Replacing heating batteries for welding
Welding cast iron batteries
greatly facilitated after the advent of welding equipment with an inverter circuit. Such devices are small, powered from a 220 V network and can be purchased for 7-10 thousand rubles. in a specialized store. But do not be deluded by the idea that if you bought such a device, you can replace the batteries in welding with your own hands. Make the welded seam so that it does not leak at a coolant pressure of 10 atm. and a temperature of 100 ° C, can only be an experienced specialist with at least 3 years of work experience.
Welding machine with inverter circuit
Scammers should not be allowed into this business: even with normal pressure in the communications, an opening of even a capillary size can turn into a fistula in a day, through which water will whip.
By itself, the process of replacing batteries does not always require welding. Often, the supply to the batteries is equipped with threaded detachable connections that can be simply turned around, then remove the battery from the brackets and hang a new one. The main thing in this case is not to forget to shut off the water and correctly wind the linen seal on the threaded connection: with the right thread - clockwise, with the left thread - counterclockwise.
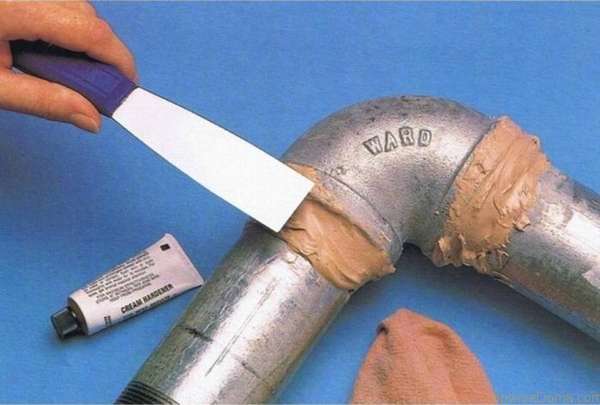
Cast iron battery processing
In the event that there are no detachable connections on the piping, then such pipes are simply cut with a grinder or a hacksaw for metal, but then, after changing the batteries, the new radiator has to be connected to the communications by welding. In this case, you have to cook a pipe made of low-carbon steel: an average specialist will also cope with this task.
But what should a householder do if, during the heating season, the joints between the sections of the cast-iron radiator flowed, a fistula or a deep chip appeared in the battery case? Call a welder with his equipment, shut off the heating for a long time?
In this case, the householder will come to the rescue cold welding for batteries
.
Cold welding for radiators
Actually, this is not welding as such, but a glue based on epoxy resin filled with metal powder and reinforcing additives. The use of such cold welding for heating batteries is elementary simple:
Cold welding for Mastix batteries
1. The flow of the coolant is cut off (if it is necessary to close a through crack or fistula). 2. The place of leakage, chipping, fistula is cleaned of paint, rust, degreased with a swab soaked in alcohol. Wait until the treated area is dry. 3. A piece of "cold welding" is kneaded in fingers until a ball with the consistency of plasticine with a diameter of 15-20 mm is obtained. This ball is pressed into the defective area of cast iron and held for 10-15 minutes with the tip of a screwdriver or a knife blade, just with a dry cloth. 4. Curing of "cold welding" will take place within 30-45 minutes. But the battery will be completely ready for operation only in a day.
It must be remembered that cold welding cannot be used at temperatures below + 5 ° C. When working with these mixtures, rubber gloves, goggles for the eyes must be used.
Cold welded pipe repair
One of the most popular types of such adhesives is cold welding for Mastix batteries
... It is sold in 55 gram portions. The cost of one blister is about 60 rubles.Experts believe that the main advantage of this type of "welding" is a short period of complete polymerization: after 2.5 hours, the product glued with Mastiks can be subjected to mechanical stress.
It should be borne in mind that cold welding is still not welding in the direct sense of the word. This is a temporary solution. After the end of the heating season, it is better to call a master welder who will weld chips, fistulas, leaks of your cast-iron batteries in accordance with the requirements of all norms.
Cast iron product after repair by cold welding
Some readers are interested in whether it is possible with the help of "Mastix" to carry out, for example, battery welding
, incl. - for laptops.
