Lehimleme bakır borular
Bakır pahalı bir metaldir, ancak bakır boruların bakır sistemleri en yüksek talepte tutmak için rekabet üstünlüğü vardır. Yetkin bir şekilde bakırdan yapılmış, yarım yüzyılı aşan evin tüm ömrü boyunca su temin sisteminin uzun ve sorunsuz bir hizmet ömrü sağlayacaktır. Bu tür ürünlerin işlenmesinin pratikliği, lehimleme işleminin basitliğinde yatmaktadır - düşük sıcaklıklıdır, bir ev ortamında, bir gaz brülörü veya bir elektrikli lehim havyası varlığında kolayca gerçekleştirilebilir.
Araç seti
Lehimleme prosedürü sürecinde kullanılan alet, fikstür ve malzemelerin tamamı aşağıdaki gibidir:
- boruları genişletmek, kesmek ve sıyırmak için araçlar: genişletici, boru kesici veya en ince diskli öğütücü, beveller, zımpara kağıdı, metal fırça;
- metali ısıtmak ve lehim eritmek için alet: gaz meşalesi veya elektrikli lehim havyası 250 W;
- bağlantının gerçekleştiği malzemeler: bakır, antimon, gümüş veya diğer katkı maddeleri ile bir kalay alaşımından lehim ve lehim;
- yardımcı malzemeler - fazla akıyı gidermek için peçeteler, sehpalar, eldivenler, ölçme ve işaretleme aletleri.
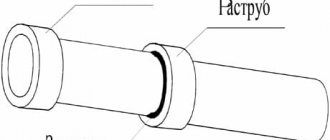
Bakır borular bağlantı parçaları olmadan bağlanacaktır - birinin kenarı bir boru genişletici ile genişletilir, içine başka bir parça yerleştirilir. Ek yeri ısınır ve dikiş erimiş kalay lehimiyle dökülür - yeterince yüksek basınca ve yüksek sıcaklıklara dayanabilen güvenilir bir sızdırmaz bağlantı elde edilir. Devam eden işlemin prensiplerini anlayarak bakır boruları doğru bir şekilde lehimleyebilirsiniz:
- Lehimlemeden önce tüpleri kestikten sonra uçlar iyice temizlenir - tüm çapaklar çıkarılır ve kenar zımparalanarak parlak sarı bir renk elde edilir. Bu, lehimlemeyi engelleyen oksitleri bakırdan çıkarmak için yapılmalıdır;
- sıyırma işleminden sonra, oksijeni gideren, kaynak sırasında oksidasyonu önleyen, erimiş lehimin derzin derinliklerine nüfuz etmesine yardımcı olan özel bir bileşik - akı ile kaplanır;
- flaks kaplı bölümler üst üste kaydırılır ve bir meşale veya lehim havyası ile ısıtılır. Bu durumda, bir havya ile lehimleme teknolojisi, yalnızca açık alev olmadığında bir brülörle çalışmaktan farklıdır;
- lehim, alevin altındaki ısıtılmış yüzeye getirilir - teneke eritilir, eklemin içine çekilir, eklemin çemberi etrafına eşit olarak yayılır;
- soğuduktan sonra, fazla teneke kendiliğinden düşecek ve dikiş hava geçirmez şekilde kapatılacaktır.
Bu tür lehimleme konusunda özel becerilere sahip değilseniz, onu profesyonellere emanet etmek daha iyidir.
Tavsiye. Günlük yaşamda, işlenmesi bakırdan daha zor olan alüminyum tüpleri bağlamak gerekli hale gelir. Bu, metali 400 ° C'ye ısıtabilen bir meşale olan alüminyum lehim ve alüminyum sert lehim ekipmanı gerektirecektir. Prosedürün özgüllüğü, akının kullanılmaması ve lehimin aleve uygulanmaması, ancak bağlantıya uygulanmasıdır: sıcak metal ile temastan erir.




Polipropilen PVC boruların (plastik) lehimlenmesi
Polimer ürünler, metale göre daha düşük sıcaklıklarda lehimlenir. Açık alevden korkarlar, bu nedenle kaynak için kaynak makinesi denilen özel elektrikli havya kullanılır.
Polipropilen ürünlerin kaynak teknolojisi (PP) temelde bakırla çalışmaktan farklıdır.
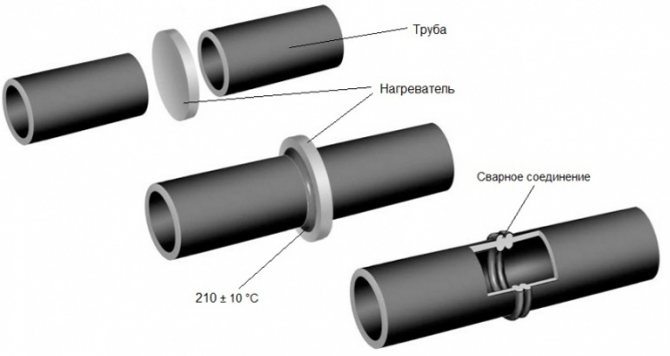
Metal bölümleri birleştirmek, bir segmenti diğerine yerleştirmeyi ve ardından daha yumuşak bir metalden bir kaynak kullanarak dikişi kapatmayı içerir.Polipropilen söz konusu olduğunda, her iki segment de erir, karışırlar, birbirinin içine tamamen nüfuz ederler ve katılaştığında, yekpare homojen bir bağlantı meydana gelir. Bu tür kaynaklara, karıştırma anlamına gelen Latince difüzyon kelimesinden yayılma denir. Propilen boruları lehimlemek üç şey yapmak anlamına gelir:
- bölümlerin uçlarını yumuşayana kadar eritin;
- gereksiz dönüşler olmadan birini diğerine bağlayın;
- soğuyana kadar bekleyin - sonuç olarak homojen tek parça bir bölüm oluşur.
