Bakır borular için lehim pastası

Çok az insan lehimleme akısının ne anlama geldiğini bilir. Akı, lehimin eklem alanını daha iyi doldurmasına yardımcı olan kimyasal elementlerden oluşan bir maddedir. Ek olarak, akının işlevlerinden biri de borik ve hidroklorik asitler gibi oksidasyon sürecinden kir ve ürünleri uzaklaştırmaktır. Her şeyin dışında, havadaki oksijene karşı koruyucu bir film tabakası oluşturur... Bu özellikler göz önünde bulundurularak bağlanması gereken metal ürün türleri ve bağlantı boşluğunu dolduracak maddelerin doğru seçilmesi, sıcaklık ısıtıcısının göstergelerinin kontrol altında tutulması gerekmektedir.
Akı türleri
- Birinci tip kimyasal yardımcı, korozyonu önlemede mükemmel bir iş çıkaran maddeleri içerir. Bu bağlayıcı madde, esas olarak sıvıyı çözen maddelerden ve fosfor gibi bir elementten oluşur. Karşılıklı çalışmalarının bir sonucu olarak, ayrılmaz bir bağlantı maddesi oluşur. Bu türü kullanırken lehimleme işlemi ortadan kalktıktan sonra temizlemek üzere tasarlanmış maddeler kullanma ihtiyacı ortaya çıkar. Çok karlı ve hiç de zahmetli değil.
- İkinci tür akı, organik çözücüler içinde mükemmel şekilde çözünebilen salisilik asitten oluşan bir maddedir. Bağlayıcı maddenin bu bileşenine ek olarak vazelin, alkol ve altın türevleri de temel olarak hizmet edebilir. Kullanımda bu tür bir akı kullanırsanız, dikişlerle ilgili olarak mükemmel bir sonuç elde edebilirsiniz, temizliğin yanı sıra düzgün bir görünüm kazanacaklardır.
- Üçüncü tip yumuşak bağlayıcı reçine ve sodyum borik asittir. Sodyum tuzu, 70 santigrat derece arasında değişen sıcaklıklarda erimeye başlar. Bu maddenin ve eriyen ürünlerinin kesinlikle insan hayatına ve sağlığına zararlı olmadığına özellikle dikkat etmek gerekir. Tüm bileşenleri tek bir bütün halinde karıştırarak bağlantı maddelerini kendiniz oluşturabilirsiniz.
Tozaltı arklı bakır lehimleme
Akı lehimleme arasındaki fark nedir?
Öncelikle, geleneksel ark lehimlemeden farklarını anlamanız gerekir. Bu nedenle, el kaynağına kıyasla, lehimleme işlemi daha verimli hale gelir. Geri tepme seviyesi yaklaşık 4-5 kat artar... Ve bu anlaşılabilir bir durumdur, çünkü elektrik akımı elektrot telinden sadece çıkışında geçer. Bu nedenle, bakırın kaynak işleminde akı kullanılması, yoğunluğu artan bir akımın kullanılmasını mümkün kılar. Elektrotun uzun süre yüksek sıcaklıklara maruz kalacağından endişe etmenize bile gerek yok, bu da kaplama malzemesinin ayrılmasına yol açacaktır.

Bakır borular için sert lehim malzemeleri
Ayrıca yüksek akım uygulama sürecinde metal ürünün erime derinliği yeterince yükselir. Bundan dolayı bile kalınlaşmış kenar kesilmeden lehimleme işlemi yapılabilmektedir. Erimiş haldeki metalin hava akımları, metal dikişler ve ek yerleri ile temastan yüksek düzeyde korunmasını sağlamanın yüksek kalitede olduğu gerçeğine itibar etmek gerekir.
Bakır boruları kendi elinizle lehimlemek
Minimum miktarda yabancı kalıntı, metal dikişlerde gözeneklerin olmamasıyla elde edilir. Bunun bir açıklaması var, metal kristallerin oluşum hızı artar, çünkü bağlantı dikişlerinin kaplamasında cüruf oluşumları mevcuttur.
Yumuşak konektörler kullanmanın dezavantajı, erimiş metalin mümkün olduğunca sıvı ve akışkan hale gelmesidir.
Bakır ürünler için bir fluks satın almadan önce, özel özelliklerine dikkat edin. Her şeyden önce, bir oksit filminin oluşumunu önlemek için bazı önlemlerin alınması gerekir:
- Yumuşak konektör ve lehimin sıcaklık göstergelerinin sınırlarını sürekli kontrol altında tutun, aynı olduklarından emin olmalısınız. Bir fluks seçerken, lehim tipine bağlı olarak performansına odaklanın.
- Sıcaklık göstergelerinin ideal bir çakışması elde edildiğinde, lehimleme işlemi sırasında sıcaklık değişikliklerini ölçmek için bir cihaz olarak kullanmak mümkün hale gelir. Bu nedenle, lehimleme sırasında elemanların aşırı ısınması imkansızdır.
Bugün satışta kuru, macun kıvamında ve sıvı flakslar var. Çoğu durumda, sıvı haldeki konektörler kullanımlarını sıvı lehim işleminde bulur. Kuru eritken kullanmak uygun değildir. Bakır ürünler için macun kıvamı, uygulamasında gecikme gerektirmediğinden oldukça uygundur. Yapılan işin yüksek kaliteli sonucunu elde etmek için fluks kalitesine özel dikkat gösterilmelidir.