Let's face it: when developing this glue, no one expected that he would have to work in chemically aggressive and conductive environments. Therefore, it is better to use more traditional methods to fix batteries. For example, spot welding.
If the entire block is not needed, cut the required amount with a knife across.
Any person at least once in his life was faced with the need for pipes, an expansion tank and other components of the heating system. If even twenty years ago, any heating circuit and batteries in it were only repaired. Today, the modern market offers a quick and effective way to eliminate leaks and holes in any piece of heating circuit equipment. In this case, you no longer have to use welding at an elevated temperature. The well-known methods have been replaced by a new technology - cold welding for cast iron batteries, bimetallic and aluminum radiators, plastic and steel pipes of the heating system.
Cold welding for heating pipes: a universal remedy for solving minor problems
Cold welding of heating pipes is a modern, effective way of connecting iron lines (and not only) without using an inverter and other equipment operating according to the type of temperature effect. The connection occurs due to the deformation of the welding mass and its tight fit to the working surface.
Cold welding.
A method widely used in auto-locksmithing and adopted by plumbing teams.
Characteristics and layout of cold welding
In simpler terms, this is an adhesive for metal products. Produced in one- or two-component composition. The following compounds prevail in manufacturing:
- base - epoxy resins responsible for the homogeneity and plasticity of the mass;
- metal components and sulfur are used as fillers.
By its consistency, it is a polymer composition with gluing action, when deformed and slightly heated. The strength of the connection depends on the correct use as well as on the quality of the mixture and the preparation of the surface to be welded, or rather the line in the autonomous heating of the house.
If you approach the execution correctly, then under ideal conditions the welded place will be stronger than the bulk of the metal. But with all the qualities, the seam is inferior in reliability to the performance of arc welding. Actually, therefore, only small breakages or leaks in the pipe can be repaired with cold welding.
What is meant by the term "cold welding"?
According to regulatory documents, namely GOST 2601-84 on metal welding, cold welding for heating batteries is a combination of two homogeneous or dissimilar materials. The bonding process is carried out under pressure under conditions of significant plastic deformation of the adhesive. In this case, the temperature of the materials to be joined does not rise. In this case, the combination of two components into one system does not occur due to diffusion, that is, the penetration of one substance into another.The bond arises as a result of valence conjugation of atoms during plastic deformation.
The successful course of the process is impossible without observing two main conditions. This is a high pressure and the presence of plastic deformation of the connected components. Cold welding for heating radiators does not form a monolithic, high-strength joint without plastic deformation. We are talking about a change in the relative position of atoms and the rearrangement of groups of atoms that persist over time. High pressure allows the surfaces to be welded to be brought closer to a distance commensurate with the size of the crystal lattice of solids and the interatomic distance of polymers. As a result, interatomic interaction occurs between the bonding agent and the materials to be bonded.
Cold welding for cast iron batteries, bimetallic and aluminum radiators, has a universal composition:
- epoxy resin;
- filler.
Epoxy resin is flexible. It is capable of filling in all cracks and defects of the treated surface. Another important property of epoxy is the ability to harden when mixed with a variety of hardeners. Epoxy resin transfers all its positive qualities to cold welding.
The filler can be metal, sulfur, various plasticizers and modifiers. The filler in the system plays the role of a hardener, and also endows cold welding with a number of positive characteristics, for example, thermal stability, resistance in a humid environment, etc. Cold welding for heating batteries in its composition should contain metal as a filler, but a binder for plastic pipes unthinkable without sulfur. In any case, cold welding is a two-component mixture that is combined into one system immediately before use.
Variety of adhesives and binders
A variety of brands and types of cold welding.
Many people ask the question of whether it is possible to glue the radiator with cold welding and how long such a repair will be durable and effective. Experts give an affirmative answer to the above question. But how long the resulting seam or joint will serve depends entirely on the correct choice of the adhesive.
Physical classification:
- liquid;
- plasticine.
When buying a liquid product, you can pay attention to the fact that there are two tubes in the package. One contains an elastic epoxy-based substance, the other contains a hardener. They must be mixed before use. The life of the mixture is from 2 minutes to 20 minutes.
