Brazing copper pipes
Copper is an expensive metal, but copper piping has a competitive edge to keep copper systems at peak demand. Competently made of copper will provide a long and trouble-free service life of the water supply system throughout the entire life of the house, exceeding half a century. The practicality of processing such products lies in the simplicity of the soldering process - it is low-temperature, easily carried out in a domestic environment in the presence of a gas burner or an electric soldering iron.
Set of tools
The complete set of tools, fixtures and materials used in the process for the soldering procedure is as follows:
- means for expanding, cutting and stripping pipes: expander, pipe cutter or grinder with the thinnest disc, beveller, sanding paper, metal brush;
- tool for heating metal and melting solder: gas torch or electric soldering iron 250 W;
- materials with which the connection takes place: flux and solder from an alloy of tin with copper, antimony, silver or other additives;
- auxiliary materials - napkins for removing excess flux, stands, gloves, measuring and marking tools.
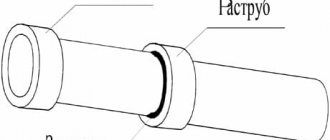
Copper pipes will be connected without fittings - the edge of one is expanded with a pipe expander, another piece is inserted into it. The joint heats up, and the seam is poured with molten tin solder - a reliable sealed joint is obtained that can withstand a sufficiently high pressure and high temperatures. You can correctly solder copper pipes by understanding the principles of the process:
- after cutting the tubes before soldering, the ends are carefully cleaned - all burrs are removed, and the edge is sanded to a bright yellow color. This must be done to remove oxides from copper that prevent soldering;
- after stripping, it is covered with a special compound - flux, which removes oxygen, preventing oxidation during welding, helps the molten solder penetrate deep into the joint;
- the flux-coated sections are slid one on top of the other and heated with a torch or soldering iron. In this case, the technology of soldering with a soldering iron differs from working with a burner only in the absence of an open flame;
- solder is brought to the heated surface under the flame - the tin is melted, pulled into the joint, spreading evenly around the connection circle;
- after cooling, the excess tin will fall off by itself, and the seam will be hermetically sealed.
If you do not have special skills in such soldering, it is better to entrust it to professionals.
Advice. In everyday life, it becomes necessary to connect aluminum tubes, which are more difficult to process than copper. This will require aluminum solder and aluminum brazing equipment - a torch capable of heating the metal to 400 ° C. The specificity of the procedure is that the flux is not used, and the solder is not injected into the flame, but applied to the joint: it melts from contact with the hot metal.




Soldering polypropylene PVC pipes (plastic)
Polymer products are brazed at lower temperatures than metal. They are afraid of open flames, so special electric soldering irons called welding machines are used for welding.
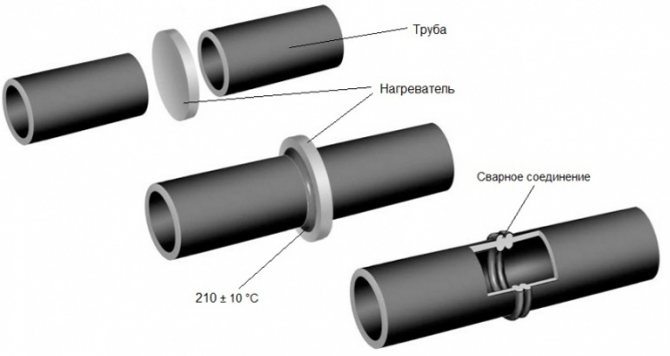
Welding technology of polypropylene products (PP) is fundamentally different from working with copper.
Joining metal sections involves inserting one section into another, and then sealing the seam using a weld from a softer metal.In the case of polypropylene, both segments melt, they mix, they completely penetrate one into the other, and when solidified, an integral homogeneous connection occurs. Such welding is called diffuse from the Latin word diffusion, meaning mixing. Soldering propylene pipes means doing three things:
- melt the ends of the segments until soft;
- connect one to the other without unnecessary turns;
- wait until it cools down - as a result, a homogeneous one-piece section is formed.
Soldering pipes for heating and plumbing at home
Due to the simplicity of the do-it-yourself procedure, it is carried out at home. To do this, you need to purchase:
- electric welding machine for welding polypropylene;
- attachments for the device (included in the set for the device);
- trimmer;
- fitting;
- accessories: marker, knife, tape measure.