Evde ısıtma ve sıhhi tesisat için lehim boruları
Kendin yap prosedürünün basitliği nedeniyle evde yapılır. Bunu yapmak için satın almanız gerekir:
- polipropilen kaynağı için elektrikli kaynak makinesi;
- cihaz için ek parçalar (cihaz setine dahildir);
- düzeltici;
- uydurma;
- aksesuarlar: işaretleyici, bıçak, şerit metre.
Polipropilen lehimlemek bakırdan çok daha kolaydır
Propilen boruların kendin yap lehimlenmesi, aşağıdaki işlemleri sırayla gerçekleştirmekten oluşur:
- Boruları önceden belirlenmiş boyutlarda kesin, gerekirse bağlantı parçaları hazırlayın.
- Uçları kesin - 1–1,5 mm koruyucu tabakayı yukarıdan kaldırın. Bu, bir düzeltici ile veya zımpara kağıdı ile zımparalama ile yapılabilir.
- Kaynak makinesini hazırlayın - boruların çapı için nozullarla donatın ve ağa bağlayın. Polipropilen 250 ° C'de erir Cihazın bir sıcaklık anahtarı ve bir ısıtma göstergesi vardır. İstenilen sıcaklığa ulaşıldığında cihaz, kaynak işlemine hazır olduğuna dair sesli veya ışıklı sinyal verir.
- Boruyu ve bağlantı parçasını ilgili nozullara yerleştirin ve aşırı ısınmadan veya yetersiz ısınmadan kaçınarak, süreyi kesinlikle talimatlara göre tutun.
- Isıtılmış parçaları nozüllerden çıkarın, ardından bir elemanı diğerine sokarak lehimleyin. Bu aşamada, eylemler kendinden emin ve net olmalıdır - öğeleri ileri geri hareket ettirmek veya eksen boyunca döndürmek yasaktır.
- Polipropilenin soğumasına izin verin - yapıyı bir süre mekanik baskı olmadan bırakın.
- Bağlantıyı kusurlara karşı görsel olarak kontrol edin: teknoloji takip edilirse, dikiş tek tip ve güçlü olacaktır.
Polipropilen bağlantı parçaları kullanılarak HDPE boruların lehimlenmesi.
Açıkçası ben bu yönteme karşıyım. Şimdi nedenini açıklayacağım:
- Polipropilen ve polietilen farklı erime noktalarına sahiptir. HDPE 100 santigrat derecenin biraz üzerinde erirken polipropilen 260 derecede erir. Kaynak kalitesiz olacaktır.
- Böyle bir bağlantı yapıldığı ortaya çıksa bile, hangi baskı için tasarlandığı ve ne kadar süre tutabileceği hala net değildir.
Ayrıca okuyun: Kablolar için baraların bağlanması
Bu nedenle bu tür deneylerde zaman ve para israf etmemenizi tavsiye ederim.
Büyük HDPE boruların normal sıcaklıkta doğru lehimlenmesi
İki türdendirler:
- düşük mukavemetli - yüksek basınç altında yapılırlar ve düşük yoğunluk elde ederler;
- yüksek mukavemetli (HDPE) - düşük basınç altında yapılır, ancak yüksek yoğunluk kazanır.
Yüksek mukavemetli polietilen borular için başka bir isim - HDPE, düşük basınçlı polietilen anlamına gelir. İsimdeki "düşük basınç" ifadesi, ürünlerin üretildiği koşulları ifade eder ve uygulama kapsamı ile ilgili değildir. Düşük basınçlı polietilen (HDPE), yüksek basınç ve sıcaklık koşullarında - ana gaz veya su boru hatlarında kullanılır. Polipropilen boruları doğru lehimlemek kolay bir iş değildir.
HDPE ürünleri çok çeşitli çaplarda (20 mm ila 1 m 20 cm) ve et kalınlıklarında üretildiğinden, polietilen boruları lehimlemek için birden fazla birleştirme yöntemi ve birçok ekipman türü bulunmaktadır. Polietilen boruların kaynağı aşağıdaki yöntemlerden biriyle gerçekleştirilir:
- popo (veya popo);
- çan şeklinde;
- elektrofüzyon.
Böyle bir lehimleme için özel bir lehim makinesine ihtiyacınız var.
PE boruların endüstriyel koşullarda alın kaynağı, mekanik veya hidrolik tahrikli pahalı ve hacimli bir ünite tarafından yapılır. Cihaz seti, merkezleme için kılavuzlar, bitişik kenarların düzgün kesilmesi için bir düzeltici, bir ısıtma elemanı, sürücüler ve zamanlayıcılar içerir. Uçtan uca teknolojinin kendisi basittir, ancak kullanılan ekipman ucuz değildir: HDPE borular için bir kaynak makinesinin fiyatı ortalama 250 bin ruble ve ayrı bir ısıtma elemanının maliyeti yaklaşık 50 bin.
Ulaşılması zor yerlerde bir havya ile polietilen borular için lehimleme şeması
Polietilen boruların lehimlenmesi aşağıdaki şemaya göre gerçekleşir:
- Bağlanacak ürünler boru kaynak makinesine sokulur, ortalanır;
- aralarına HDPE'yi eşit şekilde kesen ve talaşları kaldıran otomatik bir yüz oluşturma aracı yerleştirilir;
- zıt uçlar birleştirilir, kenarların hizasının ve sıkılığının görsel kontrolü gerçekleştirilir;
- kaynaklanacak uçlar yağdan arındırılır, aralarına bir ısıtma elemanı yerleştirilir;
- uçlar, belirli bir sıcaklıkta belirli bir süre ısıtılır ve eritilir;
- ısıtma elemanı çıkarılır ve bağlantı, zamanlayıcı tarafından ayarlanan bir süre boyunca soğur;
- boru hattının esnekliğini etkilemeden güçlü bir bağlantı elde edilir.
Evde, aynı prensibe göre olur, ancak daha basit cihazlar kullanılır - polietilen borular için bir havya. 30 bin ruble maliyeti, Teflon kaplı ve yüksek sıcaklıklara - 300 ° C'ye kadar dayanabilen bir kaynak aynasıdır.
