

Pipelines made of polyethylene elements are gradually replacing the usual metal pipes. Plastic has many significant advantages over metal. Welding of polyethylene pipes is a reliable method of joining individual parts. The finished seam can withstand heavy loads, is durable, and is resistant to moisture.
Welding of polyethylene pipes
Installation features
When brazing HDPE pipes, it must be borne in mind that the welding joint is one-piece. For the manufacture of a durable welding joint, it is necessary to use specialized equipment. Initially, it is best to try to do the work on rough parts.
When creating a connection on compression fittings, it is necessary to choose the option to separate the individual elements. A joint made on fittings can withstand the load of individual hot water heating, but it is not designed for water hammer or industrial pressure. The weld seam is suitable for joining large diameter parts.
Welding machine
The device for welding HDPE pipes consists of several elements. Each element performs its own function. For example, a centralizer is used to clamp and center pipes. It is equipped with two or four clamps. The plane is used to finish the ends. And the welding mirror heats the pipes to the melting temperature.
In addition, the device is equipped with a device that allows you to create the required force for pressing the pipe against the welding mirror, as well as for pressing two pipe sections during pressing. The device control unit allows you to provide the required voltage, as well as maintain the device parameters in a certain interval.

Welding methods
The technology of welding polyethylene pipes is carried out by several methods. Each of them has certain features, requires the use of different types of tools, consumables.
Flared
For welding PE pipes using the socket method, special fittings must be used. Additionally, you will need the following tools:
- calibrator;
- pipe cutter;
- welding machine for polymeric materials;
- chamfering tool;
- a set of nozzles for heating.
Step-by-step instructions for carrying out work:
- Cut pipes to size.
- Use a chamfering tool to cut the edge to be joined.
- Calibrate the hole to get a perfect circle.
- Wipe the abutting surfaces from dust, degrease.
- Set the heating temperature of the welding machine to 210 degrees Celsius. After heating to this temperature, the indicator on the device will light up.
- Install the prepared pipe and coupling on two nozzles fixed on the welding machine.
- After heating, remove the two parts, connect them together.
Wait for the joint to cool.
Butt
The method is used for welding products with wall thickness exceeding 5 mm. Required equipment, tools:
- The mechanism for processing slices is a facer.
- A device for coaxial alignment of two parts relative to each other - centralizer.
- Control system for automated processes.
- Welding machine used for end connection.
- Drive for connecting individual elements.
- Reducing inserts.
Work process:
- Fix the two ends of the piping to the centering frame.
- Clean, chamfer the joints to be joined.
- The welding mirror heats up two parts of the pipeline at the same time.
- Under pressure, the two parts are held until they cool.
To make a strong seam, you need to familiarize yourself with the butt welding table for polyethylene pipes.

Welding machine for polyethylene pipes
Extruder
Brazing HDPE pipes with an extruder is used in production in the manufacture of pipelines of complex shapes. Step-by-step instructions for performing work:
- Cut the parts to the required size, clean them from burrs.
- Clean the cut points from dirt, degrease them.
- Spot welding to fasten the parts together.
- Weld the joint with an extruder.
To bring the seam to an acceptable form, you need to wait for the plastic to cool, sand it with sandpaper.
Electrofusion fittings
Welding HDPE pipes with electrofusion couplings is considered an expensive method that requires the purchase of certain consumables and tools. Electrofusion fittings are plastic parts that have multiple heating elements mounted inside. When using fittings, you must use a special welding machine that does not have a heating segment.