Soldering polypropylene is much easier than copper
Do-it-yourself soldering of propylene pipes consists in the sequential performance of the following operations:
- Cut pipes to predetermined dimensions, prepare fittings if necessary.
- Trim the ends - remove 1–1.5 mm of the protective layer from above. This can be done with a trimmer or sanding with emery paper.
- Prepare the welding machine - equip it with nozzles for the diameter of the pipes and connect it to the network. Polypropylene melts at 250 ° C. The device has a temperature switch and a heating indicator. When the desired temperature is reached, the device gives a sound or light signal that it is ready for the welding process.
- Insert the pipe and fitting into the corresponding nozzles and keep the time strictly according to the instructions, avoiding overheating or underheating.
- Remove the heated parts from the nozzles, then solder by inserting one element into the other. At this stage, the actions must be confident and clear - it is forbidden to move the elements back and forth or rotate along the axis.
- Allow the polypropylene to cool down - leave the structure without mechanical stress for a while.
- Check the connection visually for defects: if the technology is followed, the seam will turn out to be uniform and strong.
Brazing HDPE pipes using polypropylene fittings.
Honestly, I am against this method. Now I will explain why:
- Polypropylene and polyethylene have different melting points. HDPE melts at just over 100 degrees Celsius, while polypropylene melts at 260 degrees. The welding will turn out to be of poor quality.
- Even if it turns out to make such a connection, it is still not clear what pressure it is designed for and how long it can hold it.
Read also: Connecting busbars for wires
Therefore, I advise you not to waste time and money in such experiments.
Correct brazing of large HDPE pipes at normal temperature
They are of two types:
- low-strength - they are made under high pressure and acquire a low density;
- high-strength (HDPE) - are made under low pressure, but acquire a high density.
Another name for high-strength polyethylene pipes - HDPE stands for low-pressure polyethylene. The words "low pressure" in the title mean in which conditions the products were manufactured and are not related to the scope of application. Low pressure polyethylene (HDPE) is used in high pressure and temperature conditions - in main gas or water pipelines. Soldering polypropylene pipes correctly is not an easy task.
Since HDPE products are produced in a wide variety of diameters (20 mm to 1 m 20 cm) and wall thicknesses, there is more than one method of joining them and many types of equipment for soldering polyethylene pipes. Welding of polyethylene pipes is carried out by one of the following methods:
- butt (or butt);
- bell-shaped;
- electrofusion.
For such soldering, you need a special soldering machine.
Butt welding of PE pipes in industrial conditions is performed by an expensive and bulky machine with a mechanical or hydraulic drive. The set of the device includes guides for centering, a trimmer for smooth cutting of abutting edges, a heating element, drives and timers. The end-to-end technology itself is simple, but the equipment used is not cheap: the price of a welding machine for HDPE pipes is on average 250 thousand rubles, and a separate heating element costs about 50 thousand.
Soldering scheme for polyethylene pipes with a soldering iron in hard-to-reach places
Soldering of polyethylene pipes takes place according to the following scheme:
- the products to be connected are inserted into the pipe welding machine, are centered;
- an automatic facing tool is inserted between them, which evenly cuts the HDPE, removing chips;
- the opposite ends are joined, visual control of the alignment and tightness of the edges is carried out;
- the ends to be welded are degreased, a heating element is installed between them;
- the ends are heated and melted at a given temperature for a certain time;
- the heating element is removed and the connection cools down for a period set by the timer;
- a strong connection is obtained without affecting the flexibility of the pipeline.
At home, it happens according to the same principle, but simpler devices are used - a soldering iron for polyethylene pipes. It costs from 30 thousand rubles, it is a welding mirror covered with Teflon and can withstand high temperatures - up to 300 ° C.
The parameters of butt welding of polyethylene pipes: temperature, heating and cooling time - depend on the diameter and wall thickness, they are set by the welders according to a special table. To eliminate errors in many devices, the parameters are set automatically.
Electrofusion welding of HDPE pipes belongs to the industrial category and consists in melting the section of the pipeline under the coupling, to which the electric current is supplied, and the temperature rises. Electrofusion couplings for polyethylene pipes consume a large amount of electricity during operation and are considered more expensive, but they help out in cases where it is impossible to use a device with large dimensions. They can be used at home.
Scope of application of polyethylene pipes
Polyethylene products are widely used in modern construction
They are used in the construction of water pipelines, sewerage systems, gas pipelines. PE pipes find their application in pressure and gravity sewers, serve as protective cases for electrical and telephone wires.