Polietilen boruların alın kaynağı parametreleri: sıcaklık, ısıtma ve soğutma süresi - çapa ve duvar kalınlığına bağlıdır, kaynakçılar tarafından özel bir tabloya göre ayarlanır. Birçok cihazdaki hataları ortadan kaldırmak için parametreler otomatik olarak ayarlanır.
HDPE boruların elektrofüzyon kaynağı endüstriyel kategoriye aittir ve boru hattının elektrik akımının sağlandığı ve sıcaklık yükseldiği kaplin altındaki bölümünün eritilmesinden oluşur. Polietilen borular için elektrofüzyon kaplinler, çalışma sırasında büyük miktarda elektrik tüketir ve daha maliyetli kabul edilir, ancak büyük boyutlu bir cihazın kullanılmasının imkansız olduğu durumlarda yardımcı olurlar. Evde kullanılabilirler.
Polietilen boruların uygulama kapsamı
Polietilen ürünler modern yapılarda yaygın olarak kullanılmaktadır.
Su boru hatları, kanalizasyon sistemleri, gaz boru hatları yapımında kullanılırlar. PE borular, basınç ve yerçekimi kanalizasyonlarında uygulamalarını bulur, elektrik ve telefon kabloları için koruyucu kılıf görevi görür.
Eski ağların yeniden inşası polietilen borular yardımı ile gerçekleştirilmektedir. Değiştirme, yıpranmış iletişimin yok edilmesiyle gerçekleştirilebilir, ancak nüfusa su beslemesinin durdurulmasını ve kanalizasyon sisteminin kapatılmasını gerektirmeyen eskilere paralel olarak yenilerini koymak mümkündür. Kuyuların ve diğer iletişim ve sıhhi tesislerin yeniden inşası, bozulma derecesine bağlıdır. Tek tek parçalar (boyunlar, kapatma vanaları, vb.) Kısmi olarak değiştirilmeye tabi olabilir; gerekirse, boru hatlarının tamamen değiştirilmesiyle büyük bir revizyon gerçekleştirilir.
TASARIM PRESTIGE LLC
Sert Lehimle Güçlendirilmiş Polivinil Klorür Borular
Lehimleme, polipropilen analoglarının kaynağı için kullanılan aynı makine kullanılarak yapılabilir. PVC ürünlerin duvarları daha kalın ve daha serttir, bu nedenle bunları bağlamak için bağlantı parçaları gerekir. Erime noktaları daha düşüktür, bu nedenle bu tip sıcak su temini için kullanılmaz - boru hattının duvarları yüksek sıcaklıkların etkisi altında deforme olur. Lehimleme, birleştirilecek ürünlerin uçlarının eritildiği nozullu elektrikli kaynak makinesi ile yapılır. Pvc boruları düzgün bir şekilde lehimlemek için birkaç adım uygulamanız gerekir:
- kenarları temizleyin;
- varsa takviyeyi kaldırın;
- erime sıcaklığını en fazla 200 ° C'ye ayarlayın
Aletler, fikstürler, eylem sırası polipropilen numunelerle çalışırken olduğu gibidir.
VİDEOYU İZLE
Günlük yaşamda, polipropilen, polietilen veya PVC borular genellikle plastik olarak tek bir genel kelime ile anılır ve bağlantı ilkelerinin çok ortak noktası vardır. Herkes boruları düzgün bir şekilde lehimleyemez, ancak herkes öğrenebilir.
Günümüzde hayatımızın ve endüstrimizin birçok alanında polimer ürünler kullanılmaktadır. Ancak HDPE - düşük basınçlı polietilen - özellikle popülerdir. Bu malzeme güçlüdür, dayanıklıdır ve düşük özgül ağırlığı nedeniyle kurulumu kolaydır. Çeşitli amaçlar için boru hatları genellikle polietilen borulardan yapılır. Ayrı iş parçalarını bağlamak için HDPE ürünleri kaynaklanır. Yazımızda HDPE boruların kaynak çeşitlerinden ve özelliklerinden bahsedeceğiz.
Bağlantı çeşitleri
Polietilen boruları bağlamak için aşağıdaki yöntemleri kullanabilirsiniz:
- Ayrılabilir. HDPE boşluklarının böyle bir birleştirmesini gerçekleştirmek için çelik flanşlara ihtiyaç duyulacaktır. Bu yanaşma prensibinin temel özelliği, boru hattının çalışma sırasında sökülebilmesidir.
- Ayrılamaz. Bu durumda, iletişimi parçalarına ayırmak işe yaramayacaktır. Böyle bir bağlantı yapmak için iş parçalarının kaynaklanması gerekir. Bunun için aşağıdaki yöntemlerden biri kullanılabilir:
- polietilen boşlukların alın kaynağı;
- HDPE ürünlerinin kaplinler vasıtasıyla kaynağı.
Boru hatlarını büyük çaplı elemanlardan monte etmek için termo dirençli bağlantı parçaları veya alın kaynağı kullanılır. Her iki yöntemi de kullanırken, güvenilir bir monolitik bağlantı elde edilir.
Hızlı polietilen borular
Polietilen ürünlerle ilgili sorunlar, tüm viskoelastik termoplastiklerin özellikleriyle ilişkilidir. Mukavemetleri büyük ölçüde bükülme ve sıkıştırma derecesine bağlıdır ve genel olarak nispeten küçüktür. Polietilen, renklendirici katkı maddeleri (genellikle is) ve koruyucu boya kullanılarak telafi edilmesi gereken ultraviyole ışığa duyarlıdır. Polietilenin termal genleşmesi oldukça yüksektir ve yapıcı bir L veya U-şekilli boru dirseği ile telafi edilmesi gerekir.