Kalite aşağıdaki özelliklerle belirlenebilir:
- lehimlemeden sonra yüzey tamamen onunla kaplıdır;
- viskoz bir tabana ve yüksek yoğunluğa sahiptir, bu da hedefe lehimin kullanılabilirliğini sağlar;
- bir filmin oluşumundan korur, niteliksel olarak ondan temizler;
- homojen bir kimyasal bileşime sahiptir;
- yardımıyla, lehimleme işlemi sırasında tüm dikişler görülebilir;
- onu kullanarak, dik pozisyonda çalışma olasılığı ortadan kalkar;
- iyi çıkarılabilir kir.
Kaliteli bir ürün elde etmek için lehimleme işleminden sonra buna yönelik solventler yardımı ile ondan kurtulmak gerekir.
Bağlantı çeşitleri
Parçaların düşük sıcaklıkta lehimlenmesi
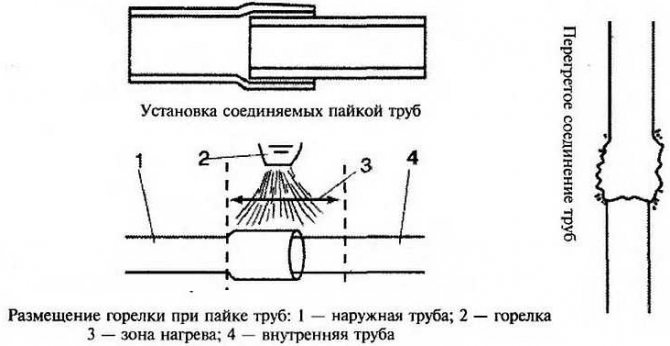
Bu lehimleme bakır boru teknolojisi, taşınan sıvının sıcaklığının + 130 santigrat dereceyi geçmediği ısıtma, su temini ve diğer benzer sistemler için yardımcı ağların kurulumunda kullanılır. Bu durumda, bir gaz brülöründen çıkan alev, ürünü + 450 santigrat dereceden daha fazla ısıtmaz ve parçanın boyutu 6-108 mm'dir (ayrıca "Polipropilen borular için bağlantı parçaları: tipleri ve teknik açıklamaları" makalesine bakın) .
Düşük sıcaklıkta lehimlemede lehim olarak çeşitli yumuşak metaller kullanılır: kurşun, kalay vb. Buradan itibaren bu yönteme "yumuşak lehimleme" denir. Bağlantı elemanlarının ölçülerine göre derz genişliği 7-50 mm olabilir.
Söz konusu bağlantı, çeşitli sıhhi tesisat sistemleri kurarken çok yaygındır.
Bu, aşağıdaki faktörlerden kaynaklanmaktadır:
- düşük sıcaklıkta lehimleme ile bakır tavlama yapmaz (bu da boru hattının gücünü etkiler);
- iş yapma süreci daha az zahmetli ve daha güvenlidir;
- yalnızca su taşıma sistemlerinin üretimi için geçerlidir;
- gaz boru hatlarını bağlamak için kullanılamaz.
Düşük sıcaklıkta lehimlemede lehim olarak kalay veya kurşun kullanılır
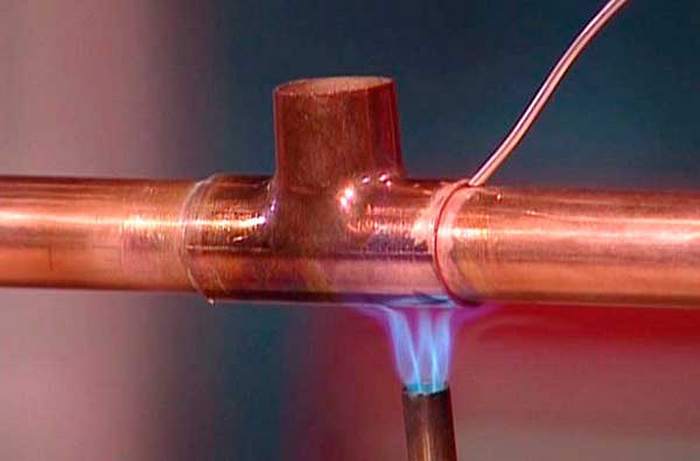
Parçaların yüksek sıcaklıkta lehimlenmesi
Bu durumda, bakır boruların lehimlenmesi + 450 santigrat dereceyi aşan bir alev sıcaklığında gerçekleştirilir.
Bu durumda, aşağıdaki metallere göre bir lehim kullanılır:
- bakır;
- gümüş;
- diğer alaşımlar kalaydan daha serttir.
Bu teknolojinin kullanımı, artan mukavemete sahip kalıcı bir bağlantı elde etmeyi ve taşınan ortamın çok daha yüksek bir sıcaklığına dayanmayı mümkün kılar.
Bağlantının başka bir adı "sert lehimleme" dir.

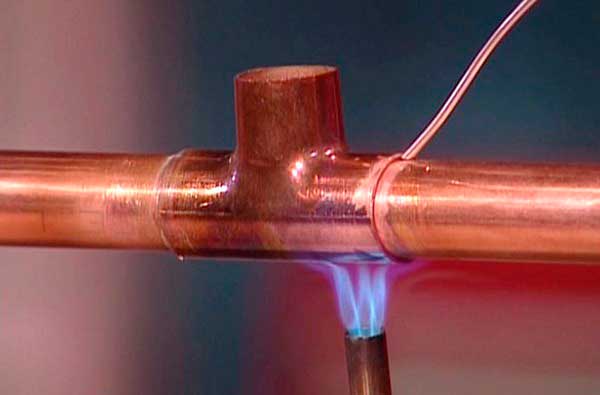
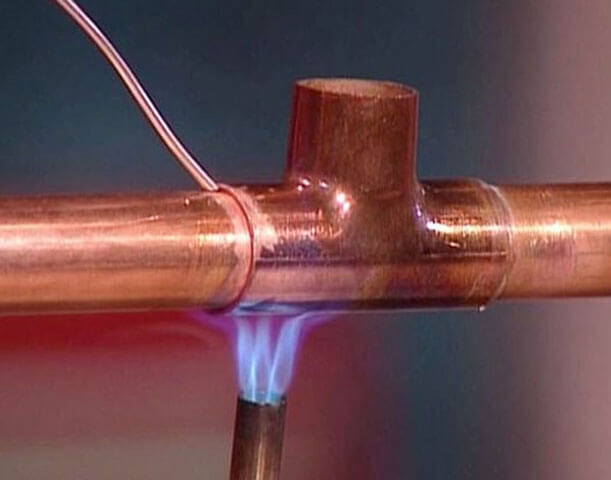
Fotoğraf, yüksek sıcaklıkta lehimleme işlemini göstermektedir
Sert lehim bakır borular aşağıdaki durumlarda kullanılır:
- 28 mm'den büyük parçaların bağlantısı;
- 130 santigrat dereceyi aşan sıvıların taşınması için tasarlanmış parçaların yerleştirilmesi;
- ısıtma sistemlerinin imalatı (bu bağlantı yöntemi, ikincisinin teknik özelliklerini bozmadan mevcut bir mühendislik ağından ayrılmanıza izin verir).
- katı lehimleme kullanımı, gaz boru hattı sistemlerinin kurulumu için talimatlarla sağlanır.
Not! Yüksek sıcaklıkta lehimleme sırasında bakır tavlanır ve bunun sonucunda borunun mukavemetini yitirir. Bu olguyu en aza indirmek için, eklemin doğal olarak soğuması gerekir ve lehimleme sırasında ısıtma mümkün olduğunca düşük olmalıdır.
Parçaların soğuk birleştirme
Lehimsiz bakır boru bağlantısı da vardır. Bunun için, tasarımı polimer parçalarla çalışırken kullanılan benzer ürünlere benzeyen özel kıvrımlı kaplinler kullanılır.
Harici olarak, soğuk bağlantı bir lehim bağlantısına benzer. Bununla birlikte, ilki ayrıca özel polimerlerden yapılmış lastik contalarla donatılmıştır.
Ek olarak, bakır boru hatlarının çıkarılabilir bir bağlantısı da vardır. Bunun için bir pens bağlantısı kullanılır.
İki türe ayrılırlar:
- sert ve orta sertlikte parçaları birleştirmek için;
- yumuşak ve yarı sert ürünleri birleştirmek için.

