådana element har en stel struktur, möjliggör både dold och öppen läggning av rörledningen, kräver inga speciella verktyg för installation.
- Polyetenrör eller HDPE (lågtryckspolyeten-system) har bra prestanda.
Nyligen började de användas av hantverkare från olika företag. Funktionerna av denna typ är låg vikt, enkel och snabb installation av rörsektioner och element, ingen interaktion med vatten och icke-känslighet för korrosion, låg kostnad och hållbarhet. De används för att lägga industri- och dricksvatten. För installation av element används speciella beslag och lödning av polyetenrör på ett av två sätt (stötfog eller i ett uttag).Om du lodder delar av HDPE-system korrekt, kommer rörledningen att glädja dig med hållbarhet, tillförlitlighet och styrka.
Rörinstallationsprocess
Det är värt att notera att frågan (både plast och HDPE) snarare kan likställas med en fråga än att göra detta, eftersom själva processen är mycket enkel. Alla sektioner monteras med hjälp av beslag och kopplas till rörledningen genom lödning, så det viktigaste är valet av lämplig enhet. Men låt oss titta på den allmänna ordningen för skarvningsmetoden.
Verktyg och delar:
- Järn och lödkolv. Du kan köpa den i vilken butik som helst med specialverktyg, medan du inte ska jaga billiga alternativ, eftersom detta kommer att påverka kvaliteten på arbetet. Be om råd från experter eller konsulter i butiken, så hjälper de dig att hitta det bästa lödkolven för din applikation. Varje lödkolv har en liknande enhet, den enda skillnaden är i hushållstypen eller i professionell typ, liksom i diametern, för vilken det erforderliga bitparet väljs för externa och inre ytor / delar. , som ett lödkolv, kommer det att vara möjligt att värma röret och ansluta ändarna tätt, och därmed utföra "limning" av två rörsektioner och bilda en pålitlig och stark anslutning under många år.
- Kopplingar, beslag, hörn, pluggar, tees, clips för väggmontering, värmare. Glöm inte en enkel konstruktionspenna, måttband och plastsax.
Tänk noga på platsen och rita en ritning av den framtida rörledningen
Kontrollera alla delar, klippa material med minimala förluster och felaktigheter. Om det är möjligt, hitta dig en assistent som hjälper dig i allt arbete och gör att du kan utföra installationen mer exakt, men om det inte är möjligt kan du göra det ensam.
En utbredd metod är snabb installation där delar måste lödas i ett temperaturintervall över 180 ºС. Denna metod för lödning av polyetenrör gör att du kan montera rörledningen tillräckligt snabbt.
Det är nödvändigt att ta två bitar: använd ett lödkolv och bitar med större diameter, värm upp den yttre kanten av rörsegmentet och använd lite av en mindre diameter - den inre kanten, varefter elementen värms upp. Då är det nödvändigt att ansluta de två delarna och pressa dem ordentligt och tätt ihop och försiktigt sammanfoga kanterna. Då är det absolut nödvändigt att vänta lite tid på fixering och kylning av alla element.
Allt är enkelt nog. Det viktigaste är ett bra lödkolv och material.
Rör av HDPE-polyeten används i nästan alla moderna kommunikationssystem, från vattenförsörjning till gasledningar och kabelkanaler. De är starka, flexibla och hållbara. Korrekt installation av ett rörledningssystem av polyeten kommer att säkerställa dess tillförlitlighet även i lederna på rörsektionerna, och att veta hur man ansluter HDPE-rör med egna händer sparar pengar på installationen.
Gravfri rörläggning
Diagram över grävfri läggning av polyetenrör
I vissa fall, när rörledningar korsar sig med en järnväg, trafikerad trafikartär, flod eller annat hinder, är det inte möjligt att lägga en öppen dike. Anledningen kan också vara behovet av att minimera kostnaden för att gräva en dike så mycket som möjligt. Detta är grunden för tillämpningen av metoden för grävlös läggning av polyetenrör. Metoden för trenchless läggning av horisontell riktningsborrning (HDD-metoden) har blivit utbredd.