Bugün, yerli yeraltı boru hatları yaklaşık 2 milyon kilometre uzunluğundadır. Bunlar çoğunlukla çelik boru hatlarıdır. Örneğin, polietilen borular, tüm gaz boru hatlarının yaklaşık% 10'unu oluşturur. Diğer ağlar da bu parametrede çok yüksek performansa sahip değildir. Bununla birlikte, modern boru hatlarının yüzde cinsinden polietilen borular lehine değişme eğilimi vardır.
HDPE ürünlerin alın kaynağı
HDPE boruların alın kaynağı, kaynak ekipmanının kullanılmasını gerektirir. Kaynak sırasında hiçbir ek parça kullanılmadığı için montaj işlemi büyük ölçüde basitleştirilmiştir. Bu şekilde, yalnızca HDPE boşlukları kaynaklanabilir.
Dikkat: HDPE ürünlerinin yüksek kaliteli alın kaynağı, yalnızca tek bir dikiş kullanılarak yapılırsa işe yarar. Bundan dolayı, birleştirilecek parçaların birleşim gücü en üst düzeye çıkacaktır.
Polietilen boruların alın kaynağı, tüm boru hattı boyunca malzemenin esnekliğini koruduğu için en etkili ve çok yönlü teknolojidir. Bu yöntem, kullanılan boru hattı kurulumunun türüne bakılmaksızın (hendek, kazısız veya açık) uygulanabilir.
Polietilen boruların alın lehimlenmesi aşağıdaki sırayla gerçekleştirilir:
- İlk olarak, birleştirilecek iş parçalarının uçları kaynak ekipmanının merkezleyicisine takılmalıdır.
- Parçalar pamuklu bir peçete ve alkol kullanılarak hizalanıp sabitlendikten sonra toz, kir ve yağın uçlarını temizlemek gerekir.
- Daha sonra kaynaklanacak uçlar, bir yüz oluşturma cihazı kullanılarak işlenir. 0,5 mm'den daha kalın olmayan tek tip talaşlar oluşmaya başladığında kırpma durdurulur. İş parçası artık çıkarılabilir ve uçların paralelliği elle kontrol edilebilir.
- Kaynak yapılacak yüzeyler arasında kabul edilemez bir boşluk bulunursa, düzeltme işlemi tekrarlanmalıdır.
- Bundan sonra borular lehimlenir. Bunu yapmak için, yapışmaz kaplamalı bir ısıtma elemanı kullanarak, iş parçalarının uçları gerekli sıcaklığa ısıtılır.
- Uçlar yeterince eridiğinde, kaynak yapılacak ürünleri ayırırız, ayrıca kaynak bölgesinden ısıtma için elemanı çıkarırız.
- Bundan sonra kaynak yapılacak uçlar kapatılabilir ve gerekli değere ulaşıncaya kadar kenetleme basıncı arttırılabilir.
- Kaynak, belirli bir süre basınç altında tutulmalıdır.
- Bundan sonra kaynağın kalitesi kontrol edilir. Bunun için çapağın görünümü, genişliği ve yüksekliği değerlendirilir.



HDPE boşluklarının soket kaynağı
HDPE boruların kaplin yöntemiyle kaynağı, lehim demiri adı verilen özel bir kaynak ünitesi ve ayrıca çapı farklı olabilen bir dizi özel nozul kullanılarak gerçekleştirilir. Nozulun boyutu, kaynaklı polietilen boruların çapına göre seçilir.
HDPE boru hatlarının birleştirilmesi, bağlantı parçaları kullanılarak gerçekleştirilir. Bu ürünlerin konfigürasyonu değişiklik gösterebilir. Açı, tişört veya bağlantı şeklinde gelirler. Bu lehimleme yöntemi ile iş parçalarının ve bağlantı parçalarının uçları kaynaklanır.
Önemli: Soket kaynağının ana avantajı, iş parçalarının eksenel yer değiştirmesinin zor olduğu ulaşılması zor yerlerde gerçekleştirilebilmesidir.
Polietilen parçaların ısıtılması, iş parçasının kaynak ünitesinin ısıtılmış metal kısmı ile teması ile gerçekleştirilir. İki döner parçadan oluşur:
- mandrel, bağlantı parçasının iç yüzeyini ısıtır;
- ısıtma borusu manşona yerleştirilir.
Bu nozulu lehimleme ünitesinin deliğine takmak için manşon ve mandrel birlikte bükülmelidir.
Polietilen boruların kuplaj yöntemi kullanılarak lehimlenmesi aşağıdaki hazırlık önlemlerini içerir:
- İş parçaları özel makasla istenilen ölçülerde kesilmelidir. Bu durumda, kesimin ürünün boylamasına eksenine kesinlikle dik olmasını sağlamak gerekir.
- Lehimleme yapılmadan önce birleştirilecek iş parçalarının uçları temizlenmelidir.
- Kaynak sırasında istenmeyen soğumayı önlemek için halihazırda bağlı olmayan boruların uçları tapalarla kapatılır.
- Bundan sonra, kaynak nozulunun yüzeyini önceki çalışmadan sonra kalmış olabilecek malzeme parçacıklarından temizlemeniz gerekir.
Şimdi, aşağıdaki sırayla gerçekleştirilen kaynak işleminin kendisini başlatabilirsiniz:
- Öncelikle nozul kaynak sıcaklığına kadar ısıtılmalıdır. Değer istenilen seviyeye ulaştığında, havya gövdesi üzerindeki gösterge sinyal verecektir.
- Bundan sonra, HDPE borusu durana kadar manşonun içine sokulmalıdır. Sırayla, bağlantı parçası da durana kadar mandrel üzerine itilir. Çaplar biraz farklı olduğundan, prosedürü tamamlamak için biraz çaba sarf edilmesi gerekecektir.
- Boru kaynak süresini, bu göstergenin farklı çaplardaki ürünler için belirtildiği özel tablolara göre seçiyoruz.
- Boru şeklindeki elemanın yerleştirilmesi ve bağlantı parçası üzerinde kayma sürecinde, iş parçalarının yüzeyinden fazla malzeme eritilir ve sıkılır. Sonuç olarak, kaynak yapılan elemanların kenarı boyunca halka şeklinde bir boncuk oluşur - bir gart.