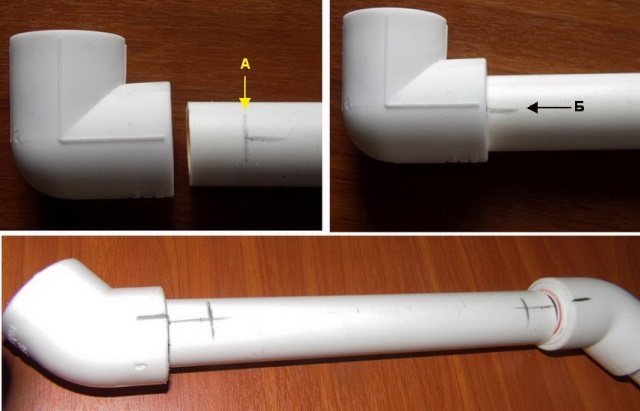
Socket welding of HDPE pipes

Socket welding
Socket welding has a different procedure and a different set of materials. To carry out the work, you will definitely need a soldering iron for HDPE pipes, as well as a set of nozzles. Often in such joints, additional equipment is used, such as corners and eccentrics. The connection of the ends of the products is carried out after the fittings are attached to them.
The work uses a soldering iron for polypropylene pipes, which contains several metal parts. These parts heat up the plastic aggregates. One of them is a mandrel - a special element that is inserted into the inside of the fitting. The other, the sleeve, serves to heat the site itself.
Coupling welding requires special preparation. You need to take a number of actions to help improve the quality of the connection:
- The workpieces must be trimmed and aligned exactly opposite each other.
- The edges must be cleaned of dirt and plastic residues.
- Those pipes that are not currently in use must be plugged to avoid blockages.
- It is necessary to inspect the soldering device for dirt or plastic residues from past work. Clean if necessary.
After carrying out all the preparatory work, you can take up the implementation of this welding method with peace of mind. Implementation order:
- The parts to be joined are heated with a soldering iron to a certain temperature. Usually, the device itself monitors this temperature, which at the right time will give a signal to stop heating.
- The pipe is forcibly inserted into the sleeve, and the fitting is pushed onto the mandrel. Quite a lot of effort is often required to carry out these operations. It is necessary to insert the parts all the way.
- The excess plastic will be squeezed out and create a ring-shaped bead.
- Then both parts must be removed from the tool and tightly connected together.
- After complete cooling, you can continue to work on connecting the pipeline.
Important! During cooling, it is necessary to ensure complete rest of the connection. Any impact at this stage can compromise the tightness of the connection.
The soldering time can be found in the standards in which this time is indicated depending on the diameter of the parts.
Fitting connection
It must also be remembered that it is necessary to apply force when connecting the pipe and fitting only until the parts are resting. If you continue to influence, you can break the integrity of the connection, which will cause negative consequences in the future.
Tools and equipment
Equipment, tools for work are selected depending on which welding method will be used. Be sure to need a pipe cutter, a chamfering mechanism.For example, for electrofusion welding of polyethylene pipes, a special welding machine and heating parts are needed.
Thermistor welding of polyethylene pipes requires the use of embedded electric heating parts. For the butt method, you will need a centralizer, a hydraulic drive, and a facing tool.
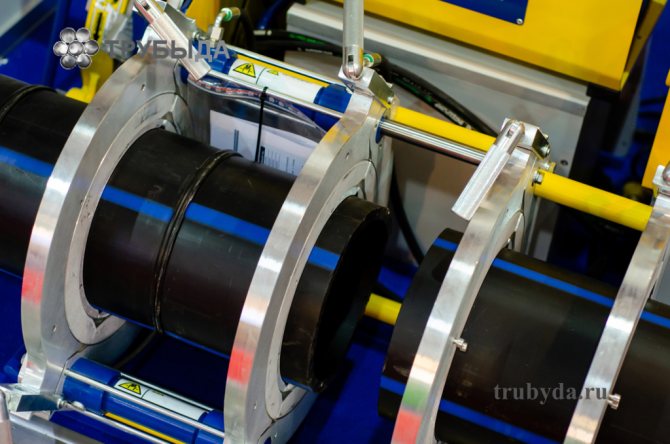
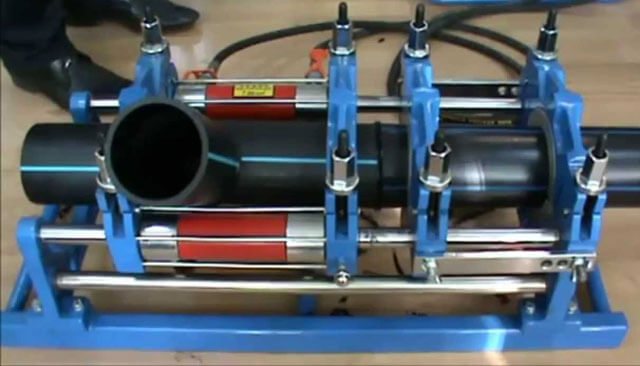
Butt welding of polyethylene pipes
For butt welding of polyethylene pipes, special welding equipment is required. This connection method is effective for brazing HDPE pipes only. Its versatility lies in the fact that it allows you to maintain the flexibility of the structure throughout its entire length. This method can be used both with a trench and with an open method of laying pipes.