The old networks are being reconstructed with the help of polyethylene pipes. Replacement can be carried out with the destruction of worn-out communications, but it is possible to lay new ones in parallel with the old ones, which does not require stopping the water supply to the population and shutting off the sewage system. Reconstruction of wells and other communication and sanitary facilities depends on the degree of their deterioration. Individual parts (necks, shut-off valves, etc.) may be subject to partial replacement; if necessary, a major overhaul is carried out with a complete replacement of pipelines.
DESIGN PRESTIGE LLC
Brazing Reinforced Polyvinyl Chloride Pipes
Soldering can be done using the same machine that is used for welding polypropylene analogs. The walls of PVC products are thicker and stiffer, so fittings are required to connect them. Their melting point is lower, therefore this type is not used for hot water supply - the walls of the pipeline are deformed under the influence of high temperatures. Soldering is carried out with an electric welding machine with nozzles, on which the ends of the products to be joined are melted. To properly solder pvc pipes, you need to perform several steps:
- clean the edges;
- remove the reinforcement, if any;
- set the melting temperature to no more than 200 ° C.
Tools, fixtures, sequence of actions are the same as when working with polypropylene samples.
WATCH THE VIDEO
In everyday life, polypropylene, polyethylene or PVC pipes are often referred to with one general word as plastic, and the principles of their connection have much in common. Not everyone can properly solder pipes, but everyone can learn.
Today, polymer products are used in many areas of our lives and industries. But HDPE - low pressure polyethylene - is especially popular. This material is strong, durable, easy to install due to its low specific weight. Pipelines for various purposes are often made from polyethylene pipes. To connect individual workpieces, HDPE products are welded. In our article we will talk about the varieties and features of welding HDPE pipes.
Varieties of connections
To connect polyethylene pipes, you can use the following methods:
- Detachable. To perform such a joining of HDPE blanks, steel flanges will be needed. The main feature of this docking principle is that the pipeline can be disassembled during operation.
- Non-detachable. In this case, it will not work to disassemble the communications. To make such a connection, the workpieces must be welded. For this, one of the following methods can be used:
- butt welding of polyethylene blanks;
- welding of HDPE products by means of couplings.
To assemble pipelines from elements of large diameter, thermoresistive fittings or butt welding are used. When using both methods, a reliable monolithic connection is obtained.
Fast polyethylene pipes
Problems with polyethylene products are associated with the characteristics of all viscoelastic thermoplastics. Their strength largely depends on the degree of bending and compression, and in general it is relatively small. Polyethylene is sensitive to ultraviolet light, which has to be compensated for by coloring additives (usually soot) and the use of protective paint. The thermal expansion of polyethylene is quite high and it has to be compensated for by means of a constructive L- or U-shaped pipe bend.
Today, domestic underground pipelines are about 2 million kilometers long. These are mainly steel pipelines. For example, polyethylene pipes account for about 10% of the entire length of gas pipelines. Other networks also have not very high indicators for this parameter. However, there is a persistent tendency that modern pipelines in percentage terms are changing in favor of polyethylene pipes.
Butt welding of HDPE products
Butt welding of HDPE pipes requires the use of welding equipment. Due to the fact that no additional parts are used during welding, the installation process is greatly simplified. In this way, only HDPE blanks can be welded.
Attention: high-quality butt welding of HDPE products will work only if it is performed using one seam. Due to this, the strength of the joining of the parts to be joined will be maximized.
Butt welding of polyethylene pipes is the most effective and versatile technology, since it maintains the flexibility of the material throughout the entire pipeline. This method can be applied regardless of the type of pipeline installation used (trench, trenchless or open).
Butt soldering of polyethylene pipes is performed in the following sequence:
- To begin with, the ends of the workpieces to be joined must be installed in the centralizer of the welding equipment.
- After the parts are aligned and fixed, using a cotton napkin and alcohol, it is necessary to clean the ends of dust, dirt and grease.
- Then the ends to be welded are processed using a facing device. Trimming is stopped when uniform chips with a thickness of no more than 0.5 mm begin to form. The workpiece can now be removed and the parallelism of the ends can be checked by hand.
- If an unacceptable gap is found between the surfaces to be welded, the trimming operation must be repeated.