- Parçaları yerleştirirken basınç, iş parçası ve bağlantı parçası durma noktasına ulaştığında durdurulmalıdır.Bu koşula uymak çok önemlidir, çünkü aksi takdirde bağlantı yeterince güçlü olmayacaktır. İş parçasının daldırma derinliğini doğru bir şekilde belirlemek zor olduğundan, önce bu değeri ölçmek ve boru üzerinde bir işaret yapmak gerekir.
- Ardından kaynaklanacak iş parçalarını nozuldan çıkarın. Bundan sonra, boruyu halka şeklindeki damağa sıkıca yaslanacak şekilde armatüre takın. Bağlı elemanların soğumasına izin verin. Bu durumda, onları bükmemeli ve çeşitli mekanik etkilere maruz bırakmamalısınız.
Elektrofüzyon kaynağı
Böyle bir bağlantı yapmak için, içine gömülü ısıtma elemanlarının monte edildiği özel bir elektromıknatıs gereklidir. Bu kaynağı alın kaynağı ile karşılaştırırsak, pahalı elektrik kaplinleri satın alma ihtiyacı nedeniyle daha pahalıya mal olacaktır.
Bununla birlikte, bu tekniğin avantajları vardır:
- Boruların iç yüzeyinde çapak oluşmadığından boru hattının geçirgenliği azalmaz.
- Bu kaynak yöntemi, genel olarak kaynaklı bir ünite kurmanın imkansız olduğu sınırlı bir alanda kullanmak için uygundur.
İki iş parçasını boru hattının düz bir bölümüne bağlamak için geleneksel elektrofüzyon kaplinleri kullanılır. Ancak bazı durumlarda elektrofüzyon tleri ve eyer dalları gerekebilir. İşi tamamlamak için bir elektrofüzyon kaynak ünitesine ihtiyacınız olacak.
Kaynak prosedürü, polietilen kaynaklı bir bağlantı parçası kullanılarak gerçekleştirilir. Bu, ısıtma elemanı görevi gören yerleşik spirallere sahip özel bir üründür. Bu durumda, ısınmış spiral nedeniyle eriyen bağlantı malzemesinin bir kısmı iş parçasının polimer malzemesine bağlanarak kesintisiz bir monolitik boru hattı oluşturur. Bu arada, spiral sonsuza kadar ortaya çıkan dikişte kalır.
Önemli: elektrofüzyon teknolojisi, yüksek mukavemetli bir bağlantı elde etmenizi sağlar. Bununla birlikte, bu yöntemin yüksek maliyeti nedeniyle, gaz ve petrol ürünlerinin taşınması için basınç iletişiminin kurulumunda kullanılır.
Elektrofüzyonla kaynak aşağıdaki sırayla gerçekleştirilir:
- Özel kesim ekipmanı yardımı ile borular istenilen büyüklükte parçalar halinde kesilir.
- Ayrıca, iş parçaları kaynak noktasında kirden arındırılmalı ve yağdan arındırılmalıdır. Elektrofüzyon aynı işleme tabi tutulmalıdır.
- Ardından, boru şeklindeki elemanlar üzerinde, borunun manşona yerleştirilme derinliğini kontrol etmenizi sağlayacak işaretler yapılır.
- Kaynak sırasında elemanların istenmeyen soğumasını önlemek için serbest boru uçları tıkanır.
- Özel teller yardımı ile kaynak ünitesi elektrik kapline bağlanır, start butonuna basılır.
- Belirli bir süre sonra, ünite kendi kendine kapanacak ve bu da kaynağın tamamlanması anlamına gelecektir.
- Bu şekilde elde edilen bağlantılar ancak bir saat sonra çalıştırılabilir.
Dikkat: Yüksek kaliteli bir dikiş elde etmenin ana koşulu, kaynak ve soğutma işlemi sırasında parçaların hareketsizliğidir.
Elde edilen kaynaklı bağlantılara aşağıdaki şartlar uygulanır:
- Kaynağın halka şeklindeki boncukları, kaynak işleminden önce iş parçası üzerinde yapılan işaretle örtüşmelidir.
- Boru bölümlerinin birbirine göre izin verilen yer değiştirmesi, HDPE elemanının duvar kalınlığının% 10'undan fazla değildir.
- Kaynak yapılacak iş parçasının duvar kalınlığı 5 mm'den fazla değilse, yüksek kaliteli bir kaynak için boncuk yüksekliği yaklaşık 2,5 mm olmalıdır. 6-20 mm et kalınlığına sahip kaynak borularında damak yüksekliği 5 mm'den fazla olmalıdır.
HDPE boşluklarını kaynaklamak için bir yöntem seçerken, kurulu hizmetlerin çalışma koşullarını dikkate almaya değer. Yalnızca bu faktör hesaba katılarak, kendisine ayrılan tüm dönem boyunca etkili bir şekilde çalışacak güvenilir ve yüksek kaliteli bir boru hattı inşa edilebilir.
Yer imlerine ekle
Evdeki boru hattını değiştirmek gerektiğinde, bunu kendiniz mi yapacağınız yoksa bir usta mı çağıracağınız sorusu ortaya çıkar. Son zamanlarda, bir sıhhi tesisatı tamir etmesi için bir tesisatçıyı aramak tanıdık ve doğal bir şeydi. Ancak şimdi, düşük maliyetli, oldukça iyi mukavemetli ve kolay kurulum yöntemine sahip plastik borular (metal-plastik, polipropilen, plastik, HDPE ürünleri) ortaya çıktığında, kendi kendine kurulum durumları giderek daha yaygın hale geliyor. Polietilen boruların lehimlenmesi, bir su tedarik sistemi kurma sürecini önemli ölçüde koruyacaktır.
Plastik boru çeşitleri: polietilen, polipropilen, metal-plastik.
Ama kendinizi nasıl lehimleyeceksiniz ve bunun için ne gerekli?