Horisontell borrning är ett speciellt sätt att konstruera kommunikation utan att öppna marken. Arbetet börjar vid den punkt där röret förs upp till ytan. Tekniken garanterar en hög noggrannhet hos borren på den avsedda platsen för uppkomst till ytan.Metoden gör det möjligt att lägga underjordiska rör med en längd på mer än 100 m och en diameter på upp till 630 mm eller mer. Det finns två huvudmetoder för horisontell borrning: styrd och icke-styrd.
Guidad horisontell borrning utförs av tunnelmaskiner, genom spolning och pilotborrning.
Okontrollerad horisontell borrning utförs på två sätt: 1) utan hölje (ram-raket, förskjutningsborrning, skruvborrning) och 2) med hölje (injektionsborrning, punkteringsborrning, slagborrning, ramborrning).
Horisontell borrning och dikefria polyetenrör anses vara den mest moderna tekniken. För att utvidga brunnen används en speciell borrförlängning. För att förbättra placeringen behandlas brunnen med borrslera, som bildar och smörjer själva kanalen.
Sålunda möjliggör egenskaperna hos polyetenprodukter deras installation och läggning med hjälp av vilken som helst känd metod, med hänsyn tagen till de begränsningar som införs av den minsta tillåtna böjningsradien.
Ett dragit eller tryckt polyetenrör kan upprepa konfigurationen av en gammal väg med en krökningsradie på mer än 120 diametrar på själva röret. Metallprodukter har praktiskt taget inte en sådan böjningsradie.
DESIGN PRESTIGE LLC
Installera röret i systemet
HDPE-rör tillverkas i uppmätta längder med standardlängd - 6 och 12 meter vardera, liksom i spolar eller långa spolar - 100-500 meter vardera. Vid installationen av dem i systemet i ett specifikt rum krävs följande åtgärder definitivt:
- Klipp (klipp) av polyetenrör för lödning eller en anslutningsanslutning. Denna operation måste utföras mycket noggrant så att skäret blir så jämnt som möjligt, utan sprickor och grader, vinkelrätt mot rörytan. Ett sådant snitt kan utföras med:
- En manuell eller elektrisk rörklippare som kan hantera rör med en diameter på 15 till 30 mm,
- Cirkelskärare för hushållsrör med diametrar från 15 till 160 mm,
- Den så kallade "pipe guillotine", som används för att skapa en högkvalitativ skärning av ett rör med en diameter på 63 till 350 mm,
- En bandsåg som är det dyraste professionella verktyget och som kan skapa rena och jämna såg av rör upp till 1600 mm i diameter.
- Att räta upp ringarna i raka segment krävs när man köper ett stort rörmaterial. Svårigheten ligger i det faktum att när du rätar ut röret kan du av misstag skada det. Här måste du komma ihåg att rörmaterialet är HDPE, som är en termoplastisk polymer. Därför är det tillräckligt att hålla produkterna en kort stund på en varm plats (i ett uppvärmt rum, i solen) eller skölja dem med varmt vatten för en liten formförändring. Därefter böjer de sig lätt.
- Bildar en vinkel genom att böja raka linjesegment. I det här fallet krävs mer uppvärmning av ett visst område än när bågen rätas ut. För att göra detta, använd uppvärmning med samma heta vatten, en hårtork eller en enkel gasbrännare.
UPPMÄRKSAMHET! För att böja HDPE-röret bör det värmas upp försiktigt, eftersom det med låg värme kan gå sönder vid böjningen och för hög temperatur kan skada det.
Organisation av installationsarbetet
Svetsnings- och installationsarbeten med polyetenrör utförs antingen enligt grundschemat eller enligt ruttmetoden. Grundmetoden används i fall där föremålet är beläget nära svetsplatsen, där rören är föranslutna, och sedan förs de i färdiga sektioner till rörledningsvägen. Avsnittets längd kan nå mer än 30 m. På plats svetsas de i en solid tråd, som sedan måste läggas försiktigt i en dike för att inte störa böjningsradien.