- After that, the pipes are brazed. To do this, using a heating element with a non-stick coating, the ends of the workpieces are heated to the required temperature.
- When the ends are sufficiently melted, we separate the products to be welded, and also remove the element for heating from the welding zone.
- After that, the ends to be welded can be closed and the clamping pressure can be increased until it reaches the required value.
- The weld must be kept under pressure for a specified period of time.
- After that, the quality of welding is checked. For this, the appearance of the burr, width and height are assessed.



Socket welding of HDPE blanks
Welding of HDPE pipes by the coupling method is performed using a special welding unit called a soldering iron, as well as a set of special nozzles that may differ in diameter. The size of the nozzle is selected based on the diameter of the welded polyethylene pipes.
Coupling brazing of HDPE pipelines is performed using fittings. The configuration of these products may vary. They come in the form of angles, tees or couplings. With this method of soldering, the ends of the workpieces and fittings are welded.
Important: the main advantage of socket welding is that it can be carried out in hard-to-reach places where axial displacement of workpieces is difficult.
Heating of polyethylene parts is carried out through the contact of the workpiece with the heated metal part of the welding unit. It consists of two rolling parts:
- the mandrel heats the inner surface of the fitting;
- the heating pipe is inserted into the sleeve.
To install this nozzle into the hole of the soldering unit, the sleeve and the mandrel must be twisted together.
Soldering of polyethylene pipes using the coupling method involves the following preparatory measures:
- The workpieces must be cut with special scissors to the desired size. In this case, it is necessary to ensure that the cut is strictly perpendicular to the longitudinal axis of the product.
- Before soldering is performed, the ends of the workpieces to be joined must be cleaned.
- To prevent unwanted cooling during welding, the pipe ends that are not currently being connected are sealed with plugs.
- After that, you need to clean the surface of the welding nozzle from particles of material that may have remained after the previous work.
Now you can start the welding process itself, which is performed in the following sequence:
- First, the nozzle must be warmed up to the welding temperature. When the value reaches the required level, the indicator on the soldering iron body will give a signal.
- After that, the HDPE pipe must be inserted into the sleeve until it stops. In turn, the fitting is also pushed onto the mandrel until it stops. Since the diameters are slightly different, some effort will have to be made to complete the procedure.
- We select the pipe welding time according to special tables, where this indicator is indicated for products of different diameters.
- In the process of inserting the tubular element and slipping on the fitting, excess material from the surface of the workpieces is melted and squeezed out. As a result, an annular bead is formed along the edge of the elements being welded - a gart.
- The pressure when inserting parts should be stopped at the moment when the workpiece and the fitting reach the stop.It is very important to comply with this condition, because otherwise the connection will not be strong enough. Since it is difficult to accurately determine the immersion depth of the workpiece, it is necessary to first measure this value and make a mark on the pipe.
- Then remove the workpieces to be welded from the nozzle. After that, install the pipe into the fitting so that it rests tightly against the annular bead. Let the connected elements cool down. In this case, you should not twist them and expose them to various mechanical influences.
Electrofusion welding
To make such a connection, a special electric coupling is needed, into which embedded heating elements are mounted. If we compare this welding with butt welding, then it will cost more due to the need to purchase expensive electrical couplings.
However, this technique has its advantages:
- Since no burr is formed on the inner surface of the pipes, the permeability of the pipeline does not decrease.
- This welding method is convenient to use in a confined space, where it will not be possible to install an oversized welded unit.
To connect two workpieces into a straight section of the pipeline, conventional electrofusion couplings are used. However, in some cases, electrofusion tees and saddle branches may be required. To complete the work, you will need an electrofusion welding unit.
The welding procedure is performed using a polyethylene welded fitting. This is a special product that has built-in spirals that act as heating elements. In this case, a part of the fitting material, which is melted due to the heated spiral, is connected with the polymer material of the workpiece, forming a continuous monolithic pipeline. By the way, the spiral remains in the resulting seam forever.
Important: electrofusion technology allows you to obtain a high strength connection. However, due to the high cost of this method, it is used in the installation of pressure communications for the transportation of gas and oil products.
Welding with electrofusion is performed in the following sequence:
- With the help of special cutting equipment, the pipes are cut into pieces of the desired size.
- Further, the workpieces must be cleaned of dirt and degreased at the welding point. The electrofusion must be subjected to the same treatment.
- Then marks are made on the tubular elements that will allow you to control the depth of insertion of the pipe into the sleeve.