Açmanın doldurulması
İçerisinde 20 mm ölçüsünde taş bulunmayan açmadan çıkarılan toprak, ilk dolgu için kullanılır. Üstünden yaklaşık 15 cm yükseklikte, borunun tüm uzunluğu için üretilir. Dolguyu sıkıştırmak gerekirse, toprak belirli gereksinimleri karşılamalıdır. İnce çakıl (20-20 mm) veya kırma taş (4-44 mm) kullanabilirsiniz. Toprak doğrudan boru hattına düşürülmemelidir. Açmanın altına döşenen gömülü bir boru hattının sıkıştırılması gerekiyor. Doldurulan toprak, kaymaması için borunun her iki tarafına 20 cm katmanlar halinde sıkıştırılır. Toprak doğrudan borunun üzerine sıkıştırılmaz.
Geri doldurma, sıkıştırmadan sonra gerçekleştirilir ve boru üzerinde yaklaşık 30 cm'lik sıkıştırılmış bir katman elde edilir. Hendek kazılmış toprakla doldurulabilir, en büyük taşların boyutuna 300 mm'den fazla izin verilmez. Yaklaşık 30 cm kalınlığında bir koruyucu dolgu tabakası olsa bile dolgu için kullanılan topraktaki taşların boyutu 60 mm'den fazla olamaz.
TASARIM PRESTIGE LLC
Ne tür bir ürün seçmelisiniz?
Çok uzun zaman önce, su temini alanında metal borular en yaygın ve uygun fiyatlıydı, ancak şimdi çeşitli plastik sistemler ortaya çıktı. Her türün kendi artıları ve eksileri vardır. Plastik yapıların temel genel avantajları, kolaylık ve kurulum kolaylığı, korozyon direnci, iyi performans (akan su sesi olmaması, uzun hizmet ömrü vb.).
Bazılarına bir göz atalım:
- Takviyeli plastik borular iyi bir ısıl iletkenliğe sahiptir, ancak mekanik gerilime çok dayanıklı değildir.
- Metal-plastik için, bağlantı parçaları ve bir sıkma aleti gereklidir, özel bir kaynak cihazı gerekli değildir. Her türlü su için kullanılır.
- Polipropilen ürünler, parçaların kaynaklanması için özel ekipmanların kullanılmasını gerektirir, geniş bir uygulama yelpazesine sahiptir, çeşitli varyasyonlar mümkündür: çok katmanlı, fiberglas, tek katmanlı, karbon fiber.
- Çapraz bağlı polietilenden yapılmış borular performans özelliklerini artırmıştır, montaj sırasında sadece soğuk bağlantı yöntemleri kullanılır, bu tür elemanların lehimlenmesine gerek yoktur, ısıtma ve su temini için kullanılırlar.
- PVC yapılar en ucuz seçenektir. Bu tür elemanlar sert bir yapıya sahiptir, boru hattının hem gizli hem de açık olarak döşenmesine izin verir, kurulum için özel aletler gerektirmez.
- Polietilen borular veya HDPE (düşük basınçlı polietilen sistemler) iyi performansa sahiptir.
Son zamanlarda farklı firmalardan ustalar tarafından kullanılmaya başlandı. Bu tipin özellikleri; düşük ağırlık, boru bölümlerinin ve elemanlarının basit ve hızlı montajı, suyla etkileşime girmemesi ve korozyona duyarlı olmaması, düşük maliyet ve dayanıklılıktır. Sanayi ve içme suyu döşemek için kullanılırlar. Elemanların montajı için özel bağlantı parçaları kullanılır ve polietilen boruların iki yoldan biriyle (alın eklemi veya soket içinde) lehimlenmesi.HDPE sistemlerinin parçalarını doğru şekilde lehimlerseniz, boru hattı sizi dayanıklılık, güvenilirlik ve güçle memnun edecektir.
Boru tesisatı yapım süreci
Sürecin kendisi çok basit olduğu için sorunun (hem plastik hem de HDPE) bunu yapmaktan ziyade bir soruya eşitlenebileceğini belirtmek gerekir. Tüm bölümler bağlantı parçaları kullanılarak monte edilir ve boru hattına lehimlenerek bağlanır, bu nedenle en önemli şey uygun bir cihazın seçimidir. Ancak, ekleme yönteminin genel sırasına bakalım.
Araçlar ve parçalar:
- Ütü ve havya. Herhangi bir özel alet mağazasından satın alabilirsiniz, ancak ucuz seçenekleri kovalamamalısınız, çünkü bu işin kalitesini etkileyecektir. Mağazadaki uzmanlardan veya danışmanlardan tavsiye isteyin ve uygulamanız için en iyi havyayı bulmanıza yardımcı olacaklardır. Her bir havya benzer bir cihaza sahiptir, tek fark ev tipi veya profesyonel tipte olduğu kadar, dış ve iç yüzeyler / parçalar için gerekli bit çiftinin seçildiği çaptadır.İyi seçilmiş bir alet sayesinde bir lehim havyası gibi boruyu ısıtmak ve uçları sıkıca bağlamak, böylece iki boru parçasının "yapıştırılması" ve uzun yıllar boyunca güvenilir ve güçlü bir bağlantı oluşturulması mümkün olacaktır.
- Kaplinler, bağlantı parçaları, köşeler, tapalar, tees, duvara montaj için klipsler, ısıtıcılar Basit bir inşaat kalemini, ölçüm bandını ve plastik makası unutmayın.
Konumu dikkatlice değerlendirin ve gelecekteki boru hattının bir çizimini çizin
Tüm parçaları kontrol edin, malzemeleri minimum kayıp ve yanlışlıkla kesin. Mümkünse kendinize tüm işlerde size yardımcı olacak ve kurulumu daha doğru bir şekilde gerçekleştirmenize izin verecek bir asistan bulun, ancak bu mümkün değilse, o zaman bunu tek başınıza yapabilirsiniz.