Hard cold welding for heating radiators has the form of a two-layer bar, where the plastic substance is inside, and the hardener goes along the surface of the bar. Plasticine is kneaded before use.
If only part of the bar is used during the repair, then it can be cut. The cut should go across the bar, not along it.
Classification by area of use:
- universal compounds - they can be used to combine wood, polymer, metal. However, they are the least durable;
- for working with metals - forms a strong connection even between two dissimilar metals. A prerequisite is that metal must act as a filler. Is it possible to glue the radiator with this type of cold welding? The specialists answer in the affirmative;
- special for working with auto parts;
- welding for work in extreme conditions, for example, under water or at elevated pressure.
It is highly undesirable to use cold welding for the repair of some materials, if it is intended for the maintenance of completely different substances.
Benefits of cold welding for batteries and pipes
For ease of use, use a spatula.
Cold welding for pipes and batteries has many advantages. Positive characteristics distinguish it favorably against the background of other methods of welding materials:
- ease of use, and therefore it can be applied by a person who does not have proper experience in plumbing;
- the processed material does not deform during work, since it is not exposed to elevated temperatures;
- the quality of the seam formed does not depend on the speed of the applied forces, and therefore the welding can be carried out quickly;
- no need for specialized equipment;
- minimum energy consumption;
- complete fire safety;
- it seems possible to repair containers with explosive substances;
- there is no material surface stress in the seam area;
- using cold welding, unlike metals can be joined without the formation of an intermetallic layer.
Disadvantages:
- significant plastic deformation of the parts being joined, which can reach 70%;
- low versatility of each system of components.
To cover up the radiator with cold welding, it is necessary to carefully select the composition of the system. The adhesive mixture must be suitable for the material to be processed. The resulting joint should maintain its integrity under the likely operating conditions.
What should be considered when choosing cold welding?
In addition to the quality characteristics of the bonding component, the selection takes into account the future operating conditions of the resulting joint. So, cold welding of heating pipes is selected according to the temperature regime at which the connection will retain its strength and integrity. Most inexpensive bonding materials specify a temperature range of 260 ° C and higher in the instructions. But this does not mean that the weld will last long under these conditions.
As practice shows, such formulations should only be used at room temperature. To connect heating pipes and radiators, you need to choose welding, the operating temperature range of which reaches 1300 ° C and above. In this case, the connection is guaranteed to last a long time.
Cold welding to connect heating pipes in your home
Metal pipes can be used for indoor plumbing for a short time. Metal pipes are allowed to operate for a strictly allotted period of time.
Oxides, limescale deposits inside the iron communications reduce the inner diameter of the pipes, and destroy the water supply system.
Heating systems designed and assembled correctly do not require additional maintenance.
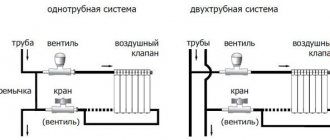
Pipes in the heating system can be connected without hot welding
Classic high temperature welding
How to weld heating from an iron pipe in accordance with building codes is indicated in GOST. Both the diameter of the pipes and the length of the system matter. SNIP will indicate how to properly weld pipes for heating in each specific case: a private household, a multi-storey building or an industrial water supply line.
When using a gas welder, a lot of hands-on experience is required to create quality seams. Electric welding can also create flawless quality welded joints, but in this case, you will need not only experience, but also high-quality electrodes, correctly selected current level and "arc sense". High-quality electric welding of heating pipes is available only to real professionals.
Metal pipes are the most common material for heating systems
The strength of metal pipes is more than sufficient for the water supply system and for the heating circuit.
It is the sections of connections that have to be implemented in order not to deviate from the design documentation that are the "weak link" of the system.
How to cook a heating pipe with electric welding is detailed in outdated training materials and articles. In modern construction, the method of cold welding is more often used for heating pipes.
It's important to know! Threaded pipe joints made of metal are used in cases where it is required to create a detachable connection. In this case, the tightness of the connection is guaranteed by a sealant, most often tow.