- To prevent unwanted cooling of the elements during welding, the free pipe ends are plugged.
- With the help of special wires, the welding unit is connected to the electric coupling, the start button is pressed.
- After a certain period of time, the unit will turn off on its own, which will mean the completion of welding.
- The joints obtained in this way can only be operated after an hour.
Attention: the main condition for obtaining a high-quality seam is the immobility of the parts during the welding and cooling process.
The following requirements are imposed on the welded joints obtained:
- The annular bead of the weld should overlap the mark made on the workpiece before welding.
- The permissible displacement of pipe sections relative to each other is no more than 10% of the wall thickness of a HDPE element.
- If the wall thickness of the workpiece to be welded is no more than 5 mm, then the bead height of a high-quality welded seam should be approximately 2.5 mm. In the case of welding pipes with a wall thickness of 6-20 mm, the bead height should be more than 5 mm.
When choosing a method for welding HDPE blanks, it is worth considering the operating conditions of the installed utilities. Only taking this factor into account can a reliable and high-quality pipeline be built that will work effectively for the entire period allotted to it.
Add to bookmarks
When it becomes necessary to replace the pipeline in the house, the question arises of whether to do it yourself or call a master. Quite recently, calling a plumber to repair a plumbing was a familiar and natural thing to do. But now, when plastic pipes (metal-plastic, polypropylene, plastic, HDPE products) have appeared, which have a low cost, fairly good strength and an easy installation method, cases of self-installation are increasingly common. Soldering of polyethylene pipes will significantly save the process of installing a water supply system.
Types of plastic pipes: polyethylene, polypropylene, metal-plastic.
But how to solder yourself and what is needed for this?










Backfilling of the trench
The soil removed from the trench, in which there are no stones measuring 20 mm, is used for the initial backfill. It is produced for the entire length of the pipe, with a height of about 15 cm from its top. If it is necessary to compact the backfill, the soil must meet certain requirements. You can use fine gravel (20-20 mm) or crushed stone (4-44 mm). The soil should not be dropped directly onto the pipeline. A buried pipeline laid at the bottom of the trench needs to be compacted. The backfilled soil is rammed in layers of 20 cm on both sides of the pipe so that it does not shift. The soil is not rammed directly above the pipe.
Backfilling is carried out after compaction and a compacted layer of about 30 cm over the pipe is obtained. The trench can be backfilled with excavated soil; the size of the largest stones is not more than 300 mm. Even if there is a layer of protective backfill about 30 cm thick, the size of stones in the soil used for backfill cannot be more than 60 mm.
DESIGN PRESTIGE LLC
What type of product should you choose?
Not so long ago, metal pipes were the most common and affordable in the field of water supply, but now a variety of plastic systems have appeared. Each type has its own pros and cons. The main general advantages of plastic structures are convenience and ease of installation, corrosion resistance, good performance (such as no sound of flowing water, long service life, and so on).
Let's take a look at some of them:
- Reinforced-plastic pipes have a good thermal conductivity, but are not very resistant to mechanical stress.
- For metal-plastic, fittings and a crimping tool are needed; a special welding device is not required. Used for any type of water.
- Polypropylene products require the use of special equipment for welding parts, have a wide range of applications, various variations are possible: multilayer, fiberglass, single-layer, carbon fiber.
- Pipes made of cross-linked polyethylene have improved performance characteristics, only cold connection methods are used during installation, such elements are not required to be soldered, they are used for heating and water supply.
- PVC structures are the cheapest option. Such elements have a rigid structure, allow for both hidden and open laying of the pipeline, do not require special tools for installation.
- Polyethylene pipes or HDPE (low pressure polyethylene systems) have good performance.
Recently they began to be used by craftsmen from different companies. The features of this type are low weight, simple and quick installation of pipe sections and elements, no interaction with water and non-susceptibility to corrosion, low cost and durability. They are used for laying technical and drinking water. For the installation of elements, special fittings are used and soldering of polyethylene pipes in one of two ways (butt-joint or in a socket).If you solder parts of HDPE systems correctly, then the pipeline will delight you with durability, reliability and strength.
Pipe installation construction process
It is worth noting that the question, (both plastic and HDPE), can rather be equated to a question than to do this, since the process itself is very simple. All sections are mounted using fittings and connected to the pipeline by soldering, so the most important thing is the selection of a suitable device. But let's look at the general order of the splicing method.