Soğuk bağlantılar için sıkıştırma rakorları kullanılabilir.
Moskova'da bakır boruların yumuşak lehimlenmesi için macunlar
"Çevrimiçi Danışman" satıcının web sitesinde mevcuttur. Siteye gitmek için "Mağazaya" tıklayın
Satıcının web sitesinde tek tıklama siparişi mevcuttur. Siteye gitmek için "Alışveriş" e tıklayın
"Çevrimiçi Danışman" satıcının web sitesinde mevcuttur. Siteye gitmek için "Mağazaya" tıklayın
Satıcının web sitesinde tek tıklama siparişi mevcuttur. Siteye gitmek için "Mağazaya" tıklayın
Satıcının web sitesinde ücretsiz bir 8-800 numarası mevcuttur. Siteye gitmek için "Mağazaya" tıklayın
"Çevrimiçi Danışman" satıcının web sitesinde mevcuttur. Siteye gitmek için "Mağazaya" tıklayın
Bakır boruları lehimlemek için ne tür bir lehim kullanmak daha iyidir, malzeme çeşitleri ve özellikleri
Bakır borulu ürünler çok çeşitli endüstrilerde kullanılmaktadır. Bundan yapılan boru hatları sayesinde gaz, petrol ürünleri, su ve diğer ortamlar taşınır. Hatların montajı için bakır boruların kaynağında lehim kullanılmaktadır.

Bu tür boru hatlarının çalıştırıldığı koşullar farklı olabilir - yapısal elemanları bağlamak için lehim tipinin seçimini etkilerler.
Lehimleme ve lehimleme nedir?
Lehim, tek bir sistemi donatmak için ayrı metal parçaları birleştirmek için kullanılan bir alaşım veya metaldir. İki parçayı tek parçalı bir yapıya birleştirme teknolojisine genellikle lehimleme denir.
Lehimler birçok endüstride kullanıldığından, çeşitli şekillerde üretilirler - bunlar tel, çubuklar, folyo vb. Olabilir. Bakır boruları lehimlemek için lehimin kimyasal bileşimi doğrudan erime sıcaklığına, kullanılan elementlerin tipine, parametrelerine ve diğer nüanslara bağlıdır.

Lehimin temeli aşağıdaki kimyasal elementlerdir:
Lehim için erime sıcaklığı, uçlu parçaların yapıldığı, lehimleme işlemi sırasında hafifçe ısınan ve deforme edilemeyen metallerden daha düşük olmalıdır. Lehimleme, kaynağa göre daha karlı bir bağlantı yöntemi olarak kabul edilmektedir.