Every qualified installation engineer knows how to cook a heating pipe correctly. There are a number of rules that must be followed:
- The weld seam must be free of scale. This happens if you weld a pipe with electric welding using low-quality electrodes.
- To weld metal with an electric welding machine, it is necessary to use the multilayer metal melt method. The initial weld scale is removed before the next weld layer.
- It is important to choose the correct current level - a weak current does not guarantee the strength of the weld. Too high current during welding is also unacceptable.
- If the butt-weld method is used, the metal of the electrode or molten wire is used as the reinforcing material.
- It is prohibited to cook metal pipelines and other elements of heating and water supply systems with electric welding near flammable objects.
Gas welding is a universal method for creating a strong connection of metals; metal parts of different sizes in any combination can be joined.
For traditional welding, you need to have special equipment and experience in welding.
The high temperature of the combustion gas jet allows the metal to be melted in the area of local heating and to cook the metal at the molecular level. Requires expensive equipment and highly skilled welders.
Installation of the heating circuit by cold welding
Cold welding is the connection of two or more elements without heating them up. The bond is formed by chemical reactions in the adhesive. Plasticity, high adhesion and fast solidification into a solid mass are the distinctive features of the components used for cold welding.
The adhesive composition can include various elements to improve the mechanical characteristics of the adhesive joints. As a rule, the compositions are based on epoxy resin, and the filler is a hardener. The packaging indicates whether it is possible to weld heating pipes with cold welding, or whether it is a composition for repairing plastic pipes of the cold water supply circuit.
Cold welding is a plastic mass that provides a hermetically sealed pipe connection
There are two types of components for cold welding:
- A plastic two-component substance that must be thoroughly kneaded immediately before use to mix the components. The advantage of this type of cold welding: the composition is quickly prepared, stored for a long time, requires minimal preparation before use. Disadvantage: hardens quickly, must be applied very carefully, it is recommended to use it as soon as possible after preparation.
- Liquid components. Before starting the application, it is required to combine the substances in the proper proportion, and the glue is ready for use. Advantages of a liquid composition for cold welding: the adhesive easily penetrates deep into the joint, forming a strong layer that is resistant to mechanical stress during solidification. Disadvantage: requires special conditions for long-term storage. Different materials - plastic, metal - require different chemical components.
The main advantage of any kind of cold welding is the ability to quickly repair a section of a water supply, heating or sewerage system without shutting off the water supply. Welding, or in this case, gluing of components can be done in conditions of increased fire hazard.
Important! For high-temperature circuits, in particular heating systems, there are chemical compositions, the operation of which is possible in conditions of more than 1000 degrees Celsius.
As a repair compound for cast iron heating radiators, the surface should be carefully prepared for the use of cold welding. Despite the strength of the joint, the repaired section may not withstand the maximum pressure test.
Repair of polymer pipes

For polymer pipes, specialized compounds are needed.
Regardless of the chemical composition of the processed material and the nature of the welding used, it is imperative to comply with the conditions and recommendations prescribed in the instructions.
Cold welding for plastic heating pipes takes place according to the following scheme:
- an obligatory step is the preparation of the surface of the material to be repaired. For this, the surface of the ends of the pipe is processed with sandpaper and then degreased. Roughness on the pipe will increase the adhesion to the adhesive. Greasy contaminants can chemically react with cold weld components and degrade their performance;
- determine the correct perpendicularity tolerance of the ends. In the case of pipes with a diameter of 20 ... 40 mm, it should be no more than 2 mm;
- measure at the ends of the pipes half the length of the coupling to determine the area of the treated surface;
- the marks are cycled, that is, a thin layer of material (0.1 ... 0.2 mm) is removed from the pipes, burrs are also removed;
- direct preparation of the adhesive consists in mixing the components until a homogeneous mass is formed. In the case of plasticine welding, the hands are moistened with water before mixing. The paste will not stick to the skin. The shelf life of liquid formulations lasts no longer than 3 minutes, so you need to act quickly;
- the prepared mixture is applied to the surface of the repaired or bonded material. They put everything under the press. What force should act on the seam is indicated in the instructions for cold welding.