Tools and parts:
- Iron and soldering iron. You can buy it at any store of specialized tools, while you should not chase cheap options, because this will affect the quality of work. Ask for advice from experts or consultants in the store, and they will help you find the best soldering iron for your application. Each soldering iron has a similar device, the only difference is in the household or professional type, as well as in the diameter, for which the required pair of bits is selected for external and internal surfaces / parts. Thanks to a well-chosen tool, like a soldering iron, it will be possible to heat the pipe and connect the ends tightly , thus carrying out "gluing" of two pipe sections and forming a reliable and strong connection for many years.
- Couplings, fittings, corners, plugs, tees, clips for wall mounting, heaters. Do not forget about a simple construction pencil, measuring tape and plastic scissors.
Carefully consider the location and draw a drawing of the future pipeline
Check all parts, cut off materials with minimal losses and inaccuracies. If possible, find yourself an assistant who will help you in all the work and will allow you to carry out the installation more accurately, but if this is not possible, then you can do it alone.
A widespread method is quick installation, in which parts need to be soldered in a temperature range of over 180 ºС. This method of soldering polyethylene pipes allows you to assemble the pipeline quickly enough.
It is necessary to take two bits: using a soldering iron and bits of a larger diameter, heat the outer edge of the pipe segment, and using a bit of a smaller diameter - the inner edge, after which the elements are heated. Then it is necessary to connect the two parts and press them firmly and tightly together, carefully joining the edges. Then it is imperative to wait some time to fix and cool all the elements.
Everything is simple enough. The main thing is a good soldering iron and material.
Pipes made of HDPE polyethylene are used in almost all modern communication systems, from water supply to gas pipelines and cable channels. They are strong, flexible and durable. Correct installation of a polyethylene pipeline system will ensure its reliability even at the joints of pipe sections, and knowing how to connect HDPE pipes with your own hands will save money on their installation.
Trenchless pipeline laying
Diagram of trenchless laying of polyethylene pipes
In some cases, when pipeline lines intersect with a railroad, busy traffic artery, river or other obstacle, open trenching is not possible. The reason may also be the need to minimize trenching costs as much as possible. This is the basis for the application of the method of trenchless laying of polyethylene pipelines. The method of trenchless laying of horizontal directional drilling (HDD method) has become widespread.
Horizontal drilling is a special way of constructing communications without opening the ground. Work begins at the point where the pipe is brought to the surface. The technology guarantees a high accuracy of the drill in the intended place of emergence to the surface.The method allows laying underground pipes with a length of more than 100 m and a diameter of up to 630 mm or more. There are two main methods of horizontal drilling: guided and non-guided.
Guided horizontal drilling is carried out by tunneling machines, by means of flushing and pilot drilling.
Uncontrolled horizontal drilling is carried out in two ways: 1) without casing (ram rocket, displacement drilling, auger drilling) and 2) with casing (injection drilling, puncture drilling, percussion drilling, ram drilling).
Horizontal drilling and trenchless polyethylene pipes are considered to be the most modern technology. To expand the well, a special drilling extension is used. To improve the placement, the well is treated with drilling mud, which forms and lubricates the channel itself.
Thus, the characteristics of polyethylene products allow their installation and laying using any currently known method, taking into account the restrictions imposed by the minimum allowable bending radius.
A pulled or pushed polyethylene pipe is able to repeat the configuration of an old route with a radius of curvature of more than 120 diameters of the pipe itself. Metal products practically do not have such a bending radius.
DESIGN PRESTIGE LLC
Installing the pipe into the system
HDPE pipes are produced in measured lengths of standard length - 6 and 12 meters each, as well as in coils or long coils - 100-500 meters each. In the process of installing them into the system in a specific room, the following operations will definitely be required:
- Cut (cut) of polyethylene pipes for soldering or a fitting connection. This operation must be carried out very carefully so that the cut is as smooth as possible, without cracks and burrs, perpendicular to the pipe surface. Such an incision can be performed using:
- A manual or electric pipe cutter that can handle pipes with a diameter of 15 to 30 mm,
- Circular cutter for household pipes with diameters from 15 to 160 mm,
- The so-called "pipe guillotine", used to create a high-quality cut of a pipe from 63 to 350 mm in diameter,
- A band saw that is the most expensive professional tool and can produce clean and even cuts in pipes up to 1600 mm in diameter.