Erime noktasına göre lehimler birkaç tiptedir:
- Eriyebilir - 150 ila 450 derece.
- Orta erime - 1100 dereceden yüksek değil.
- Yüksek erime noktası - 1850 dereceye kadar.
Birinci tip lehim, yumuşak lehimleme için, ikinci ve üçüncü lehimleme için kullanılır.
Bakır boruları lehimlemek için neye ihtiyacınız var? Ürünleri birleştirirken lehime ek olarak akı gereklidir. Yapıştırılan yüzeyleri oksidasyondan korumak gerekir.Bağlantıyı güçlü kılmak için doğru lehim ve akıyı seçmelisiniz. Lehim kullanmanın amacı güvenilir bir dikiş elde etmektir. Bakır ürünler de dahil olmak üzere boruları farklı amaçlarla birleştirirken genellikle onsuz yapmak imkansızdır.
Bakır lehimlemek için neye ihtiyacınız var
Pahalı bakır lehimleme ekipmanına veya özel sarf malzemelerine gerek yoktur, her şey çok basittir.
Bakır boruları ev kullanımı için lehimlemek için aşağıdakilere ihtiyacınız olacak:
- Lehimi ısıtmak ve eritmek için bir gaz brülörü şeklinde ısıtma elemanı. En yaygın olarak kullanılan propan gazı regüle edilmiş basınçtır. Daha güçlü bir havya veya yeterli güce sahip bir saç kurutma makinesi kullanabilirsiniz.
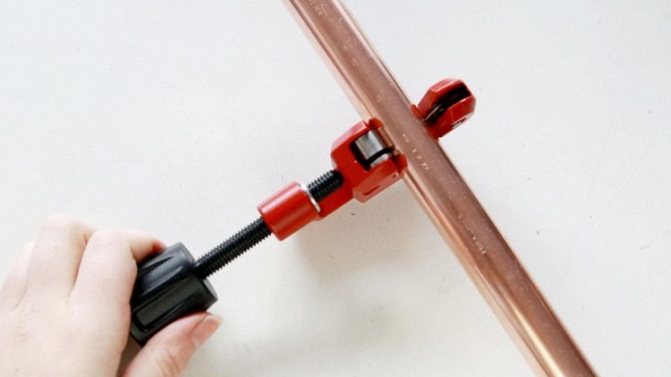
- Bakır ürünler için özel kesici. Bakır çok yumuşak bir metaldir, bu nedenle duvarları ezme riski nedeniyle onu hassasiyetle kesmeniz gerekir. Bu tür kesicilere boru kesiciler denir, bunlar çok çeşitli - her zevke uygun. Ulaşılması en zor yerlerde kesmek için cihazlar da dahil olmak üzere piyasada çok çeşitli modeller bulunmaktadır.
- Tavlanmamış boruların bükülmesi bekleniyorsa, bağlantı parçaları lehimleyin.
- Boru genişletici, gerektiğinde ısıtmadan önce bir bakır borunun çapını büyütmek için de özel bir cihazdır. Bu olasılık, boyut olarak biraz farklı boyutlara sahip ürünler birleştirildiğinde son derece önemlidir.
- Sözde "eğim verme cihazı", adın kendisi için konuştuğu bir cihazdır. Bu, boruların uç taraflarından pah kırma ile ilgilidir. Gerçek şu ki, kesildikten sonra uçlarda metal çapaklar oluşabilir. Hiç zararsız değiller, aksine güçlü ve güzel bir popo eklemi oluşturmalarına izin vermeyecekler. Eğim vericiler iki tiptedir: kurşun kalem şeklinde veya yuvarlak şekilli. Yuvarlak tercih edilir ve kullanımı daha uygundur: 36 mm'ye kadar çapa sahip yumuşak bakır ürünlerdeki çapakları gidermek için kullanılabilirler.
- Bakır parçaların hazırlanması için çelik kıllı fırçalar ve fırçalar: kir ve oksit filmin çıkarılması.
- Lehimin kendisi için sarf malzemesi. Bakır boruların lehimlenmesi için lehimler iki tür tel olabilir:% 6 oranında az miktarda fosfor içeren yüksek erime noktasına sahip bakır tel. İkinci seçenek, erime sıcaklığı çok daha düşük olan - yaklaşık 350 ° C olan kalay teldir.
- Metali hava kabarcıkları şeklindeki kusurların oluşumundan korumak ve parçaların bakırları ile lehim arasında daha iyi yapışma sağlamak için macunlar ve özel akı karışımları.

Bakır boruları lehimlemek için temel aletlere ek şeyler, özel olmayan aletler olacaktır:
- ölçüm bandı veya şerit metre;
- bina seviyesi;
- işaretleyici ve fırça;
- çekiç.
Boru lehimlemeye başlamadan önce, temel bir teknolojik soruyu çözmek gerekiyor: ne tür bir lehim lehimlenecek? Daha çok klimalarda ve buzdolaplarında kullanılan bakır tel sert lehim?
Veya ısıtma boruları veya sıhhi tesisatla harika çalışan kalay tel mi kullanıyorsunuz?
Lehimleme bakır borular
Bakırın aşındırıcı işlemlere zayıf bir şekilde duyarlı olması nedeniyle lehimlenmesi kolaydır. Kenetlenme işlemi sırasında kalay, gümüş, diğer alaşımlar ve metaller onunla en iyi temas halindedir.
Bakır ürünleri bağlamak için kılcal lehimleme kullanılır. Yapışma nedeniyle bir sıvının yerçekimi yönü de dahil olmak üzere dar kanallar boyunca hareket etme kabiliyetine dayanır. Kılcallık fenomeni nedeniyle, lehim, boruların nasıl konumlandırıldığına bakılmaksızın boşlukları düzgün bir şekilde doldurabilir.
Bu durumda, lehimleme işlemi hafif, orta ve yüksek erime noktalı alaşımlar kullanılarak gerçekleştirilebilir. İlk tip nedeniyle, düşük sıcaklıkta lehimleme yapılır ve diğer ikisi - yüksek sıcaklık.Lehim seçimi, bitmiş boru hattının kullanılacağı koşullara bağlıdır.
Bakır boruları sert lehimlemek için yumuşak lehim olarak da adlandırılan düşük erime tipi, kalay ve alaşımlarını içerir: kalay-bakır, kalay-gümüş, kalay-bakır-gümüş. Ana bileşeni kurşun olan lehimler aynı türe aittir, ancak toksiktirler ve bu nedenle içme suyu temini için boru hatları döşenirken kullanılamazlar.
Bakır borular için sert lehim teknolojisi
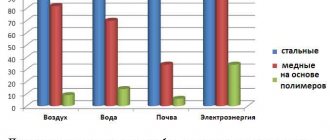
Bakır borular, çeşitli iletişimlerin kurulumu için kullanılır: su boruları, ısıtma sistemleri ve gaz boruları. Aşağıdakiler gibi bir takım avantajları vardır:
- korozyonun yıkıcı etkilerine karşı dayanıklıdır;
- bakır boruların yüzeyi oldukça pürüzsüzdür;
- ultraviyole radyasyona dayanıklı;
- yüksek bir termal iletkenlik katsayısına sahip;
- yüksek sıcaklıklara dayanabilen;
- iyi bir güce sahip;
- bakır boru hattının çalışma ömrü 50 yıla kadardır.
Not! Böyle bir boru hattının ana dezavantajı, nispeten yüksek maliyetidir, ancak bakır malzeme, çok güvenilir ve dayanıklı olduğu için popüler olmaya devam etmektedir.
Lehimleme, bakır yapının tek tek elemanlarını bağlamak için kullanılır. Çeşitleri aşağıdaki gibidir:
- yüksek sıcaklıkta lehimleme;
- düşük sıcaklıkta lehimleme.
Yüksek sıcaklıkta lehimleme seçeneği, daha yüksek mukavemete sahip bir bağlantı elde etmek için kullanılır. Diğer tüm durumlarda düşük sıcaklıkta lehimleme kullanılır.
Bir lehim nasıl seçilir
Yumuşak lehimlerin yeterince güçlü olmadığı düşünülmesine rağmen, kılcal kaynak kullanılırken yüksek kaliteli bir sıhhi yapı elde edilebilir. Düşük erime noktalı lehimler, çapı 6-180 milimetre olan bakır boru ürünlerini birleştirmek için kullanılır. Düşük sıcaklıklarda çalıştıkları için tercih edilmektedir. Gerçek şu ki, yüksek sıcaklıklarda bakır güç kaybedebilir.
Orta ve yüksek erime tipine ait tüm lehimler katı tiptedir. Bakır ürünlerin yüksek sıcaklıkta lehimlenmesi için bakır, gümüş ve diğer metallere dayalı lehimler kullanılır. Kullanımları sayesinde yüksek basınca ve yüksek sıcaklıklara dayanıklı, dayanıklı bir dikiş elde edilir.