Butt soldering of HDPE pipes is performed in the following sequence:
- Installation of the ends of the welded products in the welding equipment centralizer.
- Alignment and tight fixation of parts.
- Cleaning the end sections from dirt, dust, grease, other blockages and layers (carried out by means of a cotton cloth soaked in alcohol).
- Processing of end fragments by means of a facing device (trimming). The process is carried out until uniform chips appear, not exceeding 0.5 millimeters in thickness.
- Removing workpieces and checking the ends by hand for parallelism. If a significant gap between the surfaces is detected, re-trimming until the required conformity is obtained.
- Heating of the ends of the blank tubes with a heating element, the surface of which is covered with a non-stick layer.
- Upon reaching some melting of the workpieces, removing the heating element and closing the ends of the pipes to be welded. The contact pressure is increased until a complete and firm closure is achieved. The products should be kept for some time (usually 5-10 minutes) until the joint is completely hardened.
- Quality control of the welded structure. The appearance of the welded ends, their correspondence with each other and the strength of the soldering are evaluated.
In addition to the welding process itself, it is important to pay extra attention to the preliminary work listed in the starting points. They should be carefully performed before brazing HDPE pipes, since the reliability and strength of the joint produced largely depends on this.
A prerequisite for high efficiency of butt welding is its implementation with one seam. Only in this case is the maximum strength of the welded joint achieved, otherwise it may turn out to be insufficient.
Stages of work
To weld HDPE pipes with your own hands at home, use the method of joining parts into a joint. Stages of work:
- Crop the elements to the required dimensions.
- Chamfer, center the two parts.
- Remove burrs and dirt from the parts to be connected. Degrease them with alcohol.
- Heat the two parts with a plastic welder.
- Press the two parts together with your hands.
Wait for the seam to cool down. Sand the beads of plastic with fine emery paper. The butt joint method provides the flexibility of the pipeline along its entire length, which is considered a plus. If you need to make a seam in a hard-to-reach place, it is advisable to choose the coupling method. Split joints are suitable for making temporary piping.
Welding of polyethylene pipes is considered a reliable method of making plastic pipelines. Several methods of work are distinguished, which differ from each other in the equipment used, in the stages of welding. You can make a strong connection yourself.
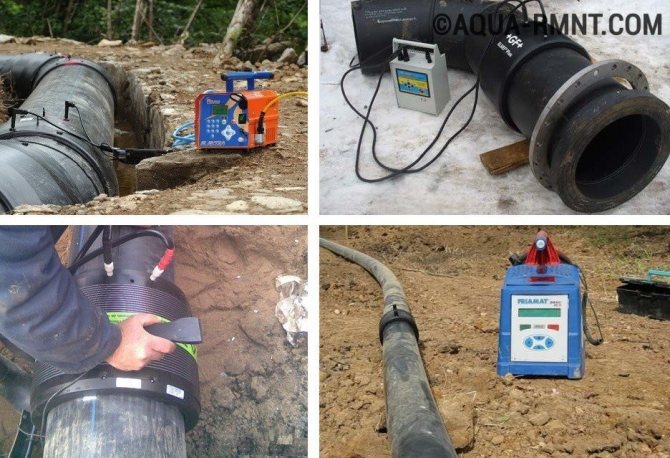
Electrofusion welding

Electrofusion welding
A special type of socket welding, which consists in the use of special equipment.This connection helps to achieve high strength and durability of the finished structure. The method is realized with the help of electric couplings, which already have heating elements inside.
Fittings with internal heating elements can be used. The spirals heat up the material, making it pliable. Then the two parts are joined together and a reliable monolithic connection is ensured.
The tools for this kind of welding are much more expensive, but they are much better functionally. The use of electrofusion couplings ensures that there are no annular beads in the inner part and ensures good water passage. Another advantage is that this method does not require the direct use of welding equipment. This helps to carry out work in cramped conditions.
Electrofusion welding procedure:
- The parts to be joined are cut in the right places.
- The ends of the products, as well as the electrical coupling, are cleaned of contamination.
- Appropriate marks are left on the surface to help determine the insertion depth of the coupling.
- With the help of wires, the electromagnet is connected to the welding equipment.
- On the device, the master presses the button to start welding, which will start heating the elements.
- As soon as the process ends. The device will turn off the heating by itself.
- After about an hour, the connection will completely cool down and can be put into operation.

End caps
It is best to cover the ends of unused pipes before starting welding with special plugs to avoid cooling.
It is important to keep the parts in a rigid position during welding. This can be done using special holders or stands. The final weld must not be thicker than 0.5 wall thickness.
Preparation for work
Before proceeding directly to welding, preliminary preparation should be carried out. Its stages are the same regardless of which method is applied.
First of all, you need to prepare a work area of sufficient size, which will accommodate all the necessary equipment, pipes and fittings themselves (if any). Before starting work and connecting the welding machine to the network, check the integrity of the electrical cables. It is also worth making sure that the clamp and electronic sensors are in good working order, the trimmer blades are sharpened, and the liners prepared for work correspond to the pipes in diameter. Parts exposed to friction during operation are lubricated, and the heater, facing tool and scraper are cleaned and degreased.
The pipes themselves are also processed: in the places of the proposed joints, the surface is cleaned. Thus, it is possible to get rid of various impurities that will interfere with the creation of a reliable connection.
DIY butt welding
This method is carried out using a special pipeline welding machine. The process itself is as follows. The ends of the elements are cleaned of dirt and wiped with a degreasing compound. Then they are heated with a special heating element to a viscous state and connected under pressure. After that, the seam must cool naturally and only then can the pipeline be operated.
However, when performing butt welding, you should monitor such parameters as:
- Heating time;
- Reflow height of the ends;
- Pressure on the surfaces to be joined;
- Temperature.
If all the recommended parameters are observed, the seam should turn out to be even with the same protrusion over the entire surface. Butt welding is considered the main method of creating a pipeline from polyethylene components.
Types of pipe connections
To connect any pipes to each other, they are mainly used:
- Mechanical connection
... The easiest way to connect pipes is to use fittings.Additional connecting elements of various configurations allow the assembly of various systems. - Welding
... Pipes can be installed both by trenchless method and by laying in trenches after assembly on the surface. To maintain the flexibility (without loss of strength) of the water supply system made of polyethylene pipes, resistance welding is used. In practice, the following are used:
- butt welding;
- electrofusion welding.