The repaired piping or heating circuit can be used 8 hours after welding.
Technological process
The whole process of repairing radiators and heating pipes, regardless of what material they are made of, is carried out in two stages: preparatory and main.
Preparatory work
The content of the preparatory stage depends on what requirements the adhesive composition itself imposes on the repaired product, including the requirement for the presence of a pure metal on which the composition will be applied.
In the event that the preparatory stage meets the requirements for providing the adhesive with access to pure metal, then it will consist of the following steps:
- cleaning of the repaired area to bare metal... In the case of a thin layer of coating, for example, paint and varnish, you can do with a metal brush. However, in the case of a thick layer of coating, mechanical cleaning may be required using a special circle and a grinder. If an old pipe is to be repaired, then stripping to metal should be carried out extremely carefully;
- after the metal has been cleaned, the surface should be degreased, for example, with alcohol or other liquids whose chemical composition allows the metal to be clean... If cold welding does not require mandatory cleaning from paint and varnish coatings, the cleaning step immediately begins by degreasing. Degreasing itself is done with a cotton swab or other material. In this case, it is desirable that such a material be lint-free, since, otherwise, its microparticles can adversely affect the cleanliness of the coating.
The main stage
The next stage is the main one, during which the repair itself takes place using cold welding, consisting of the following steps:
- preparation of adhesive... It is taken out in the main stage, since it requires a very quick implementation of all the necessary actions due to the fact that the composition itself hardens very quickly, which can lead to the loss of its plastic properties even before it is applied to the repaired area;
- if we are talking about a one-component composition, it is necessary to cut off a piece of such a size that is enough to cover the place that will need to be covered in order to carry out repairs... This piece must be kneaded to such an extent in order to obtain a plastic mass that will take the shape that is required in the repaired area;
- if we are talking about a two-component composition, it is necessary to mix the elements of such a composition in equal proportions in order to obtain the mass required in terms of quality, after which it will be ready for use as part of the ongoing repair;
- the next step is to apply the composition itself to the repaired area... As mentioned above, the application of cold welding must be carried out quickly, otherwise the polymerization process (that is, solidification) will occur much earlier, as a result of which a high-quality connection will not work;
- after the composition is applied to the repaired area, this area must be protected from environmental influences... This can be done by means of a special clamp or clamp, which is put on for the period indicated on the cold-welded package (this is the period of the limiting hardening of the composition, after which it acquires its maximum strength).
As a rule, after such a repair, it is possible to operate the product (pipe or radiator) no earlier than eight hours later. However, complete polymerization, after the onset of which the full use of the product is possible, does not occur earlier than in a day. This time period is given with the assumption that the heating pipe or radiator will be used by filling it with hot water.
When working with cold welding, remember about safety measures to protect the skin of the hands - all work must be carried out with gloves, and in order to prevent the composition from sticking to the hands, the surface must be moistened with water (for example, using cotton swabs).
Briefly about cold welding
Cold welding is a liquid or plastic-like mixture that allows even dissimilar materials to be joined together without resorting to high temperatures. Cold welding has a number of advantages over traditional methods of joining metals and plastic products. This is ease of use, fire safety, strength and durability of the resulting seam, lack of deformation of the glued surfaces, etc. There are also disadvantages. This is plastic deformation of the parts to be joined.
Cold welding is used for the repair and installation of heating systems, water supply systems, hot water supply circuits, as well as in case of breakdown of machine parts, the formation of cracks and punctures in containers of various purposes. Many people ask if the radiator can be cold welded. Experts answer this question in the affirmative. But it is strongly recommended to buy an adhesive in accordance with the subsequent operating conditions of the joint and the chemical composition of the surface to be treated.
There are many options for cold welding products on the market. But not all of them can be useful at large temperature drops. That is why their application in industrial conditions becomes impossible. The new generation of cold welding Mastix is far ahead of its competitors in this respect. It can withstand temperatures ranging from -60 to +150 degrees Celsius.It can be used to connect any objects from any material, since its quality is much higher than the level of ordinary glue.