Bunlar arasında en çok talep gören:
- bakır fosfor;
- bakır-gümüş-fosfor;
- gümüş.
İkinci durumda, sadece lehim değil, aynı zamanda bakır boruları sert lehimlemek için bir eritken macunu gereklidir.
Sürecin özü
Kurulumu sırasında bakır boruların kullanılması nedeniyle bu şekilde oluşturulan boru hattı, yüksek güvenilirlik ve olağanüstü dayanıklılık ile ayırt edilir. Elbette, böyle bir sistemin oldukça yüksek bir maliyeti vardır, ancak sahip olduğu benzersiz özelliklerle tamamen haklı çıkar. Önemli olan bakır borular hem sıhhi tesisat hem de ısıtma sistemlerinde kullanılabilir. Ve aslında ve başka bir durumda, en yüksek güvenilirliği ve dayanıklılığı gösterirler.
Bu tür sistemleri kurmanın en basit ve en güvenilir yolu, bakır boruları sert lehimlemektir. Bu bağlantı teknolojisi uzun süredir kullanılmaktadır, iyi çalışılmıştır ve pratik uygulamada herhangi bir özel soruna neden olmaz. Bu yöntemin özü, birleştirilecek parçalar arasındaki ek yerinin lehim adı verilen özel bir bileşik ile doldurulmasıdır. Bakır boru lehiminde lehimin parçalar arasındaki ek yerine girip doldurması için yüksek sıcaklığın etkisi altında eritilir. Lehimin ısınması durduktan ve gelecekteki dikişi zaten tamamen doldurduktan sonra, katılaşır, güvenilir, sızdırmaz ve dayanıklı bir bağlantı oluşturur.
Lehimleme bakır da kullanışlıdır, çünkü gerekirse boru hattının bağlı elemanları her zaman kolayca çıkarılabilir.Bunu yapmak için, lehimi yumuşak ve esnek hale getirmek için eklemi ısıtmak yeterlidir.

Bakır boru lehimleme işlemi
Farklı satıcı türlerinin artıları ve eksileri
Sert lehim alaşımlarının sahip olduğu önemli bir avantaj, doğrudan elde edilen dikişlerin mukavemeti ve yüksek sıcaklıklara dirençleriyle ilgilidir. Yüksek sıcaklıkta lehimleme kullanılarak, çapı 6 ila 159 milimetre olan bakır borular birleştirilir. Su tedarik hatları döşenirken, bu tip lehimleme ile bağlanan boru ürünlerinin enine kesiti 28 milimetreden az olamaz.

Uygulamada görüldüğü gibi, bakır boruları birleştirmek için yumuşak lehimler arasında kalay-bakır en popüler olanıdır ve sert lehimler arasında bakır-fosfor sıklıkla kullanılır. Farklı firmalar farklı bir üretim teknolojisine ve bileşenlerin yüzdesine sahiptir.
Bakır boru hattı oluşturmaya başlamadan önce, yüzeyde genellikle boruları keserken görülebilecek herhangi bir kusur olmadığından emin olmalısınız. Dikişlerin güvenilirliği büyük ölçüde çalışma sürecinde kullanılan ürünlerin temizliğine bağlıdır. Çapı 6-108 milimetre olan ürünler için derz genişliği 7-50 milimetre olabilir.
Gaz sobası

Bakır su borularını düzgün bir şekilde lehimlemek için uygun tipte brülör hazırlamanız gerekir. Birkaç türe ayrılırlar:
- Ev kullanımı için tek kullanımlık silindire sahip bir cihaz;
- Sabit silindire sahip brülör;
- Bakır boruların lehimlenmesi için uygun oksiasetilen torç. İşi yapmak için bulunması gereken kişi odur.
Sırayla, lehimi eritmek ve bakır lehimlemek için bir meşale güç bakımından farklılık gösterebilir. Ne tür bir lehimle (yumuşak veya sert) çalışacağınıza bağlı olarak seçim yapmanız gerekir.
- Yumuşak lehimleme için, sıcak hava tabancasıyla düşük güçlü yarı profesyonel bir torç alabilirsiniz. Böyle bir alet, bir alevi yakarken 650 dereceye varan sıcaklıklar geliştirir. Böyle bir cihazın ayırt edici bir özelliği, burada alev kaynağının sıcaklığını düzenlemenin mümkün olması ve aynı zamanda önceden ayarlanmış sabit kalmasıdır.
- Bir su besleme sisteminin bakır borularının sert lehimlenmesi yalnızca profesyonel brülörlerle gerçekleştirilebilir.
Bakır lehim pastası
Bakır, en güvenilir metal ürün olarak kabul edilir ve birçok endüstride kullanılır. Aynı zamanda, yüksek mekanik ve teknik özelliklere rağmen bakırın çalışmasında bariz dezavantajlar vardır ve bakır lehimleme akısı, aynı bakır sıhhi tesisat sisteminin arıza sorunlarını ortadan kaldırmaya yardımcı olacaktır. Bakır lehimlemek için macun kullanmanın ana görevi, çevresel etkilere, özellikle oksijene karşı koruyucu bir film oluşturmaktır.