- Straightening the coil rings into straight segments will be required when purchasing a large pipe footage. The difficulty lies in the fact that when straightening the pipe, you can accidentally damage it. Here you need to remember that the pipe material is HDPE, which is a thermoplastic polymer. Therefore, for a slight change in shape, it is enough to hold the products for a short time in a warm place (in a heated room, in the sun) or rinse them with hot water. After that, they will bend easily.
- Forming an angle by bending straight line segments. In this case, more heating of a certain area will be required than when straightening the arc. To do this, use heating with the same hot water, a building hair dryer or a simple gas burner.
ATTENTION! To bend the HDPE pipe, it should be heated very carefully, since with low heating it can break at the bend, and too high a temperature can damage it.
Organization of installation work
Welding and installation works with polyethylene pipes are carried out either according to the basic scheme, or by the route method. The basic method is used in cases where the object is located near the welding site, where the pipes are pre-connected, and then they are brought in ready-made sections to the pipeline route. The length of the section can reach more than 30 m. On site, they are welded into a solid thread, which must then be carefully laid in a trench so as not to disturb the bending radius.
Route welding begins with pipe laying along the trench.Then, installation and welding is carried out with mobile welding installations. Small diameter pipes can be manually laid in the trench. However, pipelayers or cranes are most commonly used. The finished thread should be lowered without jerks, evenly, having previously secured it with hemp ropes or soft slings, which should be located at a distance of 5-10 meters from each other. The one-piece welded string must be lowered into the trench carefully so that the critical bend radius is not exceeded during installation. You should first wait at least 2 hours after welding the last link.
DESIGN PRESTIGE LLC
Connection methods
Methods for connecting polyethylene pipes can be divided into two main groups: installation using additional parts (couplings and fittings) and direct welding of joints.
Welding
Weld seams provide the strongest one-piece joint with full sealed joints, withstanding loads similar to solid surfaces. Brazing is applied to pipes with a diameter greater than 50 mm and requires a special welding machine.
Welding of HDPE pipe sections can be carried out:
- Butt. In this case, a special evenness of the cuts is required and their displacement relative to each other is no more than 10% of the pipe wall thickness. The work takes place sequentially:
- The pipe sections are cleaned of all contaminants and degreased (for example, with alcohol or other substances),
- Both ends are heated to the viscosity of the polymer,
- The pipe sections are connected using pressure and fixed motionless until they cool completely. In this case, you need to ensure that the seam turns out to be even, without depressions and protrusions to ensure its reliability.
- With the use of an electrofusion sleeve. Here you will also need an apparatus for working with such couplings, which have a built-in spiral and can quickly melt when it heats up:
- The cleaned and degreased pipe ends are fixed in the sleeve,
- The terminals of the apparatus are connected to the outlets of the spiral before it begins to melt,
- The pipe is fixed until it cools completely.
See the video for how this is done.
IMPORTANT! Welded couplings are usually used in hard-to-reach places where simple welding is difficult: when creating tie-ins or repairing already installed systems, in wells, etc.
Installation
Direct mounting means the creation of detachable connections using fittings of all available types: couplings, corner bends, tees, adjustable for 4 lengths, etc. Such connections are usually carried out in systems where super-strength of the mounted joints is not required, or in areas where dismantling and reconstruction may be required (for example, in a private house to connect an external irrigation system for the summer period).
Weldless installation can be carried out in the following ways:
- Connection of pipes with the help of sockets arranged on them, equipped with O-rings, for which it is enough just to put the corresponding elements of the pipes to each other and press well.
- The fitting connection with compression elements takes place in several stages: a clamping nut is pulled over the pipe cut;
- the pipe is put on the fitting of the fitting tightly until it stops;
- the clamping nut is tightened with wrenches.
Scope of use of HDPE pipes
HDPE pipelines are used for various pipelines:
- cold water supply;
- gas supply;
- wastewater disposal;
- sewerage, including storm water;
- for hidden wiring.
Depending on the purpose of the pipeline, the connection method is selected:
- For plumbing, you can use any of the described installation methods. However, detachable connections using fittings will suffice.
- The sewage system is mounted in a bell-shaped way, inserting pipes into each other. For sealing in such materials, there is a special sealing rubber ring.
Wiring is laid in straight or corrugated pipes.For reliability, a diffusion welded assembly can be used.