With unquestioning observance of all the rules, it can be used to effectively connect both broken things and new parts that have not been mounted before. But, in addition, cold welding has another important feature - there is an opportunity for the formation of lost particles or new elements of parts. Applying Mastix cold welding, the craftsman has the ability to fill holes, cracks and other breakages with it.
Household pipelines (even if they are filled with hot water) do not have too high a temperature, which makes it possible to use this type of glue. Welding is supplied with a rod-like element. It combines two components. The first one is inside, the second is the outer shell. In order to start using them, you just need to mix the composition. The resulting mixture will be soft. This state of her can last up to seven minutes. After this time, it will begin to dry out a little until it completely turns into a solid state.
Benefits
- reliable elimination of cracks, chips and leaks in household pipelines,
- safe use, there is no deformation and stress on the metal,
- when forming a seam, heating is not allowed, no additional tool is needed,
- does not melt the material, suitable for the repair of metal-plastic and plastic structures,
- repair does not take much time, it is appropriate for sealing a leak in an emergency, you must strictly follow the manufacturer's instructions,
- the most budgetary way to repair water pipes.
Where is applied
Mastix cold welding can be used both at home and in professional work. It all depends on the type of material and environmental conditions. Its main application is the use of cold welding in the form of conventional glue. He must combine those materials that cannot be glued with ordinary glue.
Very often it is used to repair pipes in water pipelines, holes in containers are sealed with it, machine parts are repaired and much more. The plastic mass, which is this mixture, perfectly binds cracks (it can even penetrate into the object). If the object is not used at temperatures above 150 degrees, then cold welding can effectively repair all chips in it, with its help you can finish the necessary or missing parts or repair equipment in another way. It is very important not to use the part until the glue is dry.
The material that is obtained after drying cold welding is not strong enough to withstand the stress of strong impacts. But it can easily withstand the loads that vibration causes, therefore it is very effectively used to repair moving mechanisms. The following components can be found as part of Mastix cold welding:
- Fillers of mineral origin;
- Metal fillers;
- Epoxy resin;
- Amine resin.
disadvantages
- it is used only for minor repairs of damaged pipes in places where there is no load,
- requires careful adherence to the application technology, otherwise it will not hold,
- during the welding process, it is necessary to observe the set temperature,
- unlike inverter welding, the seam is not durable, it is only a temporary measure.
Cold welding types
- For gluing metal products - its constituent component is a metal filler, which helps the glue to more effectively connect objects made of metal. To use it, it is not necessary to completely dry the surface - the glue is in good contact with water. This advantage allows this type of cold welding to work more efficiently with plumbing. There is also no need to clean the desired part from dirt - the mixture is insensitive to dirt, so you can safely work with objects in any condition.
- A universal mixture - it can be applied to any surface material. It works at all temperatures. This is a very popular form of cold welding. Due to its versatility, it should always be at hand with any owner.
- Heat-resistant cold welding - even a temperature of 250 degrees Celsius cannot destroy it. It is used for soldering all types of metals in cases where they come into contact with significant temperatures.
- Cold welding, which is used for plumbing repairs, has worked well in wet repairs. It is used to restore the thread on plumbing parts. Can join porcelain, metal products, etc.
- Welding Fast Steel is a steel filler mix that works great with steel parts. They connect or restore lost parts.
- Cold surfaces - it contains a filler made of aluminum, which very firmly connects products made of this material.
Cold welding characteristics of Mastix
Before deciding to use this type of glue, you need to familiarize yourself with its properties.
What you need to know about using Mastix cold welding
Starting work with this type of glue, you must first prepare the surface for work - completely clean it. After that, it is necessary to separate the required amount of cold welding, knead it well and apply it to the surface. It should take about 20 minutes before the glue takes hold of the material.
Description
The glue is designed for fast and reliable gluing, repair and sealing of heating radiators, pipes for hot and cold water supply, sewage of household and industrial buildings and structures made of plastic, ferrous and non-ferrous metals. The operating temperature of the repaired products is from -60 ° C to + 150 ° C. Provides reliable repair on wet and oily surfaces, at low (down to -10 ° C) temperatures (subject to mixing the mixture in a warm room).