Akı ile bakır lehimleme özellikleri
Pek çok Batı Avrupa ülkesinde, su temini ve ısıtma sistemlerinin ana bileşenleri olarak bakır borular uzun süredir kullanılmaktadır. Bakır borunun hasar görmesi hoş olmayan küçük bir şeydir, ancak bakır telleri lehimlemek için bir akı, arızanın temel nedenini ortadan kaldırmaya yardımcı olacaktır. Pratikte hangi tür akıların mevcut olduğunu anlamaya çalışalım:
- Bakır lehimleme akısı grubunun ilk ve ana kategorisi, korozyonun tezahürü ile mükemmel bir şekilde başa çıkan bileşenleri içerir. Bu grup, bir sıvıda ve ayrıca fosforda çözünen tüm bileşenleri içerir. Sonuç olarak, nihai olarak, lehimleme işleminden sonra ürünün yüzeyini temizleme kurallarına bir istisna sağlayan bütün bir madde oluşur. Çoğu durumda, bu bakır lehim pastası daha düşük maliyetli ve en uygun maliyetli seçenektir.
- Bakır boruları lehimlemek için akı bileşenlerinin ikinci grubu, organik bileşiklerde çözünen bileşimde salisilik asidin kullanıldığı bir madde olarak sunulur.Ek olarak, bu grup petrol jeli, alkol ve hatta altın malzemenin bileşenleri veya türevleri olan maddeleri ve malzemeleri içerir. Bakırı kendi ellerimizle lehimlemek için bu tür bir flaks kullanarak, dikişlerin durumunun yanı sıra işlem görmüş yüzeyin temizliği ve düzgün görünümü için ideal bir gösterge elde edebiliriz.
- Üçüncü ve belki de en popüler grup rosin veya sodyum borik asit içerir. Son kimyasal bileşen +70 C sıcaklıktan başlayarak erimeye başlar. Bu durumda hem reçine hem de borik asit insan yaşamı ve sağlığı için özel bir tehdit oluşturmaz.
Not:
Bakır boruları kaynaklarken (lehimleme) fluks kullanmaya karar verenler için birkaç ipucu:
- Farklı tür ve şekillerde birkaç formülasyon satın alın ve hangisinin faaliyetiniz için en iyi sonucu verdiğini belirlemek için bunları deneyin.
- Düşük bir fiyat peşinde koşmayın ve güvendiğiniz üreticilerden ürünler seçin.
- Deneyimli uzmanlardan tavsiye isteyebilirsiniz (örneğin, bu yazının altındaki yorumlarda).
Bakır boruları lehimlemek için lehim pastası seçme ve kullanma konusunda size iyi şanslar dileriz!
Bakır boru lehim pastası neye benzemelidir?
Yukarıdan da görebileceğiniz gibi, lehim bakır için bir akı seçmek için, her bir bileşenin özelliklerini ayrıntılı olarak incelemek ve aynı zamanda bazı önlemleri ve genel uygulama kurallarını takip etmek gerekecektir. :
- Bakır lehimlemek için akı pastası, ürünün işlenmiş yüzeyinin alanının tekdüzeliğini sağlamalıdır.
- Akının herhangi bir bileşeninin viskozite indeksi, lehiminkinden çok daha düşük olmalıdır, yani hazırlık, lehimden daha erken erimeli ve iş parçasının tüm alanının düzgün bir şekilde doldurulmasını sağlamalıdır. Tam değiştirilebilirlik, akı ve lehim etkileşiminin göstergesi için ana kriterdir.
- Oksit film tamamen çözülmeli ve metali ikincil oksidasyon işleminden korumalıdır.
- Bakır lehim pastası ile işlenen dikiş, prezentabl bir görünüme sahip olmalı ve daha fazla işlem için sakıncalar yaratmamalıdır.
- Maddenin kimyasal kararlılığı. Isıtma işlemi sırasında akı hiçbir şekilde ayrışmamalıdır.
- Teknolojik çalışmaların sonunda çamur kalıntılarının uzaklaştırılması gerekmektedir.
- Bakır boruları dikey konumda lehimlemek için macun kullanılmasına izin verilir.
Bakır malzemeler için akı seçenekleri
Günümüz endüstrisi, belirli endüstriyel işlemler için kullanılan flukslar için çeşitli seçenekler üretmektedir. Kural olarak, bunlar 3 ana gruptur:
- Sıvı kategorisi. Özel borularda kullanılır, yumuşak lehimlerle birlikte kullanılırlar.
- Toz kategorisi. Orta ve güçlendirilmiş grup lehimlerle birlikte kullanılan özel kaplarda saklanırlar.
- Macunsu bir madde şeklinde Gumboil. Bu, lehim olarak ve lehimi işlemek ve yüzeye uygulamak için kullanılan flaksın hazır bir versiyonudur.