Yaygın bir yöntem, parçaların 180ºº'nin üzerindeki bir sıcaklık aralığında lehimlenmesi gereken hızlı kurulumdur. Bu polietilen boruları lehimleme yöntemi, boru hattını yeterince hızlı bir şekilde monte etmenizi sağlar.
İki bitin alınması gerekir: bir havya ve daha büyük çaplı parçalar kullanarak, boru bölümünün dış kenarını ısıtın ve biraz daha küçük çaplı - iç kenar, ardından elemanlar ısıtılır. Ardından, iki parçayı birbirine bağlamak ve kenarları hafifçe birleştirerek sıkıca ve sıkıca bastırmak gerekir. O zaman tüm elemanların sabitlenmesi ve soğutulması için biraz zaman beklemek zorunludur.
Her şey yeterince basit. Önemli olan iyi bir havya ve malzemedir.
HDPE polietilenden yapılmış borular, su beslemesinden gaz boru hatlarına ve kablo kanallarına kadar hemen hemen tüm modern iletişim sistemlerinde kullanılmaktadır. Güçlü, esnek ve dayanıklıdırlar. Bir polietilen boru hattı sisteminin doğru montajı, boru bölümlerinin birleşim yerlerinde bile güvenilirliğini sağlayacaktır ve HDPE boruları kendi ellerinizle nasıl bağlayacağınızı bilmek, kurulumlarında tasarruf etmenizi sağlayacaktır.
Kazısız boru hattı döşeme
Polietilen boruların kazısız döşenmesinin diyagramı
Bazı durumlarda, boru hattı hatları bir demiryolu, yoğun trafik arteri, nehir veya başka bir engelle kesiştiğinde, açık bir hendek döşemek mümkün değildir. Bunun nedeni, bir hendek kazma maliyetini olabildiğince en aza indirme ihtiyacı olabilir. Bu, polietilen boru hatlarının kazısız döşenmesi yönteminin uygulanmasının temelidir. Yatay yönlü sondajın kazısız döşenmesi yöntemi (HDD yöntemi) yaygınlaşmıştır.
Yatay delme, zemini açmadan iletişim kurmanın özel bir yoludur. Çalışma, borunun yüzeye çıkarıldığı noktada başlar. Teknoloji, yüzeye çıkması planlanan yerde matkabın yüksek doğruluğunu garanti eder.Yöntem, 100 m'den daha uzun ve 630 mm veya daha fazla çapa sahip yeraltı borularının döşenmesine izin verir. İki ana yatay delme yöntemi vardır: kılavuzlu ve kılavuzsuz.
Kılavuzlu yatay delme, tünel açma makineleri tarafından, yıkama ve pilot delme yoluyla gerçekleştirilir.
Kontrolsüz yatay delme iki şekilde gerçekleştirilir: 1) muhafazasız (ram roketi, yer değiştirmeli delme, burgu delme) ve 2) muhafazalı (enjeksiyonla delme, delme, darbeli delme, koçla delme).
Yatay sondaj ve kazısız polietilen borular en modern teknoloji olarak kabul edilir. Kuyuyu genişletmek için özel bir sondaj uzantısı kullanılır. Yerleşimi iyileştirmek için kuyu, kanalın kendisini oluşturan ve yağlayan sondaj çamuru ile muamele edilir.
Bu nedenle, polietilen ürünlerin özellikleri, izin verilen minimum bükülme yarıçapı tarafından getirilen kısıtlamaları hesaba katarak, halihazırda bilinen herhangi bir yöntemi kullanarak kurulumlarına ve döşemelerine izin verir.
Çekilmiş veya itilmiş bir polietilen boru, borunun kendisinin 120 çapından daha büyük bir eğrilik yarıçapı ile eski bir rotanın konfigürasyonunu tekrarlayabilir. Metal ürünler pratikte böyle bir bükülme yarıçapına sahip değildir.
TASARIM PRESTIGE LLC
Borunun sisteme montajı
HDPE borular, her biri 6 ve 12 metre olan standart uzunluklarda ve ayrıca her biri 100-500 metre olan bobinler veya uzun bobinler halinde ölçülen uzunluklarda üretilir. Belirli bir odada sisteme kurulum sürecinde mutlaka aşağıdaki işlemler gerekecektir:
- Lehimleme veya bir bağlantı bağlantısı için polietilen boruların kesilmesi (kesilmesi). Bu işlem, kesmenin boru yüzeyine dik, çatlak ve çapaksız, mümkün olduğu kadar pürüzsüz olması için çok dikkatli yapılmalıdır. Böyle bir kesi şu şekilde yapılabilir:
- 15 ila 30 mm çapındaki boruları işleyebilen manuel veya elektrikli boru kesici,
- 15 ila 160 mm çaplı ev tipi borular için dairesel kesici,
- 63 ila 350 mm çapında bir borunun yüksek kaliteli bir kesimini oluşturmak için kullanılan "boru giyotini",
- En pahalı profesyonel alet olan ve 1600 mm çapa kadar temiz ve eşit kesimler yapabilen şerit testere.
- Büyük bir boru çekimi satın alırken, bobin halkalarını düz parçalar halinde doğrultmak gerekecektir. Zorluk, boruyu düzeltirken yanlışlıkla ona zarar verebileceğiniz gerçeğinde yatmaktadır. Burada boru malzemesinin termoplastik bir polimer olan HDPE olduğunu hatırlamanız gerekir. Bu nedenle hafif bir şekil değişikliği için ürünleri kısa bir süre ılık bir yerde (ısıtılmış bir odada, güneşte) tutmak veya sıcak suyla durulamak yeterlidir. Bundan sonra kolayca bükülürler.
- Düz çizgi parçalarını bükerek bir açı oluşturmak. Bu durumda, arkın düzleştirilmesine göre belirli bir alanın daha fazla ısıtılması gerekecektir. Bunu yapmak için, aynı sıcak suyla ısıtmayı, bir bina saç kurutma makinesini veya basit bir gaz brülörünü kullanın.