Technical information
Application
The surfaces to be joined or the place of repair must be cleaned of dirt and rust, be sure to clean it with coarse sandpaper (for metals), degrease if possible (with acetone, etc.) and dry. Cut off the required part of the rod and mix both components thoroughly with your fingers (maybe wet) until you get an even color of the mass. When used on wet or oily surfaces, the mixture must be smoothed back and forth until it sticks to the surface (while the bond strength decreases by 20-25% for oily surfaces). Do not allow rod components to come into contact with the eyes and skin. Wear protective gloves to avoid skin contact. In case of contact with eyes, rinse with water and seek medical advice. Do not use on food contact surfaces.
Among all the options available on the market that are presented in the cold welding section, there are not so many that can work over a wide temperature range. This is one of the main disadvantages that hinders industrial applications. Cold welding Mastix can withstand temperatures from -60 to +150 degrees Celsius, which is excellent compared to competitors. It can be used to connect any things, since its base has higher qualities than standard types of glue. If you follow all the rules for applying, then you can ensure a high-quality connection, both broken things and new parts that have not been previously connected. But the main feature of use here is the ability to create new elements and lost parts. Cold welding for Mastix batteries and pipes allows you to seal holes, chips, cracks and other defects. In ordinary domestic pipelines, even with hot water, the temperature does not exceed the permissible value.
Delivery is made in the form of a bar in which two components are connected. The first component is on the inside and the second is the outer shell. They require stirring to use, making the mixture available in a soft state within seven minutes. After that, it gradually dries up, forming a solid connection or simply a hardened patch of patch.
Repair of cast iron and other types of radiators
Working with radiators is similar to gluing defects on pipes. The surface is cleaned, degreased. You can use alcohol for this purpose, applying it with a cotton swab. Next, take a ball of resin about 2 cm in diameter, knead it, mixing the components. Press the resin to the place of damage, smooth it, hold it with a rag or clamp.

Usually, 30-40 minutes are enough for polymerization, but it is better to use the battery after a day, not earlier. Naturally, the water supply must be turned off before repairs. If you need to remove the fistula, you need to take glass cloth and a liquid agent, wrap the area and glue it securely.
Cold welding is an excellent temporary measure until the end of the heating season. It will help you fix pipe or radiator leaks quickly and hassle-free!
A leak in a hot pipe or radiator is a nuisance, but a leak that starts in a pressurized circuit is an even bigger problem. If the heating pipe is leaking, then the accident must be urgently eliminated.
Leak sealing methods depend on the place of its manifestation:
- Seamless or welded heating pipe leaks;
- A leak has appeared at the interface between the pipe and the battery, the pipe and the fitting, the fitting and the fitting;
- In the intersection space of the radiator;
- On an open and repairable battery area.
Each of these accidents can be eliminated with improvised means and in different ways, but only in one case - if the leak in the heating battery or in the pipe is small, and water or coolant flows in a thin stream or drips. A more serious leak is eliminated by more radical methods, which we will talk about. Whoever has fixed a leak in his heating system at least once knows how many troubles he saved himself and his family.
For both large and small leaks, it is necessary to immediately close the shut-off valve for supplying the working fluid to the system. The problem is solved by applying the following options:
- If the radiator is leaking, then you need to close the shut-off valves at the inlet and outlet of the device. If the radiator is with a bypass, then the whole system will continue to work without stopping, if there is no bypass, then it is better to turn off the boiler in order to avoid unexpected overheating of the heating system;
- If there are no shut-off valves or it is installed, but not where it is needed, then the heating must be stopped so that the pipes do not remain under pressure, and start to eliminate the leak.
Steel pipes with hot water rust quickly, even if they are painted, and this causes the pipe walls to become thinner. In the thinnest places, over time, a leak may appear and, if it is not eliminated in time, the drops will imperceptibly turn into a trickle.

If a colored spot appears on the pipe, the paint begins to swell, traces of rusty water drips or rust on the pipe are visible, water drips imperceptibly, do not wait in the hope that it will stop by itself. It is better if you find a suspicious place in the summer, with the heating turned off - there will be fewer problems with disconnecting and maintaining the temperature in the room during repairs.