Daha sonra, belirli bir üretim işi kategorisi için bileşenin amaçlanan amacını dikkate alıyoruz, özellikle:
- Korozyon önleyici özelliklere sahip müstahzarlar. İlacın bileşeni, çözücülerin yanı sıra fosfor bileşimini içerir. Isıtma prosedürü sırasında, organik bileşenlerin oluştuğu bir tür bağlantı meydana gelir. Teknolojik çalışmaların sonunda, özel teknolojiler kullanmadan yani olağan şekilde çamurun uzaklaştırılması gerekmektedir.
- Yüksek frekans özelliklerine sahip ilaçlar. Bir bileşen olarak, altın veya asil grubun diğer malzemeleri kullanılır - etanol, vazelin ve salisilik asit. Sonuç olarak, ek işlem gerektirmeyen pürüzsüz ve mükemmel bir dikiş oluşur.
- Aktifleştirilmiş grup akıları. Bu kategori, en popüler grupların maddelerini içerir - boraks ve ayrıca reçine.Zaten +70 C sıcaklıktaki boraks, tehlikeli salgıları yaymadan erimeye başlar.
İkinci grup için, basit gereksinimler yapar, özellikle de hazırlıkların doğrudan teknolojik işlem sahasında hazırlanması tavsiye edilir. Bu nedenle, rosin porsiyonlar halinde salisilik asit veya anhidrit ile karıştırılmalıdır (dietilamid ve anilin kullanımına izin verilir).
Lehimleme işlemi bilmeniz gerekenler
Lehimleme sürecinde aşağıdakileri hatırlamanız gerekir.
Sağlanan akım yalnızca kalkışta hareket edecek, bu da manuel ark kaynağına kıyasla işgücü verimliliğini en az 5 kat artıracak. "
Bu durumda yüksek yoğunluğa sahip kaynak akımlarının kullanılması, kaplamanın sözde soyulmasına ve dolayısıyla son ayrılma sürecinde çalışan elektrotların aşırı ısınmasına neden olmayacaktır. Kalın metal boşluklar kullanırsak, penetrasyon tamamen derinliğe kadar yapılacağından mevcut kenarların kesitini yapmak gerekli olmayacaktır.
Bakır borular için, lehimleme işlemi sırasında aşağıdaki gerekliliklere uyulmalıdır:
- Akının orijinal olarak lehimin bir türevi olması arzu edilir. Bu durumda, akı ve lehimin tüm bileşenlerinin maksimum erime homojenliğini elde etmek mümkün olacaktır. Bu faktör, uzmanın ısıtma iş akışını tam olarak kontrol etmesine ve böylece kaynak üretim döngüsünü düzenlemesine izin verir.
- Erime sıcaklığı açısından eşleşen lehim ve flux kullanırsanız, son parametre lehimleme işleminin sıcaklığını kontrol etmek için kullanılır. Burada lehimleme işleminin kaybını ve ayrıca iş parçalarında ve diğer bileşenlerde meydana gelebilecek olası hasarları en aza indirebileceğiz.
Pahalı da olsa en uygun seçenek, aynı zamanda bir propoyem ve ürün yüzeyinin ön lehimlemesini işlemek için bir malzeme olan bir akı macununun kullanılması olacaktır.
Bu sürece eşlik eden bir önemli nokta daha var, cüruf oluşumu. Bu durumda, kaynağın yüzeyi kristalleşmeyi artıracak ve bu da görünür boşlukların sayısını ve biriken maddede biriken parçacıkların görünümünü önemli ölçüde azaltacaktır. Bu işlemin dezavantajı, artan akışkanlıktır. Ancak buna rağmen, yüzey işlemenin hızı ve kalitesi, bakır boşlukları lehimlemenin tüm olası dezavantajlarını kapsayacaktır.
İş süreci
Bakır boruları lehimlemenin yüksek maliyeti göz önüne alındığında (bunun için özel bir tesisatçı ekibi tutmanız durumunda), özellikle yarı profesyonel gaz brülörlerinin fiyatı onları oldukça uygun hale getirdiğinden, tüm işi kendiniz yapmanızı tavsiye etmek mümkündür.
Bağlantılarının her birini daha ayrıntılı olarak ele alalım.
Genel noktalar
Bakır boruların düşük sıcaklıkta lehimlenmesi sırasında borunun ve lehimin ısıtılması, bir gaz brülörü kullanılarak gerçekleştirilir.
Yakıt olarak çeşitli gaz karışımları kullanılır:
- hava-propan-bütan;
- hava propan;
- hava asetilen.
Not! Bazı iş türlerinde açık alev kullanımına izin verilmez. Daha sonra elektrik kullanılarak ısıtma yapılır. Bu, işin hızını etkilemez, ancak bu şekilde yalnızca küçük çaplı ürünler birleştirilebilir.
Katı lehimlemeye gelince, burada istenen sıcaklığa sadece açık alev kullanarak ulaşmak mümkündür.
Aşağıdaki yakıtlar kullanılarak yeterli ısıtma sağlanabilir:
- hava asetilen;
- oksijen-propan;
- oksijen-asetilen
İkinci kombinasyonla, asetilen borular doğrudan kaynaklanır (lehimsiz). Bu durumda alev sıcaklığı bakırın erime noktasına (1070 ila 1080 santigrat derece) ulaşmalıdır.
Hırdavatçılarda bakır boruları lehimleyebileceğiniz birçok cihaz bulunmaktadır.
İki ana kategoriye ayrılabilirler:
- evde kullanım için tek kullanımlık silindirli portatif brülörler;
- büyük kapasite ve profesyonel çalışma için tasarlanmış çok yönlü gaz brülörleri.

Tek kullanımlık silindirli gaz brülörü
Bakır boruların kaynağı için genel şema aşağıdaki gibidir:
- boruyu kesmek ve ortaya çıkan çapakların ucunu temizlemek;
- bağlantı parçasının takılacağı borunun iç ve dış kısmının karakteristik bir bakır parlaklığı ile temizlenmesi;
- konektörlerin konumunun ve bunlar ile boru arasındaki boşlukların kontrolü;
- borunun dışına akı uygulamak (her durumda gerekli değildir);
- bağlantı biriminin montajı;
- kenetlenme noktasının ısıtılması;
- kullanılan lehim ile özel bir montaj boşluğunu doldurmak;
- ısıtmanın durdurulması;
- dikişin kademeli olarak soğutulması;
- akı kalıntılarının ve fazla lehimin giderilmesi.
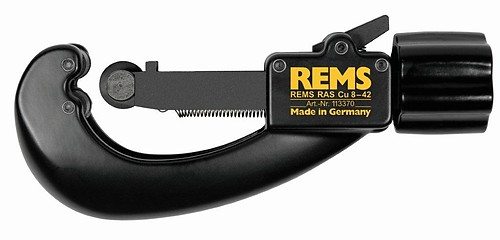
Bakır boru kesici
Boru hazırlama
Bakır parçalar aşağıdaki aletler kullanılarak kesilir:
- özel bir kesici - çapak oluşturmaz, ancak kenarların içinde bükülme nedeniyle parçanın iç çapında bir azalmaya yol açabilir;
- metal için demir testereleri - bir bükülme oluşturmaz, ancak bağlantı noktasında lehimlemeden önce atılması gereken çok sayıda çapak belirir.
Not! Kenarın sıkışması (bir kesici kullanıldığında) borunun dış çapını azaltır ve buna bağlı olarak montaj boşluğunu artırır. Sonuç olarak, lehimlemeden sonra bağlantı hava geçirmez olmayacaktır. Talimatlara göre, montaj boşluğunun boyutu 0,02-0,4 mm olabilir.
Kesildikten sonra borunun ucu kesinlikle yuvarlak bir şekle sahip olmalıdır. Elde taşınan bir kalibratör bunu başarmaya yardımcı olur. Kullanımı, montaj boşluğunun doğru boyutunu garanti eder.