DİKKAT! HDPE boruyu bükmek için çok dikkatli ısıtılmalıdır, çünkü düşük ısıtma ile virajda kırılabilir ve çok yüksek bir sıcaklık ona zarar verebilir.
Kurulum işinin organizasyonu
Polietilen borularla kaynak ve montaj işleri ya temel şemaya göre ya da yönlendirme yöntemi ile yapılır. Temel yöntem, nesnenin kaynak sahasının yakınında bulunduğu, boruların önceden bağlandığı ve daha sonra hazır bölümlerde boru hattı güzergahına getirildiği durumlarda kullanılır. Bölümün uzunluğu 30 metreden fazla olabilir.Şantiyede, sağlam bir dişe kaynaklanır ve daha sonra bükülme yarıçapını bozmamak için bir hendekte dikkatlice döşenmelidir.
Rota kaynağı, hendek boyunca boru döşenmesi ile başlar.Ardından mobil kaynak tesisatları ile montaj ve kaynak yapılır. Küçük çaplı borular hendeğe manuel olarak döşenebilir. Bununla birlikte, en yaygın olarak boru döşeyiciler veya vinçler kullanılır. Bitmiş iplik, daha önce birbirinden 5-10 metre mesafede yerleştirilmesi gereken kenevir ipleri veya yumuşak askılarla sabitledikten sonra, eşit olarak sarsıntı olmadan indirilmelidir. Montaj sırasında kritik bükülme yarıçapının aşılmaması için tek parça kaynaklı kordon, dikkatlice hendeğe indirilmelidir. Son halkayı kaynakladıktan sonra ilk önce en az 2 saat beklemelisiniz.
TASARIM PRESTIGE LLC
Bağlantı yöntemleri
Polietilen boruları bağlama yöntemleri iki ana gruba ayrılabilir: ek parçalar (kaplinler ve bağlantı parçaları) kullanarak kurulum ve bağlantıların doğrudan kaynağı.
Kaynak
Kaynak dikişleri, katı yüzeylere benzer yüklere dayanarak, tam derz sızdırmazlığı ile en güçlü tek parçalı eklemi sağlar. Sert lehim, çapı 50 mm'den büyük olan borulara uygulanır ve özel bir kaynak makinesi gerektirir.
HDPE boru bölümlerinin kaynağı yapılabilir:
- Popo. Bu durumda, kesiklerin özel bir düzgünlüğü ve boru et kalınlığının en fazla% 10'u kadar birbirlerine göre yer değiştirmeleri gerekir. İş sırayla gerçekleşir:
- Boru bölümleri tüm kirleticilerden temizlenir ve yağdan arındırılır (örneğin alkol veya diğer maddelerle),
- Her iki uç da polimerin viskozitesine ısıtılır,
- Boru bölümleri basınçla bağlanır ve tamamen soğuyana kadar hareketsiz sabitlenir. Bu durumda, güvenilirliğini sağlamak için dikişin girintiler ve çıkıntılar olmadan eşit olmasını sağlamanız gerekir.
- Elektrofüzyon manşon kullanımı ile. Burada ayrıca, yerleşik bir spirali olan ve ısındığında hızla eriyebilen bu tür kaplinlerle çalışmak için bir aparata ihtiyacınız olacak:
- Temizlenmiş ve yağı alınmış boru uçları manşona sabitlenir,
- Aparatın terminalleri erimeye başlamadan önce spiralin çıkışlarına bağlanır,
- Boru tamamen soğuyana kadar sabitlenir.
Bunun nasıl yapıldığını görmek için videoyu izleyin.
ÖNEMLİ! Kaynaklı kaplinler genellikle basit kaynağın zor olduğu ulaşılması zor yerlerde kullanılır: bağlantılar oluştururken veya halihazırda kurulu sistemleri tamir ederken, kuyularda vb.
Kurulum
Doğrudan montaj, mevcut tüm tiplerdeki bağlantı parçaları kullanılarak sökülebilir bağlantıların oluşturulması anlamına gelir: kaplinler, köşe dirsekleri, tees, 4 uzunluk için ayarlanabilir, vb. Bu tür bağlantılar genellikle monte edilmiş derzlerin süper mukavemetinin gerekli olmadığı sistemlerde veya sökme ve yeniden yapımın gerekli olabileceği alanlarda (örneğin, yaz dönemi için harici bir sulama sistemini bağlamak için özel bir evde) gerçekleştirilir.
Kaynaksız montaj aşağıdaki şekillerde gerçekleştirilebilir:
- Boruların, üzerlerinde düzenlenmiş soketler yardımıyla bağlanması, O-ringlerle donatılmış, bunun için sadece boruların karşılık gelen elemanlarını birbirine koymak ve iyice bastırmak yeterlidir.
- Sıkıştırma elemanlarıyla bağlantı bağlantısı birkaç aşamada gerçekleşir: boru kesiği üzerinden bir kelepçe somunu çekilir;
- boru, bağlantı parçasının bağlantı parçasına durana kadar sıkıca yerleştirilir;
- sıkıştırma somunu anahtarlarla sıkılır.
HDPE boruların kullanım kapsamı
HDPE boru hatları, çeşitli boru hatları için kullanılır:
- soğuk su temini;
- gaz temini;
- atık su bertarafı;
- yağmur suyu dahil kanalizasyon;
- gizli kablolama için.
Boru hattının amacına bağlı olarak bağlantı yöntemi seçilir:
- Sıhhi tesisat için açıklanan kurulum yöntemlerinden herhangi birini kullanabilirsiniz. Bununla birlikte, bağlantı parçaları kullanılarak çıkarılabilir bağlantılar yeterli olacaktır.
- Kanalizasyon sistemi, boruları birbirine geçirerek çan şeklinde monte edilir. Bu tür malzemelerde sızdırmazlık sağlamak için özel bir sızdırmazlık lastik halkası vardır.
Kablolama düz veya oluklu borulara döşenir.Güvenilirlik için difüzyon kaynaklı bir montaj kullanılabilir.