Mastix advantages
- Mastix cold welding glue is a versatile tool that helps to glue almost any surface much better than other types of adhesives;
- Several varieties are produced that have improved properties, for example, plastic, aluminum, although there are universal brands;
- The mixture is easy to use and easy to prepare, so you do not need a lot of experience or special knowledge to use it;
- Products are relatively inexpensive and available in many retail outlets;
- Convenient delivery option in the form of a two-component rod;
- Wide operating temperature range.
Advantages and disadvantages
The technology makes it possible to eliminate pipe leaks with high reliability. This procedure is safe to perform, which cannot be said about conventional welding. Other benefits are:
- convenience, ease of technique even for beginners,
- excellent seam quality, which depends mainly on the type of material, and not on the speed of work,
- no need to purchase special tools, equipment, machinery and expensive materials,
- minimum energy consumption,
- fire-fighting, anti-explosive properties of epoxy,
- low cost of repair,
- availability of cold welding - adhesives are sold in any store.

The technology also has disadvantages. Welding of this type is not designed for too high loads - pressure, strong heating. Therefore, in case of a serious defect in the pipe or radiator, it is better to use hot welding or change the section completely. It is important to observe preparation measures - otherwise, the quality of the weld will decrease. The durability of cold welding is lower than that of standard welding - repaired pipes will not last many years, but will require new repairs. In fact, such repairs are considered by specialists to be a temporary measure.
Disadvantages of Mastix
- The drying time here is slightly higher than in other brands, therefore, some problems may arise when working with it at different temperatures;
- During preparation, clumps can form, which lowers the quality of the joint and can lead to the need for rework.
Application area
Cold welding Mastix for metal is used both at home and in various repair procedures of professionals, depending on the type of material. Basically, it is used as an ordinary glue, which should connect metal, wood, plastic, stone and other things that are difficult to glue. An equally important function is the repair of pipelines, various containers, car parts and other things. Cracks can be repaired by applying a plastic mass, and with penetration into the internal parts.
If the product is not operated at temperatures above 150 degrees Celsius, then chips can be repaired, parts restored and other repair procedures performed. The main thing is to withstand that time, after which you can put the part into operation. The properties of the fortress here are not strong enough to withstand strong shocks, but vibration loads, which are often found in moving mechanisms, are tolerated quite normally.
- Mineral fillers;
- Metallic fillers;
- Amine resin;
- Epoxy resin.
Views
For metal - it has a metal filler in its composition, which improves the quality of the connection with metal surfaces. It tolerates contact with moisture well, so it can be used in plumbing repairs. It is not highly sensitive to surface cleanliness, so it can be used with wet and oily parts.
Universal - the mixture is used for quick repair of any surfaces. Has a wide range of operating temperatures. This is the most popular and frequently used option that may be needed in every home.
Heat Resistant - This cold weld has the highest burst temperature, which is 250 degrees Celsius. It is used to join metals, both ferrous and non-ferrous, used in thermally active spheres.
For plumbing - glue is used for work in wet conditions. Most often, this is the repair of plumbing, where high moisture resistance is needed and the ability to withstand work under pressure.Connects metal, porcelain, can be used to restore carvings, and so on.
Cold welding Mastix fast steel - contains a steel filler in the composition, which improves the quality of the connection and the restoration of lost elements with steel.
Cold Welding Mastix for Aluminum - Contains an aluminum filler that makes the bond to this metal stronger.
Properties and characteristics of Mastix
Before taking Mastix, you should study its characteristics:
Features of use
Instructions for the use of cold welding Mastix assumes overexposure of all the rules. At the initial stage, you need to clean the surface from which the work will be carried out.
Even if the packaging indicates that this step can be neglected and the glue can be used on oily surfaces, for a better connection, you should still clean everything. "
After that, you need to cut off the part that you will use from the total mass. Here it should be taken into account that both components are in equal measure. This is followed by kneading and application to the surface. Next, you need to wait from 20 minutes to an hour for everything to grab securely.