Ruttsvetsning börjar med rörläggning längs diket.Därefter utförs installation och svetsning med mobila svetsinstallationer. Rör med liten diameter kan läggas manuellt i diket. Rörläggare eller kranar används dock oftast. Den färdiga tråden bör sänkas utan ryck, jämnt, efter att ha tidigare säkrat den med hamprep eller mjuka remmar, som ska placeras på ett avstånd av 5-10 meter från varandra. Den svetsade strängen i ett stycke måste försiktigt sänkas ner i diken så att den kritiska böjningsradien inte överskrids under installationen. Du bör vänta minst två timmar efter svetsning av den sista länken.
DESIGN PRESTIGE LLC
Anslutningsmetoder
Metoder för anslutning av polyetenrör kan delas in i två huvudgrupper: installation med ytterligare delar (kopplingar och beslag) och direkt svetsning av fogar.
Svetsning
Svetsfogar ger den starkaste fogen i ett stycke med full fogtätning, motstår belastningar som liknar fasta ytor. Lödning appliceras på rör med en diameter större än 50 mm och kräver en speciell svetsmaskin.
Svetsning av HDPE-rörsektioner kan utföras:
- Stånga. I detta fall krävs en speciell jämnhet av skärningarna och deras förskjutning i förhållande till varandra med högst 10% av rörväggtjockleken. Arbetet äger rum sekventiellt:
- Rördelarna rengörs från alla föroreningar och avfettas (till exempel med alkohol eller andra ämnen),
- Båda ändarna värms upp till polymerens viskositet,
- Rörsektionerna är anslutna med tryck och fixeras i rörelse tills de svalnar helt. I det här fallet måste du se till att sömmen blir jämn, utan fördjupningar och utsprång för att säkerställa dess tillförlitlighet.
- Med användning av en elektrofusionshylsa. Här behöver du också en apparat för att arbeta med sådana kopplingar, som har en inbyggd spiral och snabbt kan smälta när den värms upp:
- De rengjorda och avfettade rörändarna är fästa i hylsan,
- Apparatens anslutningar är anslutna till spiralens utlopp innan den börjar smälta,
- Röret är fixerat tills det svalnar helt.
Se videon för hur detta görs.
VIKTIG! Svetsade kopplingar används vanligtvis på svåråtkomliga platser där enkel svetsning är svår: när du skapar bindningar eller reparerar redan installerade system, i brunnar etc.
Installation
Direktmontering innebär skapande av avtagbara anslutningar med beslag av alla tillgängliga typer: kopplingar, hörnböjningar, tees, justerbara för 4 längder etc. Sådana anslutningar utförs vanligtvis i system där det inte krävs superstyrka hos de monterade fogarna, eller i områden där demontering och rekonstruktion kan krävas (till exempel i ett privat hus för att ansluta ett externt bevattningssystem under sommaren).
Svetslös installation kan utföras på följande sätt:
- Anslutning av rör med hjälp av uttag anordnade på dem, utrustade med O-ringar, för vilka det räcker att bara sätta motsvarande delar av rören till varandra och trycka väl.
- Monteringsförbindelsen med kompressionselement sker i flera steg: en klämmutter dras över rörskäret;
- röret läggs på beslaget på beslaget tätt tills det stannar;
- spännmuttern dras åt med skiftnycklar.
Användningsområde för HDPE-rör
HDPE-rörledningar används för olika rörledningar:
- kallvattenförsörjning;
- gasförsörjning;
- bortskaffande av avloppsvatten;
- avlopp, inklusive stormvatten;
- för dolda ledningar.
Beroende på syftet med rörledningen väljs anslutningsmetoden:
- För VVS kan du använda någon av de beskrivna installationsmetoderna. Avtagbara anslutningar med hjälp av beslag räcker dock.
- Avloppssystemet är monterat på ett klockformat sätt och sätter in rör i varandra. För tätning i sådana material finns det en speciell tätningsgummiring.
Ledningar läggs i raka eller korrugerade rör.För tillförlitlighet kan en diffusionssvetsad enhet användas.