Boru kalibratörü
Akı, sıyrıldıktan hemen sonra boruya uygulanmalıdır. Bağlantı fitinginin iç yüzeylerinin bu madde ile yağlanması kesinlikle yasaktır.
Macunu sürdüğünüz anda parçalar hemen bağlanmalıdır, aksi takdirde ıslak tarafa toz veya diğer yabancı partiküller gelebilir. Boruyu, bağlantı parçasını ekseni etrafında hafifçe döndürerek durana kadar sokete itmek gerekir, bu da akının daha homojen bir dağılımını elde etmeyi mümkün kılar. Isıtmadan önce borudaki kalan macun çıkarılmalıdır.
Bakır borular için lehim pastası
Düşük sıcaklıkta lehimlemede ısıtmanın özellikleri
Çalışmak için ihtiyacınız olacak:
- yumuşak lehimleme için akı;
- propan brülör;
- gaz karışımı.
Bakır boruların kalay lehim ile lehimlenmesi, bağlantı parçasını da ısıtan özel bir havya ile yapılabilir.

Akı sadece borunun dışına uygulanır
Çalışma aşağıdaki sırayla gerçekleştirilir:
- Brülörün alevi, tüm parçanın eşit şekilde ısıtılması için sürekli olarak eklem çevresinde hareket ettirilmelidir.
- Lehimin ucunu montaj yuvasına dokunduğunuzda, kalayın erimeye başlayıp başlamadığını kontrol etmeniz gerekir. Aksi takdirde ısıtma devam eder.
- Lehim eridikten sonra, kalayın bağlantı elemanındaki kılcal boşluğu doldurmasına izin vermek için ısıtma durdurulmalıdır.

Lehim, montaj boşluğunu tamamen doldurmalıdır
Bağlantının sıkılığı, lehimin eriyerek fiting ile boru arasındaki boşluğu doldurması ile sağlanır.
Not! Düşük sıcaklıkta lehimlemede, madde montaj boşluğunu doldurmaya başladıktan hemen sonra ısıtma durmalıdır. Bunun yapılmaması, bağlantı noktasının aşırı ısınmasına neden olarak boru hattının mukavemetini azaltacaktır.
Yumuşak kalay çok kırılgan bir madde olduğundan, lehim eridikten sonra bağlantının kendi kendine soğumasına izin vermek gerekir.
Lehimleme sırasında parçaların aşırı ısınmasından kaçınmak önemlidir, aksi takdirde fluks bozulabilir ve ortaya çıkan oksitleri çıkaramayabilir.
Bir meşale yerine, elektrik maşası ve bir güç kaynağından oluşan özel bir elektrikli havya kullanabilirsiniz. Bu durumda işlem sırası yukarıdakinden farklı değildir.
Katı lehimleme için işlem dizisi
İşletim için, oksijenle karıştırılmış propan veya asetilen ile çalışan brülörler kullanılmalıdır.
Çalışma sırasında aşağıdaki nüanslara dikkat etmelisiniz:
- Isıtma hızlı ama eşit şekilde yapılmalıdır... Brülör, tüm bağlantı parçası boyunca sürekli olarak hareket ettirilmelidir.
- Alev parlak mavi olmalı... Parçalar 750 santigrat dereceye kadar ısıtılır (karakteristik koyu kiraz rengi alırlar).

Brülör alevi parlak mavi olmalıdır
- Isıtma doğru yapıldıysa montaj deliğine beslenen lehim erimeye başlamalıdır.... Brülör alevinde önceden ısıtabilirsiniz.
- İşin özü, lehimin erimeye başladığı mümkün olan en düşük ısıtma sıcaklığına ulaşmanın gerekli olmasıdır. Lehimin, bağlantı elemanına tek bir dokunuşla kılcal deliği derhal doldurması arzu edilir.
Konektör soğuduktan sonra, borudaki tüm akı kalıntılarını dikkatlice temizleyin. Bir su besleme sistemi kurulmuşsa, içindeki akıyı gidermek için tüm borular iyice durulanmalıdır. İnsan sağlığına zarar verebilecek sert bir kimyasaldır.

Bağlantıyı akıdan iyice temizlemeyi unutmayın.
Soğuk birleştirme
Yumuşak bakır boruları pres bağlantı parçaları kullanarak bağlama teknolojisi zorluklara neden olmaz ve birkaç basit ardışık adıma iner:
- boruyu gerekli boyutta kesmek;
- popo ucunda çapak alma ve ona yuvarlak bir şekil verme;
- boruya bir baskı tertibatının yerleştirilmesi;
- geçmeli manşon kullanarak boru bağlantısı (özel pense kullanılır).
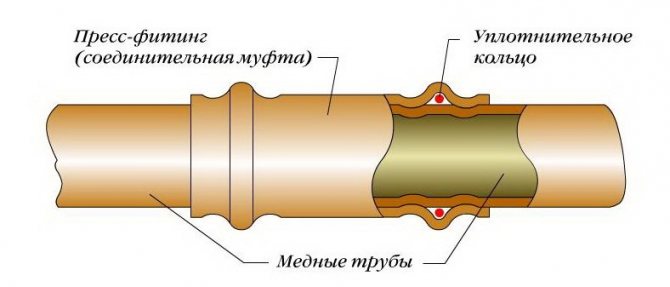
Pres bağlantı parçaları ile bağlantı şeması